Устройства и способы изготовления по аддитивной технологии - RU2695684C2
Код документа: RU2695684C2
Чертежи























Описание
ОБЛАСТЬ ТЕХНИКИ И УРОВЕНЬ ТЕХНИКИ
[0001] Традиционные способы изготовления крупных узлов, таких как фюзеляжи, крылья воздушного летательного аппарата и т.п., обычно, для формирования готовой конструкции, требуют взаимного соединения различных частей. Для выполнения такого взаимного соединения применяют множество операций последующей обработки и большое количество крепежных элементов и соответствующего комплектующего оборудования (например, уплотнительных колпачков, прокладок, заполнителей и т.д.). Например, сверлят множество отверстий для выполнения установки крепежных элементов. Кроме того, после самого формирования в составных частях и/или в готовой конструкции часто необходимо выполнить различные признаки. Соответственно, существующие способы изготовления крупных конструкций являются трудоемкими и влекут увеличение времени производственного цикла и затрат. В дополнение к этому, свобода конструирования часто оказывается ограничена требованиями, налагаемыми традиционными способами изготовления.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0002] Соответственно, было бы полезным создание устройств и способов, направленных на устранение указанных выше недостатков.
[0003] Ниже приведен неисчерпывающий список примеров объекта согласно настоящему раскрытию, которые могут быть заявлены или могут быть не заявлены.
[0004] Один пример настоящего раскрытия относится к устройству для изготовления по аддитивной технологии, содержащему линейную направляющую, имеющую длину L1. Линейная направляющая выполнена с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси А. Устройство для изготовления по аддитивной технологии кроме того содержит источник электромагнитной энергии, имеющий подвижное соединение с линейной направляющей и выполненный с возможностью перемещения в полярной системе координат, имеющей радиус R.
[0005] Еще один пример настоящего раскрытия относится к устройству для изготовления по аддитивной технологии, содержащему линейные направляющие, каждая из которых имеет длину L1. Линейные направляющие выполнены с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси А. Устройство для изготовления по аддитивной технологии кроме того содержит источники электромагнитной энергии, имеющие подвижное соединение с линейными направляющими и выполненные с возможностью перемещения в полярной системе координат, имеющей радиус R.
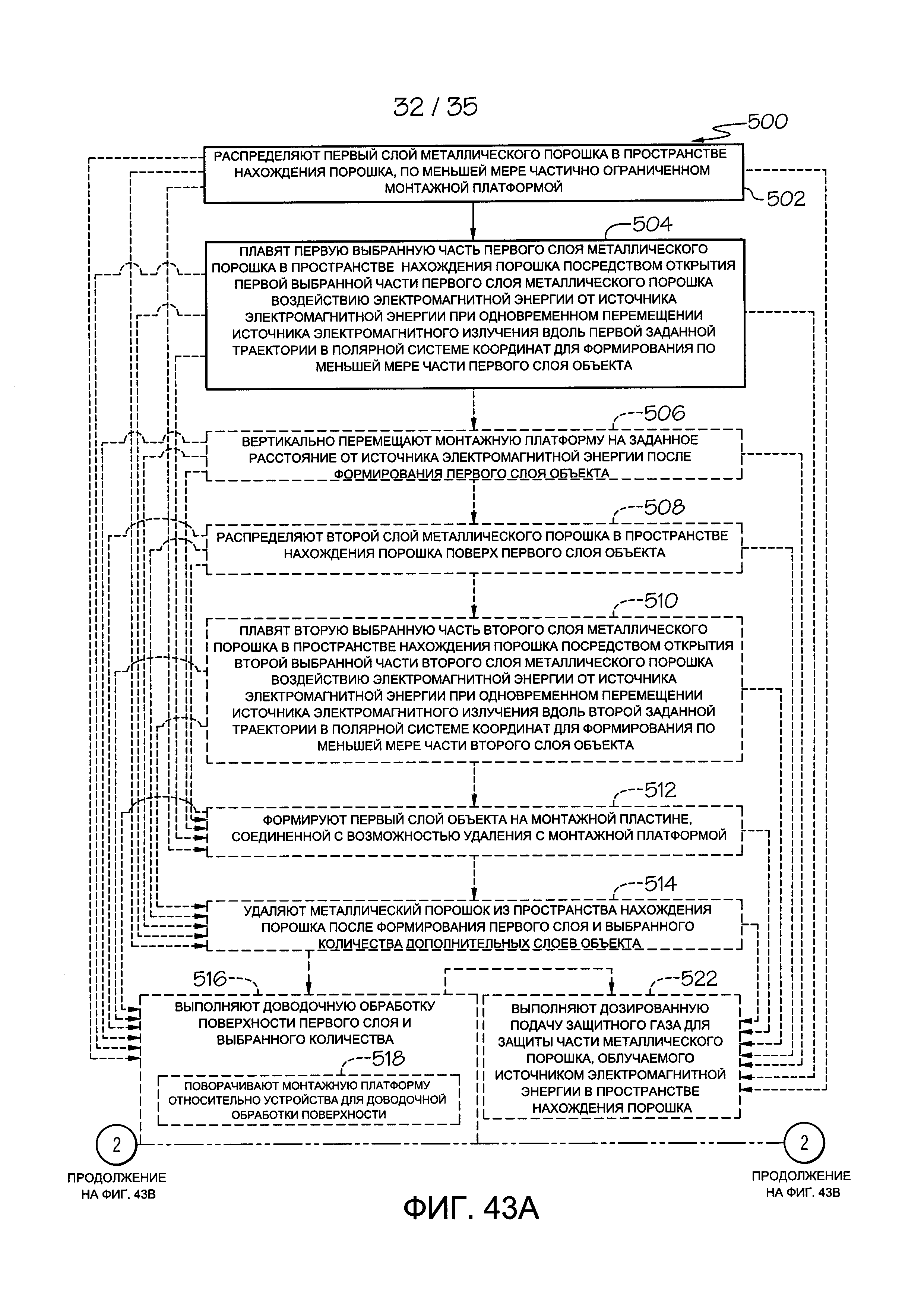
[0006] Еще один пример настоящего раскрытия относится к способу изготовления объекта по аддитивной технологии из металлического порошка. Согласно способу распределяют первый слой металлического порошка в пространстве для нахождения порошка, по меньшей мере частично ограниченном монтажной платформой. Кроме того, согласно способу плавят первую выбранную часть первого слоя металлического порошка в пространстве для нахождения порошка посредством открытия первой выбранной части первого слоя металлического порошка воздействию электромагнитной энергии из источника электромагнитной энергии при одновременном перемещении источника электромагнитного излучения вдоль первой заданной траектории в полярной системе координат для формирования по меньшей мере части первого слоя объекта. Источник электромагнитного излучения выполнен с возможностью перемещения по траектории линейного перемещения вдоль линейной направляющей и линейная направляющая выполнена с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси А.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] После описания таким образом примеров настоящего раскрытия в общих выражениях будет приведена ссылка на сопровождающие чертежи, которые не обязательно выполнены в масштабе и на которых одинаковые ссылочные номера обозначают одни и те же или сходные части, показанные на всех или нескольких чертежах, на которых:
[0008] ФИГ. 1А представляет собой первую часть блок-схемы устройства для изготовления по аддитивной технологии, согласно одному или более примерам настоящего раскрытия;
[0009] ФИГ. 1В представляет собой вторую часть блок-схемы устройства для изготовления по аддитивной технологии, согласно одному или более примерам настоящего раскрытия;
[0010] ФИГ. 2 представляет собой схематическую иллюстрацию полярной системы координат устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0011] ФИГ. 3 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0012] ФИГ. 4 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 3, согласно одному или более примерам настоящего раскрытия;
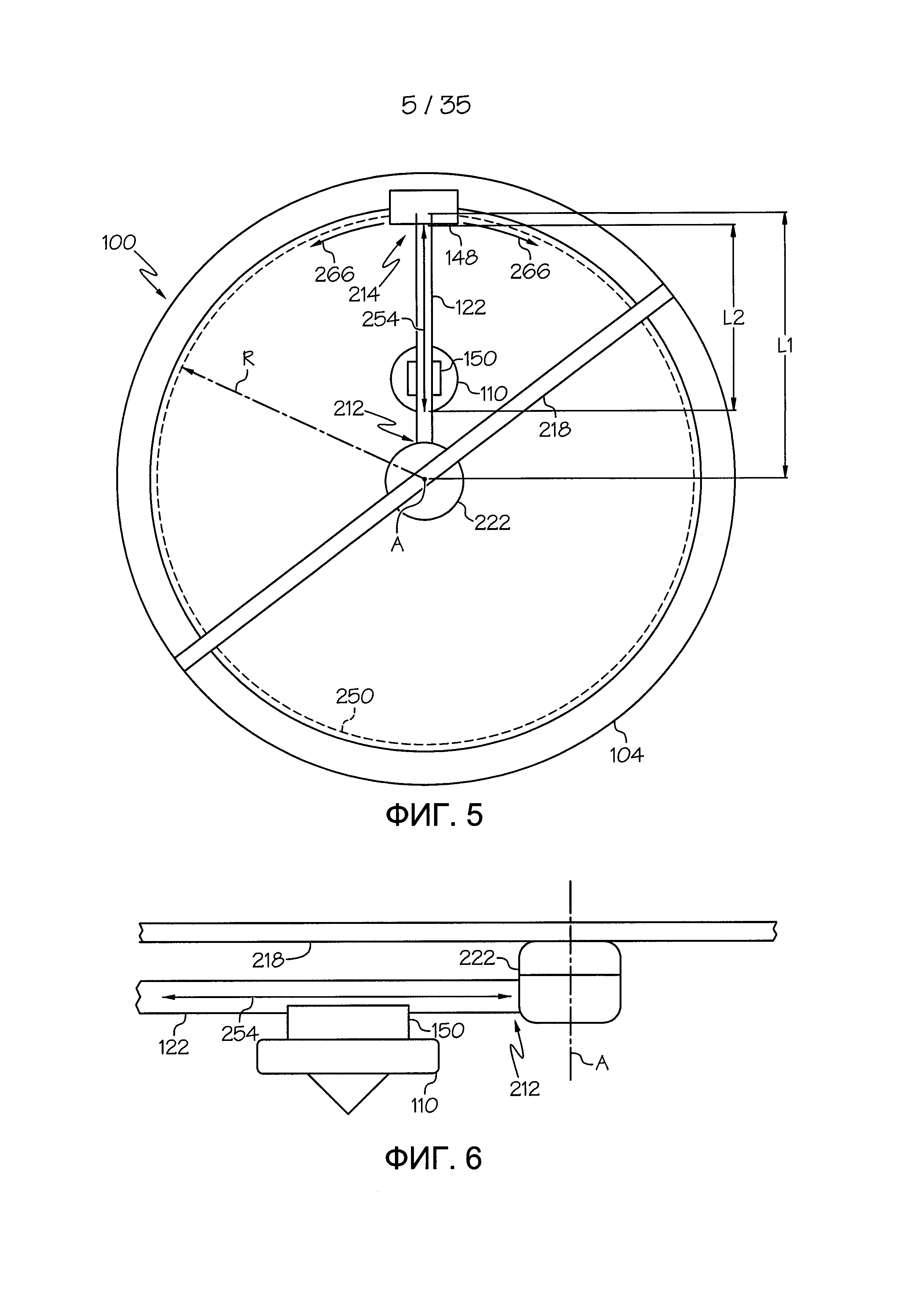
[0013] ФИГ. 5 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0014] ФИГ. 6 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 5, согласно одному или более примерам настоящего раскрытия;
[0015] ФИГ. 7 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0016] ФИГ. 8 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 7, согласно одному или более примерам настоящего раскрытия;
[0017] ФИГ. 9 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0018] ФИГ. 10 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0019] ФИГ. 11 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 10, согласно одному или более примерам настоящего раскрытия;
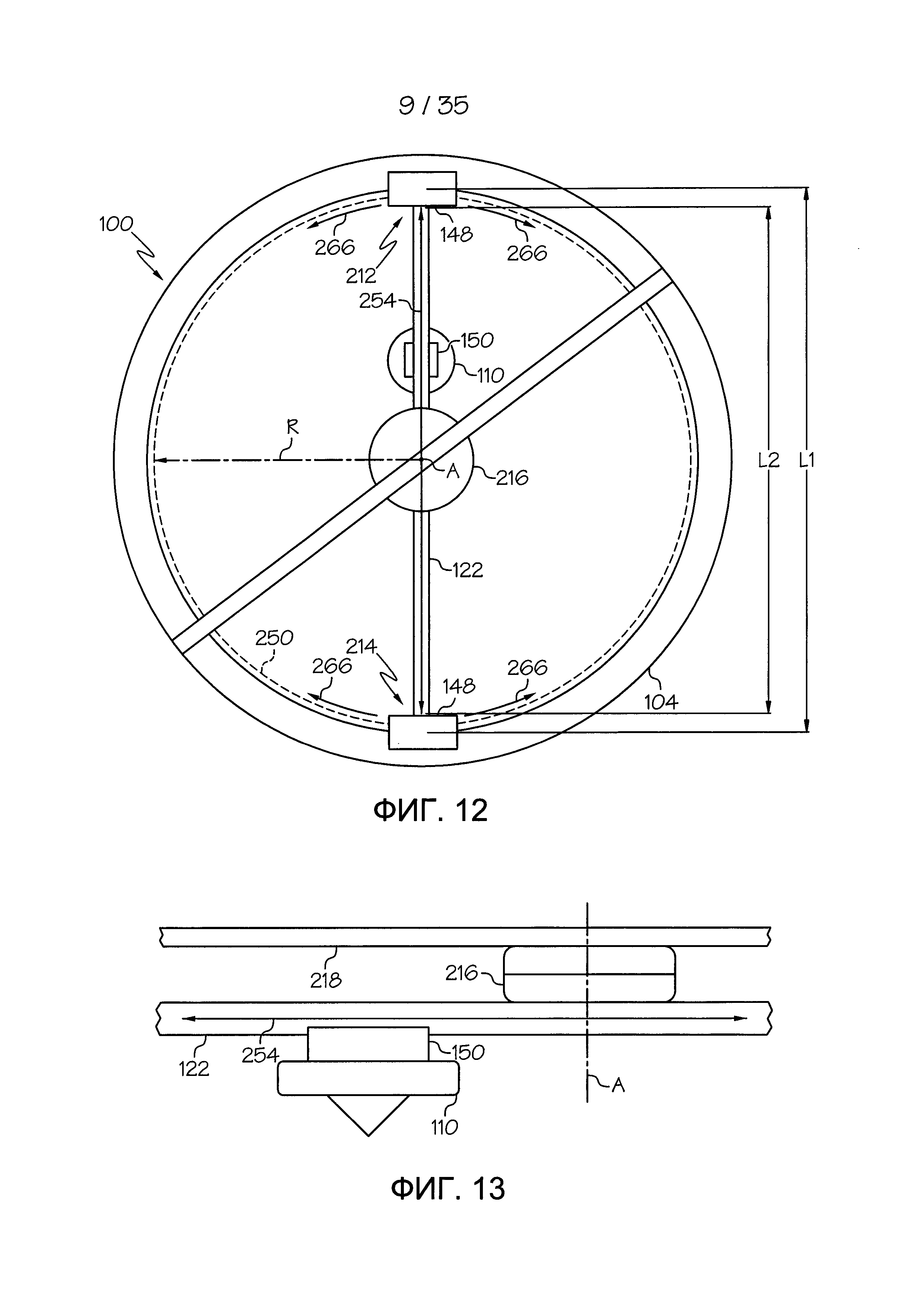
