Корпус, полученный методом порошковой металлургии, и способ его изготовления - RU2536848C2
Код документа: RU2536848C2
Чертежи




Описание
Изобретение относится к корпусу, полученному методом порошковой металлургии, и к способу изготовления корпуса.
В DE 103 01 175 А1 описан корпус, который получен методом порошковой металлургии и который содержит по меньшей мере одну пористую область и по меньшей мере одну локальную область, непроницаемую для текучих сред. Область, непроницаемая для текучих сред, должна быть непроницаемой для определенных жидкостей и, при определенных условиях, также должна быть непроницаема для газов. Такая область, непроницаемая для текучих сред, может образовывать барьер внутри корпуса.
Целью изобретения является улучшение герметизирующей функции корпуса, полученного методом порошковой металлургии.
Этой цели достигают посредством сочетания признаков, изложенных в независимых пунктах 1 и 13 формулы изобретения.
Изобретение заключается в установке отдельного уплотнительного элемента (например, уплотнение из эластомера) на корпусе, полученном методом порошковой металлургии, предпочтительно выполненном из спеченного сплава на основе железа или спеченной стали, и сочетании герметизирующей функции указанного уплотнительного элемента с переуплотненной областью корпуса. Уплотнительный элемент служит для герметизации стенки корпуса в отношении нежелательного проникновения газов и/или жидкостей. Эту герметизирующую функцию улучшают тем, что уплотнительный элемент устанавливают на посадочное основание корпуса, и корпус, полученный методом порошковой металлургии, содержит переуплотненную углубленную зону в области посадочного основания. Таким образом, углубленная зона имеет более низкую среднюю пористость (соответственно, более высокую плотность материала), чем корпус в целом.
Пористость предпочтительно определяют с помощью метода Архимеда или с помощью количественного анализа изображения. При определении значений пористости с помощью количественного анализа изображения, метрологическую настройку предпочтительно осуществляют с помощью метода Архимеда, упомянутого выше.
Согласно изобретению, возможно объединить преимущества пористости корпуса (низкое количество пассивной массы, низкий расход материалов, экономически эффективное производство) с высокой плотностью материала (низкой пористостью) корпуса только в требуемых областях. В соответствии с изобретением, эти области расположены по меньшей мере там, где также предполагают размещать один или более уплотнительных элементов. Посадочное основание предпочтительно образует поверхность механического контакта для уплотнительного элемента.
В углубленной зоне обеспечивают закрытую пористость, в частности, в виде локально относительно низкой пористости. В результате этого эффективно улучшают герметизацию в случае корпусов, получаемых методом порошковой металлургии, в области традиционного уплотнительного элемента.
В предпочтительном воплощении, локально относительно плотная зона (т.е. углубленная зона, имеющая локально относительно низкую пористость) имеет глубину материала по меньшей мере 0,01 мм или по меньшей мере 0,05 мм. Глубину материала обычно определяют, начиная от посадочного основания. В предпочтительных воплощениях глубина материала составляет до 0,5 мм, до 1,0 мм, до 1,5 мм, до 2,0 мм или до 2,5 мм. Задавая глубину материала менее 0,01 мм или 0,05 мм (в зависимости от применения), можно не обеспечить того, чтобы корпус, полученный методом порошковой металлургии, обладал требуемой непроницаемостью в углубленной зоне для удерживания уплотнительного элемента. Если глубина материала больше 2,5 мм, производственные затраты для достижения требуемой, локально относительно высокой плотности или локально относительно низкой пористости могут быть относительно высокими, без получения при этом необходимого дополнительного преимущества в отношении герметизирующего действия.
Углубленная зона предпочтительно представлена в поперечном микрошлифе как площадь поперечного сечения, которое сформировано по глубине материала и по ширине материала, проходящей, в частности, параллельно посадочному основанию. Ширину материала предпочтительно рассчитывают таким образом, что она меньше или равна ширине посадочного основания. Рассматриваемая площадь поперечного сечения, в частности, составляет по меньшей мере 0,3 мм2. Данная площадь поперечного сечения представляет, например, область с глубиной материала 0,5 мм и шириной материала 0,6 мм.
