Электрод для электроразрядной обработки поверхности, способ оценки электрода и способ электроразрядной обработки поверхности - RU2318638C2
Код документа: RU2318638C2
Чертежи















Описание
Область техники, к которой относится изобретение
Данное изобретение относится к электроду для электроразрядной обработки поверхности, предназначенному для создания импульсного электрического разряда между электродом и обрабатываемой деталью, находящейся в рабочей жидкости или в воздухе, с использованием в качестве электрода неспеченной прессовки, полученной посредством прессования металла, смеси металлов или керамического порошка, или неспеченной прессовки, полученной посредством нагревания для образования покрытия, которое состоит из вещества, полученного с использованием энергии электрического разряда и реакции материала электрода на поверхности обрабатываемой детали, и к способу оценки электрода для электроразрядной обработки поверхности. Данное изобретение относится также к способу электроразрядной обработки поверхности с использованием электрода для электроразрядной обработки поверхности.
Уровень техники
В настоящее время имеется большая потребность в износостойком покрытии, которое обладает смазывающей способностью в условиях высокой температуры, например использования в конструкции турбинных лопаток самолетного газотурбинного двигателя. На фиг.1 схематично показана конструкция турбинной лопатки самолетного газотурбинного двигателя. Как показано на фиг.1, множество соприкасающихся турбинных лопаток 1000 скреплены между собой с возможностью вращения вокруг вала (не изображен). Точки Р соприкосновения турбинных лопаток 1000 при вращении турбины в условиях высокой температуры соударяются и сильно изнашиваются.
В таких температурных условиях (700°С или выше) покрытие турбинных лопаток, имеющее стойкость к изнашиванию и смазывающую способность при обычной температуре, окисляется и почти неэффективно. Поэтому на каждой турбинной лопатке 1000 или т.п. образуют покрытие (толстую пленку), состоящую из материала сплава, который содержит металл, например Cr (хром) или Мо (молибден), для образования оксида, имеющего смазывающую способность в высокотемпературных условиях. Покрытие этого типа образуют с помощью способа сварки, способа термического напыления или т.п.
Операция, основанная на способе сварки, способе теплового напыления и т.п., выполняется вручную и требует соответствующей квалификации. Поэтому эту операцию нельзя выполнять как конвейерную, что увеличивает ее стоимость. Кроме того, в частности, способ сварки включает стадию интенсивного приложения тепла к обрабатываемой детали (далее - деталь). Поэтому способ сварки имеет недостатки из-за возможности образования сварной трещины или деформации, а производительность является низкой, если обрабатываемая деталь является тонкой или состоит из хрупкого материала, такого как монокристаллический сплав или сплав с управляемым направлением кристаллизации. Способ создания покрытия на поверхности детали с использованием импульсного электрического разряда (далее - электроразрядной обработки поверхности) раскрыт в патентном документе 1 и т.п. При электроразрядной обработке поверхности покрытие образуется посредством создания дугового разряда между обрабатываемой деталью и электродом, который состоит из неспеченной прессовки, полученной прессованием порошка до твердости мела, и посредством повторного затвердевания материала электрода, расплавленного этой электроразрядной дугой, на поверхности детали. Электроразрядная обработка поверхности привлекает внимание тем, что допускает конвейерное осуществление операций в отличие от способов сварки, термического напыления и т.п. При обычной электроразрядной обработке поверхности образуется покрытие, состоящее из твердого материала, такого как TiC (карбид титана), имеющего сопротивление изнашиванию при обычной температуре.
В последнее время выросла потребность в формировании не только твердого керамического покрытия, имеющего сопротивление изнашиванию при обычной температуре, но также в формировании толстой пленки в 100 мкм или более с использованием электроразрядной обработки поверхности, которую можно выполнять в виде конвейерной операции без необходимости ручной и квалифицированной работы.
Однако способ, раскрытый в патентном документе 1, направлен, в основном, на образование тонкой пленки, обладающей сопротивлением изнашиванию при обычной температуре. С помощью этого способа нельзя получать покрытие, имеющие сопротивление изнашиванию или смазывающую способность в условиях высокой температуры. Известно, что при формировании толстой пленки с помощью электроразрядной обработки поверхности подача материала со стороны электрода приваривание подаваемого материала на поверхность детали и соединение подаваемого материала с материалом детали наиболее сильно влияют на рабочие характеристики покрытия. Однако в патентном документе 1 не указывается количество подаваемого материала, необходимое для формирования толстой пленки, состояние электрода и рабочие условия.
Величина подачи материала электрода во время электроразрядной обработки поверхности раскрыта в обычной технологии, хотя эта технология относится к формированию тонкой пленки (смотри, например, непатентный документ 2). Согласно документу 2, тонкая пленка образуется с помощью электроразрядной обработки поверхности посредством перемещения материала электрода на деталь за счет единственного разряда и за счет увеличения числа частей, покрытых материалом электрода или модифицированным материалом электрода на обрабатываемой детали с помощью множества электрических разрядов.
Патентный документ 1 - Международная публикация №99/58774.
Непатентный документ 1 - Akihiro Goto et. al., Development of Electrical Coating Method, Proc. International Symposium for Electro-machining (ISEM 13), 2001.
Данное изобретение выполнено с учетом этих обстоятельств. Задачей данного изобретения является создание электрода для электроразрядной обработки поверхности, который может устойчиво формировать толстое, плотное покрытие с помощью электроразрядной обработки поверхности. Другой задачей данного изобретения является создание способа оценки способности электрода при электроразрядной обработке поверхности формировать толстое покрытие. Еще одной задачей данного изобретения является создание способа электроразрядной обработки поверхности с использованием электрода для электроразрядной обработки поверхности.
Раскрытие изобретения
Для решения указанных задач согласно одному аспекту данного изобретения создан способ оценки электрода для электроразрядной обработки поверхности полученного посредством прессования металла, смеси металлов или керамического порошка, или другой неспеченной прессовки при нагревании путем электрического разряда между обрабатываемой деталью, помещенной в рабочую жидкость или в воздух, и формирования покрытия, состоящего из материала электрода или вещества, полученного посредством реакции материала электрода с поверхностью обрабатываемой детали при электроразряде, при этом оценку способности электрода наносить покрытие осуществляют путем определения количества материала электрода, наносимого на поверхность обрабатываемой детали при единичном электрическом разряде.
Согласно другому аспекту данного изобретения, способ оценки электрода для электроразрядной обработки поверхности включает изготовление контрольного электрода посредством прессования металла, смеси металлов или керамического порошка; осуществление единичного электрического разряда между обрабатываемой деталью и изготовленным электродом; наблюдение следа единичного электрического разряда, образованного на поверхности обрабатываемой детали; и определение на основе результата наблюдения способности электрода, изготовленного в тех же условиях, что и контрольный электрод, формировать покрытие при электроразрядной обработке поверхности.
Кроме того, для решения указанной задачи согласно еще одному аспекту данного изобретения предложен электрод для электроразрядной обработки поверхности путем создания электрического разряда между электродом и обрабатываемой деталью, помещенной в рабочую жидкость или в воздух, при этом электрод выполнен в виде неспеченной прессовки, полученной посредством прессования металла, смеси металлов или керамического порошка, или другой неспеченной прессовки, полученной посредством нагревания, и предназначен для формирования покрытия, состоящего из материала электрода или вещества, полученного посредством реакции материала электрода с поверхностью обрабатываемой детали при электроразряде, причем нанесение материала электрода на поверхность обрабатываемой детали осуществляется посредством единичного электрического разряда в виде дуги.