[0020] ФИГ. 12 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0021] ФИГ. 13 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 12, согласно одному или более примерам настоящего раскрытия;
[0022] ФИГ. 14 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0023] ФИГ. 15 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 14, согласно одному или более примерам настоящего раскрытия;
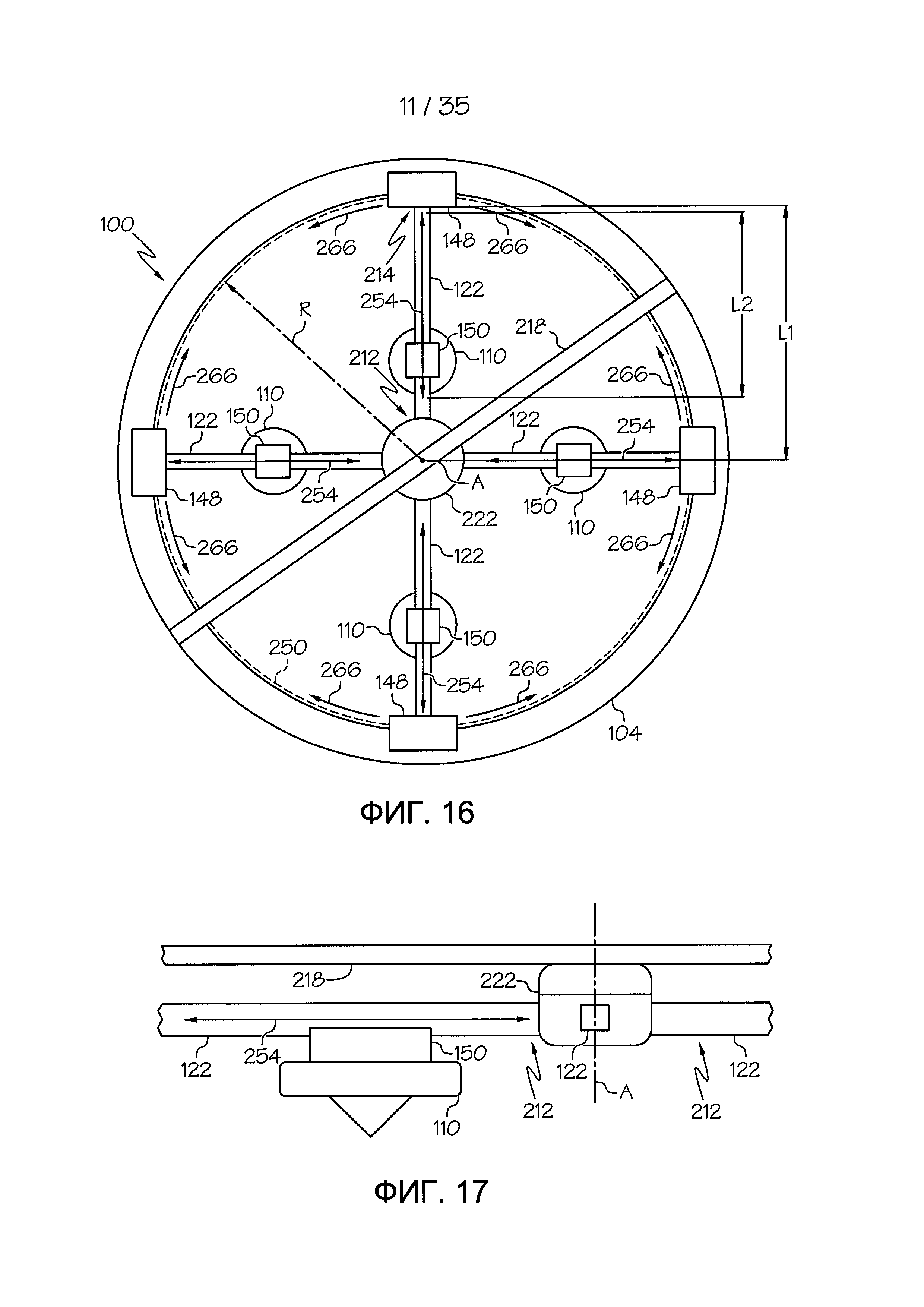
[0024] ФИГ. 16 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0025] ФИГ. 17 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 16, согласно одному или более примерам настоящего раскрытия;
[0026] ФИГ. 18 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0027] ФИГ. 19 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 18, согласно одному или более примерам настоящего раскрытия;
[0028] ФИГ. 20 представляет собой схематический вид сверху устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0029] ФИГ. 21 представляет собой схематический частичный вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 20, согласно одному или более примерам настоящего раскрытия;
[0030] ФИГ. 22 представляет собой схематический вид сбоку, частично в разрезе, устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
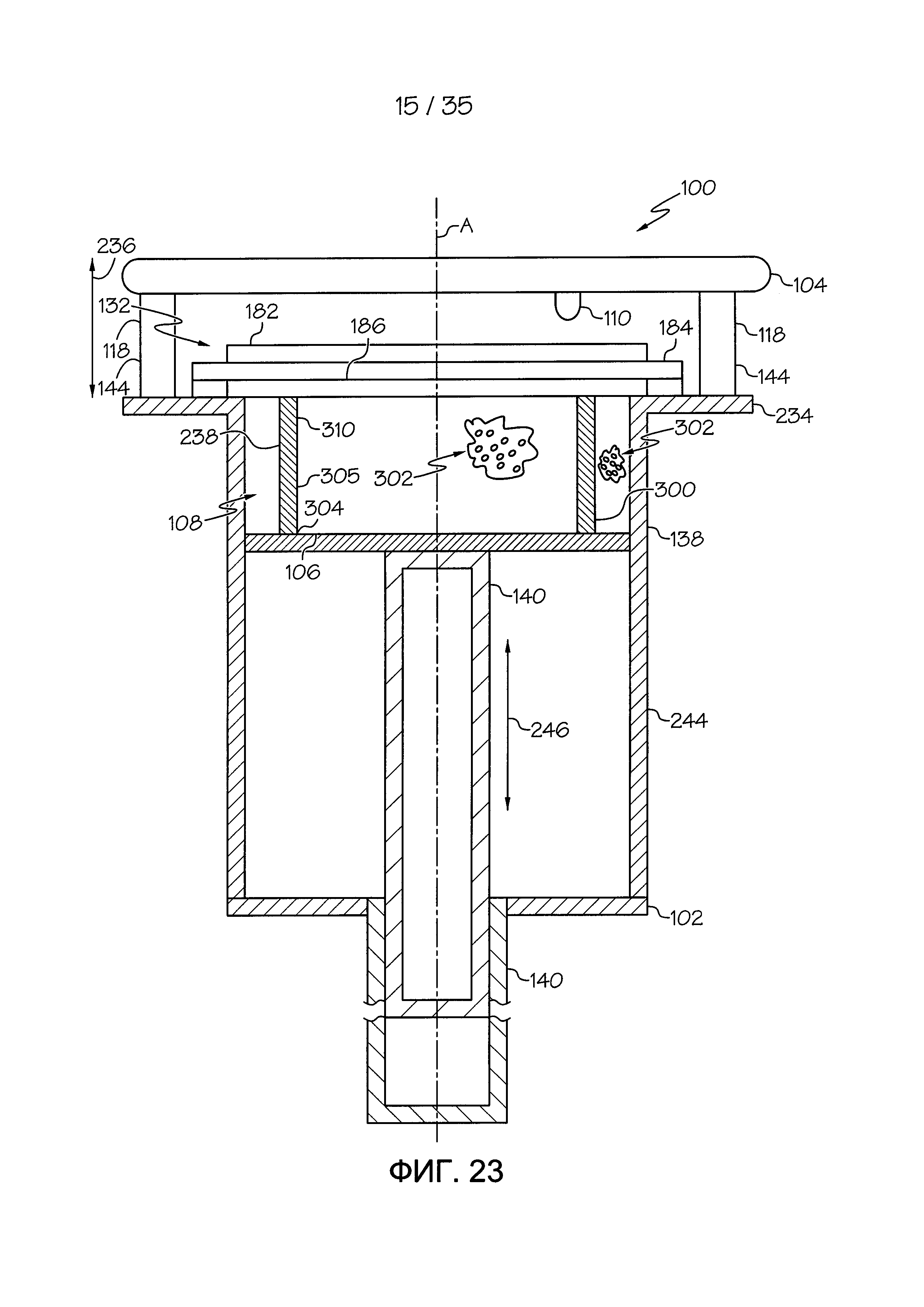
[0031] ФИГ. 23 представляет собой схематический вид сбоку, частично в разрезе, устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
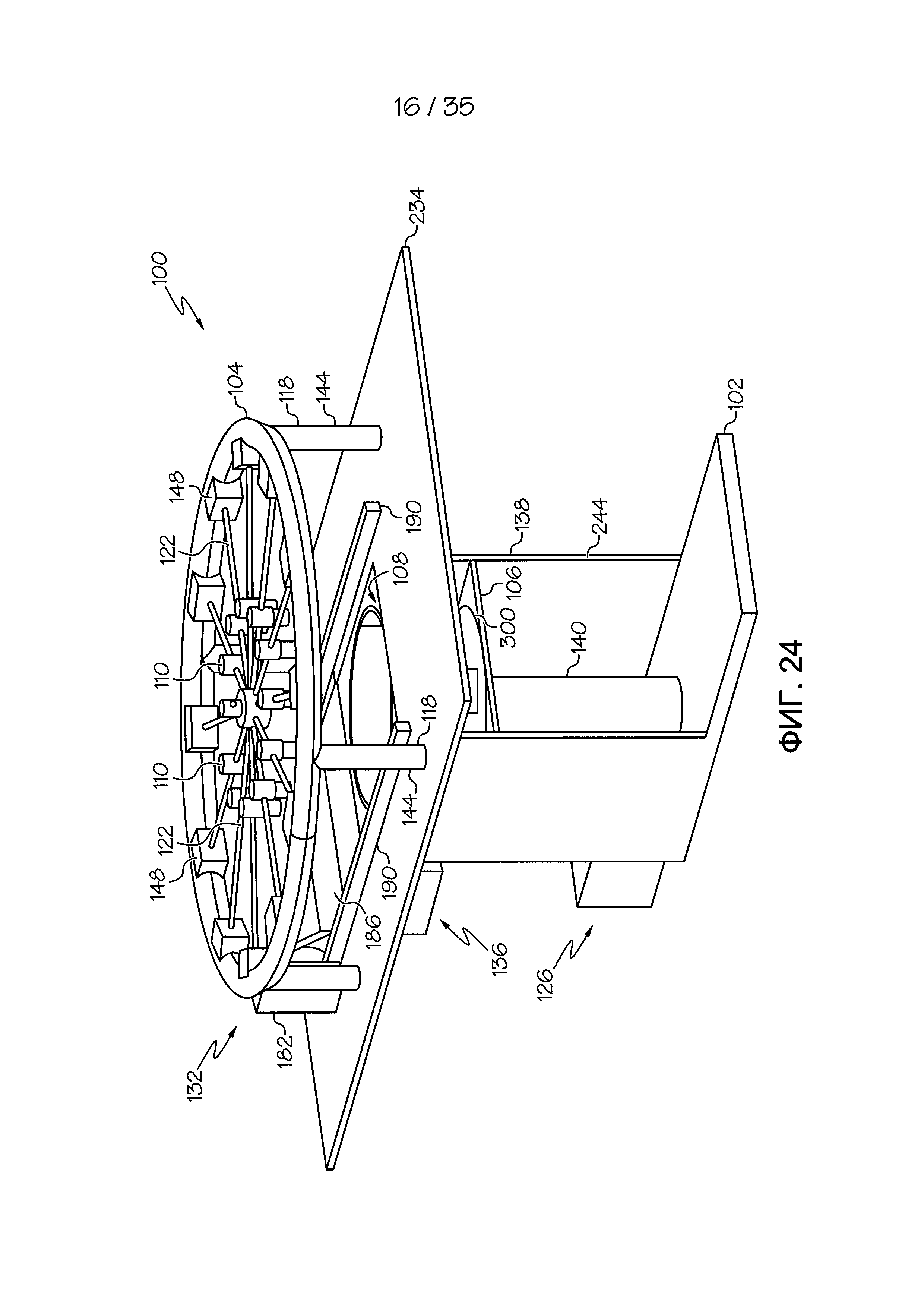
[0032] ФИГ. 24 представляет собой схематический вид в перспективе, частично в разрезе, устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
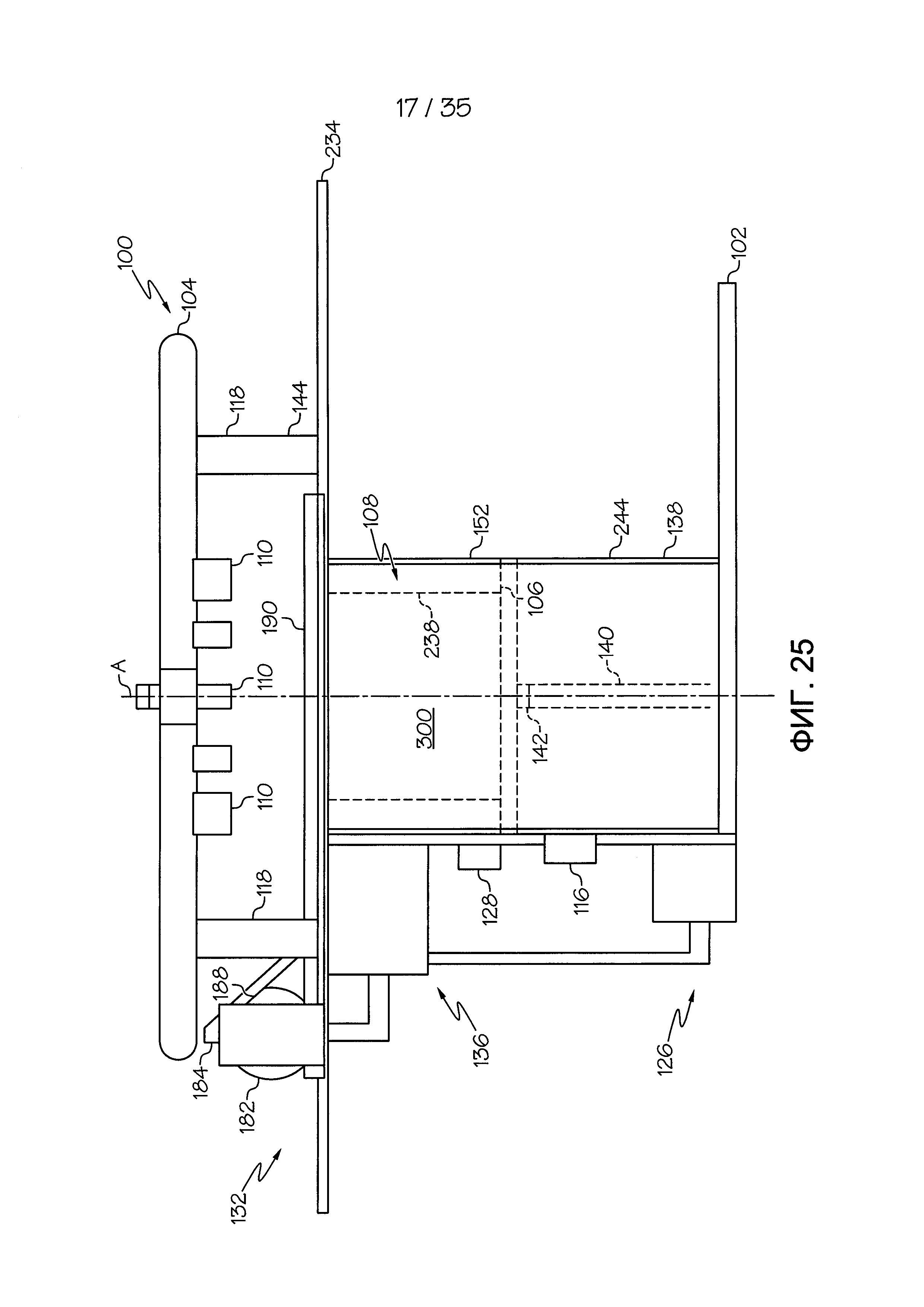
[0033] ФИГ. 25 представляет собой схематический вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0034] ФИГ. 26 представляет собой схематичный вид в перспективе устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
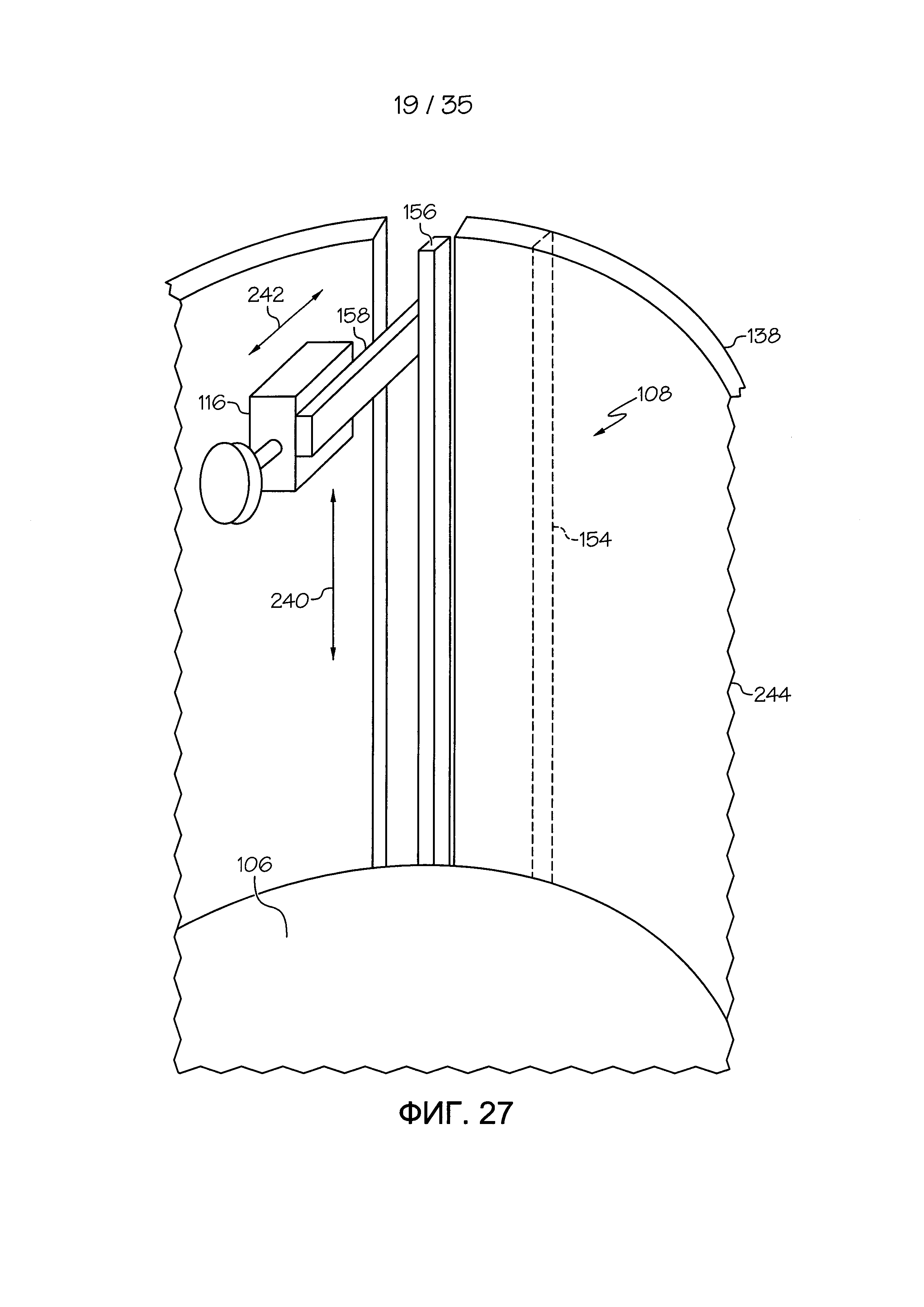
[0035] ФИГ. 27 представляет собой схематичный вид в перспективе устройства для доводочной обработки поверхности устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
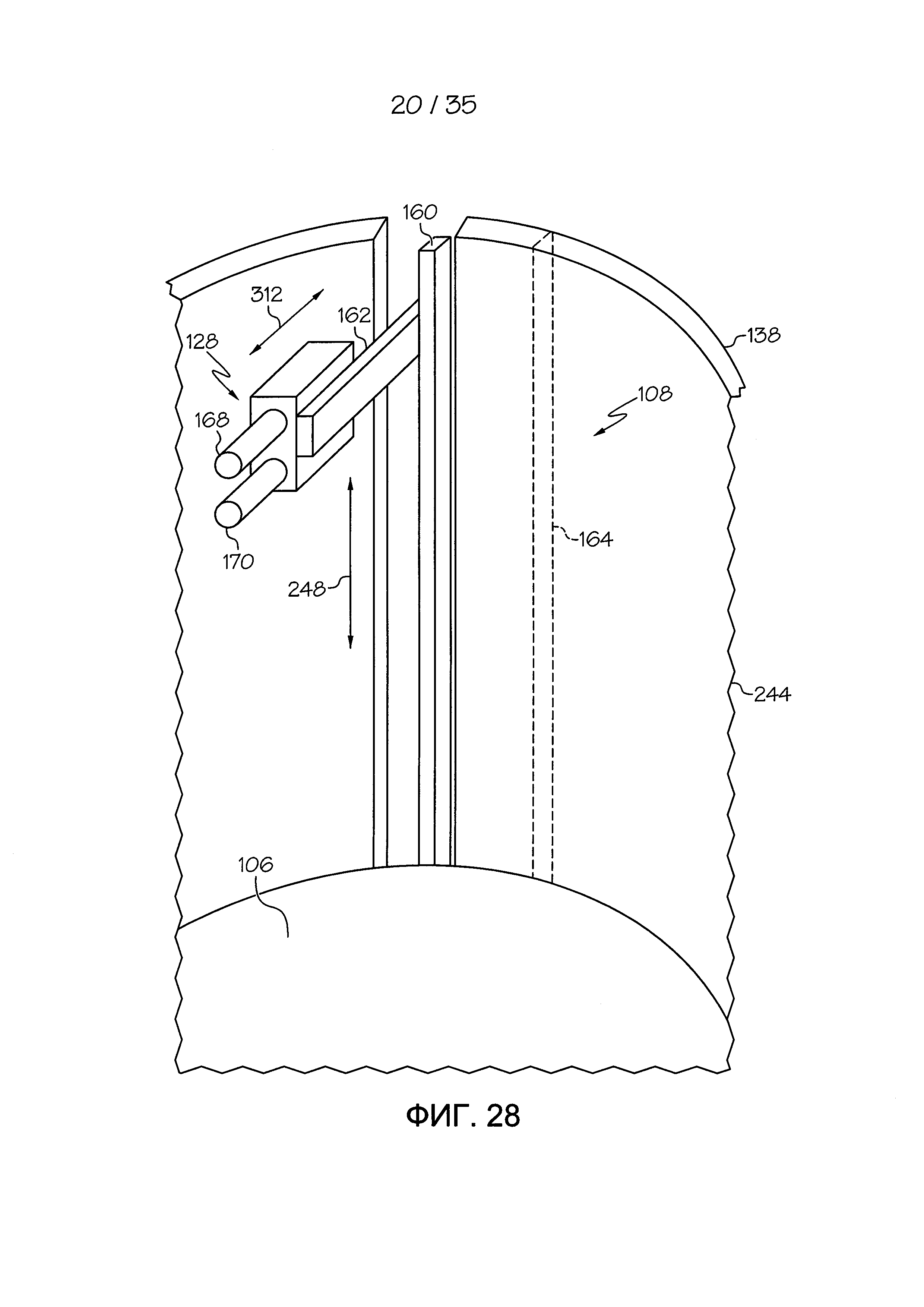
[0036] ФИГ. 28 представляет собой схематичный вид в перспективе первой подсистемы для удаления порошка устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0037] ФИГ. 29 представляет собой схематический вид сверху отделения для размещения порошка, устройства для доводочной обработки поверхности, первой подсистемы для удаления порошка и второй подсистемы для удаления порошка устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0038] ФИГ. 30 представляет собой схематический вид в перспективе второй подсистемы для удаления порошка устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0039] ФИГ. 31 представляет собой схематический вид сбоку устройства 1для дозированной подачи порошка устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
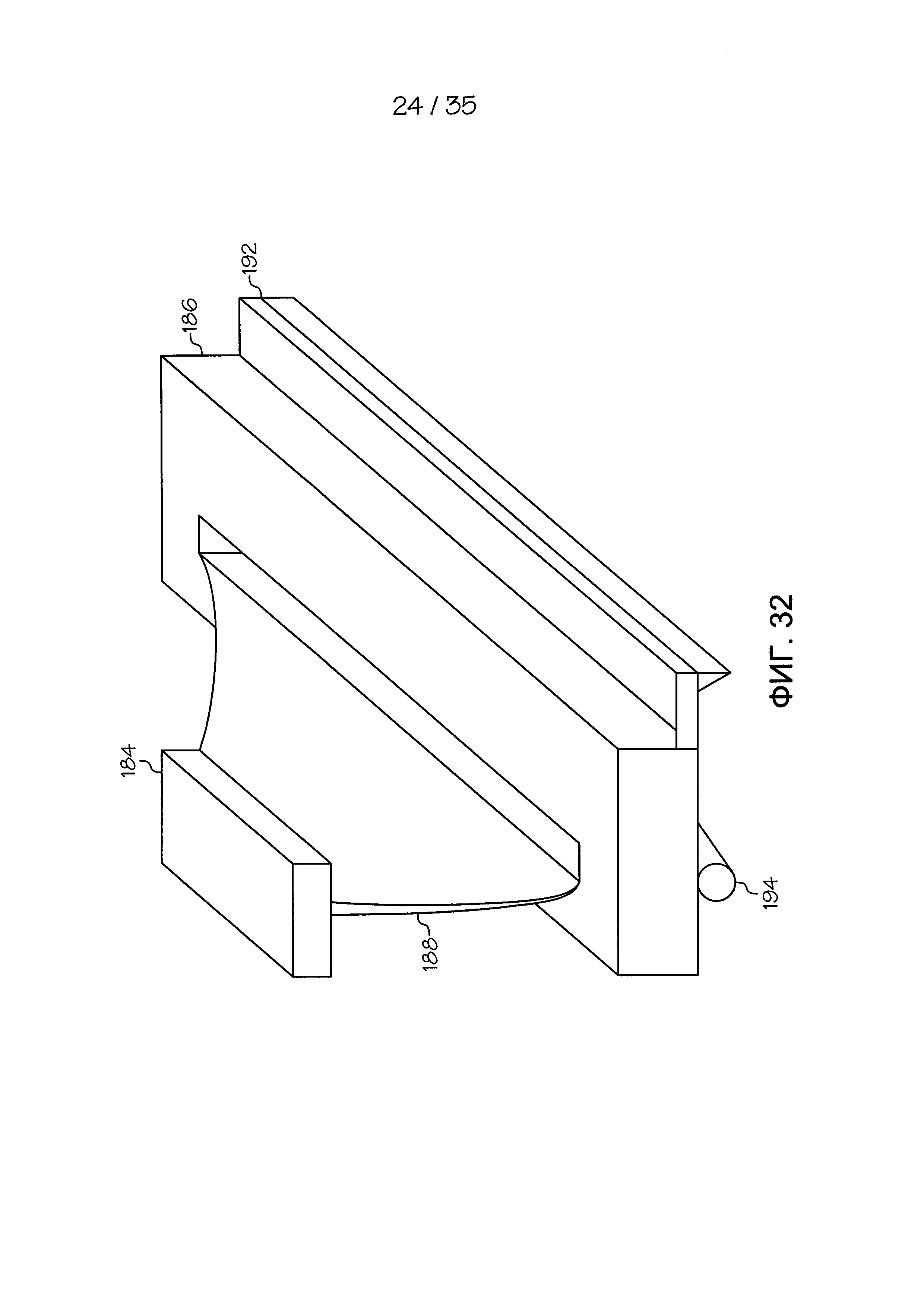
[0040] ФИГ. 32 представляет собой схематический вид в перспективе емкости распределения порошка устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0041] ФИГ. 33 представляет собой схематический вид сверху устройства для дозированной подачи порошка устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0042] ФИГ. 34 представляет собой схематический вид в перспективе системы защитного газа устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
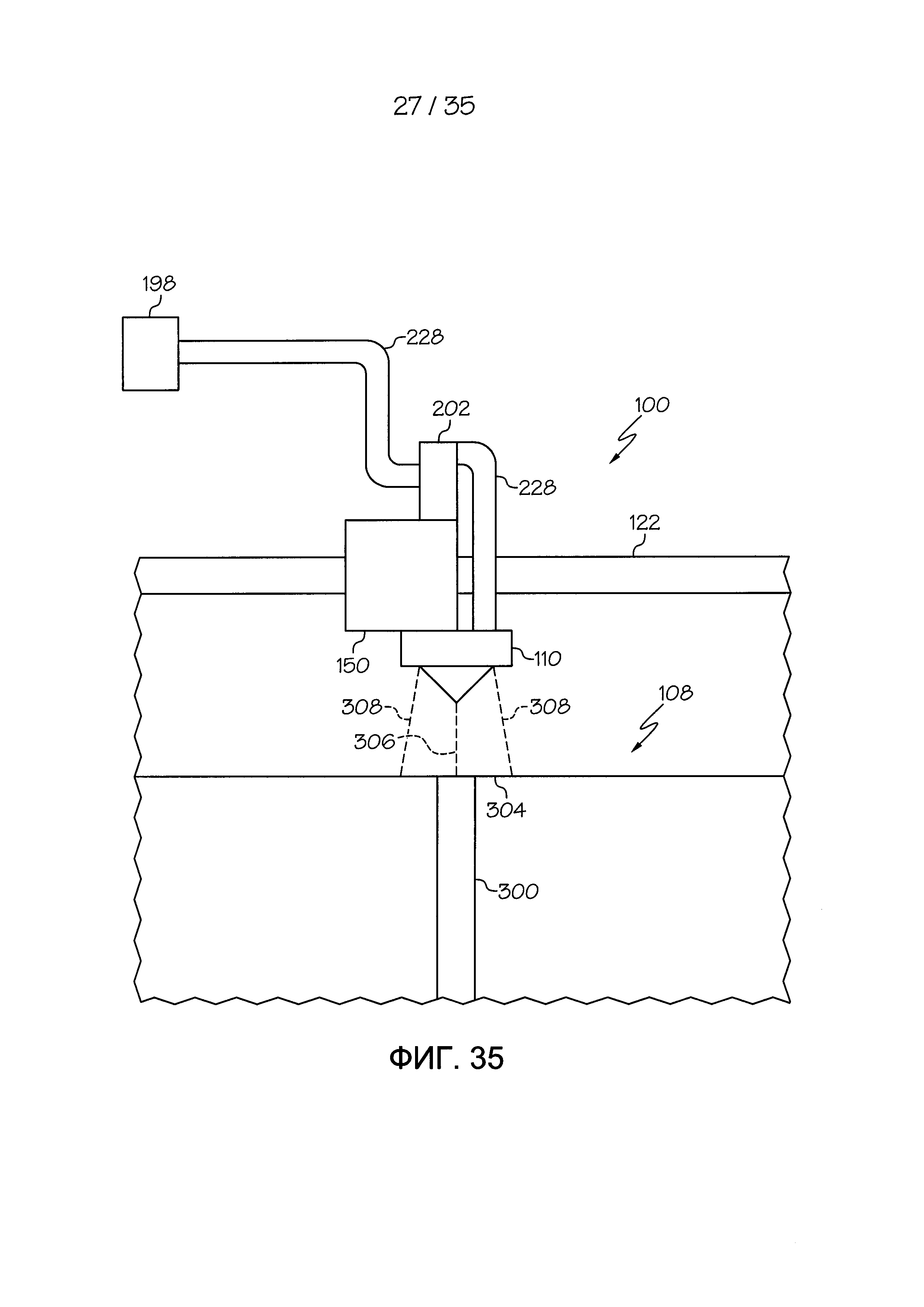
[0043] ФИГ. 35 представляет собой схематический частичный вид сбоку системы защитного газа устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0044] ФИГ. 36 представляет собой схематический вид сбоку устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0045] ФИГ. 37 представляет собой схематический вид в перспективе монтажной пластины устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0046] ФИГ. 38 представляет собой схематический вид в перспективе монтажной платформы устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0047] ФИГ. 39 представляет собой схематический вид сбоку источника электромагнитной энергии и монтажной платформы устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0048] ФИГ. 40 представляет собой схематический вид сбоку источника электромагнитной энергии и монтажной платформы устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0049] ФИГ. 41 представляет собой схематический вид сбоку источника электромагнитной энергии и монтажной платформы устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0050] ФИГ. 42 представляет собой схематический вид сбоку источника электромагнитной энергии и монтажной платформы устройства для изготовления по аддитивной технологии в соответствии с ФИГ. 1А и 1В, согласно одному или более примерам настоящего раскрытия;
[0051] ФИГ. 43А представляет собой первую часть блок-схемы способа изготовления объекта по аддитивной технологии из металлического порошка, согласно одному или более примерам настоящего раскрытия;
[0052] ФИГ. 43В представляет собой вторую часть блок-схемы способа изготовления объекта по аддитивной технологии из металлического порошка, согласно одному или более примерам настоящего раскрытия;
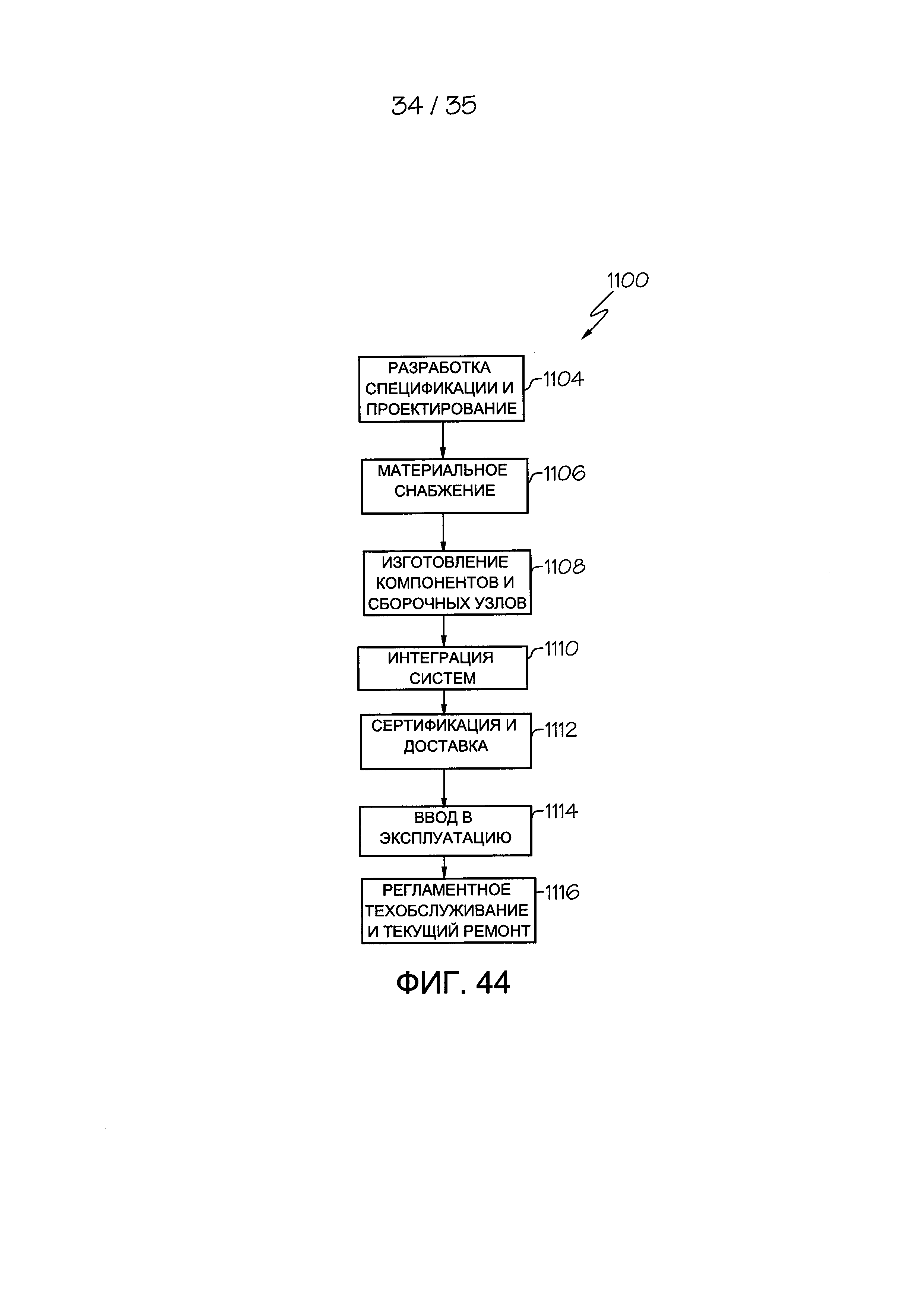
[0053] ФИГ. 44 представляет собой блок-схему методики изготовления и обслуживания воздушного летательного аппарата; и