Чтобы обеспечить герметизирующее действие в области посадочного основания, следующие варианты предпочтительны для соотношения между глубиной материала и пористостью.
При глубине материала 0,05 мм, средняя пористость в углубленной зоне составляет не более 4 об.% (что соответствует по меньшей мере 96% от теоретической плотности), предпочтительно, не более 2,5 об.% (что соответствует по меньшей мере 97,5% от теоретической плотности). При глубине материала до 0,5 мм, средняя пористость в углубленной зоне составляет не более 5 об.%, предпочтительно, не более 2,5 об.%. При глубине материала до 1,0 мм, средняя пористость в углубленной зоне составляет не более 6 об.%, предпочтительно, не более 3 об.%. При глубине материала до 1,5 мм, средняя пористость в углубленной зоне составляет не более 7 об.%, предпочтительно, не более 3,5 об.%. Указанные значения пористости предпочтительно определяют с использованием способа количественного анализа изображения (металлографии).
Средняя пористость в углубленной зоне предпочтительно составляет не более 5 об.% Если средняя пористость в углубленной зоне составляет выше 5 об.%, требуемая непроницаемость для газов и жидкостей не может быть обеспечена. За пределами углубленной зоны нет необходимости в непроницаемости корпуса для жидкостей/газов, и, таким образом, средняя пористость за ее пределами может соответствовать пористости традиционных элементов, получаемых методом порошковой металлургии (например, свыше 10 об.%).
Посадочное основание предпочтительно представляет собой составную часть уплотнительной канавки для вмещения уплотнительного элемента, в результате чего уплотнительный элемент можно зафиксировать технически простым способом на корпусе, полученном методом порошковой металлургии. Посадочное основание расположено по существу в основании уплотнительной канавки. В частности, посадочное основание сформировано непрерывно в окружном направлении корпуса, полученного методом порошковой металлургии. Таким образом, возможно обеспечить соответствие посадочного основания, например, кольцеобразным уплотнительным элементам, поскольку их часто используют в связи с эффективным уплотнением компонентов.
Корпус, полученный методом порошковой металлургии, предпочтительно имеет ось корпуса (например, ось симметрии или ось вращения). Посадочное основание, или основание уплотнительной канавки, расположено, в частности, в плоскости, перпендикулярной оси корпуса. Корпус предпочтительно имеет кольцеобразную форму.
Локально относительно низкую пористость или локально относительно высокую плотность предпочтительно получают в сочетании с уплотнительной канавкой, расположенной в области переднего торца корпуса, полученного методом порошковой металлургии. В области передних торцов или также в других местах, участки стенки корпуса, полученного методом порошковой металлургии, окружающие уплотнительный элемент, часто имеют относительно небольшие размеры. С точки зрения нежелательного недостатка непроницаемости корпуса, данные области могут быть наиболее критическими. Опасности недостатка непроницаемости в этих местах избегают технически простым способом с помощью повторной механической обработки приподнятого участка материала.
В некоторых технических применениях герметизация компонентов, полученных методом порошковой металлургии, для защиты от проникновения и/или утечки газов и жидкостей (например, масла) имеет большое значение, в частности в отрасли машиностроения и в отрасли автотранспорта. Компоненты, полученные методом порошковой металлургии, представляют собой, например, роторы и статоры систем регулировки распределительного вала. В качестве примера, требуется непроницаемость относительно расплескиваемого масла или масла под давлением примерно 0,1-1 МПа (1-10 бар). Для улучшенной герметизации возможно сочетать традиционные уплотнительные элементы, расположенные на этих компонентах, с локально относительно низкой пористостью компонента, полученного методом порошковой металлургии, в области посадочного основания, т.е. в углубленной зоне.