Кроме того, для решения указанной задачи согласно еще одному аспекту данного изобретения создан способ электроразрядной обработки поверхности для формирования покрытия, состоящего из материала электрода или вещества, полученного посредством реакции материала электрода с поверхностью обрабатываемой детали, при этом создание электрического разряда между электродом и обрабатываемой деталью, помещенной в рабочую жидкость или в воздух, осуществляют с использованием электрода в виде неспеченной прессовки, полученной посредством прессования металла, смеси металлов или керамического порошка, или другой неспеченной прессовки, полученной посредством нагревания, и для нанесения материала электрода на поверхность обрабатываемой детали повторяют единичный электрический разряд в виде дуги с целью образования покрытия на поверхности обрабатываемой детали.
Краткое описание чертежей
На чертежах изображено:
фиг.1 - конструкция турбинных лопаток в самолетном газотурбинном двигателе;
фиг.2 - схема электроразрядной обработки поверхности с помощью устройства для электроразрядной обработки поверхности;
фиг.3 - форма следа единичного электрического разряда при подходящей подаче порошка, отделяемого от электрода;
фиг.4 - форма следа единичного электрического разряда при излишней подаче порошка, отделяемого от электрода;
фиг.5 - форма следа единичного электрического разряда при недостаточной подаче порошка, отделяемого от электрода;
фиг.6 - графическая схема процесса изготовления электрода для электроразрядной обработки поверхности;
фиг.7 - соотношение между толщиной покрытия и температурой нагревания электрода для электроразрядной обработки поверхности;
фиг.8 - фотография сканирующим электронным микроскопом поперечного сечения покрытия, образованного при электроразрядной обработке поверхности с использованием электрода, изготовленного при температуре 300°С;
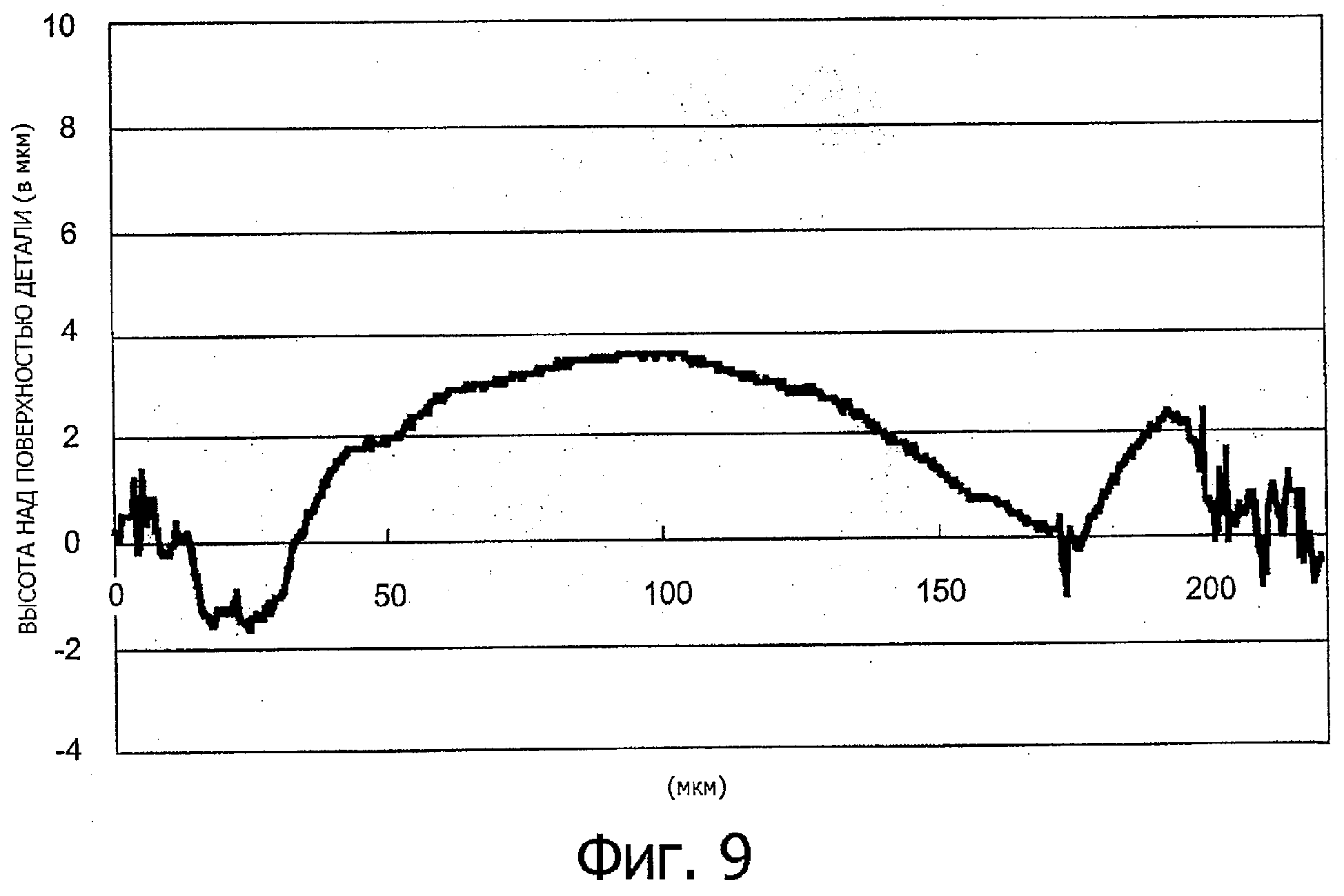
фиг.9 - результат измерения формы следа единичного электрического разряда с использованием трехмерного лазерного микроскопа при выполнении электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре 300°С;
фиг.10 - результат измерения формы следа единичного электрического разряда с использованием трехмерного лазерного микроскопа при выполнении электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре 350°С;
фиг.11 - блок-схема устройства для электроразрядной обработки поверхности, используемого для оценки электрода для электроразрядной обработки поверхности;
фиг.12 - фотография сканирующим электронным микроскопом порошка сплава после размола с помощью шаровой мельницы;
фиг.13 - фотография поперечного сечения покрытия, образованного с помощью электрода при температуре 700°С;
фиг.14 - результат измерения формы следа единичного электрического разряда с использованием электрода, изготовленного при температуре 730°С;
фиг.15 - результат измерения формы следа единичного электрического разряда с использованием электрода, изготовленного при температуре 750°С;
фиг.16 - соотношение между температурой нагревания электрода и толщиной покрытия при непрерывном генерировании электрических разрядов;
фиг.17 - фотография сканирующим электронным микроскопом покрытия, образованного посредством электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре 730°С, после шлифования покрытия.
Осуществление изобретения
Ниже со ссылками на прилагаемые чертежи приводится подробное описание примеров выполнения электрода для электроразрядной обработки поверхности, способа оценки электрода для электроразрядной обработки поверхности, а также способа электроразрядной обработки поверхности, согласно данному изобретению.
Свойства, которыми должны обладать толстая пленка, образованная посредством электроразрядной обработки поверхности, согласно данному изобретению, включают сопротивление изнашиванию, смазочную способность и т.п. в условиях высокой температуры. Данное изобретение применимо, в основном, к компонентам, используемым в высокотемпературных условиях. Для формирования такой толстой пленки используется электрод для электроразрядной обработки поверхности (называемый в последующем просто электрод), полученный посредством прессования порошка, который состоит, в основном, из металлических компонентов, таких как хром или молибден, и проведения, при необходимости, тепловой обработки полученной неспеченной прессовки, в отличие от электрода для обычной электроразрядной обработки поверхности, который состоит из керамических материалов для образования твердого керамического покрытия, проявляющего сопротивление изнашиванию и т.п. при обычной температуре.