[0054] ФИГ. 45 представляет собой схематическую иллюстрацию воздушного летательного аппарата.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0055] На ФИГ. 1А и 1В, упомянутых выше, сплошные линии, при их наличии, соединяющие различные элементы и/или компоненты, могут обозначать механические, электрические, связи по текучей среде, оптические, электромагнитные и другие соединители и/или их комбинации. При использовании в настоящем документе "связанный" означает соотнесенный непосредственно, а также косвенно. Например, элемент А может быть непосредственно соотнесен с элементом В или может быть косвенно соотнесен с ним, например, посредством еще одного элемента С. Следует понимать, что не все отношения между различными раскрытыми элементами представлены обязательно. Соответственно, соединения, отличные тех, которые показаны на блок-схемах, также могут быть возможны. Пунктирные линии, при их наличии, соединяющие различные элементы и/или компоненты, представляют собой соединители, похожие по функции и назначению на соединители, которые показаны сплошными линиями; однако соединители, показанные пунктирными линиями, могут применяться выборочно или могут относиться к альтернативным или дополнительным примерам настоящего раскрытия. Аналогичным образом, элементы и/или компоненты, при их наличии, показанные пунктирными линиями, показывают альтернативные или дополнительные примеры настоящего раскрытия. Элементы окружающей среды, при их наличии, показаны пунктирными линиями. Виртуальные (воображаемые) элементы также могут быть показаны для ясности. Специалистам в данной области техники будет понятно, что некоторые из признаков, показанных на ФИГ. 1А и 1В, могут быть скомбинированы различным образом без необходимости включения других признаков, показанных на ФИГ. 1А и 1В, других фигурах чертежей и/или в сопровождающем раскрытии, даже если такая комбинация или комбинации явно не проиллюстрированы в настоящем документе. Схожим образом, дополнительные признаки не ограниченные представленными примерами, могут быть скомбинированы с некоторыми или всеми признаками, показанными и описанными в настоящем документе.
[0056] На ФИГ. 1А, 1В и 43-45, упомянутых выше, блоки могут представлять операции и/или их части, а линии, связывающие различные блоки, не подразумевают какого-либо конкретного порядка или зависимости операций или их частей. ФИГ. 1А, 1В и 43-45 и сопровождающее раскрытие, описывающее операции способа (способов), изложенное в настоящем документе, не следует интерпретировать как определенную обязательно последовательность, в которой операции должны быть выполнены. Наоборот, хотя показан один иллюстративный пример порядка выполнения, следует понимать, что последовательность операций может быть изменена, если это необходимо. Соответственно, определенные операции могут быть выполнены в другом порядке или одновременно. Дополнительно, специалистам в данной области техники будет понятно, что не все операции, описанные в настоящем документе, должны быть выполнены.
[0057] В последующем описании, многочисленные конкретные детали изложены для обеспечения полного понимания раскрытых концепций, которые могут быть применены на практике без некоторых из этих деталей или со всеми деталями. В других случаях, детали известных устройств и/или процессов были пропущены, чтобы избежать необязательного усложнения настоящего раскрытия. Хотя некоторые концепции будут описаны в связи с конкретными примерами, следует понимать, что эти примеры не предназначены для ограничения.
[0058] В случае, если не указано иное, выражения "первый", "второй" и т.п., использованы в настоящем документе только как обозначения и не предназначены для определения порядковых, позиционных или иерархических требований к элементам, к которым эти выражения относятся. Кроме того, ссылка, например, на "второй" элемент не требует или не исключает существования, например, "первого" или имеющего меньший порядковый номер элемента и/или, например, "третьего" или имеющего больший порядковый номер элемента.
[0059] Ссылка в настоящем документе на "один пример" означает, что один или более признаков, конструкций или характеристик описаны в связи с примером, включенным по меньшей мере в один вариант реализации изобретения. Выражение "один пример" в различных местах в настоящем документе может относиться или может не относиться к одному и тому же примеру.
[0060] Ниже представлены иллюстративные, неисключающие примеры объекта согласно настоящему раскрытию, которые могут быть или могут не быть заявлены.
[0061] Со ссылкой, например, на ФИГ. 1А, 1В и 2-42, устройство 100 для изготовления по аддитивной технологии (обозначенное в целом как устройство 100) содержит линейную направляющую 122, имеющую длину L1. Линейная направляющая 122 выполнена с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси А (ФИГ. 3-21). Устройство 100 кроме того содержит источник 110 электромагнитной энергии, имеющий подвижное соединение с линейной направляющей 122 и выполненный с возможностью перемещения в полярной системе 250 координат, имеющей радиус R (ФИГ. 2). Предшествующий объект текущего абзаца находится в соответствии с примером 1 настоящего раскрытия.
[0062] Устройство 100 для изготовления по аддитивной технологии облегчает перемещение источника 110 электромагнитной энергии и, таким образом, электромагнитной энергии 306, генерируемой источником 110 электромагнитной энергии, вдоль траектории 252 криволинейного перемещения (ФИГ. 2) в любое место, заданное полярной системой 250 координат, при изготовлении крупного объекта 300 (ФИГ. 1А).
