Способ изготовления алмазного резца - SU950184A3
Код документа: SU950184A3
Чертежи

Описание
1
Изобретение относится к металлообработке .
Известен способ изготовления алмазного резца, при котором рюжущий j элемент окружается порошкообразным материалом в стальном , затем нагревается и сдавливается посредством гидростатического давления до жидкопластичного состояния Ю
Недостатком известного способа является то, что при нагревании и сдавливании посредством гидростатического давления алмазный режущий элемент может сместиться от первона- 15 чального положения.
Цель изобретения - повышение прочности алмазного резца посредством предварительного крепления режущего элемента с помощью глинистого напол- 20 нителя.
Указанная цель достигается тем, что державку с режущим элементом устанавливают в V-образном канале ниж-, него штампа, затем дополнительно за- 25 креПляют режущий элемент на державке с помощью глинистого наполнителя, устойчивого к действию расплавленного металла и высоких температур, затем верхнюю часть штампа, в которой выполнено вертикальное отверстие, имеющее сечение, соответствующее форме и размерам державки, подводят к нижней части, а порошкообразный материал вводят в вертикальное отверстие верхнего штампа и спекают, закрепляя . режущий элемент на державке.
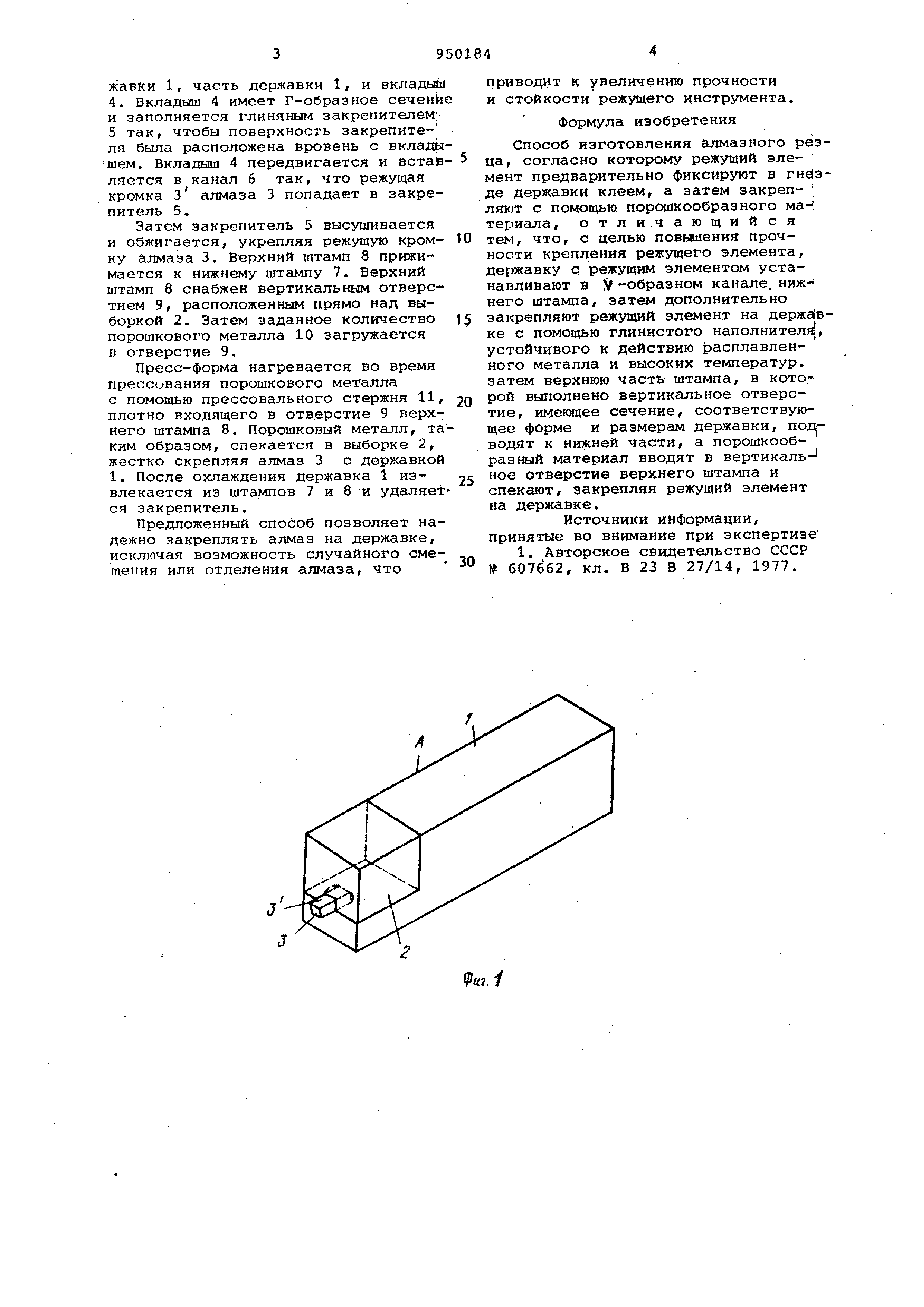
На фиг,1 показан изготовленный алмазный резец; на фиг.2 - прессформа для изготовления алмазного резца, продольное сечение.
Державка 1 резца имеет грубо обработанную L -образную выборку 2, на которую устанавливается алмаз 3. Затем при помощи проектора, микроскопа или шаблона достигается задан-;ная величина выступания алмаза 3 из-за передней грани выборки 2.
Затем выборка 2, державка и вкладыш 4, заполненный глиняным закрепителем 5, устанавливаются в V-образном канале 6 нижнего штампа 7 так, чтобы режугдай конец Залмаза 3 находился в смеси 5 вклсщыша 4.