В ходе экспериментов, проведенных авторами данного изобретения, было установлено, что подача материала со стороны электрода, приваривание подаваемого материала к поверхности детали и соединение подаваемого материала с материалом детали больше всего влияют на рабочие характеристики покрытия. Подача материала со стороны электрода должна обеспечить заданное свойство электрода, такое как пониженная твердость, и исключить колебания твердости электрода для получения равномерной твердости.
Низкая твердость электрода требуется потому, что необходимо подавать большое количество материала электрода на деталь с помощью электроразрядного импульса. Твердость электрода должна быть равномерной потому, что в противном случае будет изменяться количество подаваемого материала электрода. В результате меняются условия формирования покрытия, и становится невозможным создание покрытия с равномерной толщиной. Это требование существенно только для процесса образования толстой пленки, при котором невозможно обеспечить равномерную толщину покрытия без равномерной подачи большого количества материала электрода в обрабатываемую зону, в отличие от процесса образования тонкой пленки, при котором твердость электрода оказывает на покрытие малое влияние, даже когда электрод в некоторой степени неоднороден.
Сначала приводится пояснение, в общих чертах, способа электроразрядной обработки поверхности и используемого для этого устройства для электроразрядной обработки поверхности, согласно данному изобретению. На фиг.2 показана схема электроразрядной обработки поверхности с помощью устройства для электроразрядной обработки поверхности. Устройство 1 для электроразрядной обработки поверхности включает обрабатываемую деталь 11 (далее - деталь), на которой следует образовать покрытие 14, электрод 12 для формирования покрытия 14 на поверхности детали 11 и источник 13 электропитания, который электрически соединен как с деталью 11, так и с электродом 12 и который подает на них напряжение для создания электроразрядной дуги. Если электроразрядная обработка поверхности выполняется в жидкости, то дополнительно предусмотрена ванна 16 с рабочей жидкостью 15, такой как масло, в которую помещают деталь 11 и части электрода 12, при этом указанная часть электрода обращена к детали 11. Если электроразрядная обработка поверхности выполняется в воздухе, то деталь 11 и электрод 12 располагают в рабочей атмосфере. Следует отметить, что на фиг.2 и в последующем описании в качестве примера электроразрядная обработка поверхности выполняется в рабочей жидкости 15, а расстояние между противолежащими торцевыми поверхностями электрода 12 и детали 11 называется расстоянием между анодом и катодом.
Ниже приводится описание способа электроразрядной обработки поверхности, осуществляемого с помощью описанного устройства для электроразрядной обработки поверхности. При электроразрядной обработке поверхности деталь 11, на которой должно быть образовано покрытие, выбирается в качестве анода. В качестве катода устанавливается электрод 12, полученный посредством прессования металлического или керамического порошка со средним диаметром частиц в несколько микрометров и, при необходимости, посредством проведения тепловой обработки с образованием неиспеченной прессовки. Между анодом и катодом создается электрический разряд, а управляющий механизм (не изображен) управляет расстоянием между анодом и катодом, не допуская их соприкосновения в рабочей жидкости 15.
Когда между электродом 12 и деталью 11 создается электрический разряд, то часть 21 электрода, расплавленная вызванной этим электрическим разрядом ударной или электростатической силой, отделяется от электрода 12 и перемещается в направлении поверхности детали 11. Расплавленная часть 21 электрода снова затвердевает и становится покрытием 14 при достижении поверхности детали 11.
Если количество порошка 21, отделяемое от электрода, достаточно, то весь отделенный от электрода порошок 21 расплавляется на столбе вольтовой дуги и снова затвердевает с образованием покрытия 14 на поверхности детали 11. В это время поверхность детали 11 также расплавлена за счет тепла в столбе дуги, что обеспечивает сильное соединение между покрытием 14 и деталью 11. С помощью единичного электрического разряда образуется след. На фиг.3 показана форма электроразрядного следа единичного электрического разряда при подходящем количестве подаваемого порошка, отделяемого от электрода. Как показано на фиг.3, если подаваемое количество порошка 21, отделенного от электрода, является подходящим, то электроразрядный след 31 имеет конусообразную форму (эллипсообразную) с наибольшей высотой в центре электроразрядного следа 31. Покрытие, образованное совокупностью электроразрядных следов 31, образованных в результате электрических разрядов, получается компактным.
С другой стороны, если количество порошка 21, отделяемого от электрода 12, является чрезмерным, то отделяемый от электрода порошок 21 не полностью расплавлен во время движения к поверхности детали 11. В результате нерасплавленный порошок 21, отделенный от электрода, попадает на деталь 11. На детали 11 не образуется расплавленная зона, даже если нерасплавленный порошок 21, отделенный от электрода, перемещается на поверхность детали 11. В результате порошок 21, перемещенный с электрода, не соединяется с деталью 11, и покрытие 14 получается слабым, так что его можно стереть рукой. На фиг.4 показана форма следа единичного электроразряда при чрезмерной подаче отделенного от электрода порошка. Как показано на фиг.4, электроразрядные следы, образованные единичным электроразрядом, имеют нерегулярные формы, так что совокупные следы 31 легко снимаются под действием внешнего удара.
Если количество порошка 21, отделяемого от электрода, является недостаточным, а температура столба дуги остается высокой, то часть электродного материала испаряется, и порошок 21 слабо накапливается на детали 11 (т.е. покрытие является настолько тонким, что его незаметно). На фиг.5 показана форма следа единичного электроразряда, если количество порошка, отделяемого от электрода, является недостаточным. Как показано на фиг.5, форма следа 31 единичного электроразряда похожа на кратер в центре электроразрядного следа 31 с возвышением вокруг него. Если количество порошка 21, отделяемого от электрода, является небольшим, то электродный материал нельзя подавать на деталь 11, и происходит удаление материала с детали 11.
Ниже приводится описание способа изготовления электрода 12, используемого при электроразрядной обработке поверхности. На фиг.6 показана графическая схема процесса изготовления электрода для электроразрядной обработки поверхности. Сначала коммерчески доступный порошок, имеющий средний диаметр сферических частиц в несколько десятков микрометров и состоящий из металла, смеси металлов или керамики, размалывают до среднего диаметра частиц 3 мкм или меньше с помощью перемалывающих машин, таких как шаровая мельница (на стадии S1). Порошок при малом размере частиц имеет тенденцию к образованию агломератов. Поэтому, если необходимо измельчать порошок до среднего диаметра частиц в несколько микрон, то порошок обычно перемалывают в жидкости, такой как ацетон, этанол, вода или т.п. При помоле порошка в воде необходимо испарять жидкость и высушивать порошок после окончательного помола (на стадии S2). Высушенный порошок агломерируется в большую массу. Для разламывания массы ее просеивают через сито, имеющее размер ячеек (около 0,3 мм), меньший, чем расстояние между анодом и катодом (на стадии S3).
Ниже приводится описание процесса просеивания размолотого порошка на стадии S3. При электроразрядной обработке поверхности напряжение между электродом 12 и деталью 11 для создания электроразряда обычно находится в диапазоне от 80 до 300 В. При таком напряжении расстояние между электродом 12 и деталью во время электроразрядной обработки поверхности составляет около 0,3 мм. Как указывалось выше, агломерированная масса, составляющая электрод 12, отделяется от электрода с помощью дугового электроразряда, создаваемого между анодом и катодом. Если размер частицы электродного материала, отделяемого при электроразряде, больше расстояния между анодом и катодом (0,3 мм), то между анодом и катодом возникает короткое замыкание. Посредством просеивания массы через сито, так что размер частиц становится равным или меньше 0,3 мм, агломерированная масса исключается из использования в качестве электродного материала. Пока размер частиц равен или меньше расстояния между анодом и катодом (0,3 мм), можно создавать следующий электрический разряд, даже если частица, по размеру равная или меньше 0,3 мм, присутствует между анодом и катодом. Кроме того, электрический разряд образуется между частями на коротком расстоянии. Поэтому электрический разряд создается в части, в которой присутствует частица, и частица может легко разламываться на куски за счет тепловой энергии или ударной силы, создаваемой в результате электрического разряда. Кроме того, электродный материал, который был просеян и разломан на куски, можно удовлетворительно смешивать с воском на следующей стадии. Поэтому такой электродный материал является предпочтительным для улучшения прессуемости электрода.
