Кремниевые лезвия для хирургического и нехирургического применения - RU2363771C2
Код документа: RU2363771C2
Чертежи
















































Описание
Перекрестная ссылка на родственные заявки
В соответствии с 35 U.S.С. § 119(e) по настоящей заявке испрашивается приоритет по предварительной заявке US 60/503459, поданной 17 сентября 2003 г. и в полном объеме включенной в настоящее описание в качестве ссылки.
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к лезвиям, предназначенным для применения при глазных и других операциях и в иных, нехирургических целях. Изобретение относится, в частности, к изготовленным из кремния или другого кристаллического материала лезвиям, предназначенным для использования при глазных операциях, в микрохирургии и в иных нехирургических целях.
Уровень техники
В настоящее время хирургические лезвия изготавливают разными способами, каждый из которых обладает определенными преимуществами и определенными недостатками. Чаще всего лезвия изготавливают механическим шлифованием из нержавеющей стали. Для получения острой кромки отшлифованные лезвия затем хонингуют различными способами, такими, как ультразвуковая обработка с использованием специальных паст, механическая абразивная обработка, доводка, или полируют электрохимическими методами. Преимуществом таких способов является их высокая надежность и экономичность и возможность изготовления в большом количестве одноразовых лезвий. Основной недостаток этих способов заключается в нестабильности качества режущей кромки и невозможности изготовления лезвий с очень острой режущей кромкой. Связано это в первую очередь с принципиальными ограничениями, которые лежат в основе самих этих способов. Радиус режущей кромки лезвий, изготовленных традиционными способами, обычно колеблется от 30 до 1000 нм.
При изготовлении лезвий из нержавеющей стали вместо шлифования сравнительно недавно стали использовать горячую объемную штамповку или чеканку. Для получения острой кромки края изготовленных этими способами лезвий затем полируют электрохимическим способом. Такой способ является более экономичным, чем обычное шлифование. Кроме того, по качеству и остроте режущих кромок изготовленные таким способом лезвия отличаются друг от друга меньше, чем лезвия, изготовленные шлифованием. При этом, однако, по этому показателю изготовленные этим способом лезвия уступают лезвиям, обработанным алмазным инструментом. В настоящее время при операциях на мягких тканях в основном используют одноразовые лезвия с достаточно высоким качеством режущей кромки.
По остроте режущей кромки идеальными для самых разных хирургических операций и особенно глазных операций являются, несомненно, алмазные лезвия. Алмазными лезвиями можно с минимальным сопротивлением очень чисто резать мягкие ткани. Несомненным преимуществом алмазных лезвий является не меняющаяся со временем от одного разреза к другому острота их режущей кромки. Большинство хирургов, выполняющих сложные длительные операции, предпочитают работать алмазными лезвиями, которые сохраняют свою высокую остроту гораздо дольше, чем лезвия, изготовленные из металла. После доводки алмазные лезвия имеют очень острую кромку, радиус которой меняется в очень небольших пределах. Обычно радиус режущей кромки алмазных лезвий лежит в пределах от 5 до 30 нм. Недостатком алмазных лезвий является их высокая трудоемкость и, как следствие этого, высокая стоимость, колеблющаяся от 500 до 5000$. Поэтому такие лезвия обычно продаются для многоразового использования. Для уменьшения стоимости имеющих такую же остроту лезвий для их изготовления в настоящее время используют менее твердые в сравнении с алмазом материалы, например рубины или сапфиры. При этом, однако, несмотря на меньшую по сравнению с алмазами стоимость хирургические лезвия, изготовленные из рубина и/или сапфира, тем не менее остаются достаточно дорогими (их стоимость колеблется от 50 до $500) и поэтому рассчитаны на проведение примерно двухсот операций. Поэтому такие лезвия, как и алмазные, продаются для многоразового, хотя и ограниченного применения.
В последнее время было предложено несколько способов изготовления хирургических лезвий из кремниевых материалов. Однако все эти способы обладают определенными ограничениями и не обеспечивают возможности изготовления лезвий разной конфигурации, которые благодаря их низкой стоимости можно было бы использовать как одноразовые. Большинство этих способов основано на анизотропном травлении кремния. При анизотропном травлении обработка материала происходит по существу в одном направлении с разной интенсивностью травления в разных направлениях. Таким способом можно изготовить лезвие с очень острой режущей кромкой. При этом, однако, по свой природе такой способ обладает определенными ограничениями в части формы изготавливаемых лезвий и углов наклона их режущей кромки. При изготовлении лезвий с острой режущей кромкой кремниевые пластинки обрабатывают вдоль определенной кристаллической плоскости методом мокрого анизотропного травления в ванне с гидрохлоридом калия (КОН), этилендиамином/пирокатехином (ЭДКП) и гидроксида триметил-2-гидроксиэтиламмония (ГТМА). Плоскость травления, обычно плоскость (111) в кремнии с кристаллографическими индексами <100>, наклонена к плоскости поверхности кремниевой пластинки под углом 54,7°. Поэтому у изготовленных таким способом лезвий угол наклона режущей кромки составляет 54,7°, что считается неприемлемым для большинства хирургических операций из-за слишком большого угла наклона режущей кромки лезвия. Такая особенность и такой недостаток анизотропного травления в еще большей степени проявляются при изготовлении лезвий с двухсторонним скосом режущей кромки с углом наклона между ее гранями, равным 109,4°. Кроме того, возможности такого способа ограничены и формой изготовляемых лезвий. При обработке таким способом кремниевых пластинок плоскости травления расположены под углом 90° друг к другу. Поэтому таким способом можно изготовить лезвия только прямоугольной формы.
Таким образом, в настоящее время существует необходимость в разработке нового способа изготовления лезвий, лишенного всех недостатков указанных выше способов. Предлагаемые в изобретении система и способ позволяют изготавливать одноразовые лезвия, столь же острые, что и алмазные лезвия, и столь же дешевые, что лезвия из нержавеющей стали. Кроме того, предлагаемые в изобретении систему и способ можно использовать для массового изготовления лезвий в условиях жесткого контроля всего технологического процесса. Помимо этого предлагаемые в изобретении систему и способ можно использовать для изготовления предназначенных для хирургических и нехирургического применения лезвий с прямолинейными и криволинейными режущими кромками
Краткое изложение сущности изобретения
Указанные выше недостатки удается устранить с помощью новых, обладающих целым рядом преимуществ предлагаемых в изобретении системы и способа изготовления хирургических лезвий из кристаллического или полукристаллического материала, в частности кремния, путем выполнения в кристаллической или полукристаллической пластинке различными методами канавок с любым необходимым углом наклона режущей кромки или любой конфигурацией лезвия. Обработанные кристаллические или полукристаллические пластинки с канавками затем опускают в изотропный травящий раствор, который равномерно, послойно удаляет с поверхности пластинки молекулы кристаллического или полукристаллического материала, формируя в пластинке режущие кромки лезвий с одним и тем же радиусом и качеством, достаточным для проведения операций на мягких тканях. Предлагаемые в изобретении система и способ обеспечивают возможность изготовления сравнительно дешевых хирургических лезвий очень высокого качества.
В соответствии с этим в настоящем изобретении предлагается способ изготовления хирургического лезвия, заключающийся в том, что кремниевую или другую кристаллическую или полукристаллическую пластинку устанавливают на установочное приспособление, на первой стороне кристаллической или полукристаллической пластинки фрезой прорезают прямолинейные или криволинейные канавки, подвергают травлению одну сторону кристаллической или полукристаллической пластинки с получением на ней режущих кромок одного или нескольких хирургических лезвий, пластинку разрезают на отдельные хирургические лезвия, собирают их с держателями и упаковывают.
В настоящем изобретении предлагается также способ изготовления хирургических лезвий, заключающийся в том, что кристаллическую или полукристаллическую пластинку устанавливают на установочное приспособление, на первой стороне кристаллической или полукристаллической пластинки фрезой прорезают прямолинейные или криволинейные канавки, на первую сторону кристаллической или полукристаллической пластинки наносят покрытие, кристаллическую или полукристаллическую пластинку снимают с установочного приспособления, переворачивают и снова устанавливают на установочное приспособление, обрабатывают вторую сторону кристаллической или полукристаллической пластинки, подвергают травлению вторую сторону кристаллической или полукристаллической пластинки с получением на ней режущих кромок одного или нескольких хирургических лезвий, пластинку разрезают на отдельные хирургические лезвия, собирают их с держателями и упаковывают.
В настоящем изобретении предлагается также еще один способ изготовления хирургических лезвий, заключающийся в том, что кристаллическую или полукристаллическую пластинку устанавливают на установочное приспособление, на первой стороне кристаллической или полукристаллической пластинки фрезой прорезают прямолинейные или криволинейные канавки, кристаллическую или полукристаллическую пластинку снимают с установочного приспособления, переворачивают и снова устанавливают на установочное приспособление, на второй стороне кристаллической или полукристаллической пластинки фрезой прорезают прямолинейные или криволинейные канавки, подвергают травлению вторую сторону кристаллической или полукристаллической пластинки с получением на ней режущих кромок одного или нескольких хирургических лезвий, преобразованием слоя кристаллического или полукристаллического материала получают на поверхности режущей кромки слой нового твердого соединения, пластинку разрезают на отдельные хирургические лезвия, собирают их с держателями и упаковывают.
В настоящем изобретении предлагаются далее различные хирургические лезвия, предназначенные для глазных и микрохирургических операций, операций на сердце, операций, связанных с лечением зрения и слуха, нейрохирургических операций, восстановительных и косметических операций и для использования в биологических целях, а также не предназначенные для использования в медицине или биологии лезвия, изготовленные предлагаемыми в изобретении способами.