С помощью обеспечения приподнятого участка материала возможно целенаправленно придавать отдельным областям корпуса, полученного методом порошковой металлургии, локально относительно низкую пористость с помощью соответствующих инструментов и технологических стадий. Машинная обработка приподнятого участка материала приводит к местному переуплотнению в углубленной зоне в глубину материала, начиная от посадочного основания. Местное переуплотнение отдельных областей также дает преимущество в том, что избегают переуплотнения всего корпуса, полученного методом порошковой металлургии, как предложено, например, в DE 20 2008 001 976 U1, которое включает большие производственные затраты.
Уплотнительный элемент устанавливают на посадочное основание, в частности, после обработки приподнятого участка материала.
Приподнятый участок материала предпочтительно сглаживают с помощью обработки, т.е. толщину приподнятого участка материала после машинной обработки уменьшают или устраняют полностью таким образом, что приподнятый участок материала уже больше не существует. Данный процесс сглаживания преимущественно приводит к требуемому уплотнению или относительно низкой пористости в углубленной зоне.
Для локальной машинной обработки используют подходящий инструмент для достижения переуплотнения. Переуплотнение предпочтительно осуществляют в виде специальной операции калибрования или операции прессования. Для этих целей, в частности, используют инструменты, которые в любом случае имеются в продаже как стандартные, в результате чего можно достичь локального переуплотнения особенно экономически выгодным способом. В предпочтительном воплощении калибровочное прессование подходит для операции калибрования. Альтернативно, переуплотнение осуществляют с помощью калибровочной прокатки.
В этом случае инструмент для переуплотнения предпочтительно перемещают параллельно оси корпуса, уже упомянутой выше, и он действует с усилием или приложенным давлением, ориентированным в направлении перемещения по поверхности посадочного основания или приподнятого участка материала, расположенного, в частности, перпендикулярно направлению перемещения. В случае операции прессования, здесь направление перемещения соответствует направлению прессования. В качестве альтернативы или в дополнение к перемещению инструмента, корпус также можно перемещать в направлении инструмента.
Предпочтительно множество посадочных оснований присутствует на корпусе, полученном методом порошковой металлургии. Если, например, обеспечены соответствующие посадочные основания, расположенные с двух противоположных сторон (например, передних торцах) корпуса, возможно преимущественно перемещать соответствующие детали подходящего инструмента для переуплотнения в направлении друг к другу с двух сторон корпуса и одновременно выполнять переуплотнение в области двух посадочных оснований, так что соответствующая противоположная деталь инструмента может служить опорой с одной стороны корпуса простым, с точки зрения технологии производства, образом в ходе переуплотнения.
В предпочтительном воплощении, корпус вместе с приподнятым участком материала обеспечивают в виде заготовки, полученной методом порошковой металлургии. Это позволяет избежать сложных стадий способа для реализации приподнятого участка материала путем поставки материала на заготовку, например, после спекания заготовки.
Корпус предпочтительно обрабатывают локально в области приподнятого участка материала только после спекания сырой заготовки, полученной прессованием порошка. Поскольку калибрование спеченного корпуса часто все равно обеспечивают после спекания, калибрование корпуса и машинную обработку приподнятого участка материала предпочтительно можно осуществлять на одной стадии способа, чтобы сэкономить время и снизить расходы.
Предпочтительно машинную обработку приподнятого участка материала также осуществляют после по меньшей мере одной дополнительной стадией способа, на которой поры на поверхностях корпуса, полученного методом порошковой металлургии, по меньшей мере частично герметизируют. Эта герметизация поверхностей корпуса способствует достижению требуемой непроницаемости корпуса для жидкостей/газов и, предпочтительно, ее осуществляют путем нанесением покрытия или сведения к минимуму количества пор посредством слоя магнетита, который также служит для защиты от коррозии и увеличения твердости поверхности. В другом воплощении герметизации поры пропитывают полимерным материалом. В еще одном воплощении герметизации корпус сначала обрабатывают паром, как описано выше, и затем пропитывают полимерным материалом.