После этого для улучшения передачи давления при последующем прессовании порошка смешивают воск (парафин) с порошком в концентрации около 1-10 мас.% (на стадии S4). При смешивании порошка с воском можно улучшить его прессуемость. Однако поскольку порошок снова покрывается жидкостью, то порошок агломерируется в большую массу за счет действия межмолекулярных или электростатических сил. Снова агломерированную массу (на стадии S5) просеивают для разделения массы на куски. Способ просеивания массы идентичен способу на стадии S3.
Полученный порошок помещают в прессовочную машину, так что порошок формируется в заданную форму посредством прессования или компрессионного прессования (стадия S6). Спрессованный порошок, полученный посредством прессования порошка, изымают из формовочной машины и нагревают в вакуумной печи или в печи с атмосферой азота (стадия S7). Во время нагревания присутствующий в электроде воск испаряется и удаляется из электрода. Если температуру нагревания повышают, то электрод становится тверже, а если температуру нагревания понижают, то электрод становится мягче. Кроме того, если диаметр частиц электродного материала меньше, то электрод становится тверже, а если диаметр частиц электродного материала больше, то электрод становится мягче. Тем самым завершается изготовление электрода в виде проводящей неспеченной прессовки.
На стадии S1 помола порошка сферический порошок металла или керамики со средним диаметром частиц в несколько десятков микрометров размалывают в средний диаметр частиц 3 мкм или меньше в жидкости с помощью размалывающей машины, такой как шаровая мельница. На стадии S2 жидкость сушат. Однако, если порошок со средним диаметром частиц 3 мкм является коммерчески доступным, то можно отказаться от стадии S1 помола и стадии S2 сушки. Примеры коммерчески доступного порошка со средним диаметром частиц 3 мкм или меньше включают кобальт, никель или их сплавы, которые трудно окисляются, оксиды, керамические материалы и т.п. Если используется порошок, имеющий высокую прессуемость, то нет необходимости смешивать порошок с воском на стадии S4 смешивания и поэтому можно отказаться также от стадии S5 просеивания.
Для сравнения, даже в случае отказа от стадии S1 помола и использования без обработки порошка со средним диаметром частиц, например, в несколько десятков микрометров можно формировать электрод для электроразрядной обработки поверхности. Однако такой электрод обладает неравномерной твердостью, т.е. высокой твердостью поверхности и низкой твердостью центральной части. То есть такой электрод не пригоден для образования толстой пленки.
Неравномерность твердости электрода возникает вследствие следующих причин. Обычно при прессовании порошка давление передается от порошка, находящегося в контакте с поверхностью пресса или поверхностью формы, в направлении внутрь электрода, и порошок слегка перемещается. В этот момент, если средний диаметр частиц порошка большой и составляет около нескольких десятков микрометров, то между частицами порошка образуется большое пространство. Порошок, находящийся в контакте с поверхностью пресса или поверхностью формы (порошок на поверхности электрода), перемещается для заполнения пространства, плотность частиц на поверхности электрода увеличивается, и увеличивается трение на этой поверхности. А именно, если порошок крупный, то сила противодействия силе прессования может оказываться лишь на поверхности электрода, и давление не передается внутрь электрода. В результате твердость электрода неоднородна.
Ниже приводится описание специальных примеров электродного материала, с помощью которого можно образовывать толстую пленку. В первом варианте выполнения поясняется пример изготовления электрода с использованием коммерчески доступного порошка кобальта со средним диаметром частиц 1 мкм. Электрод изготавливается в соответствии с графической схемой, показанной на фиг.6. С учетом высокой прессуемости порошка кобальта порошок формируют при заданном давлении прессования без использования воска. Полученный спрессованный порошок нагревают в вакуумной печи в течение 1 часа и получают электрод, имеющий диаметр 18,2 мм и длину 30,5 мм. Для сравнения рабочих характеристик электродов их изготавливают при температурах нагревания 100°С, 300°С и 350°С, соответственно.
В качестве примера ниже приводится результат электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре нагревания 300°С. В этом примере при предположении, что сторона электрода является катодом, а сторона детали анодом, непрерывно создаются электрические разряды в условиях импульсных электрических разрядов при различных комбинациях пикового тока, например от 5 до 20 А, и длительности электрических разрядов (ширине импульсов электроразрядов), например от 4 до 100 мкс. Дополнительно к этому, обработку выполняют в течение 5 минут. При этих условиях импульсных электрических разрядов размер (диаметр) электроразрядных следов изменяется в соответствии с условиями электроразрядных импульсов, но форма электроразрядного следа остается в виде дуги эллипса. А именно электроразрядный след изменяется аналогично пиковому току и длительности электрического разряда. Другими словами, электрод, изготовленный при температуре нагревания 300°С, можно использовать для процесса накопления без изменения условий обработки (условий импульсного электрического разряда).
На фиг.7 показано соотношение между толщиной покрытия и температурой нагревания электрода для электроразрядной обработки поверхности при пиковом токе 12 А и длительности электрического разряда (ширине импульса электрического разряда) около 4 мкс. На чертеже горизонтальная ось указывает температуру нагревания (в °С) электрода, а по вертикальной оси указана толщина (в мм) покрытия, образованного на поверхности детали, если электроразрядная обработка поверхности выполняется с использованием электрода, который подвергался тепловой обработке, указанной на горизонтальной оси. Как показывает результат, относящийся к нагреванию кобальта, проиллюстрированный на чертеже, если температура нагревания во время изготовления электрода составляла 100°С или 300°С, то на поверхности детали можно формировать (можно выполнять процесс накопления) покрытие, имеющее толщину пленки около 0,1 мм. Если температура нагревания во время изготовления электрода составляет 350°С, то на поверхности детали покрытие не образуется, приводя к процессу удаления материала с детали.
Рассмотрим состояние покрытий, образованных посредством электроразрядной обработки поверхности с использованием электродов, изготовленных при температуре нагревания 100°С и 300°С, соответственно. Покрытие, образованное с помощью электрода, изготовленного при температуре нагревания 100°С, стирается рукой. В противоположность этому, покрытие, образованное с помощью электрода, изготовленного при температуре нагревания 300°С, сформировано посредством накопления электроразрядных следов, показанных на фиг.3, и выполнено компактно, как указывалось выше. На фиг.8 показана выполненная сканирующим электронным микроскопом фотография поперечного сечения покрытия, образованного посредством электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре нагревания 300°С. Как показано на фиг.8, образованное на детали покрытие является компактным покрытием без пор.
Таким образом, для образования плотного покрытия с помощью электроразрядной обработки поверхности с использованием электрода, изготовленного из порошка кобальта со средним диаметром частиц 1 мкм, эффективным является использование электрода, если след единичного электрического разряда имеет форму дуги эллипса, т.е. эффективного использование электрода для электроразрядной обработки поверхности, полученного посредством прессования порошка кобальта и последующего нагревания спрессованного порошка кобальта при температуре 300°С.