Краткое описание чертежей
Отличительные особенности и преимущества настоящего изобретения более подробно рассмотрены ниже на примере нескольких предпочтительных вариантов его возможного осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
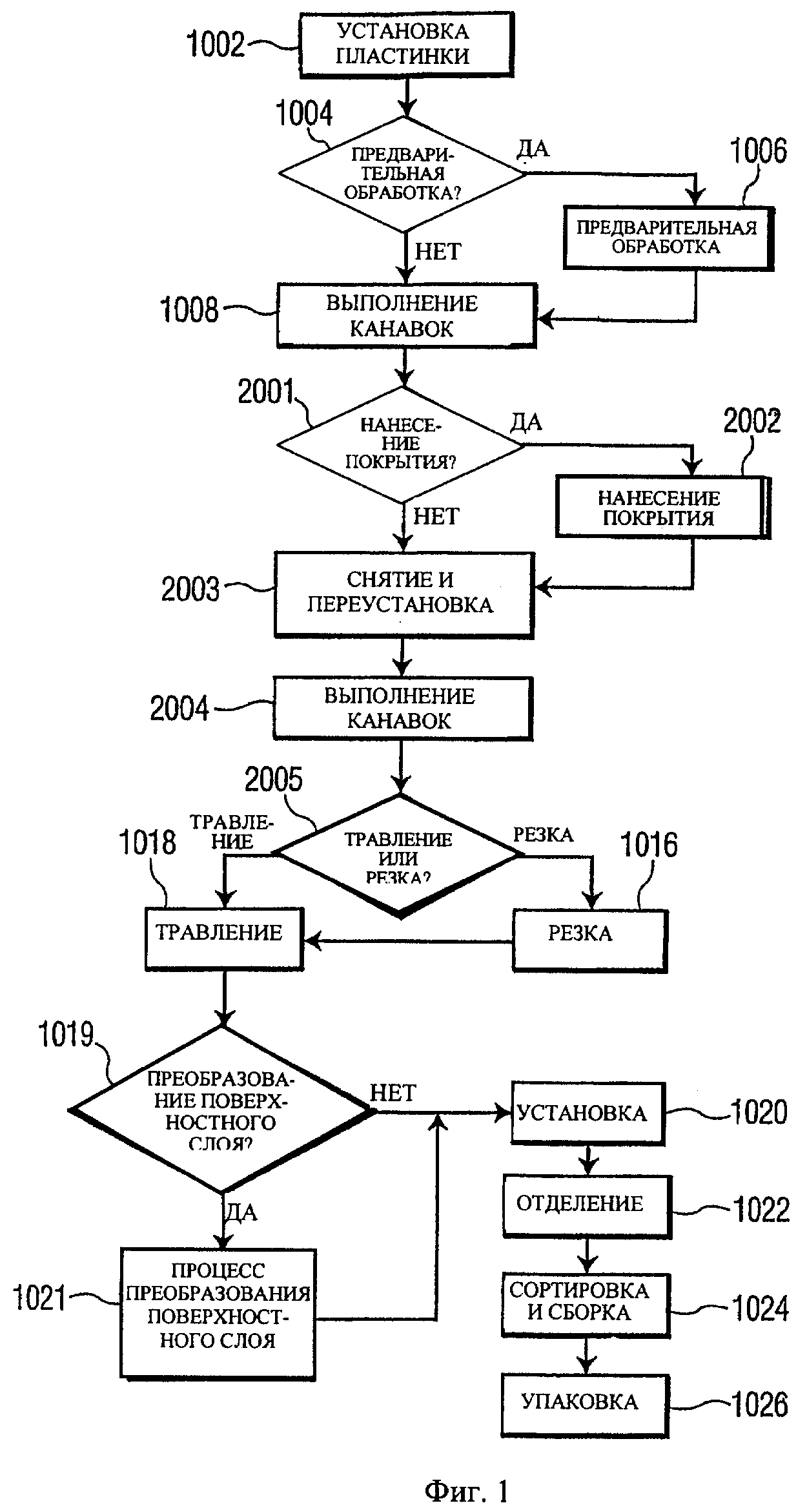
на фиг.1 - блок-схема последовательности выполнения стадий предлагаемого в первом варианте осуществления изобретения способа изготовления кремниевого хирургического лезвия с двухсторонним скосом режущей кромки,
на фиг.2 - блок-схема последовательности выполнения стадий предлагаемого во втором варианте осуществления изобретения способа изготовления кремниевого хирургического лезвия с односторонним скосом режущей кромки,
на фиг.3 - блок-схема последовательности выполнения стадий предлагаемого в третьем варианте осуществления изобретения способа изготовления кремниевого хирургического лезвия с односторонним скосом режущей кромки,
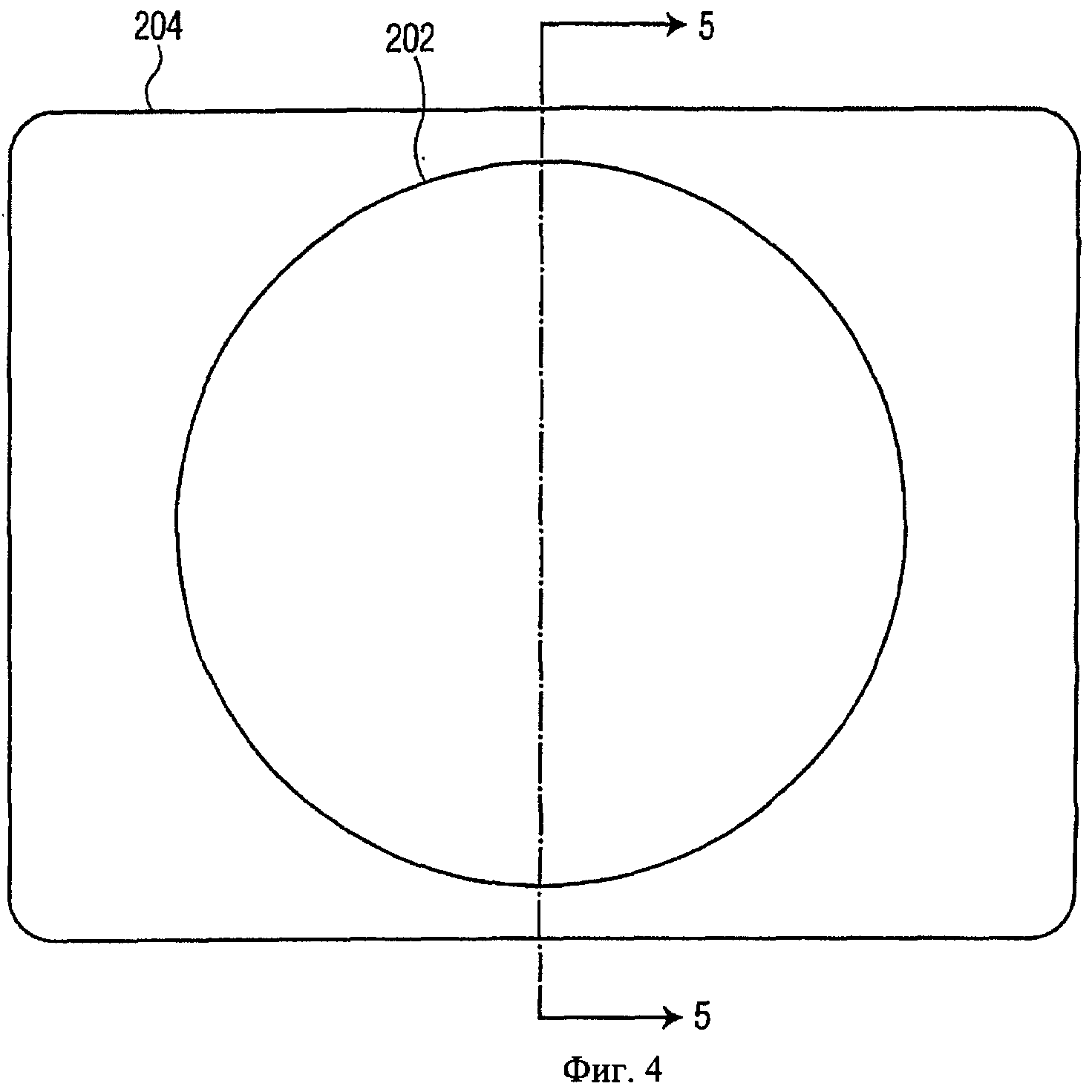
на фиг.4 - вид сверху кремниевой пластинки, расположенной на установочном приспособлении,
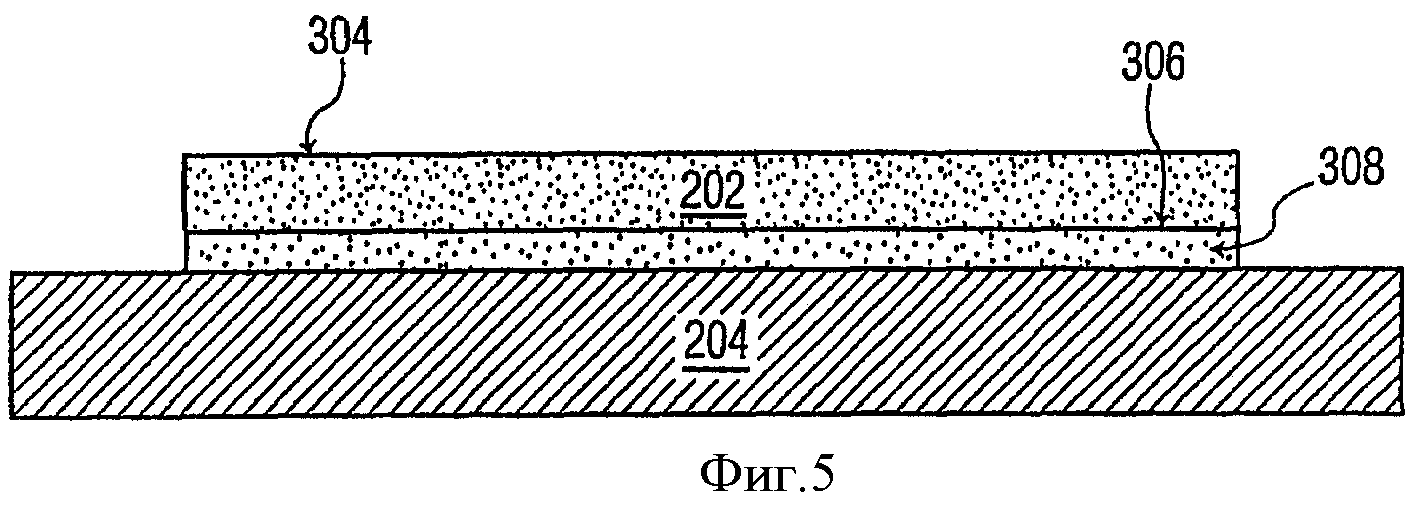
на фиг.5 - поперечный разрез кремниевой пластинки, расположенной на установочном приспособлении,
на фиг.6 - схема, иллюстрирующая использование лазера с водоструйным световодом для предварительной обработки кремниевой пластинки, на которой выполняют канавки предлагаемым в одном из вариантов осуществления изобретения способом,
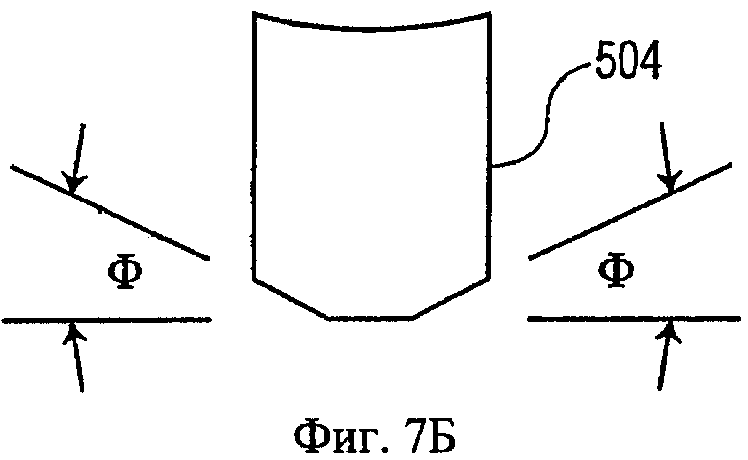
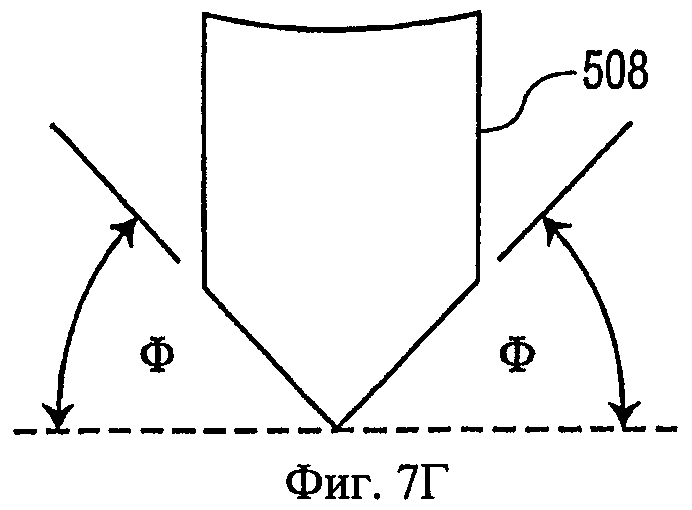
на фиг.7А-7Г - схемы, иллюстрирующие заточку режущих дисков, используемых для прорезания канавок в кремниевой пластинке, обрабатываемой предлагаемым в одном из вариантов осуществления изобретения способом,
на фиг.8 - схема, иллюстрирующая обработку режущим диском расположенной на установочном приспособлении кремниевой пластинки, обрабатываемой предлагаемым в одном из вариантов осуществления изобретения способом,