Далее изобретение описано более подробно на основании чертежей и примера осуществления.
На Фиг.1 схематически представлен вид сбоку в разрезе корпуса, полученного методом порошковой металлургии, с присоединяемыми деталями и уплотнительными элементами.
На Фиг.2 представлено увеличенное изображение области II, представленной на Фиг.1.
На Фиг.3 представлен схематический неполный вид сбоку уплотнительной канавки с приподнятым участком материала.
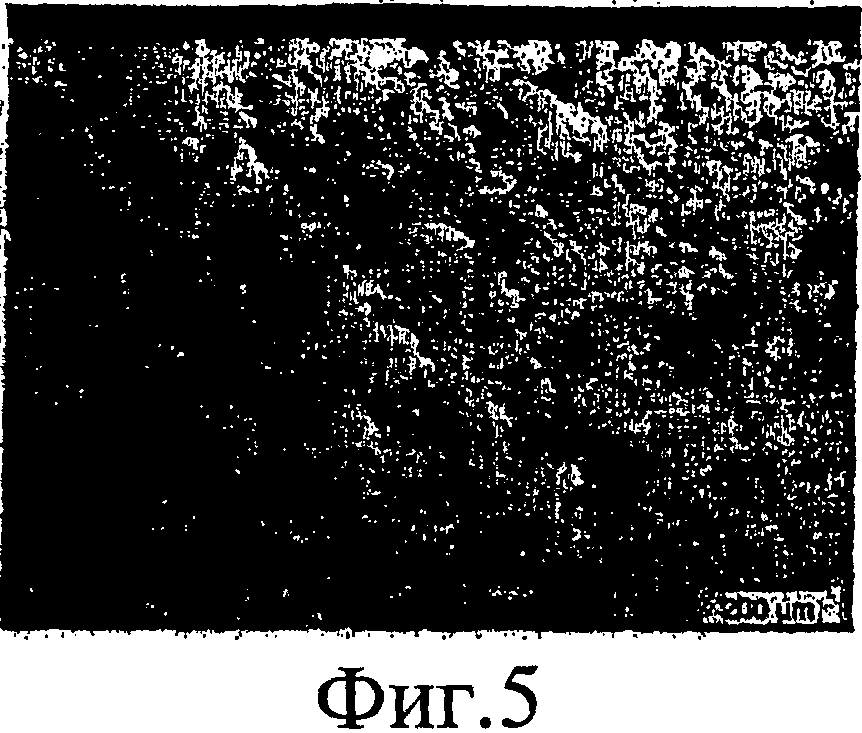
На Фиг.4 представлена оптическая микрофотография твердотельного сечения спрессованного смешанного порошка (железа, меди, углерода, добавки для прессования) после спекания, без приподнятого участка материала и без переуплотнения в области основания канавки.
На Фиг.5 представлена увеличенная микрофотография области V, представленной на Фиг.4.