Нижний штамп в центральной области имеет V-образный канал б с открытыми концами. Ширина канала такова, что державка 1 плотно входит в него. В канал 6 вставляется выборка 2 державки 1, часть державки 1, и 4. Вкладыш 4 имеет Г-образное сечени и заполняется глиняным закрепителем 5 так, чтобы поверхность закрепителя была расположена вровень с вклады шем. Вкладыш 4 передвигается и встав ляется в канал 6 так, что режущая кромка З алмаза 3 попадает в закрепитель 5. Затем закрепитель 5 высушивается и обжигается, укрепляя режущую кромку алмаза 3, Верхний штамп 8 прижимается к нижнему штампу 7. Верхний штамп 8 снабжен вертикальным отверстием 9, расположенным прямо над выборкой 2. Затем заданное количество порошкового металла 10 загружается в отверстие 9. Пресс-форма нагревается во время прессования порошкового металла с помощью прессовального стержня 11, плотно входящего в отверстие 9 верхнего штампа 8. Порошковый металл, та ким образом, спекается в выборке 2, жестко скрепляя алмаз 3 с державкой 1. После охлаждения державка 1 извлекается из штампов 7 и 8 и удаляет ся закрепитель. Предложенный способ позволяет надежно закреплять алмаз на державке, исключая возможность случайного смещения или отделения алмаза, что приводит к увеличению прочности и стойкости режущего инструмента. Формула изобретения Способ изготовления алмазного pdsца , согласно которому режущий элемент предварительно фиксируют в гнезде державки клеем, а затем закреп- ляют с помощью порсликообразного маН териала, отли.чающийся тем, что, с целью повыпения прочности крепления режущего элемента, державку с режущим элементом устанавливают в V -образном канале, нижнего штампа, затем дополнительно закрепляют режущий элемент на держа1вке с помощью глинистого наполнителя, устойчивого к действию расплавленного металла и высоких температур, затем верхнюю часть штампа, в которой выполнено вертикальное отверстие , имеющее сечение, соответствую-, щее форме и размерам державки, подводят к нижней части, а порошкообразный материал вводят в вертикальное отверстие верхнего штампа и спекают, закрепляя режущий элемент на державке. Источники информации. Принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 607662, кл. В 23 В 27/14, 1977.

Реферат
Формула
Комментарии