на фиг.8А-8В - схемы, иллюстрирующие использование прорезей при выполнении в кремниевой пластинке режущим диском канавок предлагаемым в одном из вариантов осуществления изобретения способом,
на фиг.9 - поперечное сечение режущего диска, предназначенного для выполнения канавок в расположенной на ленте кремниевой пластинке предлагаемым в одном из вариантов осуществления изобретения способом,
на фиг.10А и 10Б - кремниевые хирургические лезвия с односторонним и двухсторонним скосом режущей кромки, изготовленных способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.11 - схема, иллюстрирующая использование лазера с водоструйным световодом для обработки канавок в кремниевой пластинке, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.12 - схема, иллюстрирующая использование системы ультразвуковой обработки канавок в кремниевой пластинке, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
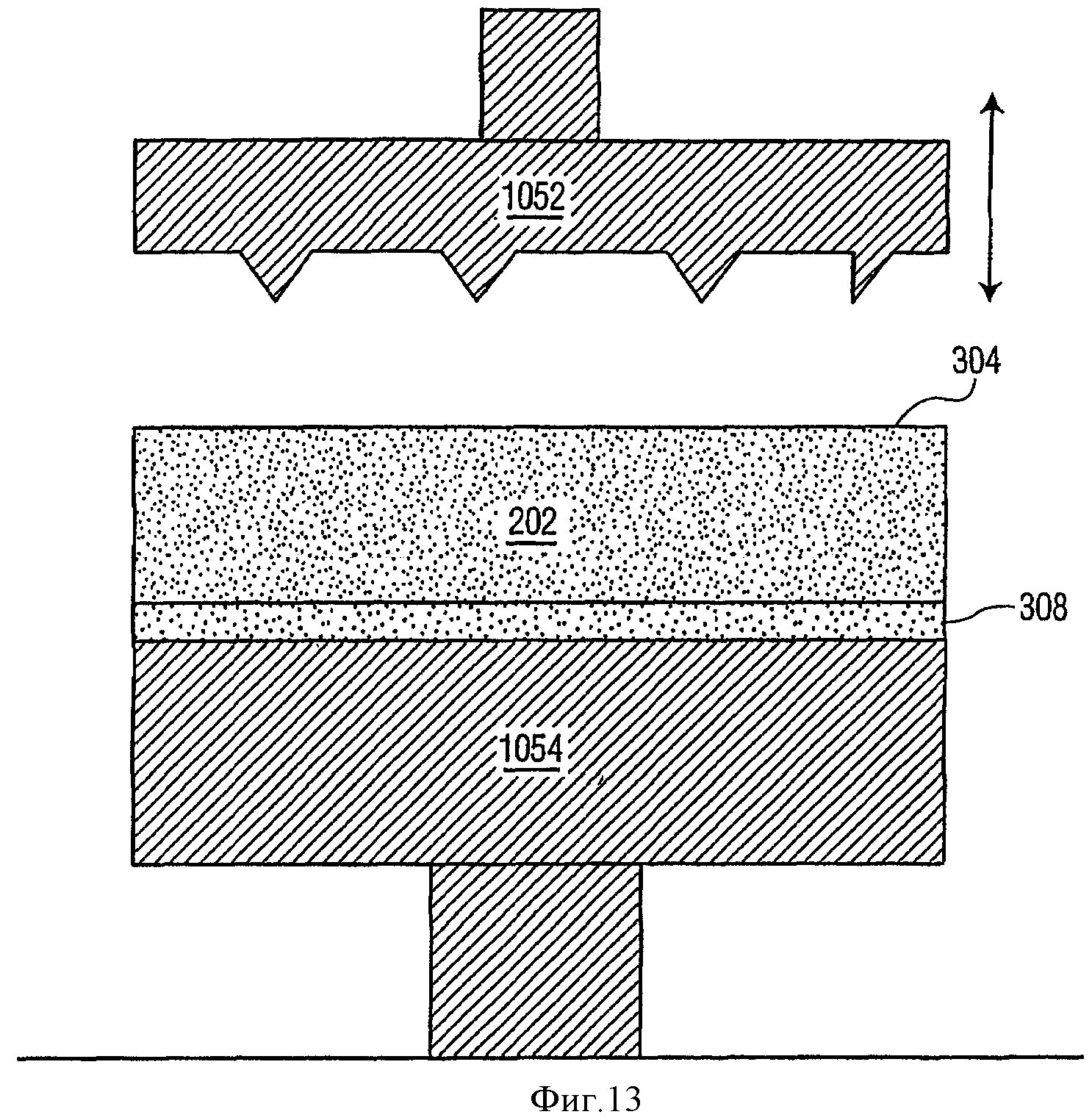
на фиг.13 - схема, иллюстрирующая использование метода горячей объемной штамповки для обработки канавок в кремниевой пластинке, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.14 - кремниевая пластинка с выполненными с обеих сторон канавками и покрытием, нанесенным на одну сторону обработанной пластинки, из которой изготавливают лезвия предлагаемым в одном из вариантов осуществления изобретения способом,
на фиг.15 - поперечное сечение режущего диска, предназначенного для выполнения второй канавки в расположенной на ленте кремниевой пластинке, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.16 - полученное под микроскопом изображение поперечного сечения кремниевой пластинки с выполненными механической обработкой с двух сторон канавками, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.17А-17Б - схемы, иллюстрирующие изотропное травление обработанной кремниевой пластинки с выполненными с двух сторон канавками, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.18А-18Б - схемы, иллюстрирующие изотропное травление