[0063] Устройство 100 для изготовления по аддитивной технологии используется для изготовления объекта 300. Во время изготовления объекта 300 (ФИГ. 1А) по аддитивной технологии, перемещение источника 110 электромагнитной энергии в полярной системе 250 координат приводит к получению объекта 300 (например, крупного объекта 300), имеющего любую полученную в результате изготовления форму, такую как в целом цилиндрическая форма (например, фюзеляжа воздушного летательного аппарата). В качестве одного конкретного неограничивающего примера, во время процесса изготовления по аддитивной технологии, источник 110 электромагнитной энергии перемещается вдоль траектории 252 криволинейного перемещения (ФИГ. 2) в полярной системе 250 координат для изготовления объекта 300, имеющего по меньшей мере частично криволинейную форму.
[0064] Специалистам в данной области техники будет очевидно, что линейная направляющая 122 может являться одной или более (например, множеством) линейных направляющих 122. Каждая линейная направляющая 122 имеет источник 110 электромагнитной энергии, соотнесенный с ней и связанный с ней с возможностью перемещения.
[0065] Изготовление по аддитивной технологии включает в себя любой процесс изготовления трехмерного объекта 300, при котором последовательно укладываются слои материала, например, под управлением компьютера. Объект 300 может иметь почти любую спроектированную форму или геометрию и/или почти любую полученную в результате изготовления форму или геометрию. В качестве одного примера, объект 300 может быть изготовлен на основе трехмерной компьютерной модели или какого-либо другого электронного источника данных.
[0066] Источник 110 электромагнитной энергии создает и/или излучает электромагнитную энергию 306, обладающую способностью облучения основного материала для формирования твердой однородной массы материала (например, объекта 300). В качестве одного примера, устройство 100 для изготовления по аддитивной технологии используется для изготовления объекта 300, выполненного из металла. Устройство 100 для изготовления по аддитивной технологии использует источник 110 электромагнитной энергии, например, под управлением компьютера, для формирования металлического объекта 300 посредством послойного плавления металлического порошка 302 с помощью электромагнитной энергии 306 с получением твердой однородной металлической массы.
[0067] Металлический порошок 302 может включать в себя любой металл или металлический сплав в виде порошка. В качестве одного примера, металлический порошок 302 включает в себя тот же материал, что и объект 300. Например, металлический порошок 302 может быть чистым материалом, не имеющим никаких дополнительных наполнительных материалов. В качестве одного примера, металлический порошок 302 включает в себя дополнительные материалы, отличные от материала объекта 300. Например, металлический порошок 302 может включать в себя дополнительные наполнительные материалы.
[0068] Объект 300, изготовленный по процессу аддитивной технологии, обеспечивает возможность значительного уменьшения количества этапов, необходимых для сборочной операции. Кроме того, процесс изготовления по аддитивной технологии обеспечивает возможность получения объекта 300, имеющего сложную конструкцию и/или форму. В качестве одного примера, процесс изготовления по аддитивной технологии с использованием устройства 100 для изготовления по аддитивной технологии обеспечивает возможность получения объекта 300, включая различные специфические элементы (например, крепежные отверстия, внутренние решетчатые конструкции, отверстия и т.д.), что может по существу уменьшить или даже исключить монтажные этапы механической обработки и/или установки таких элементов в объекте 300.
[0069] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 2, при использовании в настоящем документе, "полярная система координат" означает двумерную систему координат, в которой расстояние 264 (например, линейное расстояние) от фиксированной точки 258 и угол 260 от фиксированного направления (например, ноль градусов) задают каждую точку 262 на плоскости (например, горизонтальной плоскости). Расстояние 264 от фиксированной точки 258 определяет радиальную координату. Угол 260 определяет угловую координату.
[0070] В примерах, описанных в настоящем документе, фиксированная точка 258 (также известная как полюс) является точкой, определенной пересечением вертикальной оси А (ФИГ. 3-21) и горизонтальной плоскости. Радиус R полярной системы 250 координат является максимальным расстоянием 264 от фиксированной точки 258 полярной системы 250 координат.
[0071] Специалистам в данной области техники будет понятно, что при перемещении (например, вдоль траектории 252 криволинейного перемещения) источника 110 электромагнитной энергии определено относительно полярной системы 250 координат, устройство 100 для изготовления по аддитивной технологии может определять положение источника 110 электромагнитной энергии относительно полярной системы 250 координат, декартовой системы координат (например, с использованием двух числовых координат, которые находятся на расстояниях от фиксированной точки на двух фиксированных перпендикулярно расположенных линиях, для однозначного определения положения точки на плоскости) или любой другой подходящей системы определения местоположения. В качестве одного примера, устройство 100 для изготовления по аддитивной технологии может управляться командами, программируемыми с помощью компьютера, для управления положением и/или перемещением источника 110 электромагнитной энергии.
[0072] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 3-21, источник 110 электромагнитной энергии содержит электронно-лучевой генератор или лазерный лучевой генератор. Предшествующий объект текущего абзаца находится в соответствии с примером 2 настоящего раскрытия, и пример 2 включает в себя объект примера 1, приведенного выше.
[0073] Электронно-лучевой генератор и/или лазерный лучевой генератор, используемый в процессе изготовления по аддитивной технологии, вырабатывает (например, генерирует и/или излучает) значительное количество энергии (например, электронный луч или лазерный луч соответственно), чтобы способствовать плавлению металлического порошка 302.
[0074] Объект 300, изготовленный операциями по аддитивной технологии (например, способами плавления) с применением электронно-лучевого генератора или лазерного лучевого генератора, является полностью плотным, без пустот и очень прочным.
[0075] Электронно-лучевой генератор создает и/или излучает электронный луч, обладающий способностью плавления металлического порошка 302 в объект 300, выполненный из металла. В качестве одного общего неограничивающего примера, электронно-лучевой генератор может быть (например, 3000 Вт) монокристаллическим катодом, многолучевой системой. В качестве одного конкретного неограничивающего примера, электронно-лучевой генератор может быть электронно-лучевым генератором плавления, коммерчески доступным от компании Arcam АВ, Krokslätts Fabriker 27А, SE-431 37 Мёлндал Швеция. В качестве еще одного конкретного неограничивающего примера, электронно-лучевой генератор может быть электронно-лучевым генератором плавления, коммерчески доступным от компании Steigerwald Strahltechnik GmbH, Emmy-Noether-Str. 2, 82216 Майзах, Германия.
[0076] В качестве одного примера, операциями изготовления по аддитивной технологии может быть процесс электронно-лучевого плавления ("ЕВМ"), который использует электронный луч в качестве своего источника энергии. Процессом электронно-лучевого плавления ЕВМ изготавливают объект 300 посредством послойного плавления металлического порошка 302 с помощью электронного луча, например под управлением компьютера. Процессом электронно-лучевого плавления ЕВМ производят полное плавление металлического порошка 302 с получением твердой однородной металлической массы.
[0077] Лазерный лучевой генератор создает и/или излучает лазерный луч, обладающий способностью плавления металлического порошка 302, в объект 300, выполненный из металла. В качестве одного общего неограничивающего примера, лазерный лучевой генератор может быть (например, 400 Вт или 1000 Вт) волоконной лазерной одномодовой на основе иттербия системой с диодной накачкой и непрерывной генерацией CW. В качестве одного конкретного неограничивающего примера, лазерный лучевой генератор может быть лазерным генератором лучевой плавки, коммерчески доступным от компании SLM Solutions GmbH, Roggenhorster Strasse 9c, 23556 Любек, Германия.
[0078] В качестве одного примера, операциями изготовления по аддитивной технологии может быть процесс селективного лазерного плавления ("SLM"), который использует лазерный луч высокой мощности в качестве своего источника энергии. Процессом селективного лазерного плавления SLM изготавливают объект 300 посредством послойного плавления металлического порошка 302 лазерным лучом, например, под управлением компьютера. Процессом селективного лазерного плавления SLM производят полное плавление металлического порошка 302 с получением твердой однородной металлической массы.
[0079] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 7-13 и 26, источник 110 электромагнитной энергии выполнен с возможностью поступательного перемещения вдоль линейной направляющей 122 по траектории 254 линейного перемещения. Траектория 254 линейного перемещения, вдоль линейной направляющей 122, имеет максимальную длину L2, равную радиусу R или больше чем радиус R полярной системы 250 координат. Предшествующий объект текущего абзаца находится в соответствии с примером 3 настоящего раскрытия, и пример 3 включает в себя объект любого из примеров 1 и 2, приведенных выше.
[0080] Выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или больше чем радиус R полярной системы 250 координат определяет максимальную дальность линейного поступательного перемещения (например, облегчает большее покрытие) источника 110 электромагнитной энергии через всю полярную систему 250 координат.
[0081] В качестве одного примера, поступательное линейное перемещение (например, вдоль траектории 254 линейного перемещения) источника 110 электромагнитной энергии вдоль линейной направляющей 122 во время поворота или вращения линейной направляющей 122 в горизонтальной плоскости вокруг вертикальной оси А обеспечивает перемещение источника 110 электромагнитной энергии в полярной системе 250 координат.
[0082] В качестве одного примера, траектория 254 линейного перемещения может проходить через вертикальную ось А. Выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или больше чем радиус R полярной системы 250 координат обеспечивает возможность поступательного перемещения источника 110 электромагнитной энергии вдоль всей линейной направляющей 122 через вертикальную ось А и на расстояние, равное радиусу R или больше чем радиус R. Как лучше всего показано, например, на ФИГ. 7, 9, 10 и 12, максимальная длина L2 траектории 254 линейного перемещения составляет приблизительно двойную величину радиуса R полярной системы 250 координат.
[0083] Со ссылкой, например, на ФИГ. 3-21 и 26, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может включать в себя привод 150 источника электромагнитной энергии, выполненный с возможностью обеспечения поступательного линейного перемещения источника 110 электромагнитной энергии вдоль линейной направляющей 122 по траектории 254 линейного перемещения. В качестве одного примера, источник 110 электромагнитной энергии может быть прикреплен к приводу 150 источника электромагнитной энергии. Привод 150 источника электромагнитной энергии может быть функционально связан с линейной направляющей 122. Линейная направляющая 122 может включать в себя первый конец 212 и второй конец 214 напротив первого конца 212. Привод 150 источника электромагнитной энергии может обеспечивать поступательное линейное перемещение вдоль линейной направляющей 122 между ближним (например, возле или рядом) первым концом 212 и ближним вторым концом 214.
[0084] Привод 150 источника электромагнитной энергии может включать в себя любой подходящий приводной механизм, выполненный с возможностью вызывать линейное движение привода 150 источника электромагнитной энергии и, таким образом, источника 110 электромагнитной энергии, относительно линейной направляющей 122.
[0085] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 3-6, 14-21 и 26, источник 110 электромагнитной энергии выполнен с возможностью поступательного перемещения вдоль линейной направляющей 122 по траектории 254 линейного перемещения. Траектория 254 линейного перемещения, вдоль линейной направляющей 122, имеет максимальную длину L2, равную радиусу R или меньше чем радиус R полярной системы 250 координат. Предшествующий объект текущего абзаца находится в соответствии с примером 4 настоящего раскрытия, и пример 4 включает в себя объект любого из примеров 1 и 2, приведенных выше.
[0086] Выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или меньше чем радиус R полярной системы 250 координат определяет максимальную дальность линейного поступательного перемещения источника 110 электромагнитной энергии через приблизительно половину полярной системы 250 координат.
[0087] В качестве одного примера, поступательное линейное перемещение (например, вдоль траектории 254 линейного перемещения) источника 110 электромагнитной энергии вдоль линейной направляющей 122, когда линейная направляющая 122 вращается в горизонтальной плоскости вокруг вертикальной оси А, обеспечивает перемещение источника 110 электромагнитной энергии в полярной системе 250 координат.
[0088] В качестве одного примера, траектория 254 линейного перемещения может не проходить через вертикальную ось А. Выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или меньше чем радиус R полярной системы 250 координат обеспечивает возможность поступательного перемещения источника 110 электромагнитной энергии вдоль линейной направляющей 122 на расстояние, равное радиусу R или меньше, чем радиус R. Как лучше всего показано, например, на ФИГ. 3, 5, 14, 16, 18 и 20, максимальная длина L2 траектории 254 линейного перемещения приблизительно равна (или немного меньше, чем эта траектория) радиусу R полярной системы 250 координат.
[0089] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 7, 9, 10, и 12, длина L1 линейной направляющей 122 равна радиусу R или больше чем радиус R полярной системы 250 координат. Предшествующий объект текущего абзаца находится в соответствии с примером 5 настоящего раскрытия, и пример 5 включает в себя объект любого из примеров 1-4, приведенных выше.
[0090] Выполнение длины L1 линейной направляющей 122 равной радиусу R или больше чем радиус R полярной системы 250 координат облегчает выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или больше чем радиус R полярной системы 250 координат.
[0091] В качестве одного примера, траектория 254 линейного перемещения может проходить от ближнего (например, возле или рядом) первого конца 212 до ближнего второго конца 214. В примерах, показанных на ФИГ. 7, 9, 10 и 12, вертикальная ось А расположена по существу по центру линейной направляющей 122 между первым концом 212 и вторым концом 214 линейной направляющей 122. Как использовано в настоящем документе, "по существу" означает находящийся в пределах технологических допусков. Как лучше всего показано, например, на ФИГ. 7, 9, 10 и 12, длина L1 линейной направляющей 122 составляет по меньшей мере приблизительно двойную величину радиуса R полярной системы 250 координат.
[0092] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 3, 5, 14, 16, 18 и 20, длина L1 линейной направляющей 122 равна радиусу R или меньше, чем радиус R полярной системы 250 координат. Предшествующий объект текущего абзаца находится в соответствии с примером 6 настоящего раскрытия, и пример 6 включает в себя объект любого из примеров 1,2 и 4, приведенных выше.
[0093] Выполнение длины L1 линейной направляющей 122 равной радиусу R или меньше, чем радиус R полярной системы 250 координат облегчает выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или меньше, чем радиус R полярной системы 250 координат.
[0094] В качестве одного примера, траектория 254 линейного перемещения может проходить от ближнего первого конца 212 до ближнего второго конца 214. В примерах, показанных на ФИГ. 3, 5, 14, 16, 18 и 20, вертикальная ось А расположена вблизи первого конца 212 линейной направляющей 122. Как лучше всего показано, например, на ФИГ. 3, 5, 14, 16, 18 и 20, длина L1 линейной направляющей 122 приблизительно равна радиусу R полярной системы 250 координат. Специалистам в данной области техники будет понятно, что выполнение длины L1 линейной направляющей 122 может быть немного меньше, чем радиус R, в зависимости от конструкции устройства 100 для изготовления по аддитивной технологии.
[0095] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 5, 9, 12, 16, 20 и 26, устройство 100 кроме того содержит кольцо 104 и периферийный привод 148. Периферийный привод 148 функционально связан с кольцом 104, выполнен с возможностью перемещения вдоль кольца 104 и выполнен с возможностью поворота или вращения линейной направляющей 122 вокруг вертикальной оси А. Предшествующий объект текущего абзаца находится в соответствии с примером 7 настоящего раскрытия, и пример 7 включает в себя объект любого из примеров 1-6, приведенных выше.
[0096] Кольцо 104 обеспечивает конструктивную опору для линейной направляющей 122. Периферийный привод 148 функционально соединяет между собой линейную направляющую 122 и кольцо 104, чтобы вызывать перемещение линейной направляющей 122 вдоль кольца 104, чтобы осуществить поворот или вращение линейной направляющей 122 вокруг вертикальной оси А.
[0097] В качестве одного примера, внутренний радиус кольца 104 может быть по меньшей мере равен радиусу R или больше, чем радиус R полярной системы 250 координат. Кольцо 104 выполнено по существу горизонтальным и определяет горизонтальную плоскость, в которой линейная направляющая 122 осуществляет поворот или вращение вокруг вертикальной оси А. Вертикальная ось А расположена по существу по центру кольца 104.
[0098] Со ссылкой, в целом, на ФИГ. 5, 9, 12, 16 и 20 и, в частности, например, на ФИГ. 26, периферийный привод 148 может включать в себя любой подходящий приводной механизм, выполненный с возможностью вызывать движение линейной направляющей 122 относительно кольца 104. В качестве одного примера, периферийный привод 148 может функционально взаимодействовать по меньшей мере с частью кольца 104 и перемещаться вдоль кольца 104 (например, в направлении стрелок 266). В качестве одного примера, периферийный привод 148 может перемещаться вдоль внутренней окружности кольца 104. В качестве одного конкретного неограничивающего примера и как лучше всего показано, например, на ФИГ. 26, кольцо 104 может включать в себя дорожку 146 для направления периферийного привода 148, и периферийный привод 148 может перемещаться вдоль дорожки 146. Другие способы функционального соединения периферийного привода 148 и кольца 104 с тем, чтобы вызывать поворотное или вращательное движение линейной направляющей 122 вокруг вертикальной оси А, также рассматриваются без ограничения.
[0099] Со ссылкой, например, на ФИГ. 9 и 12, в качестве одного примера, длина L1 линейной направляющей 122 может быть приблизительно равна внутреннему диаметру кольца 104. Периферийный привод 148 может быть соединен с ближним первым концом 212 линейной направляющей 122 и функционально связан с кольцом 104. Периферийный привод 148 может быть соединен вблизи второго конца 214 линейной направляющей 122 и функционально связан с кольцом 104. Периферийные приводы 148 могут поворачивать линейную направляющую 122 вокруг вертикальной оси А.
[00100] Со ссылкой, например, на ФИГ. 5, 18 и 20, в качестве одного примера, длина L1 линейной направляющей 122 может быть приблизительно равна внутреннему радиусу кольца 104. Периферийный привод 148 может быть соединен вблизи второго конца 214 линейной направляющей 122 и функционально связан с кольцом 104. Периферийный привод 148 может вращать линейную направляющую 122 вокруг вертикальной оси А.
[00101] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 5, 6, 16, и 17, устройство 100 кроме того содержит пассивную втулку 222, выполненную с возможностью поворота вокруг вертикальной оси А. Линейная направляющая 122 прикреплена к пассивной втулке 222. Предшествующий объект текущего абзаца находится в соответствии с примером 8 настоящего раскрытия, и пример 8 включает в себя объект примера 7, приведенного выше.
[00102] Пассивная втулка 222 обеспечивает конструктивную опору для линейной направляющей 122 и возможность свободного поворота или свободного вращения линейной направляющей 122 вокруг вертикальной оси А в качестве реакции на перемещение, вызываемое посредством периферийного привода 148.
[00103] В качестве одного примера и как лучше всего показано, например, на ФИГ. 5 и 16, пассивная втулка 222 расположена по существу по центру кольца 104. Вертикальная ось А проходит через по существу центр пассивной втулки 222. Пассивная втулка 222 может быть соединена с опорой 218. В качестве одного примера и как лучше всего показано, например, на ФИГ. 6 и 17, (например, когда длина L2 линейной направляющей 122 равна радиусу R или меньше чем радиус R полярной системы 250 координат) первый конец 212 линейной направляющей 122 соединен с пассивной втулкой 222. В качестве одного примера (не показано) (например, когда длина L2 линейной направляющей 122 равна радиусу R или больше чем радиус R полярной системы 250 координат), линейная направляющая 122 соединена с пассивной втулкой 222 по существу по центру линейной направляющей 122.
[00104] В качестве одного примера и как лучше всего показано, например, на ФИГ. 6 и 17, пассивная втулка 222 может включать в себя фиксированную часть (например, верхнюю часть пассивной втулки 222 по ФИГ. 6 и 17), жестко соединенную с опорой 218 и поддерживаемую опорой 218. Пассивная втулка 222 может дополнительно включать в себя поворотную часть (например, нижнюю часть пассивной втулки 222 по ФИГ. 6 и 17), соединенную с возможностью поворота с фиксированной частью. Поворотная часть пассивной втулки 222 может быть выполнена с возможностью свободного поворота вокруг вертикальной оси А относительно закрепленной части пассивной втулки 222.