Согласно первому варианту выполнения на основании формы следа единичного электрического разряда можно определять способность электрода формировать плотную толстую пленку. Если порошок кобальта имеет средний диаметр частиц 1 мкм, то плотную толстую пленку можно формировать посредством нагревания спрессованного порошка, полученного посредством компрессионного прессования при температуре 300°С.
Если материал или размер частиц порошка изменяется, то необходимо изготавливать электрод при других условиях, формировать покрытие с помощью электроразрядной обработки поверхности с использованием таких электродов и оценивать условия, при которых электрод может образовывать плотное толстое покрытие. Это требует значительных затрат труда и времени.
Кроме того, даже если электрод изготавливается с использованием порошка из того же материала и тем же способом, объем порошкового агрегата изменяется в зависимости от сезона (температуры и влажности). Поэтому в этом случае также, как при изменении материала или размера частиц порошка, необходимо оценивать электроды для определения их способности создавать покрытия с помощью электроразрядной обработки поверхности. Если каждый электрод изготавливается с использованием 30 г порошка одного и того же материала и посредством прессования с использованием, например, формы с диаметром 18,2 мм и длиной 30,5 мм, то давление прессования различно летом и зимой.
Поэтому, согласно второму варианту выполнения данного изобретения, предложен способ оценки электродов для электроразрядной обработки поверхности, изготовленных при разных условиях. С помощью этого способа можно определять, могут ли соответствующие электроды для электроразрядной обработки поверхности формировать плотные покрытия.
Ниже поясняется принцип оценки электрода для электроразрядной обработки поверхности согласно второму варианту выполнения. Оценку электрода осуществляют посредством наблюдения состояния следа единичного электрического разряда с учетом того, что покрытие формируется посредством накопления единичных электроразрядных следов, полученных в результате единичных импульсных электрических разрядов. А именно можно получать форму каждого единичного электроразрядного следа, когда образуется плотное покрытие, и форму каждого единичного электроразрядного следа, когда плотное покрытие не образуется. Дополнительно к этому наблюдают единичные электроразрядные следы, образованные с использованием различно изготовленных электродов, на основании чего определяют, могут ли соответствующие электроды образовывать плотные покрытия. В частности, если форма единичного электроразрядного следа является формой, с помощью которой может быть образовано плотное покрытие, то это также определяет, что покрытие, образованное посредством накопления этих единичных электроразрядных следов, будет плотным. Понятие "форма единичного электроразрядного следа, с помощью которой может быть образовано плотное покрытие", означает, что форма боковой поверхности единичного электроразрядного следа является формой дуги эллипса, показанной на фиг.3, согласно первому варианту выполнения. Понятие "форма единичного электроразрядного следа, с помощью которой не может быть образовано плотное покрытие", проиллюстрировано на фиг.4 и 5.
Ниже приводится пояснение способа оценки электрода для электроразрядной обработки поверхности с помощью специальных примеров. Коммерчески доступный порошок кобальта со средним диаметром частиц 1 мкм формируют с помощью заданного давления прессования без использования воска. Полученный спрессованный порошок нагревают в вакуумной печи в течение 1 часа и получают электрод, имеющий диаметр 1 мм и длину 10 мм. Для сравнения рабочих характеристик электродов их изготавливают при температурах нагревания 100°С, 300°С и 350°С, соответственно.
Ниже приводится описание результатов выполнения электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре нагревания 300°С, аналогично первому варианту выполнения. В этом случае, при предположении, что электрод является катодом, а деталь - анодом, непрерывно создается единичный импульсный электрический разряд в условиях импульсных электрических разрядов при различных комбинациях пикового тока, например от 5 до 20 А, и длительности электрических разрядов (ширине импульсов электроразрядов), например от 4 до 100 мкс. При этих условиях импульсных электрических разрядов размер (диаметр) электроразрядного следа изменяется в соответствии с условиями импульсных электроразрядов, но форма электроразрядного следа остается в виде дуги эллипса. А именно электроразрядный след изменяется аналогично пиковому току и длительности электрического разряда. Другими словами, на электрод, который может образовывать электроразрядный след формы эллипса, не влияют условия работы (условия импульсных электроразрядов).
На фиг.9 показан результат измерения формы единичного электроразрядного следа с помощью трехмерного лазерного микроскопа при электроразрядной обработке поверхности, при пиковом токе 12 А и времени электрического разряда (ширине импульса электрического разряда) около 64 мкс. Как показано на фиг.9, единичный электроразрядный след, образованный при выполнении электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре нагревания 300°С, конической формы с наличием возвышения в центре, форма которого сходна с формой дуги эллипса, показанной на фиг.3.
Если электроразрядная обработка поверхности выполняется в условиях импульсных электроразрядов с использованием электрода, изготовленного при температуре нагревания 100°С, то на поверхности детали образуется покрытие посредством накопления электроразрядных следов. Однако такое покрытие стирается рукой. В результате электроразрядные следы удаляются и их форму нельзя наблюдать.
На фиг.10 показан результат измерения формы единичного электроразрядного следа с помощью трехмерного лазерного микроскопа при выполнении электроразрядной обработки поверхности при пиковом токе 12 А и длительности электрического разряда (ширине импульса электрического разряда) около 64 мкс, с использованием электрода, изготовленного при температуре нагревания 350°С. Как показано на фиг.10, единичный электроразрядный след, образованный при выполнении электроразрядной обработки поверхности при этих условиях, имеет форму кратера, углубленного в центре и возвышенного по краям, при этом форма аналогична форме, показанной на фиг.5.
Было обнаружено следующее соотношение между обработкой, выполненной с образованием покрытия, согласно первому варианту выполнения, и единичными электроразрядными следами, согласно второму варианту выполнения. Для образования плотного покрытия необходимо накапливать единичные электроразрядные следы и поэтому выбирать электрод, с помощью которого состояние единичного электроразрядного следа является состоянием, в котором единичные электроразрядные следы накапливаются в виде дуг эллипсов. А именно, если используется электрод, с помощью которого можно накапливать покрытие с помощью единичных электроразрядов, то можно образовывать плотное покрытие.
Ниже приводится пояснение способа оценки электрода для электроразрядной обработки поверхности, согласно второму варианту выполнения с помощью указанного выше способа. В этом втором варианте выполнения изготавливают электроды с различными количествами парафина (воска), давлениями и температурами нагревания во время изготовления электродов, имеющих каждый диаметр около 1 мм. Размер столба дуги на поверхности электрода, служащего в качестве катода, при создании электрического разряда составляет максимально около 0,3 мм в диаметре. Поэтому достаточно иметь электрод с диаметром 1 мм. С использованием такого электрода создают единичный электрический разряд.
На фиг.11 показана блок-схема устройства для электроразрядной обработки поверхности, используемого для способа оценки электрода для электроразрядной обработки поверхности, согласно второму варианту выполнения. Устройство 1а электроразрядной обработки поверхности включает схему 41 обнаружения электроразряда, которая обнаруживает наличие электрического разряда между электродом 12 и деталью 11, а также те же составляющие элементы, что и в показанном на фиг.2 первом варианте выполнения. Одинаковыми позициями обозначены соответствующие показанным на фиг.2 части и дополнительное их описание не приводится.
Схема 41 обнаружения электроразряда обнаруживает наличие электрического разряда между электродом 12 и деталью 11. Схема 41 выполнена с возможностью передачи сигнала 5 В в источник 13 электропитания, когда обнаруживается напряжение между анодом и катодом, и приложенное напряжение непосредственно перед началом электрического разряда равно или меньше 50 В. Дополнительно к этому источник 13 электропитания прекращает подачу напряжения между анодом и катодом при приеме сигнала из схемы 41 обнаружения электроразряда.