обработанной кремниевой пластинки с выполненными с двух сторон канавками и нанесенным с одной стороны покрытием, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.19 - изображение скошенной с двух сторон режущей кромки кремниевого хирургического лезвия с односторонним покрытием, изготовленного способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.20А-20Ж - примеры хирургических лезвий, изготовленных предлагаемым в изобретении способом,
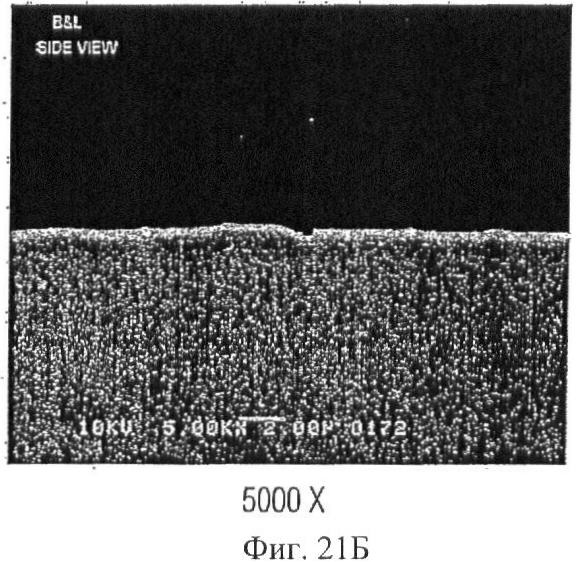
на фиг.21А и 21Б - увеличенное в 5000 раз изображение поперечного сечения режущей кромки кремниевого хирургического лезвия, изготовленного предлагаемым в одном из вариантов осуществления изобретения способом, и хирургического лезвия из нержавеющей стали,
на фиг.22А и 22Б - увеличенное в 10000 раз изображение в виде сверху режущей кромки кремниевого хирургического лезвия, изготовленного предлагаемым в одном из вариантов осуществления изобретения способом, и хирургического лезвия из нержавеющей стали,
на фиг.23А и 23Б - схемы, иллюстрирующие изотропное травление обработанной кремниевой пластинки, из которой изготавливают лезвия способом, предлагаемым еще в одном варианте осуществления изобретения, с выполненными на одной стороне канавками и покрытием, нанесенным на противоположную сторону пластинки,
на фиг.24 - схема, иллюстрирующая скрепление штифтами рукоятки и хирургического лезвия, изготовленного способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.25А и 25Б - профиль режущей кромки лезвия, изготовленного из кристаллического материала, и лезвия, изготовленного в соответствии с одним из вариантов осуществления изобретения из кристаллического материала с поверхностным слоем нового соединения, образовавшегося в результате преобразования кремния на поверхности режущей кромки,
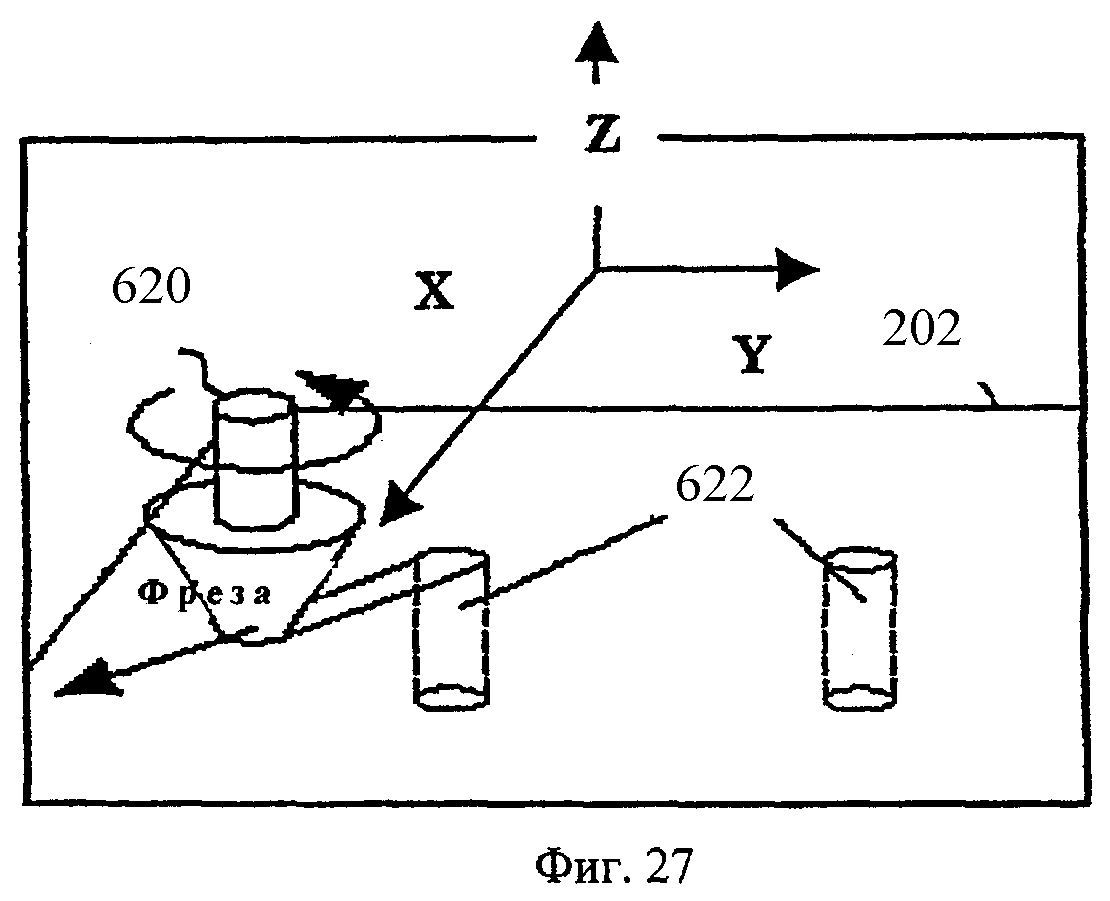