Пассивная втулка 222 может включать в себя любое подходящее соединение для обеспечения свободного поворотного перемещения поворотной части относительно закрепленной части с тем, чтобы облегчить поворотное или вращательное движение линейной направляющей 122 вокруг вертикальной оси А, например, в качестве реакции на приводное усилие, прилагаемое к линейной направляющей 122 посредством периферийного привода 148.
[00105] В качестве одного примера, линейная направляющая 122 может быть соединена с поворотной частью пассивной втулки 222. В качестве одного примера и как лучше всего показано, например, на ФИГ. 6 и 17, (например, когда длина L2 линейной направляющей 122 равна радиусу R или меньше чем радиус R полярной системы 250 координат) первый конец 212 линейной направляющей 122 соединен с поворотной частью пассивной втулки 222, например, на боковой поверхности поворотной части. В качестве одного примера (не показано), (например, когда длина L2 линейной направляющей 122 равна радиусу R или больше чем радиус R полярной системы 250 координат) линейная направляющая 122 соединена с поворотной частью пассивной втулки 222 по существу по центру линейной направляющей 122, например, к нижней поверхности поворотной части.
[00106] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 3, 4, 7, 8, 10-15, 18 и 19, устройство 100 кроме того содержит центральный привод 216, выполненный с возможностью поворота или вращения линейной направляющей 122 вокруг вертикальной оси А. Предшествующий объект текущего абзаца находится в соответствии с примером 9 настоящего раскрытия, и пример 9 включает в себя объект любого из примеров 1-7, приведенных выше.
[00107] Центральный привод 216 обеспечивает конструктивную опору для линейной направляющей 122 и вызывает поворотное или вращательное движение линейной направляющей 122 вокруг вертикальной оси А.
[00108] В качестве одного примера и как лучше всего показано, например, на ФИГ. 3, 7 и 14, центральный привод 216 расположен по существу по центру полярной системы 250 координат. В качестве одного примера и как лучше всего показано, например, на ФИГ. 10, 12 и 18, центральный привод 216 расположен по существу по центру кольца 104. Вертикальная ось А проходит через по существу центр центрального привода 216. Центральный привод 216 может быть соединен с опорой 218. В качестве одного примера и как лучше всего показано, например, на ФИГ. 3, 14 и 18, (например, когда длина L2 линейной направляющей 122 равна радиусу R или меньше чем радиус R полярной системы 250 координат) первый конец 212 линейной направляющей 122 соединен с центральным приводом 216. В качестве одного примера и как лучше всего показано, например, на ФИГ. 7, 10 и 12, (например, когда длина L2 линейной направляющей 122 равна радиусу R или больше чем радиус R полярной системы 250 координат) линейная направляющая 122 соединена с центральным приводом 216 по существу по центру линейной направляющей 122.
[00109] В качестве одного примера и как лучше всего показано, например, на ФИГ. 4, 8, 11, 13, 15 и 19, центральный привод 216 может включать в себя фиксированную часть (например, верхнюю часть центрального привода 216 на ФИГ. 4, 8, 11, 13, 15 и 19), жестко соединенную с опорой 218 и поддерживаемую опорой 218. Центральный привод 216 может дополнительно включать в себя поворотную часть (например, нижнюю часть центрального привода по ФИГ. 4, 8, 11, 13, 15 и 19), соединенную с возможностью поворота с фиксированной частью. Поворотная часть центрального привода 216 может быть выполнена с возможностью приведения в поворотное движение вокруг вертикальной оси А относительно закрепленной части центрального привода 216. Центральный привод 216 может включать в себя любой подходящий приводной механизм, для обеспечения возможности приведения в поворотное движение поворотной части относительно закрепленной части, чтобы осуществить поворот или вращение линейной направляющей 122 вокруг вертикальной оси А.
[00110] В качестве одного примера, линейная направляющая 122 может быть соединена с поворотной частью центрального привода 216. В качестве одного примера и как лучше всего показано, например, на ФИГ. 4, 15 и 19, (например, когда длина L2 линейной направляющей 122 равна радиусу R или меньше чем радиус R полярной системы 250 координат) первый конец 212 линейной направляющей 122 соединен с поворотной частью центрального привода 216, например, на боковой поверхности поворотной части. В качестве одного примера и как лучше всего показано, например, на ФИГ. 8, 11 и 13, (например, когда длина L2 линейной направляющей 122 равна радиусу R или больше чем радиус R полярной системы 250 координат) линейная направляющая 122 соединена с поворотной частью центрального привода 216 по существу по центру линейной направляющей 122, например, на нижней поверхности поворотной части.
[00111] В качестве одного примера и как лучше всего показано, например, на ФИГ. 3, 7, 14, центральный привод 216 поддерживает линейную направляющую 122 и облегчает поворотное или вращательное движение линейной направляющей 122 вокруг вертикальной оси А. В качестве одного примера и как лучше всего показано, например, на ФИГ. 12, центральный привод 216 и периферийный привод 148 работают вместе для поддержки линейной направляющей 122 и облегчают поворотное или вращательное движение линейной направляющей 122 вокруг вертикальной оси А.
[00112] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 10 и 18, устройство 100 кроме того содержит кольцо 104 и периферийную пассивную опору 226. Периферийная пассивная опора 226 прикреплена к линейной направляющей 122 и имеет подвижное соединение с кольцом 104. Предшествующий объект текущего абзаца находится в соответствии с примером 10 настоящего раскрытия, и пример 10 включает в себя объект любого из примеров 1-6, приведенных выше.
[00113] Периферийная пассивная опора 226 соединяет между собой линейную направляющую 122 и кольцо 104 и обеспечивает возможность свободного перемещения линейной направляющей 122 вдоль кольца 104 во время поворотного или вращательного движения линейной направляющей 122 вокруг вертикальной оси А.
[00114] В качестве одного примера, периферийная пассивная опора 226 имеет подвижное взаимодействие меньшей мере с частью кольца 104 и перемещается вдоль кольца 104 (например, в направлении стрелок 266). В качестве одного примера, периферийная пассивная опора 226 может свободно перемещаться вдоль внутренней окружности кольца 104. В качестве одного конкретного неограничивающего примера, периферийная пассивная опора 226 может направляться дорожкой 146 кольца 104 и свободно перемещаться вдоль дорожки 146 кольца 104 (ФИГ. 26). Другие способы соединения с возможностью перемещения периферийной пассивной опоры 226 и кольца 104, чтобы обеспечивать возможность поворотного или вращательного движения линейной направляющей 122 вокруг вертикальной оси А, также рассматриваются без ограничения.
[00115] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 10, 11, 18 и 19, устройство 100 кроме того содержит центральный привод 216, выполненный с возможностью поворота или вращения линейной направляющей 122 вокруг вертикальной оси А. Предшествующий объект текущего абзаца находится в соответствии с примером 11 настоящего раскрытия, и пример 11 включает в себя объект примера 10, приведенного выше.
[00116] В качестве одного примера и как лучше всего показано на ФИГ. 10 и 18, центральный привод 216 и периферийная пассивная опора 226 работают вместе для поддержки линейной направляющей 122 и облегчают поворотное или вращательное движение линейной направляющей 122 вокруг вертикальной оси А.
[00117] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 22-25, 27, 28, 30, 36 и 38-42, устройство 100 кроме того содержит монтажную платформу 106, выполненную с возможностью вертикального перемещения относительно источника 110 электромагнитной энергии. Предшествующий объект текущего абзаца находится в соответствии с примером 12 настоящего раскрытия, и пример 12 включает в себя объект любого из примеров 1-11, приведенных выше.
[00118] Монтажная платформа 106 обеспечивает монтажную поверхность для поддержки металлического порошка 302 и объекта 300, изготовленного из него по аддитивной технологии. Вертикальное перемещение монтажной платформы 106 (например, в направлении стрелки 246) (ФИГ. 23) относительно источника 110 электромагнитной энергии облегчает послойное нанесение металлического порошка 302 на монтажной платформе 106.
[00119] Со ссылкой, например, на ФИГ. 39-42, в качестве одного примера, во время операции изготовления по аддитивной технологии (например, способа 500 по ФИГ. 43А и 43В), монтажная платформа 106 может быть размещена на вертикальном расстоянии D1 от источника 110 электромеханической энергии. Первый слой 230 металлического порошка 302 может быть распределен на монтажной платформе 106. Электромагнитная энергия 306 (ФИГ. 40) может плавить выбранную часть металлического порошка 302 первого слоя 230 для формирования первого слоя 304 объекта 300. Монтажная платформа 106 может быть вертикально перемещена от источника 110 электромагнитной энергии на вертикальное расстояние D2. Второй слой 232 металлического порошка 302 может быть распределен на монтажной платформе 106. Электромагнитная энергия 306 (ФИГ. 42) может плавить выбранную часть металлического порошка 302 второго слоя 232 для формирования второго слоя 305 объекта 300.
[00120] Каждый последующий слой (например, дополнительный слой 310) объекта 300 может быть выполнен на предыдущем слое для формирования твердой однородной массы металла, чтобы сформировать объект 300. Соответственно, специалистам в данной области техники будет понятно, что пунктирная линия, отделяющая первый слой 304 и второй слой 305 (например, дополнительный слой 310) по ФИГ. 42, показана только в целях иллюстрации операции изготовления по аддитивной технологии и не подразумевает какого-либо разделения между слоями, формирующими объект 300.
[00121] Монтажная платформа 106 совершает вертикальное перемещение от источника 110 электромагнитной энергии и разница между вертикальным расстоянием D2 и вертикальным расстоянием D1 определяет толщину каждого слоя порошка и, таким образом, толщину каждого слоя.
[00122] Со ссылкой, например, на ФИГ. 22-25, 30, 36 и 38, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может включать в себя линейный привод 140 монтажной платформы, выполненной с возможностью вертикального перемещения монтажной платформы 106 относительно источника 110 электромагнитной энергии. Линейный привод 140 монтажной платформы может быть соединен с монтажной платформой 106. В качестве одного примера, линейный привод 140 монтажной платформы может быть соединен по существу с центром нижней поверхности монтажной платформы 106. Вертикальная ось А может проходить через по существу центр линейного привода 140 монтажной платформы.
[00123] Линейный привод 140 монтажной платформы может включать в себя любой подходящий механизм линейного привода или линейный исполнительно-приводной механизм, выполненный с возможностью вызывать линейное (например, вертикальное) движение монтажной платформы 106 относительно источника 110 электромагнитной энергии.
[00124] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 22-25, 30 и 36, устройство 100 кроме того содержит основание 102. Монтажная платформа 106 выполнена с возможностью вертикального перемещения относительно основания 102. Объект текущего абзаца находится в соответствии с примером 13 настоящего раскрытия, и пример 13 включает в себя объект примера 12, приведенного выше.
[00125] Основание 102 обеспечивает конструктивную опору для монтажной платформы 106, линейной направляющей 122, опоры 218 и/или кольца 104. Вертикальное перемещение монтажной платформы 106 относительно основания 102 облегчает последующее наслаивание во время изготовления объекта 300 по аддитивной технологии.
[00126] Со ссылкой, например, на ФИГ. 22-25, 30 и 36, в качестве одного примера, основание 102 может поддерживать монтажную платформу 106. В качестве одного примера, основание 102 может поддерживать линейный привод 140 монтажной платформы. В качестве одного примера, линейный привод 140 монтажной платформы может быть связан с основанием 102. В качестве одного примера, линейный привод 140 монтажной платформы может проходить через основание 102 и выполнять отведение внутри основания 102.
[00127] Со ссылкой, например, на ФИГ. 22-25, 30, 33, 34 и 36, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может включать в себя основную платформу 234. Основная платформа 234 может быть размещена в вертикальном направлении на расстоянии от основания 102. Основная платформа 234 может поддерживать кольцо 104 и/или опору 218.
[00128] В качестве одного примера и как лучше всего показано на ФИГ. 22-26, устройство 100 для изготовления по аддитивной технологии может включать в себя опорные стойки 144, соединенные с основной платформой 234. В качестве одного примера и как лучше всего показано на ФИГ. 22-26, кольцо 104 может быть соединено с опорными стойками 144 и поддерживаться опорными стойками 144. В качестве одного примера и как лучше всего показано на ФИГ. 5, 10, 12, 16, 18, опора 218 может быть соединена с кольцом 104 и поддерживаться кольцом 104. Опора 218 может быть соединена с кольцом 104 подходящим образом, чтобы не мешать перемещению линейной направляющей 122 относительно кольца 104. В качестве одного примера и как лучше всего показано на ФИГ. 34, опора 218 может быть соединена с и поддерживаться опорными стойками 144.
[00129] Со ссылкой, например, на ФИГ. 23, 26 и 34, в качестве одного примера, источник 110 электромагнитной энергии может быть выполнен с возможностью вертикального перемещения относительно основания 102, основной платформы 234, и/или монтажной платформы 106 (например, линейно в направлении стрелки 236). Источник 110 электромагнитной энергии может быть выполнен с возможностью вертикального перемещения на достаточное расстояние для распределения металлического порошка 302 (ФИГ. 23) на монтажной платформе 106.
[00130] В качестве одного примера, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя привод 118 линейной направляющей. Привод 118 линейной направляющей может быть выполнен с возможностью вертикального перемещения линейной направляющей 122 и, таким образом, источника 110 электромагнитной энергии (например, линейно в направлении стрелки 236). В качестве одного примера и как лучше всего показано на ФИГ. 22-26, привод 118 линейной направляющей может быть функционально связан с кольцом 104 и вертикально перемещать кольцо 104 относительно основания 102, основной платформы 234 и/или монтажной платформы 106. В качестве одного примера и как лучше всего показано на ФИГ. 34, привод 118 линейной направляющей может быть функционально связан с опорой 218 и вертикально перемещать опору 218 относительно основания 102, основной платформы 234 и/или монтажной платформы 106.
[00131] В качестве одного примера, привод 118 линейной направляющей может включать в себя любой подходящий приводной механизм, выполненный с возможностью вызывать вертикальное движение кольца 104 или опоры 218 и, таким образом, линейной направляющей 122 и источника 110 электромагнитной энергии, относительно основания 102, основной платформы 234 и/или монтажной платформы 106. В качестве одного примера, привод 118 линейной направляющей может быть связан с опорной стойкой 144. В качестве одного примера, привод 118 линейной направляющей может быть выполнен за одно целое с опорной стойкой 144.
[00132] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 100 кроме того содержит устройство 116 для доводочной обработки поверхности. Монтажная платформа 106 выполнена с возможностью поворотного перемещения относительно устройства 116 для доводочной обработки поверхности. Предшествующий объект текущего абзаца находится в соответствии с примером 14 настоящего раскрытия, и пример 14 включает в себя объект примера 13, приведенного выше.
[00133] Устройство 116 для доводочной обработки поверхности выполняет одну или более операций по доводочной обработке поверхности (например, обработке поверхности) по меньшей мере на части внешней поверхности 238 объекта 300 (ФИГ. 25) следом за изготовлением по аддитивной технологии и пока объект 300 расположен на монтажной платформе 106. Поворот движущейся монтажной платформы 106 приводит к повороту объекта 300 относительно устройства 116 для доводочной обработки поверхности, чтобы облегчить позиционирование различных частей внешней поверхности 238 вблизи устройства 116 для доводочной обработки поверхности во время операции по доводочной обработке поверхности.
[00134] В качестве одного примера, устройство 116 для доводочной обработки поверхности может быть расположено вблизи внешней поверхности 238 объекта 300. Следом за изготовлением по аддитивной технологии объекта 300 (например, формированием первого слоя 304 и дополнительных слоев 310), устройство 116 для доводочной обработки поверхности может функционально взаимодействовать с выбранной частью внешней поверхности 238 объекта 300. Выбранная часть внешней поверхности 238 может быть частью внешней поверхности 238 выровненной с устройством 100 для доводочной обработки поверхности в данной поворотной ориентации объекта 300. Таким образом, выбранная часть внешней поверхности 238 может быть изменена поворотом объекта 300.
[00135] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25 и 29, устройство 116 для доводочной обработки поверхности закреплено вертикально относительно основания 102. Предшествующий объект текущего абзаца находится в соответствии с примером 15 настоящего раскрытия, и пример 15 включает в себя объект примера 14, приведенного выше.
[00136] Фиксация устройства 116 для доводочной обработки поверхности относительно основания 102 облегчает позиционирование различных частей внешней поверхности 238 объекта 300 вблизи устройства 116 для доводочной обработки поверхности посредством вертикального перемещения монтажной платформы 106 относительно основания 102.
[00137] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности выполнено с возможностью вертикального перемещения относительно основания 102. Предшествующий объект текущего абзаца находится в соответствии с примером 16 настоящего раскрытия, и пример 16 включает в себя объект примера 14, приведенного выше.
[00138] Вертикальное перемещение устройства 116 для доводочной обработки поверхности относительно основания 102 облегчает позиционирование различных частей внешней поверхности 238 объекта 300 вблизи устройства 116 для доводочной обработки поверхности посредством по меньшей мере одного вертикального перемещения монтажной платформы 106 относительно основания 102 и/или вертикального перемещения устройства 116 для доводочной обработки поверхности относительно основания 102.
[00139] Со ссылкой, например, на ФИГ. 25 и 27, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя вертикальный привод 156 устройства для доводочной обработки поверхности. Вертикальный привод 156 устройства для доводочной обработки поверхности может быть выполнен с возможностью вертикального перемещения устройства 116 для доводочной обработки поверхности (например, линейно в направлении стрелки 240). В качестве одного примера, устройство 116 для доводочной обработки поверхности может быть функционально связано с вертикальным приводом 156 устройства для доводочной обработки поверхности.
[00140] В качестве одного примера, вертикальный привод 156 устройства для доводочной обработки поверхности может включать в себя любой подходящий приводной механизм, чтобы вызывать вертикальное движение устройства 116 для доводочной обработки поверхности относительно основания 102.
[00141] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности выполнено с возможностью горизонтального перемещения относительно основания 102. Предшествующий объект текущего абзаца находится в соответствии с примером 17 настоящего раскрытия, и пример 17 включает в себя объект любого из примеров 14-16, приведенных выше.
[00142] Горизонтальное перемещение устройства 116 для доводочной обработки поверхности относительно основания 102 облегчает размещение устройства 116 для доводочной обработки поверхности в различных положениях относительно внешней поверхности 238 объекта 300.
[00143] Со ссылкой, например, на ФИГ. 25 и 27, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя горизонтальный привод 158 устройства для доводочной обработки поверхности. Горизонтальный привод 158 устройства для доводочной обработки поверхности может быть выполнен с возможностью горизонтального перемещения устройства 116 для доводочной обработки поверхности (например, линейно в направлении стрелки 242). В качестве одного примера, устройство 116 для доводочной обработки поверхности может быть функционально связано с горизонтальным приводом 158 устройства для доводочной обработки поверхности. В качестве одного примера, горизонтальный привод 158 устройства для доводочной обработки поверхности может быть функционально связан с вертикальным приводом 156 устройства для доводочной обработки поверхности.
[00144] В качестве одного примера, устройство 116 для доводочной обработки поверхности может быть перемещено горизонтально для размещения вблизи внешней поверхности 238 объекта 300. В качестве одного примера, устройство 116 для доводочной обработки поверхности может быть перемещено горизонтально для размещения на расстоянии от внешней поверхности 238 объекта 300. В качестве одного примера, устройство 116 для доводочной обработки поверхности может быть перемещено горизонтально для размещения в контакте с внешней поверхностью 238 объекта 300.