При таком выполнении напряжение между анодом и катодом с начала электроразряда резко уменьшается, приблизительно, с 80 В до 20 В. Схема 41 обнаружения электроразряда обнаруживает это падение напряжения и передает сигнал 5 В в источник 13 электропитания. При приеме этого сигнала источник 13 электропитания прекращает подачу напряжения между анодом и катодом. Таким образом, создается единичный электрический разряд.
После создания единичного электрического разряда между анодом и катодом наблюдают с помощью наблюдательного устройства, такого как микроскоп, электроразрядный след (единичный электроразрядный след), образованный на детали 11. Дополнительно к этому, оценивается количество подачи (количество накопления) материала электрода, подаваемого с электрода 12, с помощью кривой приближения или интегральной обработки. Для оценки формы поперечного сечения электроразрядного следа выполняются, например, аппроксимации со второго до шестого порядка, и уравнения этих аппроксимирующих кривых интегрируются, за счет чего вычисляется количество накопленного электродного материала на детали 11. За счет единичного электрического разряда можно оценивать, может ли конкретный электрод образовывать плотное покрытие.
В этом примере вычисляется количество накопления электродного материала на детали 11 посредством единичного электрического разряда.
В качестве альтернативного решения можно оценивать способность каждого электрода образовывать плотное покрытие на основе лишь формы единичного электроразрядного следа без вычисления количества накопления. Это возможно потому, что форма единичного электроразрядного следа, который способен образовывать плотное покрытие, ограничивается эллиптической формой, показанной на фиг.3. Таким образом, после обнаружения электроразрядного следа, имеющего показанную на фиг.3 форму, образованного в результате единичного электрического разряда с использованием соответственным образом изготовленного электрода 12, электрод, подлежащий использованию, можно изготавливать при тех же условиях, что и электрод 12.
Согласно второму варианту выполнения, сначала изготавливают небольшой электрод, а затем с помощью единичных электроразрядных следов, полученных от единичного разряда с использованием этого электрода, оценивают, способен ли этот электрод создавать плотное покрытие. Если создавать покрытие и на основании его анализа делать оценку о способности электрода формировать плотное покрытие, то это занимает некоторое время (от 5 до 15 минут). В противоположность этому, в соответствии со вторым вариантом выполнения, единичный электроразряд заканчивается мгновенно, и можно посредством наблюдения формы единичного электроразрядного следа быстро оценить, является ли электрод подходящим для формирования плотного покрытия. Таким образом можно повысить эффективность изготовления электродов.
Кроме того, для определения, является ли созданное покрытие плотным, следует изучить поперечное сечение покрытия на детали с помощью стереоскопа или электронного микроскопа. Согласно второму варианту выполнения можно мгновенно оценить, является ли электрод оптимальным, лишь посредством наблюдения формы единичного электроразрядного следа на поверхности с использованием лазерного микроскопа. При этом нет необходимости в разрушении детали с целью получения ее поперечного сечения. Кроме того, достаточно, чтобы контрольный электрод имел площадь, необходимую для создания столба дуги, и поэтому оцениваемый электрод может быть небольшим. За счет этого можно снизить стоимость изготовления электрода и стоимость материала для электрода. Естественно, можно с самого начала изготовить электрод с действительными размерами, создать единичный электрический разряд с использованием этого электрода и определять на основе анализа электроразрядного следа способность электрода создавать плотное покрытие.
Ниже приводится пояснение примера проведения эксперимента согласно третьему варианту выполнения данного изобретения с использованием электродного материала, отличного от материала, используемого во втором варианте выполнения. В качестве электродного материала используется порошок сплава, состоящего из 28 мас.% молибдена, 17 мас.% хрома, 3 мас.% кремния и остаточного количества кобальта. В качестве альтернативного решения, можно вместо указанного порошка использовать порошок сплава, состоящего из 28 мас.% хрома, 5 мас.% никеля, 19 мас.% вольфрама и остаточного количества кобальта, или порошок сплава, состоящего из 25 мас.% хрома, 10 мас.% никеля, 7 мас.% вольфрама, 0,5 мас.% углерода и остаточного количества кобальта или т.п.
Электрод для электроразрядной обработки поверхности изготавливают с использованием порошка сплава в соответствии с графической схемой, показанной на фиг.6. На стадии S1 помола порошок сплава, имеющий указанный выше состав, перемалывают с помощью шаровой мельницы. Шаровая мельница представляет собой машину, в которой между контейнером помола и ротором размещено 1,7 кг шариков с диаметром 1 мм и имеется перемешивающий стержень, прикрепленный к ротору, который вращается для приведения шариков во вращение с большой скоростью. Для исключения агрегирования за счет взаимного соединения частиц порошка электродный порошок смешивают с ацетоном или этанолом. Эта смесь проходит через зону, в которой перемешиваются шарики, с целью размалывания порошка между шариками, за счет чего уменьшается размер частиц порошка. Шаровая мельница устроена так, что смесь временно удаляется из контейнера помола, но затем возвращается в контейнер, так что смесь несколько раз циркулирует в зоне помола шаровой мельницы. Порошок размалывают в течение 6 часов при вращении ротора с окружной скоростью 10 м/с.
На фиг.12 показана фотография, сделанная сканирующим электронным микроскопом, порошка сплава, размолотого в шаровой мельнице при указанных условиях. Как показано на этой фотографии, порошок, размолотый в шаровой мельнице, имеет чешуйчатую форму со средним диаметром частиц около 0,7 мкм.
В качестве альтернативного решения можно вместо шаровой мельницы использовать вибрационную мельницу, в которой материал, подлежащий помолу, шары и растворитель помещают в контейнер и вибрируют, за счет чего уменьшают размер порошка, или планетарную шаровую мельницу, в которой материал, подлежащий помолу, шары и растворитель помещают во вращаемый контейнер, и в которой основание, на котором установлен контейнер, вращают вместе с контейнером. Даже при использовании одной из этих машин порошок размалывается подобно порошку, размолотому с помощью шаровой мельницы. Однако следует отметить, что размалывающие усилия в шаровой мельнице в десятки раз больше усилий вибрационной мельницы, поскольку шаровая мельница перемалывает порошок с использованием небольших шариков. Поэтому распределение размеров частиц в порошке, размолотом с помощью шаровой мельницы, является более острым и узким, чем в порошке, размолотом с помощью вибрационной мельницы. Если порошок, имеющий такое распределение размеров частиц, используется для изготовления электрода, то он полностью расплавляется при тех же условиях электрического разряда и поэтому происходит дополнительное улучшение плотности покрытия.
На стадии S3 просеивания, показанной на фиг.6, порошок просеивают с помощью сита, имеющего размер ячейки от 0,01 мм до 0,1 мм. На стадии S4 смешивают воск с порошком, при этом воск добавляют в порошок в количестве 10 мас.%. На стадии S5 смесь просеивают с помощью сита, имеющего размер ячейки от 0, 1 мм до 1 мм. На стадии S7 порошок нагревают в течение одного часа в вакуумной печи. Размер изготовленного электрода составляет 18 мм в диаметре и 30 мм в длину. Для сравнения рабочих характеристик электроды изготавливают при температуре нагревания 600°С, 700°С и 800°С, соответственно.
С использованием каждого из изготовленных электродов создают единичный электрический разряд относительно детали, состоящей из сплава инконель 718 (сплава на никелевой основе), и наблюдают единичный электроразрядный след, образованный с помощью этого разряда. В результате форма единичного электроразрядного следа, образованного с помощью электрода, изготовленного при температуре нагревания 600°С, совпадает с формой, показанной на фиг.4. Форма единичного электроразрядного следа, образованного с помощью электрода, изготовленного при температуре нагревания 700°С, показана на фиг.3. Форма единичного электроразрядного следа, образованного с помощью электрода, изготовленного при температуре нагревания 800°С, показана на фиг.5. Очевидно, что электрод, изготовленный при температуре нагревания 700°С, может наилучшим образом создавать плотное покрытие.