на фиг.26-29 - схемы, иллюстрирующие использование фрезы для выполнения прямолинейных и криволинейных канавок в кристаллическом материале, из которого изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.30 - технологическая схема фрезерования прямолинейных или криволинейных канавок в кристаллическом материале способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.31А-31В - лезвие с двухсторонним скосом многогранной режущей кромки, изготовленное способом, предлагаемым в одном из вариантов осуществления изобретения,
на фиг.32А-32Г - лезвие с двухсторонним скосом режущей кромки переменного профиля, изготовленное способом, предлагаемым в одном из вариантов осуществления изобретения,
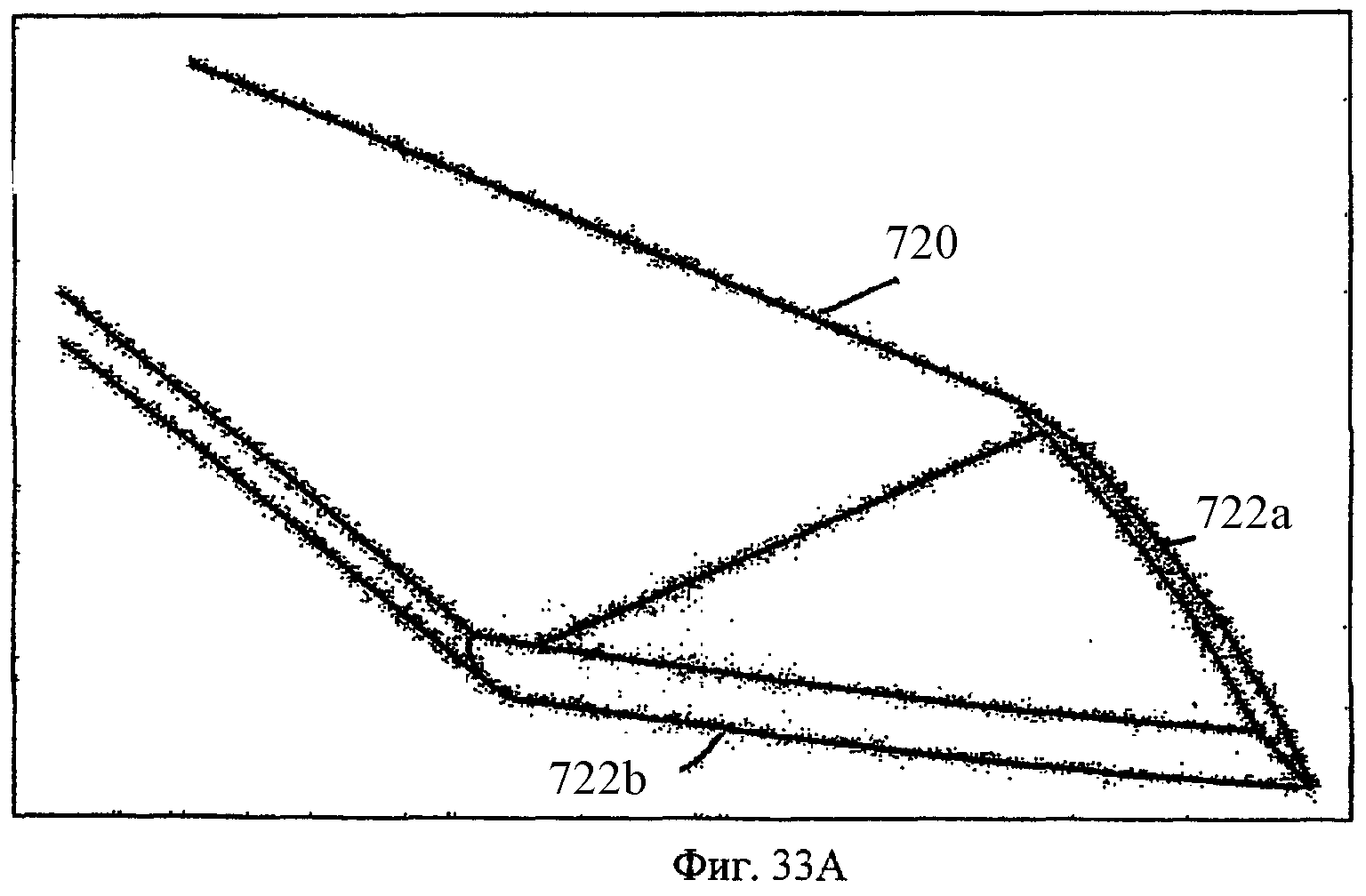
на фиг.33А-33Г - первый и второй варианты первого примера выполнения изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать при глазных и других микрохирургических операциях,
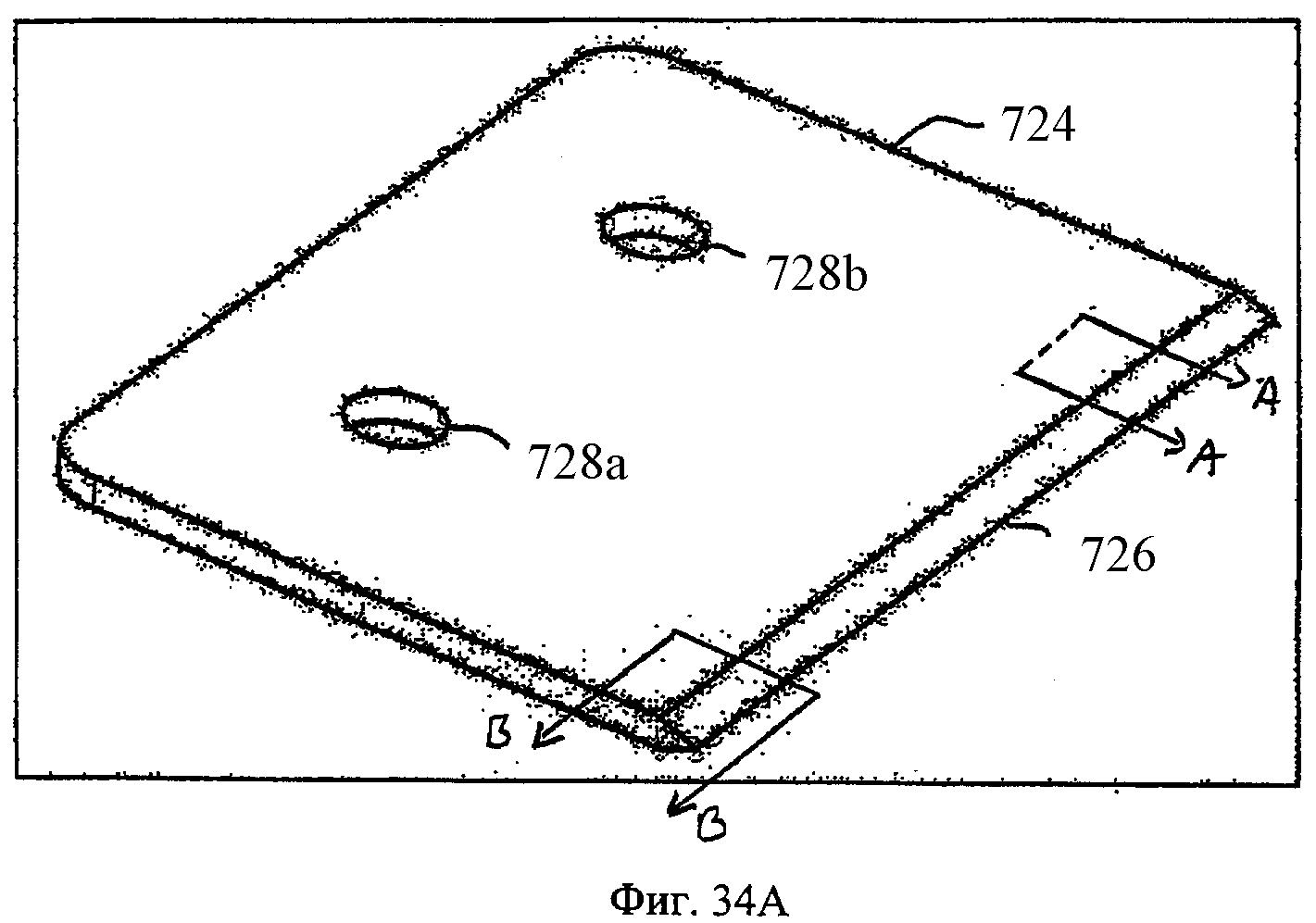
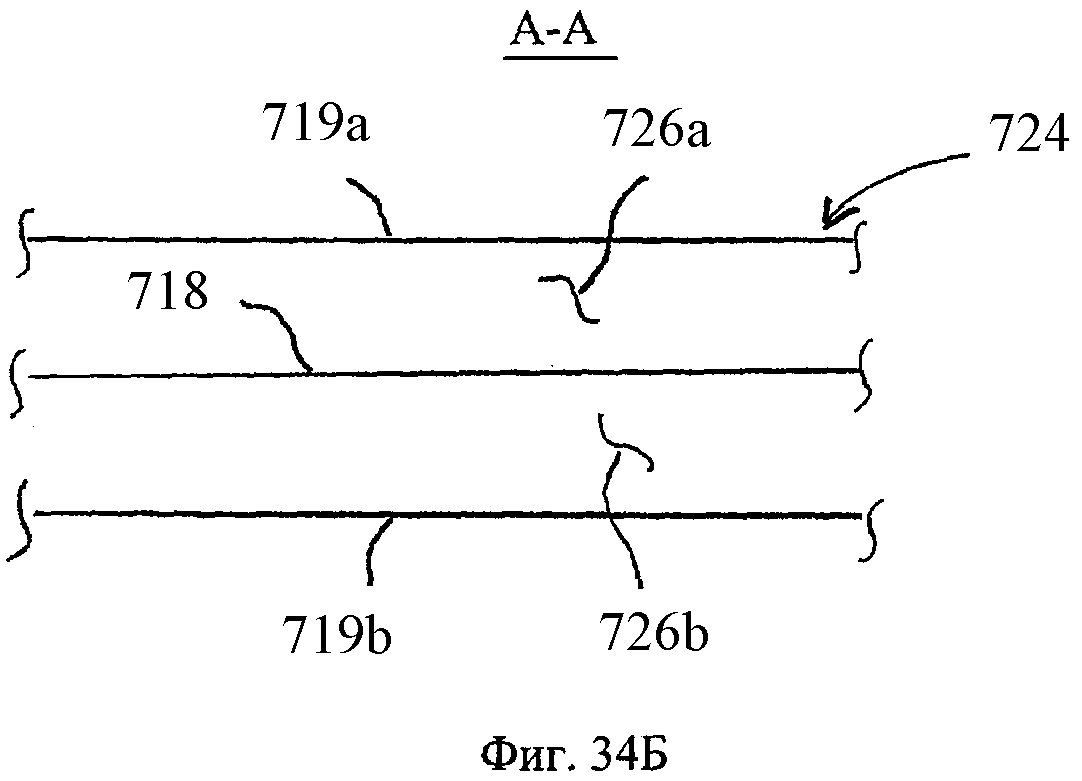
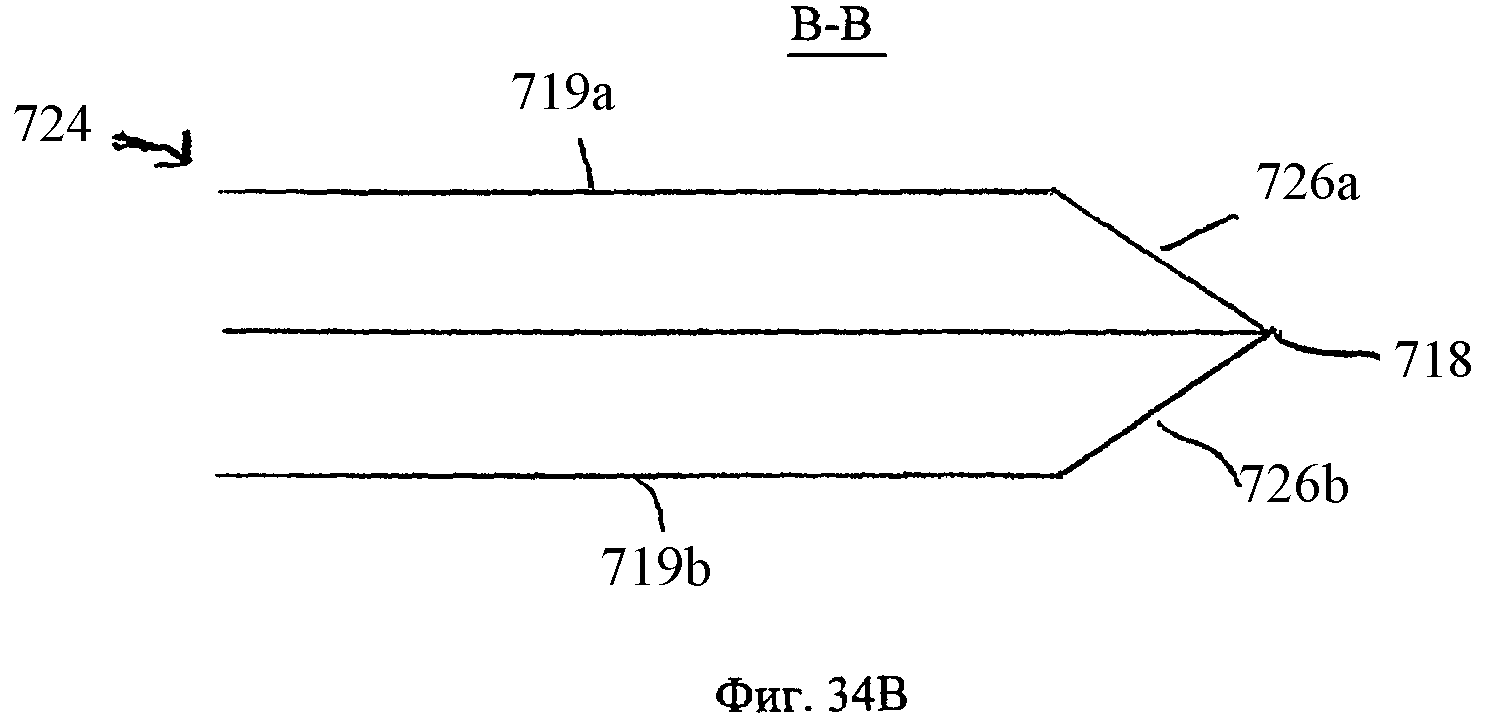
на фиг.34А-34В - второй пример выполнения изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать при глазных и других микрохирургических операциях,
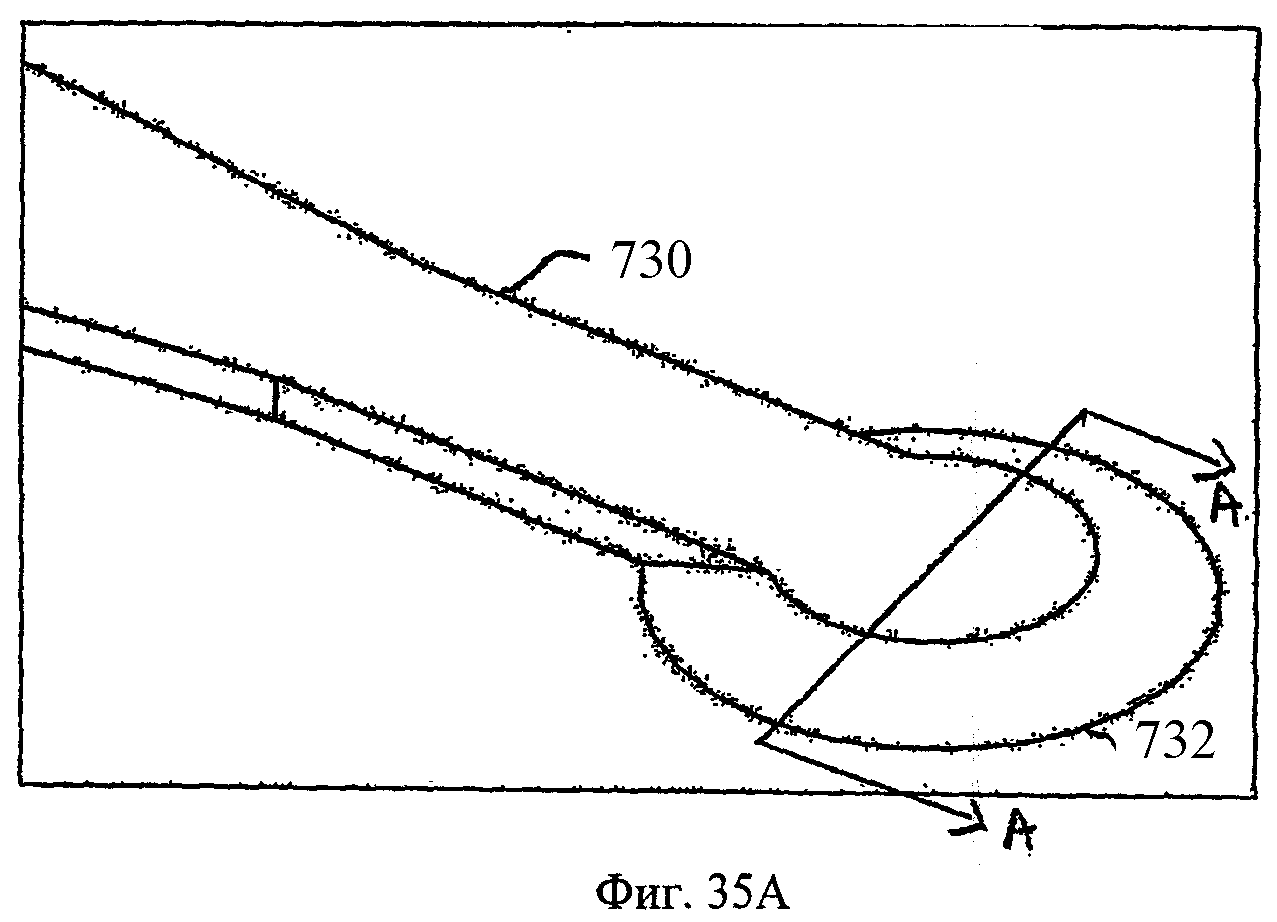
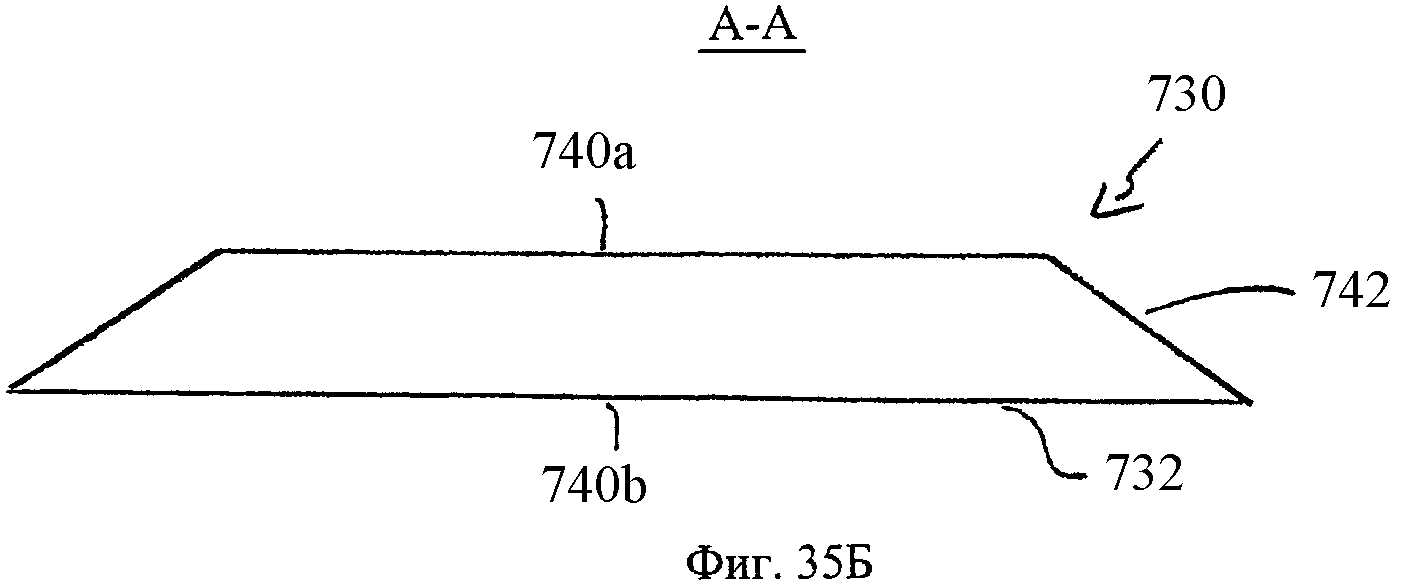
на фиг.35А-35В - третий пример выполнения изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать при глазных и других микрохирургических операциях,
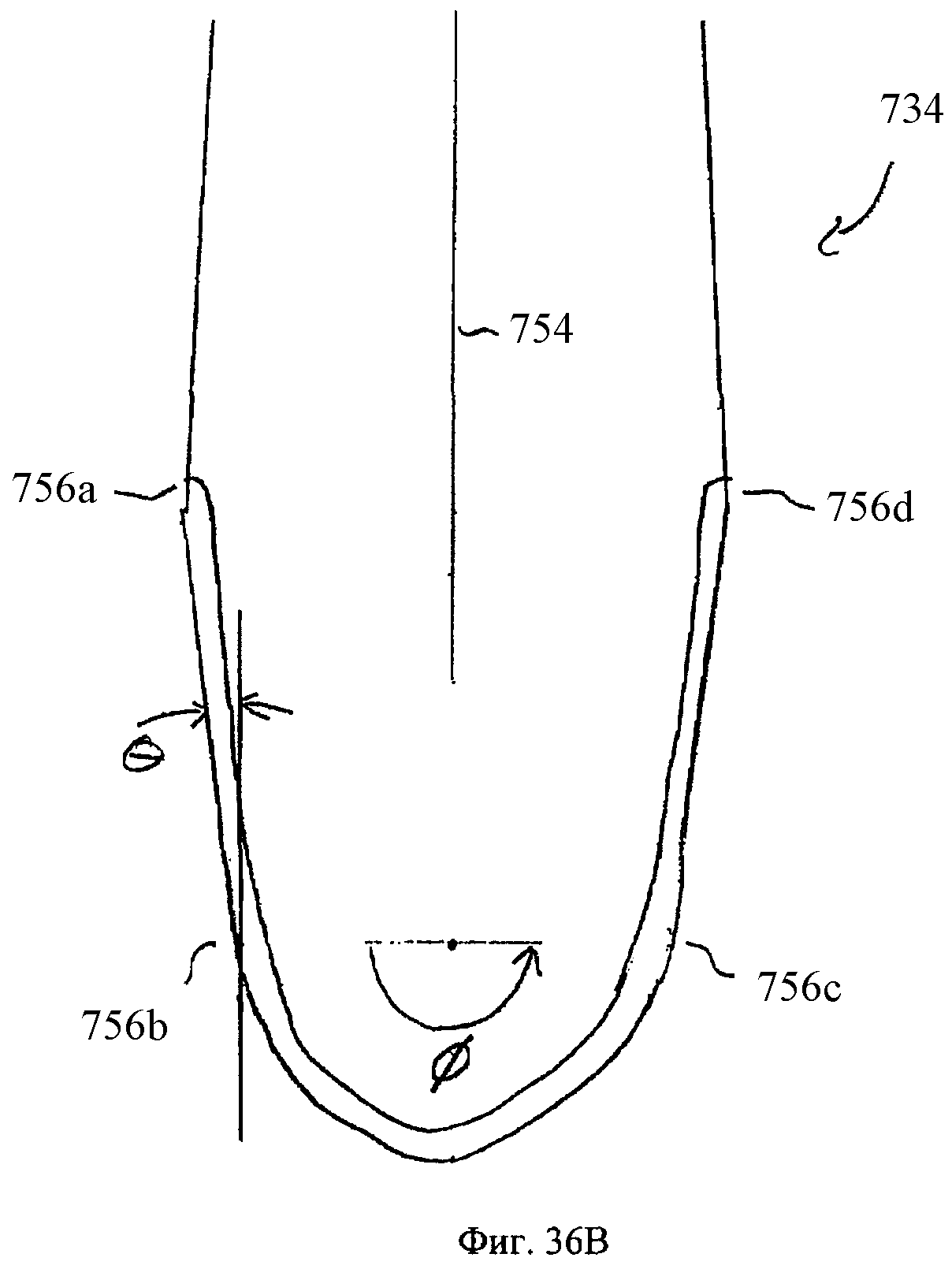
на фиг.36А-36В - четвертый пример выполнения изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать при глазных и других микрохирургических операциях,
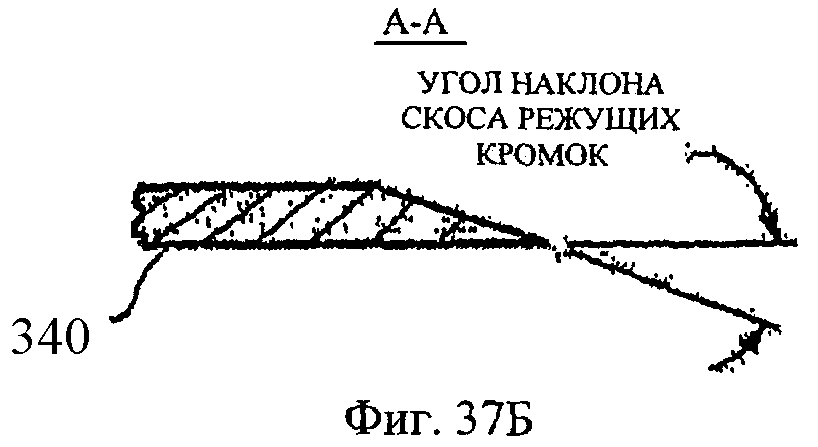
на фиг.37А-37В - различные параметры хирургического лезвия, изготовленного предлагаемым в изобретении способом,
на фиг.38А и 38Б - дополнительные параметры хирургического лезвия, изготовленного предлагаемым в изобретении способом, и
на фиг.39 - сравнение радиусов режущей кромки лезвий, изготовленных из металла, и лезвий, изготовленных из кремния предлагаемыми в различных вариантах осуществления изобретения способами.