[00145] В качестве одного примера, горизонтальный привод 158 устройства для доводочной обработки поверхности может включать в себя любой подходящий приводной механизм, чтобы вызывать горизонтальное движение устройства 116 для доводочной обработки поверхности относительно основания 102.
[00146] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит машину для дробеструйной обработки. Предшествующий объект текущего абзаца находится в соответствии с примером 18 настоящего раскрытия, и пример 18 включает в себя объект любого из примеров 14-17, приведенных выше.
[00147] Дробеструйная обработка приводит к увеличению усталостной прочности по меньшей мере части объекта 300, который подвергается воздействию высоких переменных механических напряжений. В качестве одного конкретного неограничивающего примера, машина для дробеструйной обработки может представлять собой крупную систему для дробеструйной обработки, например, коммерчески доступную от компании Guyson Corporation of U.S.A., 13 Grande Boulevard, г. Саратога Спрингс, Нью-Йорк 12866. В качестве еще одного конкретного неограничивающего примера, машина для дробеструйной обработки может представлять собой небольшую систему для дробеструйной обработки, например, коммерчески доступную от компании Blast Pro Mfg. Inc., 6021 Melrose Lane, г. Оклахома Сити, Оклахома 73127.
[00148] В качестве одного примера, дробеструйная обработка объекта (например, внешней поверхности 238 объекта 300) приводит к образованию слоя, имеющего остаточное напряжение при сжатии, и/или модификации механических свойств объекта 300. В качестве одного примера, машина для дробеструйной обработки может воздействовать на внешнюю поверхность 238 объекта ударами (например, округлыми металлическими, стеклянными или керамическими частицами) с силой, достаточной для создания пластической деформации.
[00149] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит шлифовальную машину. Предшествующий объект текущего абзаца находится в соответствии с примером 19 настоящего раскрытия, и пример 19 включает в себя объект любого из примеров 14-18, приведенных выше.
[00150] Шлифование выравнивает по меньшей мере часть внешней поверхности 238 на объекте 300 (например, после процесса дробеструйной обработки), чтобы уменьшить лобовое сопротивление, когда воздух протекает поверх объекта 300. В качестве одного конкретного неограничивающего примера, шлифовальная машина может представлять собой автоматическое устройство для шлифовки поверхности, например, коммерчески доступное от компании Willis Machinery and Tools, 4545 South Avenue, г. Толедо, Огайо 43615.
[00151] В качестве одного примера, шлифование объекта 300 (например, внешней поверхности 238 объекта 300) может приводить к уплощению и/или приданию формы части внешней поверхности 238 объекта 300. В качестве одного примера, шлифовальная машина может включать в себя имеющее механический привод (например, быстровращающееся) колесо, покрытое грубыми частицами (например, шлифовальное колесо), выполненное с возможностью резки или удаления материала из объекта 300 другим способом с формированием плоской внешней поверхности 238.
[00152] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит машину для пескоструйной обработки. Предшествующий объект текущего абзаца находится в соответствии с примером 20 настоящего раскрытия, и пример 20 включает в себя объект любого из примеров 14-19, приведенных выше.
[00153] Пескоструйная обработка сглаживает по меньшей мере часть внешней поверхности 238 объекта 300 для получения гладкой металлической поверхности (например, после процессов дробеструйной обработки и/или шлифовки и в качестве подготовки к покраске). В качестве одного конкретного неограничивающего примера, машина для пескоструйной обработки может представлять собой широколенточную машину для пескоструйной обработки, например, коммерчески доступную от компании Houfek a.s., Obora 797, 582 82 г. Голчув Еников, Чехия.
[00154] Пескоструйная обработка объекта 300 (например, внешней поверхности 238 объекта 300) может приводить к выравниванию и/или окончательной обработке части внешней поверхности 238 объекта 300. В качестве одного примера, машина для пескоструйной обработки может включать в себя имеющее механический привод (например, поворотный, вибрирующий и т.д.) пескоструйное устройство для абразивной обработки, выполненное с возможностью задира, нанесения царапин, истирания, выцарапывания или оттирания материала объекта 300 с получением гладкой внешней поверхности 238.
[00155] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит машину для нагартовки (peening). Предшествующий объект текущего абзаца находится в соответствии с примером 21 настоящего раскрытия, и пример 21 включает в себя объект любого из примеров 14-20, приведенных выше.
[00156] Нагартовка приводит к увеличению усталостной прочности по меньшей мере части объекта 300, который подвергается воздействию высоких переменных механических напряжений. В качестве одного общего неограничивающего примера, машина для нагартовки может быть системой для нагартовки с вращением. В качестве одного общего неограничивающего примера, машина для нагартовки может быть системой для лазерной нагартовки.
[00157] В качестве одного примера, с помощью нагартовки объекта 300 (например, внешней поверхности 238 объекта 300) можно обрабатывать (например, холодной обработкой) внешнюю поверхность 238 объекта 300 для улучшения свойств материала объекта 300. В качестве одного примера, машина для нагартовки может воздействовать на внешнюю поверхность 238 объекта 300 ударами молота, лазерными лучами (например, лазерной нагартовкой) или т.п., чтобы вызывать сжимающие напряжения, уменьшать растягивающие напряжения и/или способствовать деформационному упрочнению объекта 300.
[00158] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит машину для абразивно-струйной обработки. Предшествующий объект текущего абзаца находится в соответствии с примером 22 настоящего раскрытия, и пример 22 включает в себя объект любого из примеров 14-21, приведенных выше.
[00159] Абразивно-струйная обработка приводит к сглаживанию и окончательной обработке по меньшей мере части внешней поверхности 238 объекта 300 (например, после процессов дробеструйной обработки и/или шлифовки и в качестве подготовки к покраске). В качестве одного конкретного неограничивающего примера, машина для абразивно-струйной обработки может представлять собой систему для обдувки сжатым воздухом, например, коммерчески доступную от компании Empire Blasting Equipment, 2101 W. Cabot Boulevard, г. Ландхорн, Пенсильвания 19047.
[00160] В качестве одного примера, абразивно-струйная обработка объекта 300 (например, внешней поверхности 238 объекта 300) может сглаживать часть внешней поверхности 238, загрублять (например, формировать текстуру поверхности) часть внешней поверхности 238, придавать форму части внешней поверхности 238 и/или удалять загрязнения с внешней поверхности 238. В качестве одного примера, машина для абразивно-струйной обработки может с силой выталкивать струю абразивного материала (например, оксида алюминия или т.п.) в сторону внешней поверхности 238 под высоким давлением (например, приблизительно между 15 PSI и 50 PSI (103 МПа и 345 МПа), подходящим для сглаживания внешней поверхности 238.
[00161] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит полировочную машину. Предшествующий объект текущего абзаца находится в соответствии с примером 23 настоящего раскрытия, и пример 23 включает в себя объект любого из примеров 14-22, приведенных выше.
[00162] Полировка приводит к сглаживанию и окончательной обработке по меньшей мере части внешней поверхности 238 объекта 300 (например, после процессов дробеструйной обработки и/или шлифовки и в качестве подготовки к покраске). В качестве одного конкретного неограничивающего примера, полировочная машина может представлять собой абразивную полировочную систему, например, коммерчески доступную от компании Precision Surface International, Inc., 922 Ashland Street, г. Хьюстон, Техас 77008.
[00163] В качестве одного примера, полировка объекта 300 (например, внешней поверхности 238 объекта 300) может сглаживать и/или придавать блеск части внешней поверхности 238 объекта 300. В качестве одного примера, полировочная машина может включать в себя имеющее механический привод полировочное колесо, ремень или ткань для натирания, истирания и/или полирования части внешней поверхности 238 или комбинацию химических и механических сил (например, химическое травление).
[00164] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит машину для резки. Предшествующий объект текущего абзаца находится в соответствии с примером 24 настоящего раскрытия, и пример 24 включает в себя объект любого из примеров 14-23, приведенных выше.
[00165] Резка придает форму объекту 300 (например, для производства конечного продукта и/или сборки с другим объектом). В качестве одного общего неограничивающего примера, машина для резки может представлять собой систему лазерной резки. В качестве одного конкретного неограничивающего примера, машина для резки может представлять собой лазерную систему резки на основе СO2, лазерную систему резки на основе неодима (Nd) или лазерную систему резки на основе неодим-иттрий-алюминиевого граната (Nd-YAG), например, коммерчески доступную от компании System & Parts Engineering, Eunos Avenue 7, Block 1082, #01-174, Сингапур.
[00166] В качестве одного примера, резкой объекта 300 (например, внешней поверхности 238 объекта 300) можно резать и/или придавать форму части внешней поверхности 238 объекта 300. В качестве одного примера, машина для резки может включать в себя имеющий механический привод резак, выполненный с возможностью резки или удаления материала из объекта 300 иным образом.
[00167] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 25, 27 и 29, устройство 116 для доводочной обработки поверхности содержит машину для нанесения покрытий. Предшествующий объект текущего абзаца находится в соответствии с примером 25 настоящего раскрытия, и пример 25 включает в себя объект любого из примеров 14-24, приведенных выше.
[00168] При покрытии наносят один или более типов покрытий на внешнюю поверхность 238 объекта 300. В качестве одного конкретного неограничивающего примера, машина для нанесения покрытий может представлять собой систему нанесения порошковых покрытий, например, коммерчески доступную от компании Powder-X Coating Systems, 7404 Highway 43, Флоренция, Алабама 35634.
[00169] В качестве одного примера, покрытие объекта 300 (например, внешней поверхности 238 объекта 300) может включать нанесение декоративного покрытия, функционального покрытия или обоих покрытий, которые являются одновременно декоративными и функциональными покрытиями, на внешнюю поверхность 238 объекта 300. В качестве одного примера, машина для нанесения покрытий может включать в себя устройство для нанесения материала (например, опрыскиватель, ролик, кисть и т.д.), выполненное с возможностью нанесения декоративного материала (например, краски, лака и т.д.) и/или функционального материала (например, адгезивного материала, антикоррозийного материала, износостойкого материала, водостойкого материала, противобликового материала, материала, поглощающего ультрафиолет и т.д.) на часть внешней поверхности 238 объекта 300.
[00170] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 22-25, 27, 28, 30, 31, 34 и 36, устройство 100 кроме того содержит отделение 138 для размещения порошка, выполненное с возможностью содержания металлического порошка 302 и имеющее пространство 108 для нахождения порошка. Монтажная платформа 106 по меньшей мере частично ограничивает пространство 108 для нахождения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 26 настоящего раскрытия, и пример 26 включает в себя объект любого из примеров 12-25, приведенных выше.
[00171] Отделение 138 для размещения порошка определяет по меньшей мере часть пространства 108 для нахождения порошка (например, по меньшей мере частично ограничивает пространство 108 для нахождения порошка). Металлический порошок 302 содержится в отделении 138 для размещения порошка, при нанесении монтажную платформу 106.
[00172] В качестве одного примера, отделение 138 для размещения порошка может включать в себя боковую стенку 244, проходящую от основания 102 к основной платформе 234. Монтажная платформа 106 и линейный привод 140 монтажной платформы могут быть расположены внутри отделения 138 для размещения порошка.
[00173] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30 и 38, монтажная платформа 106 содержит отверстие 174 для удаления порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 27 настоящего раскрытия, и пример 27 включает в себя объект примера 26, приведенного выше.
[00174] Когда изготовление по аддитивной технологии объекта 300 завершено, может быть необходимо удаление металлического порошка 302 из пространства 108 для нахождения порошка, чтобы удалить готовый объект 300. Отверстие 174 для удаления порошка облегчает удаление по меньшей мере части металлического порошка 302, содержащегося внутри пространства 108 для нахождения порошка (например, образованного отделением 138 для размещения порошка и монтажной платформой 106).
[00175] В качестве одного примера, отверстие 174 для удаления порошка образует проход (например, выпускное отверстие) через монтажную платформу 106 для выпуска металлического порошка 302 из пространства 108 для нахождения порошка. Отверстие 174 для удаления порошка может быть закрыто для удержания металлического порошка 302 на монтажной платформе 106 и внутри отделения 138 для размещения порошка. Отверстие 174 для удаления порошка может быть выполнено открытым, чтобы обеспечивать возможность выпуска металлического порошка 302 из пространства 108 для нахождения порошка.
[00176] В качестве одного примера, отверстие 174 для удаления порошка может включать в себя любой подходящий механизм закрытия (например, жалюзи, выдвижную дверь и т.д.), выполненный с возможностью перемещения между закрытой конфигурацией для уплотнения пространства 108 для нахождения порошка и открытым положением для выпуска металлического порошка 302 из пространства 108 для нахождения порошка.
[00177] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30, устройство 100 кроме того содержит вибрационный механизм 176, функционально связанный с монтажной платформой 106. Предшествующий объект текущего абзаца находится в соответствии с примером 28 настоящего раскрытия, и пример 28 включает в себя объект примера 27, приведенного выше.
[00178] Вибрационный механизм 176 облегчает разбивание и/или выбивание застрявшего или забившегося металлического порошка 302 внутри пространства 108 для нахождения порошка.
[00179] В качестве одного примера, вибрационный механизм 176 может включать в себя любое подходящее механическое устройство, выполненное с возможностью генерирования вибраций. Вибрации, производимые вибрационным механизмом 176, могут быть переданы через монтажную платформу 106 и на металлический порошок 302, содержащийся внутри пространства 108 для нахождения порошка. Металлический порошок 302, в частности, металлический порошок 302 вблизи монтажной платформы 106 может плотно застрять или забиться. Вибрации могут облегчать разбивание застрявшего или забившегося металлического порошка 302 и/или проход металлического порошка 302 через отверстие 174 для удаления порошка, например, до или во время удаления металлического порошка 302 из пространства 108 для нахождения порошка через отверстие 174 для удаления порошка.
[00180] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30 и 38, устройство 100 кроме того содержит устройство 178 для сбора, проходящее вниз от монтажной платформы 106. Устройство 178 для сбора выполнено с возможностью выборочного сообщения с пространством 108 для нахождения порошка через отверстие 174 для удаления порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 29 настоящего раскрытия, и пример 29 включает в себя объект любого из примеров 27-28, приведенных выше.
[00181] Металлический порошок 302, выпускаемый через отверстие 174 для удаления порошка, скапливается внутри устройства 178 для сбора для удаления или утилизации.
[00182] В качестве одного примера, устройство 178 для сбора может быть телом наподобие воронки или иного канала, соединенного с монтажной платформой 106 и выполненного с возможностью выборочного сообщения с отверстием 174 для удаления порошка (например, когда отверстие 174 для удаления порошка открыто) для транспортировки металлического порошка 302 из пространства 108 для нахождения порошка.
[00183] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 22-25, 30 и 36, монтажная платформа 106 выполнена с возможностью вертикального перемещения внутри отделения 138 для размещения порошка, и пространство 108 для нахождения порошка является изменяемым. Предшествующий объект текущего абзаца находится в соответствии с примером 30 настоящего раскрытия, и пример 30 включает в себя объект любого из примеров 26-29, приведенных выше.
[00184] Вертикальное движение монтажной платформы 106 внутри отделения 138 для нахождения порошка приводит к изменению пространства 108 для нахождения порошка.
[00185] В качестве одного примера и как лучше всего показано на ФИГ. 23, когда монтажная платформа 106 совершает вертикальное перемещение (например, в направлении стрелки 246) от источника 110 электромагнитной энергии и/или к основанию 102, пространство 108 для нахождения порошка может увеличиваться, благодаря чему упрощается распределение дополнительного металлического порошка 302 и формирование дополнительного слоя 310 объекта 300.
[00186] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 24 и 25, устройство 100 кроме того содержит устройство 126 для удаления порошка, выполненное с возможностью удаления металлического порошка 302 из отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 31 настоящего раскрытия, и пример 31 включает в себя объект любого из примеров 26-30, приведенных выше.
[00187] Устройство 126 для удаления порошка облегчает удаление металлического порошка 302 из отделения 138 для размещения порошка для удаления или утилизации.
[00188] В качестве одного примера, устройство 126 для удаления порошка может быть выполнено с возможностью выборочного сообщения с отделением 138, содержащим порошок, и/или устройством 178 для сбора.
[00189] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 23, 24, 25 и 28-30, устройство 126 для удаления порошка содержит первую подсистему 128 для удаления порошка, выполненную с возможностью перемещения между первым местом сбоку снаружи отделения 138 для размещения порошка и вторым местом сбоку внутри отделения 138 для размещения порошка. Устройство для удаления порошка кроме того содержит вторую подсистему 130 для удаления порошка, расположенную по бокам внутри отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 32 настоящего раскрытия, и пример 32 включает в себя объект примера 31, приведенного выше.
[00190] Первая подсистема 128 для удаления порошка облегчает удаление металлического порошка 302 (ФИГ. 23), скопившегося внутри отделения 138 для размещения порошка между объектом 300 и боковой стенкой 244. Вторая подсистема 130 для удаления порошка облегчает удаление металлического порошка 302, скопившегося внутри отделения для размещения порошка внутри объекта 300.
[00191] В качестве одного примера и как лучше всего показано на ФИГ. 28 и 29, отделение 138 для размещения порошка может включать в себя дверцу 164 первой подсистемы для удаления порошка. Дверца 164 первой подсистемы для удаления порошка может быть открыта, чтобы обеспечить возможность входа первой подсистемы 128 для удаления порошка в отделение 138 для размещения порошка (например, для перемещения во второе место, расположенное сбоку внутри отделения 138 для размещения порошка). В качестве одного примера, дверца 164 первой подсистемы для удаления порошка может быть отведена внутри боковой стенки 244 отделения 138 для размещения порошка.
[00192] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 28 и 29, первая подсистема 128 для удаления порошка выполнена с возможностью вертикального перемещения относительно отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 33 настоящего раскрытия, и пример 33 включает в себя объект примера 32, приведенного выше.
[00193] Вертикальное перемещение первой подсистемы 128 для удаления порошка относительно отделения 138 для размещения порошка облегчает удаление металлического порошка 302 из различных вертикальных мест внутри отделения 138 для размещения порошка.
[00194] Со ссылкой, например, на ФИГ. 28 и 29, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя вертикальный привод 160 первой подсистемы для удаления порошка. Вертикальный привод 160 первой подсистемы для удаления порошка может быть выполнен с возможностью вертикального перемещения первой подсистемы 128 для удаления порошка (например, линейно в направлении стрелки 248). В качестве одного примера, первая подсистема 128 для удаления порошка может быть функционально связана с вертикальным приводом 160 первой подсистемы для удаления порошка.
[00195] В качестве одного примера, вертикальный привод 160 первой подсистемы для удаления порошка может включать в себя любой подходящий приводной механизм, чтобы вызывать вертикальное движение первой подсистемы 128 для удаления порошка относительно отделения 138 для размещения порошка.
[00196] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 28 и 29, первая подсистема 128 для удаления порошка выполнена с возможностью горизонтального перемещения относительно отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 34 настоящего раскрытия, и пример 34 включает в себя объект любого из примеров 32-33, приведенных выше.
[00197] Горизонтальное перемещение первой подсистемы 128 для удаления порошка относительно отделения 138 для размещения порошка облегчает удаление металлического порошка 302 из различных горизонтальных мест внутри отделения 138 для размещения порошка.