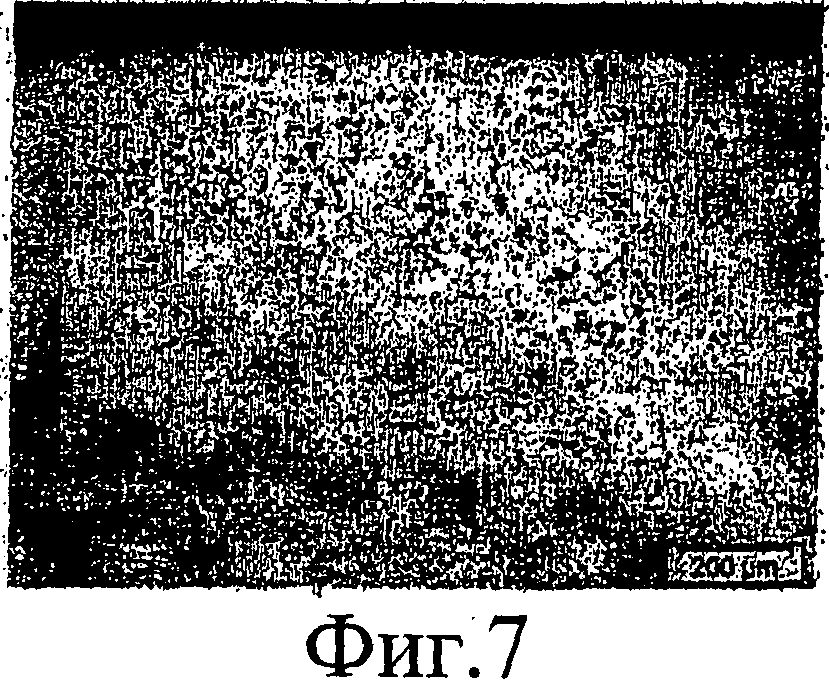
На Фиг.6 представлена оптическая микрофотография твердотельного сечения смеси порошков в соответствии с Фиг.4 после спекания, но с переуплотнением в области основания канавки,
На Фиг.7 представлена увеличенная микрофотография области VII, представленной на Фиг.6.
Герметизация аппарата 1 от утечки жидкости 2 (например, масла) пояснена на основе Фиг.1 и Фиг.2. Аппарат 1 включает корпус 3, который получен методом порошковой металлургии и содержит сплошную боковую стенку 4 в продольном направлении корпуса 3. Боковая стенка 4 ограничивает внутреннее пространство 5. Жидкость 2 расположена во внутреннем пространстве 5. Присоединяемая пластина 8 расположена на каждой из торцевых сторон 7 корпуса 3, расположенных напротив друг друга в аксиальном направлении 6. Присоединяемые пластины 8 закреплены (например, привинчены) на корпусе 3 с использованием подходящих крепежных средств (не показаны) и закрывают внутреннее пространство 5 в аксиальном направлении 6. Уплотнительные элементы в форме двух упруго деформируемых уплотнительных колец 9, каждое из которых является сплошным, предназначены для предотвращения протечки жидкости 2 из внутреннего пространства 5 во внешнюю окружающую среду 10 в областях перехода между присоединяемыми пластинами 8 и корпусом 3.
Для того чтобы предотвратить протечку жидкости 2 через боковую стенку 4, корпус 3 герметизируют. С этой целью его предпочтительно пропитывают полимерным материалом. Пропитку осуществляют погружением пористого корпуса 3 в жидкую пропитывающую среду при отрицательном давлении, при этом пропитывающая среда проникает в поры корпуса 3. После извлечения корпуса 3 из пропитывающей среды, избыток пропитывающего материала смывают, и пропитывающая среда в порах отверждается с образованием твердой массы, в результате чего получают непроницаемость для текучей среды. Условия способа подразумевают, что пропитывающая среда может смываться при промывке. В частности, в краевых областях и/или в областях корпуса 3, где толщина стенки небольшая, существует в связи с этим опасность того, что корпус 3 не достаточно герметизирован или остается проницаемым, и, таким образом, образуется проницаемый канал. Такой канал показан на Фиг.2 с помощью стрелок 11. Он расположен в области поверхностей 12 контакта пористого корпуса 3, на которые упруго опирается уплотнительный элемент 9.
Чтобы избежать появления такого проницаемого канала, обеспечивают местное снижение пористости в углубленной зоне 13 поверхности 12 контакта с уплотнительным элементом 9.
На Фиг.3, опять в увеличенном виде, представлена уплотнительная канавка 15 пористого корпуса 3 для вмещения уплотнительного элемента (не показан). Обеспечивают посадочное основание 16 (оно соответствует поверхности 12 контакта на Фиг.2), которое представляет собой составную часть основания 17 уплотнительной канавки 15. В собранном состоянии уплотнительный элемент посажен на основание 17 канавки или на посадочное основание 16. Уплотнительный элемент также может быть посажен на боковые поверхности 18 канавки. Следовательно, боковые поверхности 18 канавки могут подобным образом образовывать посадочное основание или поверхность контакта.