Предпочтительные варианты осуществления изобретения
Различные отличительные особенности предпочтительных вариантов осуществления изобретения более подробно рассмотрены ниже со ссылкой на соответствующие чертежи, на которых схожие элементы обозначены одинаковыми позициями. Рассмотренные в приведенном ниже описании наиболее предпочтительные варианты осуществления изобретения не ограничивают его объем, а лишь иллюстрируют лежащие в его основе принципы.
В настоящем изобретении по существу предлагаются система и способ изготовления хирургических лезвий, предназначенных для надреза мягких тканей. Однако предлагаемыми в изобретении способами можно изготавливать не только хирургические лезвия, но и различные другие режущие устройства.
Встречающийся в описании термин "хирургические лезвия", как очевидно, не исключает возможности изготовления предлагаемыми в изобретении способами режущих устройств самого различного типа, включая используемые в медицине бритвы, ланцеты, иглы для подкожных инъекций, канюли для отбора проб и другие острые предметы. Кроме того, изготовленные предлагаемым в изобретении способом по предлагаемой системе лезвия можно использовать в других, не связанных с медициной целях, например для бритья и в лабораторных целях (для среза образцов тканей). Кроме того, рассмотренные в описании в качестве примера лезвия для глазных операций могут найти в медицине и другое применение, например при проведении операций на сердце, операций, связанных с лечением зрения и слуха, нейрохирургических операций, косметических операций и операций восстановительного характера.
Значение встречающихся в описании и хорошо известных специалистам терминов "односторонний" и "двухсторонний" скос режущей кромки тем не менее следует уточнить. Режущая кромка с односторонним скосом - это кромка с одной скошенной гранью, острый край которой лежит в плоскости одной из сторон лезвия. Лезвие с таким односторонним скосом режущей кромки показано на фиг.10 и более подробно описано ниже. Режущая кромка с двухсторонним скосом - это кромка с двумя скошенными гранями, острый край которой лежит в средней плоскости лезвия. Лезвие с такой режущей кромкой показано на фиг.10Б, 20А и 31В. Грань - это плоский участок скошенной стороны режущей кромки. Лезвие может иметь на каждой скошенной стороне режущей кромки одну, две или несколько граней. Фактически одно и то же лезвие может иметь несколько режущих кромок (или, например, несколько скошенных сторон с одной или несколькими гранями на каждой скошенной стороне).
Лезвия предпочтительно изготавливать из кристаллического кремния с определенной (избирательной) ориентацией кристаллов. Однако в принципе для изготовления лезвий можно использовать кристаллический кремний, а также другие материалы, поддающиеся изотропному травлению. Для изготовления кремниевых лезвий можно, в частности, использовать кремниевые пластинки с ориентацией <110> и <111>, а также легированные кремниевые пластинки с определенным (различным) удельным сопротивлением и содержанием кислорода. Кроме таких пластинок для изготовления лезвий можно использовать и пластинки из других материалов, например из нитрида кремния и арсенида галлия. Предпочтительно лезвия изготавливать из пластинок. Кроме кристаллических материалов для изготовления хирургических лезвий можно использовать и поликристаллические материалы. К таким материалам относится, в частности, поликристаллический кремний. В этой связи необходимо отметить, что встречающийся в описании термин "кристаллический" относится и к кристаллическим, и к поликристаллическим материалам.
Для специалистов в данной области очевидно, что изготавливать хирургические лезвия предлагаемыми в изобретении способами можно не только из "кремниевых пластинок", но и из любых комбинаций указанных выше материалов с различной ориентацией кристаллографических плоскостей, а также из других кристаллических материалов с соответствующей ориентацией кристаллографических плоскостей.
На фиг.1 показана блок-схема последовательности выполнения стадий предлагаемого в одном из вариантов осуществления изобретения способа изготовления хирургического лезвия с двухсторонним скосом режущей кромки. Способ, различные варианты осуществления которого в виде блок-схем показаны на фиг.1-3, в первую очередь предназначен для изготовления предлагаемых в изобретении кремниевых хирургических лезвий. Однако, кроме этого, при соответствующем изменении показанной на фиг.1-3 последовательности выполнения стадий предлагаемый в изобретении способ можно использовать для изготовления различных по своим параметрам кремниевых хирургических лезвий или для изготовления лезвий с учетом конкретных производственных условий и возможностей.
Так, например, предлагаемый в первом варианте осуществления изобретения способ изготовления лезвий с двухсторонним скосом режущей кромки, блок-схема последовательности выполнения стадий которого показана на фиг.1, можно использовать и для изготовления лезвий с многогранной режущей кромкой (например, с тремя или более гранями). Лезвие с такой режущей кромкой показано на фиг.31А-31В и более подробно описано ниже. Кроме того, предлагаемый в изобретении способ можно использовать для изготовления лезвий с двухсторонней режущей кромкой, показанной на фиг 32. Лезвие, показанное на фиг.32, также подробно описано ниже. Помимо этого, предлагаемые в изобретении и подробно описанные ниже способы можно использовать для изготовления показанных на фиг.20Б и 20Г лезвий с односторонней режущей кромкой с двумя (или несколькими) режущими поверхностями с двумя (или несколькими) углами скоса режущей кромки и лезвий с разными углами скоса режущих кромок. В заключение следует отметить, что, не выходя за объем изобретения, в показанные на фиг.1-3 блок-схемы последовательности выполнения стадий предлагаемого в основных (предпочтительных) вариантах осуществления изобретения способа изготовления кремниевых хирургических лезвий можно вносить самые разные изменения и усовершенствования.
Предлагаемый в первом варианте осуществления изобретения способ изготовления хирургических лезвий с двухсторонним скосом режущей кромки, предпочтительно из кристаллического материала, в частности кремния, блок-схема последовательности выполнения стадий которого показана на фиг.1, начинается с выполнения стадии 1002. На стадии 1002 кремниевую пластинку помещают на специальное установочное приспособление 204, на котором она находится во время ее последующей обработки. На фиг.4 показана кремниевая пластинка 202, находящаяся на сборной конструкции из опоры и чувствительной к УФ-излучению ленты (установочном приспособлении) 204. Такие установочные приспособления 204, используемые для механической обработки кремниевых пластинок, в настоящее время широко применяются в полупроводниковой промышленности. Для специалистов в данной области очевидно, что изготовление хирургических лезвий предлагаемым в предпочтительных вариантах осуществления изобретения способом не требует обязательной обработки кремниевой (кристаллической) пластинки 202 в специальном установочном приспособлении 204.
На фиг.5 та же самая кремниевая пластинка 202, расположенная на установочном приспособлении 204, показана в поперечном разрезе в виде сбоку (не имеет значения - слева или справа из-за симметричной формы пластинки). Показанная на фиг.5 кремниевая пластинка 202 находится на ленте 308, которая в свою очередь помещена на установочное приспособление 204. Расположенная на установочном приспособлении кремниевая пластинка 202 имеет первую сторону 304 и вторую сторону 306.
Как показано на фиг.1, после стадии 1002 выполняют стадию 1004. При выполнении стадии 1004 определяют необходимость в предварительной обработке кремниевой пластинки 202 на стадии 1006. Для предварительной обработки пластинки на стадии 1006 используют показанный на фиг.6 лазер 402 с водоструйным световодом. Излучаемый лазером 402 с водоструйным световодом луч 404 воздействует на поверхность расположенной на установочном приспособлении 204 кремниевой пластинки 202. Лазерный луч 404 вырезает в кремниевой пластинке 202 различные показанные на фиг.6 сквозные отверстия 406, образующие исходные (опорные) точки для последующей обработки пластинки.
Направленный на кремниевую пластинку 202 лазерный луч 404 прорезает пластинку. Способность лазера к образованию в кремниевой пластинке 202 надрезов зависит от длины X волны лазерного излучения. В предпочтительном варианте осуществления изобретения для наиболее эффективной предварительной обработки кремниевой пластинки обычно используют лазер на алюмоиттриевом гранате (YAG), длина волны излучения которого составляет 1064 нм, что, однако, не исключает возможности обработки пластины также лазерным излучением с другой длиной волны и лазерами другого типа. При использовании других кристаллических или поликристаллических материалов более приемлемы другие длины волн лазерного излучения и лазеры других типов.
Вырезанные в кремниевой пластинке сквозные отверстия 406 (таким способом в пластинке можно выполнить много отверстий) используются в качестве исходных (реперных) точек для выполнения в пластинке канавок (о чем более подробно сказано ниже в описании стадии 1008), в частности, в тех случаях, когда канавки в пластинке выполняют соответствующим образом заточенным режущим диском. Для предварительной обработки кремниевой пластинки и выполнения в ней сквозных (реперных) отверстий 406 можно использовать любые лазеры (например, эксимерный лазер или упомянутый выше лазер 402 с водоструйным световодом). Обычно вырезанные в кремниевой пластинке сквозные отверстия имеют крестовидную или круглую форму. Выбор формы сквозных отверстий зависит от геометрии конкретного инструмента и ряда других технологических факторов и не ограничен двумя приведенными выше примерами.
Кроме лазерного луча для выполнения в кремниевой пластине на стадии предварительной обработки сквозных (реперных) отверстий можно использовать и другие средства механической обработки. К таким не ограничивающим объем изобретения средствам относятся сверла, шлифовальные инструменты и устройства 100 для ультразвуковой обработки. Как таковые подобные средства механической обработки пластинок хорошо известны специалистам, хотя их использование в реализации предпочтительных вариантов предлагаемого в изобретении способа и является достаточно новым.
Предварительно, до выполнения образующих режущие кромки лезвий канавок обработанная кремниевая пластинка 202 со сквозными отверстиями должна оставаться целой во время ее травления. Лазерный луч (например, упомянутого выше лазера 402 с водоструйным световодом или эксимерного лазера) можно использовать и для выполнения у внешнего края пластинки сквозных эллиптических прорезей для захода режущего диска 502 (о чем более подробно сказано ниже со ссылкой на фиг.7А-7В) при выполнении в кремниевой пластинке 202 канавок, образующих режущие кромки лезвий. Такие прорези для захода режущего диска можно выполнять и с помощью (описанных выше) средств механической обработки, которые можно использовать вместо лазера для выполнения в пластинке реперных отверстий.
После предварительной обработки кремниевой пластинки 202 на стадии 1106 (после выполнения в ней сквозных реперных отверстий 406 и прорезей для захода дисковой фрезы) или сразу же после выполнения стадий 1002 и 1004 ("стадия" 1004 не является физически выполняемой стадией; подобные стадии принятия решения даются для иллюстрации всего процесса обработки и его вариантов), на которых пластинку помещают в приспособление для ее последующей обработки и принимают решение о необходимости ее предварительной обработки, выполняют стадию 1008 (фиг.1). На стадии 1008 на первой стороне 304 кремниевой пластинки 202 выполняют образующие режущие кромки лезвий канавки. В зависимости от условий производства и конструкции изготавливаемых из кремниевых пластинок хирургических лезвий канавки в кремниевой пластинке можно выполнить разными методами.