[00198] Со ссылкой, например, на ФИГ. 28 и 29, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя горизонтальный привод 162 первой подсистемы для удаления порошка. Горизонтальный привод 162 первой подсистемы для удаления порошка может быть выполнен с возможностью горизонтального перемещения первой подсистемы 128 для удаления порошка (например, линейно в направлении стрелки 312). В качестве одного примера, первая подсистема 128 для удаления порошка может быть функционально связана с горизонтальным приводом 162 первой подсистемы для удаления порошка. В качестве одного примера, горизонтальный привод 162 первой подсистемы для удаления порошка может быть функционально связан с вертикальным приводом 160 первой подсистемы для удаления порошка.
[00199] В качестве одного примера, горизонтальный привод 162 первой подсистемы для удаления порошка может включать в себя любой подходящий приводной механизм, чтобы вызывать горизонтальное движение первой подсистемы 128 для удаления порошка относительно отделения 138 для размещения порошка.
[00200] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 28, первая подсистема 128 для удаления порошка содержит источник 168 разрежения. Предшествующий объект текущего абзаца находится в соответствии с примером 35 настоящего раскрытия, и пример 35 включает в себя объект любого из примеров 32-34, приведенных выше.
[00201] Источник 168 разрежения создает всасывание, обладающее способностью удаления (например, засасывания) металлического порошка 302 из отделения 138 для размещения порошка, например, металлического порошка 302, скопившегося между объектом 300 и боковой стенкой 244.
[00202] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 28, первая подсистема 128 для удаления порошка содержит источник 170 текучей среды под давлением. Предшествующий объект текущего абзаца находится в соответствии с примером 36 настоящего раскрытия, и пример 36 включает в себя объект любого из примеров 32-35, приведенных выше.
[00203] Источник 170 текучей среды под давлением создает поток текучей среды под давлением (например, нагнетания воздуха), обладающий способностью выдувания и/или выбивания металлического порошка 302 внутри отделения 138 для размещения порошка, например, металлического порошка 302, скопившегося между объектом 300 и боковой стенкой 244.
[00204] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 29 и 30, вторая подсистема 130 для удаления порошка расположена по центру внутри отделения 138 для размещения порошка. Монтажная платформа 106 выполнена с возможностью вертикального перемещения относительно второй подсистемы 130 для удаления порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 37 настоящего раскрытия, и пример 37 включает в себя объект любого из примеров 32-36, приведенных выше.
[00205] Вертикальное перемещение монтажной платформы 106 относительно второй подсистемы 130 для удаления порошка облегчает удаление металлического порошка 302 из внутренней части отделения 138 для размещения порошка, скопившегося внутри открытой области, определенной объектом 300 посредством размещения скопившегося металлического порошка 302 вблизи второй подсистемы 130 для удаления порошка.
[00206] В качестве одного примера и как лучше всего показано на ФИГ. 30, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя башенную конструкцию 166. Вторая подсистема 130 для удаления порошка может быть связана с башенной конструкцией 138. Башенная конструкция 166 может проходить от основания 102 к месту вблизи верхней части отделения 138 для размещения порошка. Башенная конструкция 138 может проходить через монтажную платформу 106, и монтажная платформа 106 может быть выполнена с возможностью вертикального перемещения относительно башенной конструкции 166. Поскольку объект 300 изготавливают по аддитивной технологии, башенная конструкция 166 может быть расположена внутри открытого внутреннего помещения объекта 300.
[00207] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30, вторая подсистема 130 для удаления порошка выполнена с возможностью поворота относительно отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 38 настоящего раскрытия, и пример 38 включает в себя объект любого из примеров 32-37, приведенных выше.
[00208] Поворот второй подсистемы 130 для удаления порошка относительно отделения 138 для размещения порошка облегчает удаление металлического порошка 302 из различных мест внутри указанного отделения 138 для размещения порошка, например, металлического порошка 302, скопившегося внутри открытой области, определенной объектом 300.
[00209] В качестве одного примера, башенная конструкция 166 может поворачиваться относительно отделения 138 для размещения порошка. В качестве одного примера, башенная конструкция 166 может поворачиваться вокруг вертикальной оси А. Поворот башенной конструкции 166 может помещать вторую подсистему 130 для удаления порошка в различных поворотных ориентациях.
[00210] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30, вторая подсистема 130 для удаления порошка выполнена с возможностью вертикального перемещения относительно отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 39 настоящего раскрытия, и пример 39 включает в себя объект любого из примеров 32-38, приведенных выше.
[00211] Вертикальное перемещение второй подсистемы 130 для удаления порошка относительно отделения 138 для размещения порошка облегчает удаление металлического порошка 302 из различных вертикальных мест внутри отделения 138 для размещения порошка, например, металлического порошка 302, скопившегося внутри открытой области, определенной объектом 300.
[00212] Со ссылкой, например, на ФИГ. 30, в качестве одного примера, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя вертикальный привод 180 второй подсистемы для удаления порошка. Вертикальный привод 180 второй подсистемы для удаления порошка может быть выполнен с возможностью вертикального перемещения второй подсистемы 130 для удаления порошка (например, линейно в направлении стрелки 314). В качестве одного примера, вторая подсистема 130 для удаления порошка может быть функционально связана с вертикальным приводом 180 второй подсистемы для удаления порошка.
[00213] В качестве одного примера, вертикальный привод 180 второй подсистемы для удаления порошка может быть связан с башенной конструкцией 166. В качестве одного примера, вертикальный привод 180 второй подсистемы для удаления порошка может быть выполнен за одно целое с башенной конструкцией 166.
[00214] В качестве одного примера, вертикальный привод 180 второй подсистемы для удаления порошка может включать в себя любой подходящий приводной механизм, чтобы вызывать вертикальное движение второй подсистемы 130 для удаления порошка относительно отделения 138 для размещения порошка.
[00215] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30, вторая подсистема 130 для удаления порошка содержит источник 168 разрежения. Предшествующий объект текущего абзаца находится в соответствии с примером 40 настоящего раскрытия, и пример 40 включает в себя объект любого из примеров 32-39, приведенных выше.
[00216] Источник 168 разрежения создает всасывание, обладающее способностью удаления (например, засасывания) металлического порошка 302 из отделения 138 для размещения порошка, например, металлического порошка 302, скопившегося внутри открытой области, определенной объектом 300.
[00217] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30, вторая подсистема 130 для удаления порошка содержит источник 170 текучей среды под давлением. Предшествующий объект текущего абзаца находится в соответствии с примером 41 настоящего раскрытия, и пример 41 включает в себя объект любого из примеров 32-40, приведенных выше.
[00218] Источник 170 текучей среды под давлением генерирует поток текучей среды под давлением (например, сжатого воздуха), обладающий способностью выдувания и/или выбивания металлического порошка 302 внутри отделения 138 для размещения порошка, например, металлического порошка 302, скопившегося внутри открытой области, определенной объектом 300.
[00219] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 30, вторая подсистема 130 для удаления порошка содержит рычаг 172 мешалки. Предшествующий объект текущего абзаца находится в соответствии с примером 42 настоящего раскрытия, и пример 42 включает в себя объект любого из примеров 32-41, приведенных выше.
[00220] Рычаг 172 мешалки проходит через металлический порошок 302 внутри отделения для размещения порошка, например металлический порошок 302, скопившийся внутри открытой области, определенной объектом 300, чтобы разрыхлять и/или разламывать металлический порошок 302.
[00221] В качестве одного примера, рычаг 172 мешалки может проходить от башенной конструкции 166 в радиальном направлении наружу по направлению к боковой стенке 244 отделения 138 для размещения порошка.
[00222] Со ссылкой, например, на ФИГ. 27 и 29, в качестве одного примера, отделение 138 для размещения порошка может дополнительно включать в себя дверцу 154 устройства для доводочной обработки поверхности. Дверца 154 устройства для доводочной обработки поверхности может быть открыта, чтобы обеспечивать возможность ввода устройства 116 для доводочной обработки поверхности в отделение 138 для размещения порошка (например, для перемещения в место, расположенное сбоку внутри отделения 138 для размещения порошка). В качестве одного примера, дверца 154 устройства для доводочной обработки поверхности может быть отведена внутри боковой стенки 244 отделения 138 для размещения порошка.
[00223] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 24 и 25, устройство 100 кроме того содержит устройство 136 для вторичной переработки порошка, функционально соединенное с устройством 126 для удаления порошка. Металлический порошок 302, удаленный из отделения 138 для размещения порошка, оказывается выполнен с возможностью перемещения из устройства 126 для удаления порошка в устройство 136 для вторичной переработки порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 43 настоящего раскрытия, и пример 43 включает в себя объект любого из примеров 31-42, приведенных выше.
[00224] Устройство 136 для вторичной переработки порошка облегчает очистку и/или доводочную обработку металлического порошка 302, удаленного из отделения 138 для размещения порошка для повторного использования в процессе изготовления по аддитивной технологии.
[00225] В качестве одного примера, металлический порошок 302, удаленный из отделения 138 для размещения порошка посредством устройства 126 для удаления порошка, может быть передан в устройство 136 для вторичной переработки порошка. В качестве одного примера, металлический порошок 302, удаленный из пространства между объектом 300 и боковой стенкой 244 посредством первой подсистемы 128 для удаления порошка (например, источника 168 разрежения) может быть передан в устройство 136 для вторичной переработки порошка. В качестве одного примера, металлический порошок 302, удаленный из внутренней части открытой области объекта 300 посредством второй подсистемы 130 для удаления порошка (например, источника 168 разрежения) может быть передан в устройство 136 для вторичной переработки порошка. В качестве одного примера, металлический порошок 302, выпускаемый через отверстие 174 для удаления порошка, собираемый устройством 178 для сбора и удаляемый посредством источника 168 разрежения (ФИГ. 30), расположенного вблизи нижней части устройства для сбора, может быть передан в устройство 136 для вторичной переработки порошка.
[00226] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 24, 25, 31 и 33, устройство 100 кроме того содержит устройство 132 для дозированной подачи порошка, выполненное с возможностью размещения металлического порошка 302 в отделении 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 44 настоящего раскрытия, и пример 44 включает в себя объект любого из примеров 26-43, приведенных выше.
[00227] Устройство 132 для дозированной подачи порошка облегчает размещение металлического порошка 302 в отделении 138 для размещения порошка и на монтажную платформу 106 в последовательных слоях (например, первом слое 230, втором слое 232 и т.д.) (ФИГ. 39-42).
[00228] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 24, 25 и 31-33, устройство 132 для дозированной подачи порошка содержит источник 182 порошка, устройство 184 для подачи порошка, выполненное с возможностью выборочного сообщения с источником 182 порошка, и емкость 186 для распределения порошка, выполненное с возможностью приема металлического порошка 302 из устройства 184 для подачи порошка. Емкость 186 для распределения порошка выполнена с возможностью горизонтального перемещения по бокам внутри отделения 138 для размещения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 45 настоящего раскрытия, и пример 45 включает в себя объект примера 44, приведенного выше.
[00229] В качестве одного примера, источник 182 порошка может включать в себя емкость, выполненную с возможностью хранения объема свежего или используемого повторно металлического порошка 302 для использования в процессе изготовления по аддитивной технологии. Металлический порошок 302 может быть передан из источника 182 порошка в устройство 184 для подачи порошка. В качестве одного примера, устройство 184 для подачи порошка может включать в себя любой подходящий механизм передачи для транспортировки металлического порошка 302 (например, бункер, шнек и т.д.). Устройство 184 для подачи порошка может быть выполнено с возможностью выборочного сообщения с емкостью 186 для распределения порошка для перемещения металлического порошка 302 в емкость 186 для распределения порошка. В качестве одного примера, устройство 132 для дозированной подачи порошка может дополнительно включать в себя устройство 188 для сглаживания порошка, проходящее от устройства 184 для подачи порошка к емкости 186 для распределения порошка.
[00230] В качестве одного примера и как лучше всего показано на ФИГ. 24, 25, 31 и 33, устройство 100 для изготовления по аддитивной технологии может дополнительно включать в себя привод 190 емкости распределения порошка. Привод 190 емкости распределения порошка может быть выполнен с возможностью горизонтального перемещения емкости 186 для распределения порошка (например, линейно в направлении стрелки 316) (ФИГ. 33). Емкость 186 для распределения порошка может обеспечивать размещение свежего слоя металлического порошка 302 в отделение 138 для размещения порошка и на монтажную платформу 106 во время каждого горизонтального перемещения поверх отделения 138 для размещения порошка.
[00231] В качестве одного примера, емкость 186 для распределения порошка может быть функционально связана с приводом 190 емкости распределения порошка. Привод 190 емкости распределения порошка может быть соединен с основной платформой 234 по бокам на противоположных сторонах отделения 138 для размещения порошка.
[00232] В качестве одного примера, привод 190 емкости распределения порошка может включать в себя любой подходящий приводной механизм, чтобы вызывать горизонтальное движение емкости 186 для распределения порошка относительно отделения 138 для размещения порошка.
[00233] В качестве одного примера и как лучше всего показано на ФИГ. 32, емкость 186 для распределения порошка может включать в себя рычаг 192 для нанесения порошка, выполненный с возможностью равномерного распределения металлического порошка 302, наносимого в пространстве 108 для нахождения порошка поверх монтажной платформы 106. В качестве одного примера, емкость 186 для распределения порошка может дополнительно включать в себя ролик 194, выполненный с возможностью уплотнения металлического порошка 302, наносимого в пространстве 108 для нахождения порошка на монтажной платформе 106.
[00234] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 34 и 35, устройство 100 кроме того содержит систему 196 защитного газа, выполненную с возможностью дозированной подачи защитного газа 308 для защиты части металлического порошка 302, облучаемого источником 110 электромагнитной энергии в пространстве 108 для нахождения порошка. Предшествующий объект текущего абзаца находится в соответствии с примером 46 настоящего раскрытия, и пример 46 включает в себя объект любого из примеров 26-45, приведенных выше.
[00235] Защитный газ 308 предотвращает окисление и/или предотвращает образование факелов во время облучения части металлического порошка 302 источником 110 электромагнитной энергии.
[00236] В качестве одного примера, система 196 защитного газа может включать в себя источник 198 защитного газа, выполненного с возможностью выборочного сообщения с источником 110 электромагнитной энергии. Защитный газ 308 может представлять собой любой подходящий инертный газ. Источник 198 защитного газа может включать в себя емкость, определяющую внутренний объем, подходящий для хранения защитного газа 308. Источник 198 защитного газа может быть соединен по текучей среде с источником 110 электромагнитной энергии посредством линии 228 защитного газа.
[00237] В качестве одного примера, защитный газ 308 может быть под повышенным давлением. В качестве одного примера, источник 198 защитного газа может повышать давление защитного газа 308. В качестве одного примера, система 196 защитного газа может включать в себя насос 202 для защитного газа.
[00238] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 36-38, устройство 100 кроме того содержит монтажную пластину 204, связанную с возможностью удаления с монтажной платформой 106. Предшествующий объект текущего абзаца находится в соответствии с примером 47 настоящего раскрытия, и пример 47 включает в себя объект любого из примеров 26-46, приведенных выше.
[00239] Монтажная пластина 204 облегчает удаление объекта 300 с монтажной платформы 106 и отделения 138 для размещения порошка следом за завершением процесса изготовления по аддитивной технологии и любой операций по доводочной обработке поверхности.
[00240] В качестве одного примера и как лучше всего показано на ФИГ. 36, монтажная пластина 204 может быть связана с возможностью удаления с монтажной платформой 106. Металлический порошок 302 может быть нанесен на монтажную пластину 204. Когда первый слой 230 металлического порошка 302 (ФИГ. 39) облучают электромагнитной энергией 306 для формирования первого слоя 304 объекта 300 (ФИГ. 40), первый слой 304 может оказаться связанным (например, наплавлен) с монтажной пластиной 204 вместо монтажной платформы 106.
[00241] Следом за процессом изготовления по аддитивной технологии, монтажная пластина 204 и объект 300, связанный с монтажной пластиной 204, может быть удален с монтажной платформы 106 и отделения 138 для размещения порошка. Монтажная пластина 204 может быть удалена из объекта 300 посредством любой подходящей операции резки или шлифовки.
[00242] Со ссылкой, например, на ФИГ. 37 и 38, в качестве одного примера, монтажная платформа 106 может включать в себя первый выравнивающий элемент 208. Монтажная пластина 204 может включать в себя второй выравнивающий элемент 210. Первый выравнивающий элемент 208 и второй выравнивающий элемент 210 могут с возможностью сопряжения взаимодействовать для необходимого позиционирования и выравнивать монтажную пластину 204 относительно монтажной платформы 106.
[00243] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 37, монтажная пластина 204 выполнена кольцевой. Предшествующий объект текущего абзаца находится в соответствии с примером 48 настоящего раскрытия, и пример 48 включает в себя объект примера 47, приведенного выше.
[00244] Кольцевая монтажная пластина 204 облегчает удаление металлического порошка 302 через отверстие 174 для удаления порошка, находящееся в монтажной платформе 106 (ФИГ. 38).
[00245] В качестве одного примера, монтажная пластина 204 может быть выполнена имеющей размер, обеспечивающий закрытие места вблизи периферии монтажной платформы 106 с тем, чтобы не мешать проходу металлического порошка 302, скопившегося внутри открытого пространства объекта 300, через отверстие 174 для удаления порошка.
[00246] Со ссылкой, например, на ФИГ. 37 и 38, в качестве одного примера, монтажная платформа 106 может включать в себя первый выравнивающий элемент 208. Монтажная пластина 204 может включать в себя второй выравнивающий элемент 210. Первый выравнивающий элемент 208 и второй выравнивающий элемент 210 могут с возможностью сопряжения взаимодействовать, чтобы обеспечивать необходимое размещение и выравнивание монтажной пластины 204 относительно монтажной платформы 106.
[00247] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 36 и 37, монтажная пластина 204 содержит элемент 206 обеспечения удобства работы. Предшествующий объект текущего абзаца находится в соответствии с примером 49 настоящего раскрытия, и пример 49 включает в себя объект любого из примеров 47-48, приведенных выше.
[00248] Элемент 206 обеспечения удобства работы облегчает соединение монтажной пластины 204 с монтажной платформой 106 и/или удаление монтажной пластины 204 с монтажной платформы 106, например, посредством машины для обработки объектов (не показано).
[00249] В качестве одного примера, элемент 206 обеспечения удобства работы может включать в себя отверстие, расположенное по меньшей мере частично с проходом через монтажную пластину 204. Элемент 206 обеспечения удобства работы может быть выполнен с возможностью приема подъемника монтажной пластины машины для обработки объектов. В качестве одного примера, элементы 206 обеспечения удобства работы могут быть выполнены имеющими подходящие размеры для приема вильчатых захватов вилочного автопогрузчика.
[00250] Со ссылкой, например, на ФИГ. 24, 29 и 30, в качестве одного примера, отделение 138 для размещения порошка может дополнительно включать в себя дверцу 152 обеспечения доступа. Дверца 152 обеспечения доступа может быть открыта, чтобы обеспечивать возможность удаления объекта 300 с монтажной платформы 106 и отделения 138 для размещения порошка или удаления монтажной пластины 204 и объекта 300 с монтажной платформы 106 и отделения 138 для размещения порошка. В качестве одного примера, дверца 152 обеспечения доступа может быть отведена внутри боковой стенки 244 отделения 138 для размещения порошка. В качестве одного примера, дверца 152 обеспечения доступа может быть отведена внутри основания 102. На ФИГ. 24 и 30 показано отделение 138 для размещения порошка с дверцей 152 обеспечения доступа в открытой конфигурации.