Посадочное основание 16 снабжено приподнятым участком 19 материала. Способом, который поясняют ниже, приподнятый участок 19 материала подвергают машинной обработке с помощью инструмента W для переуплотнения, который перемещают в направлении перемещения Р параллельно оси А корпуса (и здесь это проиллюстрировано только схематически), таким образом, что после машинной обработки посадочного основания 16, прилегающая углубленная зона 13 обладает локально гораздо более низкой пористостью, чем зона, отдаленная от нее (например, зона 14). Тогда средняя пористость углубленной зоны 13 также гораздо ниже, чем средняя пористость корпуса 3 в целом. Глубина Т материала зоны 13 с локально относительно низкой пористостью, проходящей вглубь в направлении TR, здесь может изменяться в зависимости от технического применения и совокупности требований к корпусу 3.
На Фиг.3 корпус 3 показан только частично. Он сформирован непрерывно в окружном направлении, причем окружная плоскость распложена под прямым углом относительно оси А корпуса. Плоскость подвергнутого машинной обработке посадочного основания 16 или его поверхности подобным образом проходит по существу перпендикулярно или под прямыми углами относительно оси А (см. Фиг.6). Уплотнительная канавка 15 расположена в области переднего торца 7 корпуса 3. Уплотнительная канавка 15 также непрерывна для вмещения кольцевого уплотнения, предпочтительно, эластичного, в качестве уплотнительного элемента. Соответственно, посадочное основание также сформировано непрерывно, например, в виде кольцевой поверхности, в продольном направлении корпуса 3. Также возможно обеспечение множества уплотнительных канавок 15, непрерывных в продольном направлении корпуса 3 или не непрерывных, на корпусе 3. В частности, корпус 3 содержит вторую уплотнительную канавку 15, расположенную напротив уплотнительной канавки 15, показанной в направлении TR глубины (см. также Фиг.1).
Далее описано получение пористого корпуса 3 с локально относительно низкой пористостью или локально относительно высокой плотностью в углубленной зоне 13 с помощью примера.
Металлическую порошковую смесь, включающую медь (от 1 до 1,5 масс.%), графит (от 0,045 до 0,65 масс.%), сульфид марганца (от 0,3 до 0,4 масс.%), микрокристаллический воск (от 0,75 до 0,85 масс.%), остальное железо, прессовали для получения сырой прессовки при давлении прессования 380 МПа. Прессовый инструмент был сконструирован таким образом, что при этом также формировали и прессовали приподнятый участок 19 материала в уплотнительной канавке 15. Затем эту полученную сырую прессовку спекали в проходной печи с ленточным транспортером при температуре 1120°С в атмосфере эндотермического газа в течении 20 минут. После спекания приподнятый участок 19 материала спеченного корпуса 3 обрабатывали с помощью калибровочного прессования при давлении 700 МПа и сглаживали, и тем самым локально переуплотняли (см. оптические микрофотографии, представленные на Фиг.6 и Фиг.7). Инструмент для переуплотнения, используемый при калибровочном прессовании (который в принципе соответствует инструменту W, показанному схематически) перемещали здесь в направлении перемещения Р, т.е. параллельно оси А корпуса, в направлении посадочного основания 16 или приподнятого участка 19 материала, и сглаживали приподнятый участок 19 материала. Благодаря этому переуплотнению, углубленная зона 13 имела гораздо более низкую пористость, чем зоны 14 пористого корпуса 3, которые отдалены от нее и не подвергались переуплотнению. Также, углубленная зона 13, показанная на Фиг.6 и Фиг.7, имеет гораздо более низкую пористость, чем соответствующие зоны корпуса идентичной конструкции без этой местной повторной машинной обработки или переуплотнения в области посадочного основания 16 (см. углубленную зону 13 на Фиг.4 и на Фиг.5).