Выполнять в кремниевой пластинке образующие режущие кромки лезвий канавки можно обработкой режущим диском, обработкой лазером, ультразвуковой обработкой, горячей объемной штамповкой или фасонным фрезерованием. Очевидно, что решить эту задачу можно и другими путями. Подробно все эти методы рассмотрены ниже. Канавки, выполняемые в кремниевой пластинке любым из этих методов, образуют скошенные под определенным углом режущие кромки изготавливаемых из пластинки кремниевых хирургических лезвий. При выполнении в кремниевой пластинке 202 канавок форма удаляемого с пластинки кремниевого материала зависит от профиля дисковой фрезы, траектории движения по поверхности пластинки луча эксимерного лазера или луча источника ультразвука и от самой формы скошенной режущей кромки лезвия. Если выполнение канавок режущим диском позволяет изготавливать из кремниевой пластинки лезвия только с прямой режущей кромкой, то два других метода обеспечивают возможность изготовления кремниевых хирургических лезвий практически с любой формой режущей кромки. При горячей объемной штамповке кремниевую пластинку нагревают до температуры, достаточной для ее пластической деформации, и обжимают в объемной пресс-форме до образования в нагретой "мягкой" кремниевой пластинке канавок необходимого профиля. Встречающийся в описании термин "обработка" канавок относится ко всем методам выполнения канавок в кремниевой пластинке, в том числе и к упомянутым выше методам выполнения канавок режущим диском, обработкой лазером, ультразвуковой обработкой, фасонным фрезерованием или горячей объемной штамповкой, а также к обработке другими аналогичными, не упомянутыми выше методами. Ниже все эти методы рассмотрены более подробно.
На фиг.7А-7Г показан режущий диск, который в соответствии с одним из вариантов осуществления изобретения можно использовать для выполнения (прорезания) канавок в кремниевой пластинке. На фиг.7А показан первый вариант выполнения режущего диска 502 с одной режущей поверхностью, заточенной под углом Ф и предназначенной для изготовления лезвий с односторонней режущей кромкой с тем же углом наклона. На фиг.7Б показан второй вариант выполнения режущего диска 504 с двумя режущими поверхностями, заточенной с двух сторон под углом Ф к поверхности пластинки. На фиг.7В показан третий вариант выполнения режущего диска 506 с одной режущей поверхностью, заточенной под тем же углом Ф, но с другим, чем у первого режущего диска 502, профилем. На фиг.7Г показан четвертый вариант выполнения режущего диска 508 с двумя, как и у показанного на фиг.7Б режущего диска, режущими поверхностями, заточенными под углом Ф.
Все режущие диски 502, 504, 506 и 508, показанные на фиг.7А-7Г, заточены под одним и тем же углом Ф, что, однако, не исключает очевидной для специалистов в данной области возможности их заточки под разными углами, выбор которых зависит от необходимого угла наклона режущей кромки изготовленного из кремния хирургического лезвия. Кроме того, о чем подробнее сказано ниже, одно и то же кремниевое хирургическое лезвие может иметь разные режущие кромки, скошенные под разными углами. Второй режущий диск 504 можно использовать для увеличения производительности линии, на которой изготавливают одинаковые по геометрии режущей кромки кремниевые хирургические лезвия или для изготовления кремниевых хирургических лезвий с двумя или тремя режущими кромками. Различные варианты выполнения лезвий, изготовленных предлагаемым в изобретении способом, подробнее рассмотрены ниже со ссылкой на фиг.20А-20Ж. В предпочтительном варианте осуществления изобретения в качестве режущего диска предлагается использовать режущий диск с алмазной режущей кромкой.
Для выполнения канавок на первой стороне 304 кремниевой пластинки 202 используют, как сказано выше, специальные режущие диски. Режущий диск выбирают таким образом, чтобы после окончательной обработки поверхности кремниевая пластинка имела достаточно высокую долговечность. Рабочую поверхность режущего диска профилируют в зависимости от профиля выполняемых в кремниевой пластинке 202 канавок. От профиля рабочей поверхности режущего диска и формы канавок непосредственно зависит профиль режущей кромки готовых лезвий. Обычно угол наклона режущей кромки хирургических лезвий с односторонним и двухсторонним скосом режущей кромки составляет от 15 до 45°. При изготовлении кремниевых хирургических лезвий предлагаемым в изобретении способом оптимальный выбор режущего диска и режима травления позволяет с высокой точностью контролировать угол наклона их режущих кромок.
На фиг.8 схематично проиллюстрирован процесс обработки режущим диском кремниевой пластинки, помещенной на установочное приспособление, предлагаемым в изобретении способом. На фиг.8 показан режущий диск, которым выполняют канавки на первой стороне 304 кремниевой пластинки 202. При изготовлении кремниевых хирургических лезвий со скошенными режущими кромками этим способом можно использовать любой из показанных на фиг.7А-7Г режущих дисков (502, 504, 506 или 508). В этой связи необходимо, однако, отметить, что кроме режущих дисков, показанных на фиг.7А-7Г, для изготовления кремниевых лезвий предлагаемым в изобретении способом можно использовать и другие режущие диски. На фиг.9 показано поперечное сечение режущего диска в процессе прорезания предлагаемым в одном из вариантов осуществления изобретения способом канавки в находящейся на ленте кремниевой пластинке. На фиг.9 в увеличенном масштабе показано поперечное сечение режущего диска, изображенного на фиг.8, в момент прорезания канавки в кремниевой пластинке 202. Показанный на этом чертеже режущий диск 502 не проходит насквозь через кремниевую пластинку 202, а проникает в нее на глубину, равную высоте режущей кромки лезвия с односторонним скосом режущей кромки и составляющую приблизительно 50-90% от толщины кремниевой пластинки 202. Такое же соотношение между высотой режущей кромки лезвий с односторонним скосом режущей кромки и толщиной кремниевой пластинки необходимо соблюдать при выполнении в пластинке образующих режущую кромку лезвия канавок любым методом (в том числе и при горячей объемной штамповке кремниевых пластинок). При изготовлении лезвий с двухсторонним скосом режущей кромки с прорезанием в кремниевой пластинке канавок режущим диском или при выполнении канавок другими методами глубина канавок на каждой стороне кремниевой пластинки 202 должна составлять приблизительно 25-49% от ее толщины. Изготовленные предлагаемым в изобретении способом кремниевые хирургические лезвия с односторонним и двухсторонним скосом режущей кромки показаны соответственно на фиг.10А и 10Б.
Как уже было отмечено выше, в кремниевой пластинке 202 можно вырезать узкие прорези, в частности в тех случаях, когда образующие режущие кромки лезвий канавки выполняют режущим диском. Такие узкие прорези можно выполнить в кремниевой пластинке 202 таким же методом, что и сквозные отверстия, например, лазером с водоструйным световодом или эксимерным лазером, используя их совершенно для других целей. Следует отметить, что сквозные отверстия используются в качестве реперных отметок для точного позиционирования кремниевой пластинки 202 на станке для выполнения канавок. Сквозные отверстия особенно необходимы при изготовлении лезвий с двухсторонним скосом режущей кромки, поскольку выполняемые при второй обработке кремниевой пластинки 202 (обработке ее другой стороны) канавки должны точно совпадать с канавками, выполненными до этого на первой стороне пластинки. Узкие прорези, однако, предназначены для другой цели. Выполненные на краю кремниевой пластинки 202 узкие прорези предназначены для захода режущего диска и препятствуют раскалыванию или разрушению кремниевой пластинки во время выполнения канавок (фиг.8). Выполнение в кремниевой пластинке узких прорезей для захода режущего диска (см. фиг.8А) является предпочтительным вариантом осуществления предлагаемого в изобретении способа изготовления кремниевых хирургических лезвий. При отсутствии узких прорезей (фиг.8) очень тонкая после выполнения канавок описанным выше способом кремниевая пластинка 202 может легко сломаться даже под действием очень небольших напряжений. Иными словами, выполненная без узких прорезей для захода режущего диска кремниевая пластинка, показанная на фиг.8, обладает небольшой конструктивной жесткостью. Такая кремниевая пластинка по жесткости существенно отличается от пластинки, показанной на фиг.8В. Обработанная кремниевая пластинка 202, показанная на фиг.8В, обладает намного большей жесткостью, заметно снижает количество брака и увеличивает производительность всей технологической линии по изготовлению кремниевых хирургических лезвий. Кремниевые пластинки 202, обработанные по схеме, показанной на фиг.8В, ломаются намного реже, чем кремниевые пластинки, обработанные по схеме, показанной на фиг.8. Как показано на фиг.8А и 8Б, узкая прорезь имеет большую, чем толщина режущего диска, ширину и длину, необходимую для захода режущего диска на достаточную для начала прорезания канавок глубину. При опускании в узкую прорезь режущий диск не касается кремниевой пластинки 202 и поэтому не раскалывает и не ломает ее, а прорезает в пластинке канавку только при перемещении в горизонтальном направлении. На фиг.8В показана первая сторона обработанной кремниевой пластинки 202 с узкими прорезями для захода режущего диска и образующими режущие кромки лезвий канавками.
На фиг.11 схематично проиллюстрировано использование лазера для выполнения канавок в кремниевой пластинке в соответствии с одним из вариантов осуществления предлагаемого в изобретении способа изготовления кремниевых хирургических лезвий. Выполнять канавки в кремниевой пластинке можно также подробно описанной ниже ультразвуковой обработкой по схеме, показанной на фиг.12. Преимуществом обоих этих методов обработки кремниевой пластинки является возможность изготовления лезвий с разной, в том числе и сложной, формой режущей кромки, например, лезвий, имеющих серповидную форму, лезвий, напоминающих по форме ложку, и лезвий для операций на склере. На фиг.11 показана схема станка 900 для лазерной обработки кремниевых пластинок. Лазерный станок 900 для обработки кремниевых пластинок имеет лазер 902, который излучает лазерный луч 904, и закрепленный на станине 908 станка механизм 906 многокоординатного перемещения. Очевидно, что такой станок может иметь (для упрощения не показанный на чертеже) компьютер и при необходимости сетевой интерфейс.
Обрабатываемую на лазерном станке 900 кремниевую пластинку 202 устанавливают на установочное приспособление 204 и механизмом 906 многокоординатного перемещения выставляют в требуемое положение. Использование лазерного станка 900 и соответствующих средств маскирования лазерного луча позволяет изготавливать из кремниевой пластинки лезвия с разным профилем режущей кромки. Расположенные внутри лазера 902 средства маскирования лазерного луча при их соответствующем выполнении обеспечивают обработку лазерным лучом только необходимых участков кремниевой пластинки. При изготовлении лезвий с двухсторонним скосом режущей кромки другую сторону кремниевой пластинки обрабатывают таким же путем, используя для точного совмещения канавок предварительно вырезанные в ней прорези 206А, 206Б или сквозные (реперные) отверстия 406.
Лазер 902 используется для прецизионного выполнения по определенному рисунку (или, согласно принятой для лазерной обработки, в соответствии с "профилем абляции" или "профилем уноса материала") системы канавок на первой стороне 304 или на второй стороне 306 кремниевой пластинки 202 при ее подготовке к последующему изотропному травлению на рассмотренной при описании показанной фиг.1 блок-схемы стадии 1018. Возможность получения растра упомянутых выше профилей абляции в кремниевой пластинке 202 обеспечивается наличием механизма многокоординатного перемещения и соответствующими средствами маскирования лазерного луча. Таким путем можно получать самые разные рисунки криволинейного профиля. Для обработки кремниевой пластинки на этой стадии можно использовать разные типы лазеров. В качестве примера можно назвать упомянутый выше эксимерный лазер и лазер 402 с водоструйным световодом. Длина волны излучения эксимерного лазера лежит в диапазоне от 157 до 248 нм. К другим лазерам, которые можно использовать для выполнения в кремниевой пластине системы канавок, относятся лазер на алюмоиттриевом гранате (YAG) и лазеры с длиной волны излучения 355 нм. Очевидно, что для выполнения в кремниевой пластинке системы канавок можно использовать и другие лазеры с определенной длиной волны излучения в диапазоне от 150 до 11000 нм.
На фиг.12 показана схема станка для ультразвуковой обработки, предназначенного для выполнения канавок в кремниевой пластинке при изготовлении кремниевых хирургических лезвий способом, предлагаемым в одном из вариантов осуществления изобретения. Станок для ультразвуковой обработки имеет прецизионную ультразвуковую головку 104, которой с использованием абразивной суспензии 102 обрабатывают первую сторону 304 или вторую сторону 306 кремниевой пластинки 202. На станке за один раз обрабатывают одну сторону пластинки. При изготовлении лезвий с двухсторонним скосом режущей кромки аналогичным способом обрабатывают другую сторону пластинки, используя для совмещения канавок сквозные реперные отверстия 406.