Ниже приводится более подробное описание примера создания непрерывных электрических разрядов и обработки порошка в течение 5 минут с использованием электрода, изготовленного при температуре нагревания 700°С. При предположении, что электрод является катодом, а деталь анодом, создают непрерывные разряды в условиях импульсных электрических разрядов при различных комбинациях пикового тока, например от 5 до 20 А, и длительности электрических разрядов (ширине импульсов электроразрядов), например от 4 до 100 мкс. При этих условиях импульсных электрических разрядов размер (диаметр) электроразрядных следов изменяется в соответствии с условиями электроразрядных импульсов, но форма электроразрядного следа остается в виде дуги эллипса аналогично единичному электрическому разряду. А именно электроразрядный след изменяется в соответствии с пиковым током и длительностью электрического разряда. Другими словами, на электрод, способный образовывать единичный электроразрядный след в виде дуги эллипса с помощью единичного электрического разряда, не влияют условия работы (условия импульсного электрического разряда).
При выполнении электроразрядной обработки поверхности при пиковом токе 12 А и длительности электрического разряда (ширины импульса электрического разряда) около 8 мкс с использованием электрода, изготовленного при температуре нагревания 700°С, который может накапливать электроразрядные следы с помощью единичных электрических разрядов, выполнялся процесс накопления. На фиг.13 показана фотография поперечного сечения покрытия, образованного с помощью электрода, изготовленного при температуре нагревания 700°С. Как показано на фиг.13, образовано плотное покрытие без пор.
При выполнении электроразрядной обработки поверхности при пиковом токе 12 А и длительности электрического разряда (ширине импульса электрического разряда) около 8 мкс с использованием электрода, изготовленного при температуре нагревания 600°С, который может накапливать электроразрядные следы с помощью единичных электрических разрядов, образовывали покрытие на поверхности детали. Однако это покрытие стиралось рукой. При выполнении электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре нагревания 800°С, накопление едва можно наблюдать после единичных электрических разрядов.
Согласно третьему варианту выполнения было установлено, что даже если материал электрода отличается от порошка кобальта, используемого во втором варианте выполнения для создания электрода, который может образовывать единичные электроразрядные следы в форме дуги эллипса, и электрод используется как во втором варианте выполнения, то можно наращивать плотное покрытие на детали при действительной обработке.
Во втором и третьем вариантах выполнения были пояснены примеры, в которых электрод изготавливался с использованием порошка кобальта со средним диаметром частиц 1 мкм или порошка с уменьшенным размером со средним диаметром частиц 0,7 мкм из порошка сплава, и создавался единичный электрический разряд с образованием электроразрядных следов на детали. Однако количество подаваемого электродного материала с помощью единичного электрического разряда не зависело от материала или состава электрода. Таким образом, с помощью единичного электрического разряда можно оценивать, способен ли электрод накапливать толстое покрытие с использованием других металлических материалов.
В четвертом варианте выполнения электрода форма кривой тока отличается от первого - третьего вариантов выполнения.
В четвертом варианте выполнения электрод изготавливается из порошка сплава в соответствии со схемой, показанной на фиг.6. Состав сплава такой же, как и в третьем варианте выполнения. На стадии S1 порошок со средним диаметром частиц 6 мкм размалывают с помощью шаровой мельницы в порошок со средним диаметром частиц 1,2 мкм. На стадии помола порошок сплава смешивают с ацетоном, служащим растворителем, и образующуюся смесь размалывают с использованием циркониевых шаров. Следует отметить, что для подавления агрегирования порошка в ацетоне растворяют стеариновую кислоту.
На стадии S2 сушки ацетон испаряется в воздушную атмосферу при температуре около 30°С. В это время, если порошок полностью сухой, ускоряется его окисление. Для исключения этого стадию сушки заканчивают при слегка влажном порошке. Дополнительно к этому для равномерной сушки порошка во время сушки его постоянно перемешивают. Без перемешивания порошок на поверхности высыхает быстрее, чем в области дна, что приводит к окислению порошка. На стадии S4 смешивания порошок смешивают с воском, при этом парафиновый воск смешивают в количестве около 1-10 мас.% относительно сухого порошка.
На стадии S5 просеивания порошок, смешанный с парафиновым воском, помещают на сито, имеющее размер ячейки от 100 до 500 мкм, приводят в вибрацию и пропускают через сито. На стадии S6 прессования 10 г порошка, пропущенного через сито, помещают в форму размером 50 мм на 11 мм, прикладывают к поверхности электрода давление 50-100 МПа и прессуют порошок. В результате получают неспеченную прессовку размером 50 мм на 11 мм на 5,5 мм.
На стадии S7 нагревания полученную неспеченную прессовку помещают в вакуумную печь и подвергают тепловой обработке с температурой нагревания 730°С и 750°С. Неспеченную прессовку выдерживают при этой температуре в течение около 1 часа, а затем оставляют самостоятельно охлаждаться. После охлаждения неспеченной прессовки в вакуумную печь впускают атмосферный воздух и затем открывают печь. Таким образом, получают проводящий электрод.
С помощью изготовленного таким образом электрода создают электрический разряд относительно детали, состоящей из сплава SKD61 (название состава). При этом электрод устанавливают в качестве катода, а деталь - в качестве анода, и выполняют электроразрядную обработку поверхности. Условия обработки включают пиковый ток 10 А и длительность электрического разряда (ширину импульса электрического разряда) 4 мкс.
На фиг.14 показан результат измерения формы единичного электроразрядного следа при создании единичного электрического разряда с помощью электрода, изготовленного при температуре нагревания 730°С. На фиг.15 показан результат измерения формы единичного электроразрядного следа при создании единичного электрического разряда с помощью электрода, изготовленного при температуре нагревания 750° С. Форма единичного электроразрядного следа, полученного с помощью электрода, изготовленного при температуре нагревания 730°С, показанная на фиг.14, является дугой эллипса, аналогичной показанной на фиг.9. Форма единичного электроразрядного следа, полученного с помощью электрода, изготовленного при температуре нагревания 750°С, показанная на фиг.15, является кратером, аналогичным показанному на фиг.10.
С использованием этих двух электродов непрерывно создавались электрические разряды для формирования толстого покрытия. В это время обработку выполняли при поверхности электрода 11 мм на 5,5 мм. Когда электрод был израсходован на 1 мм, обработку остановили. На фиг.16 показано соотношение между температурой нагревания электрода и толщиной покрытия при непрерывном создании электрических разрядов. На фиг.16 по горизонтальной оси отложена температура нагревания (°С) электрода, используемого для электроразрядной обработки поверхности, а по вертикальной оси - толщина (в мм) покрытия, если электроразрядная обработка поверхности выполняется с использованием электрода, подвергнутого тепловой обработке при температуре нагревания, указанной на горизонтальной оси. На этой вертикальной оси точка 0 мм соответствует поверхности детали, отрицательная область указывает процесс удаления, а положительная область указывает процесс накопления. Если электроразрядная обработка поверхности выполняется с использованием электрода, изготовленного при температуре нагревания 730°С, то на детали может быть образовано покрытие толщиной около 0, 2 мм. Если электроразрядная обработка поверхности выполняется с использованием электрода, изготовленного при температуре нагревания 750°С, то происходит процесс удаления материала. Электрод, изготовленный при температуре нагревания 730°С, соответствует результату образования электроразрядного следа в форме эллиптической дуги с помощью единичного электрического разряда. Электрод, изготовленный при температуре нагревания 750°С, соответствует результату образования электроразрядного следа в форме кратера с углублением в центре и с возвышением по периферии с помощью единичного электрического разряда.