Профиль пористости по глубине Т материала определяли с помощью количественного анализа изображения (рассчитывали сумму поверхности пор относительно всей поверхности). Поры размером <6 мкм не принимали в расчет при измерениях. Измерения осуществляли на полированных поверхностях поперечного микрошлифа при 200-кратном увеличении (полностью автоматический оптический микроскоп LEICA DM 4000-М с программой анализа изображения от Clemex Vision). Поперечное сечение микрошлифа получали с помощью традиционного режущего аппарата и режущих дисков из карбида кремния. Поперечное сечение шлифовали за много стадий с различным размером зерна (от 80 до 1200). Этот поперечный микрошлиф также подвергали окончательной полировке с помощью полировальника. Здесь на полировальник распыляли спиртовую суспензию, содержащую зерна алмаза (диаметр зерен от 1 до 3 мкм).
Для измерений область пористого корпуса 3, предназначенную для исследований, размечали в виде сетки. Начиная от посадочного основания 16, разграничивали пять последовательных участков, каждый из которых имел глубину материала 0,5 мм, по глубине Т материла. Каждый участок включал две подобласти F1 и F2, которые были расположены с обеих сторон установленной центральной линии 20 канавки. Каждая подобласть F1, F2 имела ширину области или ширину В материала, ориентированную в направлении BR ширины, 0,6 мм. Направление BR ширины расположено под прямыми углами к глубине Т материала и, на Фиг.6, проходит параллельно ширине уплотнительной канавки 15. Следовательно, сетка включала две колонки, каждая с пятью подобластями, причем каждая подобласть имела площадь поперечного сечения 0,6 на 0,5 мм.
Значения пористости, определенные в случае первого пористого корпуса 3 с локальным переуплотнением, сведены в таблицу 1. При глубинах материала>0,5 мм, значения пористости для области 1 в каждом случае даны в виде среднего значения, которое получено из значений пористости в соответствующих подобластях F1. Пример:
Область 1 пористости (в которой Т=0-0,5 мм)=0,76 об.%, идентично пористости подобласти F1 (в которой Т=0-0,5 мм).
Пористость подобласти F1 (в которой Т=0,5-1,0 мм)=1,56 об.%. Это в результате дает пористость области 1 (в которой Т=0-1,0 мм)=(0,75+1,56 об.%)/2=1,16 об.%.
Значения пористости для области 2 определяли аналогично, исходя из значений пористости в подобласти F2.
Поскольку поры корпуса 3 не имели предпочтительной ориентации, определяемая пористость, соотнесенная с площадью, по существу также соответствует пористости, соотнесенной с объемом.
Значения пористости, определенные в случае второго пористого корпуса 3 с локальным переуплотнением, представлены в таблице 2. Значения определяли аналогично процедуре для таблицы 1.
На основании результатов измерений очевидно, что пористость в углубленной зоне 13 возрастает, начиная от очень низких значений на посадочном основании 16, по мере увеличения глубины Т материала.
Следует отметить, что области, представленные на чертежах, не обязательно изображены в масштабе. Например, пределы областей V и VII, представленные на Фиг.4 и Фиг.6, а также длины стрелок, показанных в связи с глубиной Т материала, шириной В материала и подобластями F1, F2, не обязательно изображены в масштабе, за исключением информации, относящейся к масштабу, которую можно видеть на Фиг.4-7.
Реферат
Изобретение относится к порошковой металлургии. Деталь (3), полученная методом порошковой металлургии, содержит посадочное основание (16) для установки уплотнительного элемента. Деталь (3) локально переуплотнена в углубленной зоне (13) посадочного основания (16). Переуплотненная углубленная зона имеет более низкую среднюю пористость, чем деталь в целом, что обеспечивает герметичность детали по отношению к жидкостям или газам. 2 н. и 17 з.п. ф-лы, 7 ил., 2 табл.
Комментарии