[00251] Со ссылкой, например, на ФИГ. 1А, 1В, 2 и 14-21, устройство 100 для изготовления по аддитивной технологии (обозначенное в целом как устройство 100) содержит линейные направляющие 122, каждые имеющие длину L1. Линейные направляющие 122 выполнены с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси А. Устройство 100 кроме того содержит источники 110 электромагнитной энергии, имеющие подвижное соединение с линейными направляющими 122 и выполненные с возможностью перемещения в полярной системе 250 координат, имеющей радиус R. Предшествующий объект текущего абзаца находится в соответствии с примером 50 настоящего раскрытия.
[00252] Линейные направляющие 122 облегчают применение источников 110 электромагнитной энергии. Применение источников 110 электромагнитной энергии увеличивает время цикла для процесса изготовления по аддитивной технологии.
[00253] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 14-21, линейные направляющие 122 не выполнены с возможностью перемещения относительно друг друга. Предшествующий объект текущего абзаца находится в соответствии с примером 51 настоящего раскрытия, и пример 51 включает в себя объект примера 50, приведенного выше.
[00254] Фиксация линейных направляющих 122 относительно друг друга обеспечивает сохранение угловой ориентации источников 110 электромагнитной энергии относительно друг друга.
[00255] В качестве одного примера и как лучше всего показано на ФИГ. 15, 17, 19 и 21, первые концы 212 линейных направляющих 122 могут быть жестко соединены с центральным приводом 216 (ФИГ. 15 и 19), пассивной втулкой 222 (ФИГ. 17) или друг с другом (ФИГ. 21).
[00256] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 14, 16, 18 и 20, источники 110 электромагнитной энергии выполнены с возможностью поступательного перемещения вдоль линейных направляющих 122 по траекториям 254 линейного перемещения. Каждая из траекторий 254 линейного перемещения, вдоль линейных направляющих 122, имеет максимальную длину L2, равную радиусу R или меньше чем радиус R полярной системы 250 координат. Предшествующий объект текущего абзаца находится в соответствии с примером 52 настоящего раскрытия, и пример 52 включает в себя объект любого из примеров 50 и 51, приведенных выше.
[00257] Выполнение максимальной длины L2 траектории 254 линейного перемещения равной радиусу R или меньше чем радиус R полярной системы 250 координат определяет максимальную дальность линейного поступательного перемещения источника 110 электромагнитной энергии через приблизительно половину полярной системы 250 координат.
[00258] В качестве одного примера, поступательное линейное перемещение (например, вдоль траекторий 254 линейного перемещения) источников 110 электромагнитной энергии вдоль линейных направляющих 122, пока линейные направляющие 122 вращаются в горизонтальной плоскости вокруг вертикальной оси А, обеспечивает перемещение источников 110 электромагнитной энергии в полярной системе 250 координат.
[00259] В качестве одного примера, траектории 254 линейного перемещения могут не проходить через вертикальную ось А. Выполнение максимальной длины L2 траекторий 254 линейного перемещения равной радиусу R или меньше чем радиус R полярной системы 250 координат может обеспечивать возможность поступательного перемещения источников 110 электромагнитной энергии вдоль линейных направляющих 122 на расстояние, равное радиусу R или меньше чем радиус R. Как лучше всего показано, например, на ФИГ. 14, 16, 18 и 20, максимальная длина L2 траекторий 254 линейного перемещения может быть меньше чем радиус R полярной системы 250 координат.
[00260] Со ссылкой, в целом, на ФИГ. 1А и 1В и, в частности, например, на ФИГ. 14, 16, 18 и 20, длина L1 каждой из линейных направляющих 122 равна радиусу R или меньше чем радиус R полярной системы 250 координат. Предшествующий объект текущего абзаца находится в соответствии с примером 53 настоящего раскрытия, и пример 53 включает в себя объект любого из примеров 50-52, приведенных выше.
[00261] Выполнение длины L1 линейных направляющих 122 равной радиусу R или меньше чем радиус R полярной системы 250 координат облегчает выполнение максимальной длины L2 траекторий 254 линейного перемещения равными радиусу R или меньше, чем радиус R полярной системы 250 координат.
[00262] В качестве одного примера, траектории 254 линейного перемещения могу проходить от ближних первых концов 212 до ближних вторых концов 214 линейных направляющих 122. В примерах, показанных на ФИГ. 14, 16, 18 и 20, вертикальная ось А может быть расположена вблизи первого конца 212 линейной направляющей 122. Как лучше всего показано, например, на ФИГ. 14, 16, 18 и 20, длина L1 линейных направляющих 122 может быть меньше, чем радиус R полярной системы 250 координат.
[00263] Со ссылкой, например, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А и 43В, раскрыт способ 500 изготовления объекта 300 по аддитивной технологии из металлического порошка 302. Согласно способу 500 распределяют первый слой 230 металлического порошка 302 в пространстве 108 для нахождения порошка, по меньшей мере частично ограниченном монтажной платформой 106 (блок 502). Кроме того, согласно способу 500 плавят первую выбранную часть первого слоя 230 металлического порошка 302 в пространстве 108 для нахождения порошка посредством открытия первой выбранной части первого слоя 230 металлического порошка 302 воздействию электромагнитной энергии 306 от источника 110 электромагнитной энергии при одновременном перемещении источника 110 электромагнитного излучения вдоль первой заданной траектории в полярной системе 250 координат для формирования по меньшей мере части первого слоя 304 объекта 300 (блок 504). Источник 110 электромагнитного излучения выполнен с возможностью перемещения по траектории 254 линейного перемещения вдоль линейной направляющей 122. Линейная направляющая 122 выполнена с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси А. Предшествующий объект текущего абзаца находится в соответствии с примером 54 настоящего раскрытия.
[00264] Изготовление объекта по аддитивной технологии посредством перемещения источника 110 электромагнитной энергии вдоль первой заданной траектории (например, траектории 252 криволинейного перемещения) (ФИГ. 2) в полярной системе 250 координат обеспечивает возможность изготовления крупного объекта 300.
[00265] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, кроме того согласно способу 500 вертикально перемещают монтажную платформу 106 на заданное расстояние от источника 110 электромагнитной энергии после формирования первого слоя 304 объекта 300 (блок 506). Кроме того согласно способу 500 распределяют второй слой 232 металлического порошка 302 в пространстве 108 для нахождения порошка поверх первого слоя 304 объекта 300 (блок 508). Предшествующий объект текущего абзаца находится в соответствии с примером 55 настоящего раскрытия, и пример 55 включает в себя объект примера 54, приведенного выше.
[00266] Распределение второго слоя 232 металлического порошка 302 в пространстве 108 для нахождения порошка поверх первого слоя 304 объекта 300 облегчает образование второго слоя 305 поверх первого слоя 304.
[00267] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, кроме того согласно способу 500 плавят вторую выбранную часть второго слоя 232 металлического порошка 302 в пространстве 108 для нахождения порошка посредством открытия второй выбранной части второго слоя 232 металлического порошка 302 воздействию электромагнитной энергии 306 от источника 110 электромагнитной энергии при одновременном перемещении источника 110 электромагнитного излучения вдоль второй заданной траектории в полярной системе 250 координат для формирования по меньшей мере части второго слоя 305 объекта 300 (блок 510). Предшествующий объект текущего абзаца находится в соответствии с примером 56 настоящего раскрытия, и пример 56 включает в себя объект примера 55, приведенного выше.
[00268] Плавление второй выбранной части второго слоя 232 металлического порошка 302 для формирования по меньшей мере части второго слоя 305 поверх первого слоя 304 приводит к формированию объекта 300, выполненного из твердого однородного металлического материала.
[00269] В качестве одного примера, вторая заданная траектория в полярной системе 250 координат может быть траекторией 252 криволинейного перемещения (ФИГ. 2).
[00270] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, вторая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат и первая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат являются одинаковыми. Предшествующий объект текущего абзаца находится в соответствии с примером 57 настоящего раскрытия, и пример 57 включает в себя объект примера 56, приведенного выше.
[00271] Поскольку вторая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат и первая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат являются одинаковыми, это приводит к образованию второго слоя 305, имеющего такую же форму, как и первый слой 304 и непосредственно поверх первого слоя 304 с формированием части объекта 300.
[00272] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, вторая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат и первая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат являются различными. Предшествующий объект текущего абзаца находится в соответствии с примером 58 настоящего раскрытия, и пример 58 включает в себя объект примера 56, приведенного выше.
[00273] Поскольку вторая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат и первая заданная траектория источника 110 электромагнитного излучения в полярной системе 250 координат являются различными, это приводит к образованию второго слоя 305, имеющего форму, отличную от первого слоя 304, для формирования отличающейся части объекта 300 (например, для формирования свойственного объекту элемента).
[00274] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, кроме того согласно способу 500 формируют первый слой 304 объекта 300 на монтажной пластине 204, соединенной с возможностью удаления с монтажной платформой 106 (блок 512). Предшествующий объект текущего абзаца находится в соответствии с примером 59 настоящего раскрытия, и пример 59 включает в себя объект любого из примеров 54-58, приведенных выше.
[00275] Формирование первого слоя 304 объекта 300 на монтажной пластине 204 (например, вместо формирования на монтажной платформе 106) облегчает удаление объекта 300 с монтажной платформы 106 и отделения 138 для размещения порошка.
[00276] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, кроме того согласно способу 500 удаляют металлический порошок 302 из пространства 108 для нахождения порошка после формирования первого слоя 304 и выбранного количества дополнительных слоев объекта 300 (блок 514). Предшествующий объект текущего абзаца находится в соответствии с примером 60 настоящего раскрытия, и пример 60 включает в себя объект любого из примеров 54-59, приведенных выше.
[00277] Удаление металлического порошка 302 из пространства 108 для нахождения порошка облегчает операцию по доводочной обработке поверхности и/или удалению объекта 300 с монтажной платформы 106 и отделения 138 для размещения порошка.
[00278] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, кроме того согласно способу 500 выполняют доводочную обработку поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 516). Предшествующий объект текущего абзаца находится в соответствии с примером 61 настоящего раскрытия, и пример 61 включает в себя объект примера 60, приведенного выше.
[00279] Доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает одну или более операций по доводочной обработке поверхности (например, обработку поверхности) по меньшей мере на части внешней поверхности 238 объекта 300 следом за изготовлением по аддитивной технологии и пока объект 300 расположен на монтажной платформе 106.
[00280] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев объекта 300 включает поворот монтажной платформы 106 относительно устройства 116 для доводочной обработки поверхности (блок 518). Предшествующий объект текущего абзаца находится в соответствии с примером 62 настоящего раскрытия, и пример 62 включает в себя объект примера 61, приведенного выше.
[00281] Поворот монтажной платформы 106 относительно устройства 116 для доводочной обработки поверхности приводит к повороту объекта 300 относительно устройства 116 для доводочной обработки поверхности, чтобы облегчить позиционирование различных частей первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (например, внешней поверхности 238) вблизи устройства 116 для доводочной обработки поверхности во время операции по доводочной обработке поверхности.
[00282] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает нагартовку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520а). Предшествующий объект текущего абзаца находится в соответствии с примером 63 настоящего раскрытия, и пример 63 включает в себя объект любого из примеров 61 и 62, приведенных выше.
[00283] Нагартовка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает улучшение свойств материала объекта 300.
[00284] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает дробеструйную обработку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520b). Предшествующий объект текущего абзаца находится в соответствии с примером 64 настоящего раскрытия, и пример 64 включает в себя объект любого из примеров 61-63, приведенных выше.
[00285] Дробеструйная обработка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает введение в объект 300 сжимаемого слоя остаточного напряжения и/или модифицирование механических свойств объекта 300.
[00286] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает шлифовку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520с). Предшествующий объект текущего абзаца находится в соответствии с примером 65 настоящего раскрытия, и пример 65 включает в себя объект любого из примеров 61-64, приведенных выше.
[00287] Шлифовка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает уплощение объекта 300 и/или придание формы объекту 300.
[00288] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает пескоструйную обработку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520d). Предшествующий объект текущего абзаца находится в соответствии с примером 66 настоящего раскрытия, и пример 66 включает в себя объект любого из примеров 61-65, приведенных выше.
[00289] Пескоструйная обработка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает сглаживание и/или окончательную обработку объекта 300.
[00290] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает абразивно-струйную обработку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520е). Предшествующий объект текущего абзаца находится в соответствии с примером 67 настоящего раскрытия, и пример 67 включает в себя объект любого из примеров 61-66, приведенных выше.
[00291] Абразивно-струйная обработка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает сглаживание объекта 300, придание ему шероховатости, придание ему формы и/или удаление загрязнений из объекта 300.
[00292] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает полировку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520f). Предшествующий объект текущего абзаца находится в соответствии с примером 68 настоящего раскрытия, и пример 68 включает в себя объект любого из примеров 61-67, приведенных выше.
[00293] Полировка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает сглаживание объекта 300 и/или придание ему блеска.
[00294] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает резку первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520g). Предшествующий объект текущего абзаца находится в соответствии с примером 69 настоящего раскрытия, и пример 69 включает в себя объект любого из примеров 61-68, приведенных выше.
[00295] Резка первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает отрезание материала от объекта 300 и/или придание формы объекту 300.
[00296] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43В, доводочная обработка поверхности первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 включает покрытие первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 (блок 520h). Предшествующий объект текущего абзаца находится в соответствии с примером 70 настоящего раскрытия, и пример 70 включает в себя объект любого из примеров 61-69, приведенных выше.
[00297] Покрытие первого слоя 304 и выбранного количества дополнительных слоев 310 объекта 300 облегчает нанесение декоративного покрытия, функционального покрытия или как декоративного, так и функционального покрытий на объект 300.
[00298] Со ссылкой, в целом, на ФИГ. 1А, 1В и 2-42 и, в частности, например, на ФИГ. 43А, кроме того согласно способу 500 выполняют дозированную подачу защитного газа 308 для защиты части металлического порошка 302, облучаемого источником 110 электромагнитной энергии в пространстве 108 для нахождения порошка (блок 522). Предшествующий объект текущего абзаца находится в соответствии с примером 71 настоящего раскрытия, и пример 71 включает в себя объект любого из примеров 54-70, приведенных выше.
[00299] Дозированная подача защитного газа 308 к части металлического порошка 302, облучаемого источником 110 электромагнитной энергии в пространстве 108 для нахождения порошка облегчает предотвращение окисления и/или устранение образования факелов во время облучения этой части металлического порошка 302 источником 110 электромагнитной энергии.
[00300] Примеры настоящего раскрытия могут быть описаны в контексте способа 1100 изготовления и обслуживания воздушного летательного аппарата, как показано на ФИГ. 44, и воздушного летательного аппарата 1102, как показано на ФИГ. 45. Во время подготовки к изготовлению проиллюстрированный способ 1100 может включать в себя разработку спецификации и проектирование (блок 1104) воздушного летательного аппарата 1102 и материальное снабжение (блок 1106). Во время производства может иметь место изготовление компонентов и сборочных узлов (блок 1108) и интеграция систем (блок 1110) воздушного летательного аппарата 1102. После этого, воздушный летательный аппарат 1102 может проходить через стадию сертификации и доставки (блок 1112) для ввода в эксплуатацию (блок 1114). При эксплуатации воздушный летательный аппарат 1102 может подпадать под регламентное техобслуживание и текущий ремонт (блок 1116). Регламентное техобслуживание и текущий ремонт могут включать в себя модернизацию, перенастройку, переоборудование и так далее одной или более систем воздушного летательного аппарата 1102.
[00301] Каждый из процессов проиллюстрированного способа 1100 может быть выполнен или осуществлен системным интегратором, третьей стороной, и/или оператором (например, заказчиком). В целях настоящего описания, системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество поставщиков, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
[00302] Как показано на ФИГ. 46, воздушный летательный аппарат 1102, изготовленный с помощью проиллюстрированного способа 1100, может включать в себя корпус 1118 с множеством высокоуровневых систем 1120 и внутреннюю часть 1122. Примеры высокоуровневых систем 1120 включают в себя одну или более из следующих систем: движительная система 1124, электрическая система 1126, гидравлическая система 1128 и система 1130 управления условиями окружающей среды. Любое количество других систем может быть включено. Несмотря на то, что показан пример, относящийся к аэрокосмической области, принципы, раскрытые в настоящем документе, могут применяться в других областях промышленности, таких как автомобилестроительная промышленность. Соответственно, в дополнение к воздушному летательному аппарату 1102, принципы, раскрытые в настоящем документе, могут применяться в других транспортных средствах, например, наземных транспортных средствах, морских транспортных средствах, космических транспортных средствах и т.д.
[00303] Устройство (устройства) и способ (способы), показанные или описанные в настоящем документе, могут быть использованы во время любого одного или более этапов способа 1100 изготовления и обслуживания. Например, компоненты или сборочные узлы, относящиеся изготовлению 1108 компонентов и сборочных узлов, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 1102. Также, один или более примеров устройства (устройств), способа (способов) или комбинаций могут быть использованы во время производственных этапов 1108 и 1110, например, путем по существу ускорения сборки или уменьшения стоимости воздушного летательного аппарата 1102. Аналогично, один или более примеров реализаций устройства или способа или их комбинации могут быть использованы, например и без ограничения, во время эксплуатации воздушного летательного аппарата 1102, например, при регламентном техобслуживании и ремонте (блок 1116).
[00304] Различные примеры устройства (устройств) и способа (способов), раскрытые в настоящем документе, включают в себя различные компоненты, признаки и функциональные средства. Следует понимать, что различные примеры устройства (устройств) и способа (способов), раскрытые в настоящем документе, могут включать в себя любые из компонентов, признаков и функциональных средств по любому из различных примеров устройства (устройств) и способа (способов), раскрытых в настоящем документе, в любой комбинации, и все из таких возможных вариантов предназначены для включения в объем и сущность настоящего раскрытия.
[00305] Многие модификации и другие примеры раскрытия, приведенного в настоящем документе, окажутся очевидными для специалистов в области техники, к которой относится изобретение, с получением преимущества, обеспечиваемого идеями, представленными в предшествующем описании и соответствующих чертежах.
[00306] На основании изложенного, следует понимать, что настоящее раскрытие не предназначено для ограничения представленными определенными примерами и что модификации и другие примеры предназначены для включения в объем прилагаемой формулы изобретения. Кроме того, хотя изложенное выше описание и связанные с ним фигуры чертежей описывают примеры настоящего раскрытия в контексте определенных иллюстративных комбинаций элементов и/или функций, следует понимать, что различные комбинации элементов и/или функций могут быть представлены в альтернативных реализациях без отхода от сущности и объема прилагаемой формулы изобретения.
Реферат
Группа изобретений относится к аддитивному изготовлению трехмерного объекта из металлического порошка. Устройство содержит отделение для размещения металлического порошка, источник электромагнитной энергии, выполненный с возможностью послойного плавления металлического порошка, монтажную платформу, по меньшей мере, частично ограничивающую пространство для нахождения порошка и выполненную с возможностью вертикального перемещения относительно источника электромагнитной энергии из внутренней части отделения для размещения порошка, и линейную направляющую, имеющую длину L1 и выполненную с возможностью поворота или вращения в горизонтальной плоскости вокруг вертикальной оси A. Источник электромагнитной энергии соединен с линейной направляющей с возможностью перемещения по траектории линейного перемещения вдоль линейной направляющей. Предложен также способ изготовления трехмерного объекта по аддитивной технологии из металлического порошка. Обеспечивается снижение трудоемкости и времени производственного цикла. 2 н. и 21 з.п. ф-лы, 47 ил.
Комментарии