На фиг.17 показана фотография покрытия, сделанная сканирующим электронным микроскопом, которое образовано посредством электроразрядной обработки поверхности с использованием электрода, изготовленного при температуре нагревания 730°С, после полирования покрытия. Как показано на фиг.17, вся поверхность электрода имеет металлический блеск, и может быть образовано покрытие высокой плотности.
В соответствии с четвертым вариантом выполнения можно определять условия изготовления электрода, который может образовывать плотное покрытие с помощью единичного электроразрядного следа, аналогично второму варианту выполнения, даже если форма кривой тока отличается от первого - третьего вариантов выполнения. В соответствии с обычной технологией для образования покрытия с помощью электроразрядной обработки поверхности требуется некоторое время для обработки. В противоположность этому, единичный разряд длится короткое время, и можно быстро определить, является ли электрод оптимальным электродом, позволяющим формировать плотное покрытие. Таким образом, можно увеличить эффективность изготовления электродов.
Ниже приведен пример в соответствии с пятым вариантом выполнения данного изобретения, в котором материал или размер частиц порошка отличается от порошка по четвертому варианту выполнения.
Согласно пятому варианту выполнения электрод изготавливают с использованием порошка сплава и порошка нитрида бора (BN), служащего в качестве твердой смазки, в соответствии со схемой, показанной на фиг.6. Состав порошка сплава такой же, как в третьем варианте выполнения. На стадии S1 порошок сплава со средним диаметром частиц 6 мкм размалывают в тех же условиях помола, что и в четвертом варианте выполнения, до получения порошка со средним диаметром частиц 1,2 мкм. Порошок сплава со средним диаметром частиц 6 мкм и порошок нитрида бора со средним диаметром частиц 1 мкм смешивают с размолотым таким образом порошком сплава в количестве 9,5 мас.% и 0,5 мас.%, соответственно.
Порошок сплава преобразуется в Cr2O3, который имеет смазывающую способность, поскольку хром в составе порошка сплава окисляется при температуре около 800°С, так что порошок сплава обладает высоким сопротивлением изнашиванию. Однако при температуре около 300°С-500°С Cr2O3 не появляется, и поэтому порошок сплава изнашивается. Поэтому если заранее подмешивать в покрытие нитрид бора, имеющего смазывающую способность, то можно создавать покрытие, проявляющее отличное сопротивление изнашиванию при температуре до 1050°С. Кроме того, если в небольшом количестве присутствует порошок, имеющий большой средний диаметр частиц, то улучшается прессуемость порошка во время последующей стадии прессования. По этой причине порошок сплава со средним диаметром частиц 6 мкм смешивают с размолотым порошком сплава. Размолотый перед этим порошок находится в ацетоне. В соответствии с этим порошок сплава со средним диаметром частиц 6 мкм и порошок нитрида бора помещают в ацетон, и порошки перемешивают в шаровой мельнице, смешивая тем самым четыре порошка, т.е. порошок сплава со средним диаметром частиц 1,2 мкм, порошок сплава со средним диаметром частиц 6 мкм и порошок нитрида бора со средним диаметром частиц 1 мкм.
Поскольку стадия S2 сушки, стадия S4 смешивания воска с порошком и стадия S5 просеивания полностью соответствуют стадиями, согласно четвертому варианту выполнения, то их описание не приводится. На стадии S6 прессования 10 г порошка, пропущенного через сито, помещают в форму размером 50 мм на 11 мм, прикладывают к поверхности электрода давление 100 МПа и прессуют порошок. В результате получают неспеченную прессовку размером 50 мм на 11 мм на 5,5 мм.
На стадии S7 нагревания полученную неспеченную прессовку помещают в вакуумную печь и подвергают тепловой обработке с температурой нагревания 700°С в течение около 1 часа, а затем оставляют самостоятельно охлаждаться. После охлаждения неспеченной прессовки в вакуумную печь впускают атмосферный воздух и затем открывают печь. Таким образом, получают проводящий электрод.
Изготовленным таким образом электродом создают электрический разряд относительно детали, состоящей из стального материала SKD61. При этом электрод устанавливают в качестве катода, а деталь - в качестве анода, и выполняют электроразрядную обработку поверхности. Условия импульсного электрического разряда такие же, как в четвертом варианте выполнения. Единичный электроразрядный след имеет форму дуги эллипса, аналогичную показанной на фиг.9.
С использованием этого электрода непрерывно создавались электрические разряды для формирования толстого покрытия. Обработку выполняли при размерах электрода 11 мм на 5,5 мм. Когда электрод был израсходован на 1 мм, обработку остановили. В результате было сформировано толстое покрытие толщиной 0,2 мм. Это покрытие не стиралось рукой и было плотным покрытием без пор.
Согласно первому - пятому вариантам выполнения, способ компрессионного формирования порошка посредством прессования приведен в качестве способа прессования электрода для электроразрядной обработки поверхности. Однако способы изготовления электрода для электроразрядной обработки поверхности не ограничиваются способом компрессионного формирования с помощью прессования или т.п., а могут быть использованы другие способы формирования, при которых обеспечивается формирование порошка. Примеры способов для формирования электрода для электроразрядной обработки поверхности, отличных от способа компрессионного формирования с помощью прессования или т.п., включают способ с использованием суспензии, способ, основанный на литье металла под давлением, способ термического напыления и способ формирования нанопорошка для ввода в реактивный поток. Способ суспензии используется для формирования порошка посредством распределения порошка в растворителе, введения полученной жидкой смеси в пористую форму, такую как гипсовая форма, и удаления тем самым растворителя. Способ литья металла под давлением используется для формирования порошка посредством смешивания связующего вещества с порошком и нагнетания смеси в нагреваемую форму. Способ термического напыления используется для формирования порошка в состоянии, в котором порошки частично связаны друг с другом, посредством распыления порошка в нагретом состоянии. Хотя эти приведенные в качестве примера способы формирования отличаются принципом действия, они все направлены на формирование порошка. Если обеспечивается связанное состояние порошка, то способ можно использовать при формировании электрода для электроразрядной обработки поверхности.
Согласно пятому варианту выполнения, даже при различиях в материале или размере частиц можно определить, может ли электрод обеспечивать образование плотного покрытия в виде электроразрядных следов, образованных с помощью единичного разряда.
Из приведенного выше следует, что преимущество изобретения состоит в том, что перед началом действительной обработки можно простым образом определять, способен ли электрод создавать толстое и плотное покрытие при электроразрядной обработке поверхности.
Промышленная применимость
Как указывалось выше, данное изобретение пригодно для оценки электрода, используемого в устройстве для электроразрядной обработки поверхности, что позволяет автоматизировать процесс формирования толстого покрытия на поверхности детали.
Реферат
Изобретение относится к способу оценки электрода для электроразрядной обработки поверхности (варианты), электроду(варианты) и способу электроразрядной обработки. Оценку способности электрода наносить покрытие осуществляют по количеству нанесенного материала электрода на поверхность обрабатываемой детали при единичном электрическом разряде или наблюдают след единичного электрического разряда, образованного на поверхности обрабатываемой детали. Электрод выполнен в виде неспеченной прессовки, полученной прессованием порошка из металла, смеси металлов или керамики, или полученного посредством нагревания неспеченной прессовки. Способ состоит в том, что создают единичный электрический разряд между электродом и обрабатываемой деталью, помещенной в рабочую жидкость или в воздух, и наносят материал электрода на поверхность детали по форме дуги эллипса. 6 н. и 8 з.п. ф-лы, 17 ил.

Комментарии