Станок для ультразвуковой обработки используют для прецизионного выполнения в кремниевой пластинке 202 системы канавок перед ее последующим влажным изотропным травлением. Для ультразвуковой обработки кремниевой пластинки используют вибрирующую с частотой ультразвуковых колебаний головку 104. Головка 104 не касается кремниевой пластинки 202, но находится вблизи нее и воздействует на абразивную суспензию 102 излучаемыми ею ультразвуковыми волнами. Под действием излучаемых головкой 104 в абразивную суспензию 102 ультразвуковых волн в кремниевой пластинке 202 по определенному рисунку, который определяется приданным рабочей поверхности головки профилем, происходит эрозия материала.
Для выполнения в кремниевой пластинке системы канавок рабочей поверхности головки 104 фрезерованием, шлифованием или электроэрозионной обработкой придают соответствующий профиль. Рисунок выполненных в кремниевой пластинке 202 канавок зависит тем самым от приданного рабочей поверхности головки 104 профиля. Преимуществом ультразвуковой обработки перед обработкой эксимерным лазером является возможность ультразвуковой обработки одной из сторон кремниевой пластинки 202 при наличии на ее другой стороне самых разных систем канавок. Ультразвуковая обработка кремниевых пластинок не требует высоких затрат времени и отличается сравнительно низкой стоимостью. Точно так же, как и при обработке эксимерным лазером, ультразвуковая обработка позволяет выполнять в кремниевой пластинке самые разные системы канавок с криволинейным профилем.
На фиг.13 показана схема станка для горячей объемной штамповки в кремниевой пластинке системы канавок в соответствии еще с одним из вариантов осуществления предлагаемого в изобретении способа изготовления кремниевых хирургических лезвий. В этом варианте осуществления изобретения канавки в кремниевой пластинке выполняют методом горячей объемной штамповки. Для этого обрабатываемую кремниевую пластинку нагревают до температуры, при которой материал, из которого она изготовлена, становится "мягким". Нагретую кремниевую пластинку штампуют в пресс-форме пуансоном, профиль рабочей поверхности которого является негативным отображением выдавливаемых в пластинке канавок.
Кремниевую пластинку 202 предварительно нагревают в нагревательной камере или сразу же на основании 1054 пресс-формы. По истечении определенного времени нагреваемая кремниевая пластинка 202 постепенно "размягчается". После нагрева до температуры размягчения к кремниевой пластинке 202 с усилием, достаточным для выдавливания на ее первой стороне 304 системы канавок, прижимают горячий пуансон 1052, профиль нижней поверхности которого является негативным отображением выдавливаемых в пластинке канавок. Соответствующая конструкция пуансона 1052 позволяет выполнять в кремниевых пластинках канавки с разным углом наклона, разной глубины, длины и разного профиля и использовать их для изготовления лезвий с разной формой и профилем режущей кромки. Схема, показанная на фиг.13, хотя и носит упрощенный характер, тем не менее отражает все основные особенности предлагаемого в изобретении способа выполнения в кремниевой пластинке системы канавок методом горячей объемной штамповки.
На фиг.26-29 показаны различные стадии использования фрезы для фрезерования в кристаллическом материале прямолинейных или криволинейных канавок. На фиг.26 показаны просверленные в кремниевой пластинке 202 сквозные отверстия 622. Выполняемые в пластинке в предпочтительном варианте осуществления изобретения сквозные отверстия 622 препятствуют образованию микротрещин в кристаллическом материале во время фрезерования канавок. Как уже было отмечено выше, сквозные отверстия в кремниевой пластинке можно выполнять разными методами, в том числе сверлением, ультразвуковой обработкой, лазерной обработкой или обработкой лазером с водоструйным световодом, а также любым другим методом. Количество сквозных отверстий зависит от количества лезвий, которые изготавливают из кремниевой пластинки 202. Конкретное количество сквозных отверстий, используемых при фрезеровании канавок в этом варианте осуществления изобретения, в принципе может быть любым, хотя обычно для каждого лезвия в кремниевой пластинке выполняют минимум два сквозных отверстия 622 (в начале и в конце фрезеруемой канавки).
После сверления в кремниевой пластинке 202 сквозных отверстий 622 в одно из них опускают вращающуюся (против часовой стрелки, если смотреть сверху) с определенной скоростью фрезу 620. Опущенную в отверстие на определенную глубину фрезу 620 перемещают в требуемом направлении в соответствии с командами системы программного управления (см. фиг.27). Система программного управления регулирует глубину, на которую фрезу опускают в отверстие (и поднимает фрезу после фрезерования канавки), а также управляет направлением и скоростью перемещения фрезы относительно кремниевой пластинки 202 в плоскости X-Y. Профиль фрезы 620 зависит от угла наклона режущей кромки изготавливаемых из пластинки лезвий. Так, например, хирургические лезвия специального назначения должны иметь определенные углы наклона режущей кромки и другие определенные конструктивные признаки. На фиг.28 показана форма фрезы 620, фрезерующей канавку в кремниевой пластинке 202. Так, например, для изготовления лезвий с двухсторонним скосом режущей кромки с углом охвата, равным 30°, угол конуса режущей поверхности фрезы должен быть равен 150°.
Фреза 620 является сравнительно недорогим средством для выполнения в кремниевой пластинке 202 прямолинейных или криволинейных канавок. Как показано на фиг.29, режущая кромка одного и того же лезвия может иметь и прямолинейный, и криволинейный участки. Использование одного сравнительно дешевого инструмента для выполнения в кремниевой пластинке канавок позволяет сэкономить и время, и затраты на изготовление лезвий, а тем самым и снизить их стоимость.
На фиг.30 показана блок-схема последовательности выполнения стадий при фрезеровании прямолинейных или криволинейных канавок в кристаллическом материале способом, предлагаемым в одном из вариантов осуществления изобретения. На стадии 604 в кремниевой пластинке 604 сверлят необходимое количество сквозных отверстий 622. На стадии 606 вращающуюся с заданной скоростью фрезу 620 опускают на необходимую глубину в первое сквозное отверстие 622. Затем система программного управления перемещает фрезу 620 в определенном направлении относительно пластинки, в которой в результате фрезеруется канавка с заданным углом наклона и профилем (стадия 608). Когда фреза доходит до последнего сквозного отверстия 622, система программного управления поднимает фрезу из отверстия (стадия 610). Таким путем в кремниевой пластинке 202 последовательно фрезеруют канавки в количестве, которое зависит от количества изготавливаемых из нее лезвий (стадия 612).
После рассмотрения нескольких возможных способов выполнения в кремниевой пластинке образующих режущие кромки лезвий канавок необходимо вновь вернуться к блок-схеме, показанной на фиг.1. После выполнения канавок на стадии 1008 на первой стороне 304 кремниевой пластинки 202 на стадии 2001 принимают решение о необходимости нанесения покрытия на кремниевую пластинку 202. На фиг.14 показана кремниевая пластинка с выполненными на двух сторонах канавками и покрытием, нанесенным в соответствии с одним из вариантов осуществления изобретения на одну из ее обработанных сторон. Покрытие 1102 при необходимости наносят на первую сторону 304 кремниевой пластинки 202 на стадии 2002 любым хорошо известным специалистам в данной области методом. Нанесенное на пластинку покрытие 1102 способствует более эффективному контролю за процессом травления и повышает прочность режущей кромки лезвия. Кремниевую пластинку 202 помещают в специальную камеру, в которой всю ее первую сторону 304, включая канавки, покрывают тонким слоем нитрида кремния (Si3N4). Нанесенное на пластинку покрытие имеет толщину от 10 нм до 2 мкм. В состав покрытия может входить любой материал, твердость которого больше твердости кремниевой (кристаллической) пластинки 202. Так, в частности, покрытие 1102 может содержать нитрид титана (TiN), алюмонитрид титана (AlTiN), диоксид кремния (SiO2), карбид кремния (SiC), карбид титана (TiC), нитрид бора (BN) или алмазоподобные кристаллы (АПК). Покрытия для лезвий с двухсторонним скосом режущей кромки подробно рассмотрены ниже со ссылкой на фиг.18А и 18Б.
После нанесения на стадии 2002 покрытия 1102 или сразу же после стадии 1008 (в том случае, когда покрытие не наносят) на стадии 2003 кремниевую пластинку снимают с установочного приспособления и снова устанавливают на него. При выполнении стадии 2003 кремниевую пластинку 202 обычным путем снимают с ленты 308 в той же самой специально предназначенной для этого машине. В этой машине чувствительную к УФ-излучению ленту 308 облучают ультрафиолетовым излучением, в результате ее толщина уменьшается. Вместо чувствительной к УФ-излучению ленты 308 в качестве промежуточной опоры кремниевой пластинки можно использовать ленту с малой липкостью или ленту, которая перестает быть липкой при нагревании. После достаточно интенсивного облучения УФ-излучением сцепление ленты с кремниевой пластинкой 202 существенно уменьшается, и пластинку можно легко снять с ленты. Снятую с ленты пластинку 202 переворачивают и снова помещают на ленту для последующего выполнения канавок на ее теперь расположенной сверху второй стороне 306.
На стадии 2004 обрабатывают вторую сторону кремниевой пластинки 202. На этой стадии на второй стороне 306 кремниевой пластинки 202 выполняют аналогично стадии 1008 канавки, образующие режущие кромки лезвий с двухсторонним скосом. На фиг.15 в поперечном сечении показан режущий диск 502, которым в этом варианте осуществления изобретения выполняют канавки на второй стороне расположенной на ленте кремниевой пластинки 202. Очевидно, что вместо режущего диска для выполнения канавок на второй стороне кремниевой пластинки 202 можно использовать эксимерный лазер 902, устройство 100 для ультразвуковой обработки или пресс для горячей объемной штамповки. На фиг.15 показан режущий диск 502, которым выполняют (прорезают) вторую канавку на второй стороне 306 кремниевой пластинки 202. Обрабатываемая на этой стадии кремниевая пластинка имеет покрытие 1102, нанесенное на нее на стадии 2002. На фиг.10А и 10Б показаны соответственно лезвие с односторонним и двухсторонним скосом режущей кромки. Угол наклона режущей кромки лезвия, показанного на фиг.10А и изготовленного из обработанной с одной стороны кремниевой пластинки 202, равен Ф. Лезвие, показанное на фиг.10Б, имеет скошенную с двух сторон режущую кромку, образованную в результате выполнения (любым из описанных выше методов) на второй стороне кремниевой пластинки 202 канавок с таким же, что и у канавок, выполненных на ее первой стороне, углом наклона. Изготовленное таким способом лезвие представляет собой кремниевое хирургическое лезвие с двухсторонним скосом режущей кромки, каждая сторона которой наклонена к плоскости лезвия под углом Ф, а суммарный угол при вершине режущей кромки равен 2Ф. На фиг.16 показано полученное под микроскопом изображение кремниевой пластинки с канавками на двух сторонах, из которой изготавливают лезвия способом, предлагаемым в одном из вариантов осуществления изобретения.
На фиг.31А-31В показано лезвие с многогранной скошенной с двух сторон режущей кромкой, изготовленное способом, предлагаемым в одном из вариантов осуществления изобретения. На фиг.31А это лезвие 700 показано в виде в плане. Показанное на этих чертежах лезвие 700 с многогранной скошенной с двух сторон режущей кромкой представляет собой, в частности, лезвие с четырехгранной скошенной с двух сторон режущей кромкой с двойным скосом, изготовленное предлагаемыми в изобретении способами. Показанный на чертежах угол θ1 равен углу наклона первой группы граней 704а, 704b режущей кромки лезвия, а угол θ2 равен углу наклона второй ее группы граней 704с, 704d.
Многогранную скошенную с двух сторон режущую кромку лезвия 700 можно изготовить любым из описанных выше способов выполнения в кремниевой пластинке образующих режущую кромку канавок. Так, например, для обработки канавок и формирования в кремниевой пластинке скосов многогранной скошенной с двух сторон режущей кромки лезвий можно использовать лазерный луч 904. При первом проходе лазерного луча 904 можно сначала вырезать на первой стороне кремниевой пластинки первую канавку, а затем при втором проходе - расположенную рядом вторую канавку. Кроме того, изготовить лезвие с многогранной скошенной с двух сторон режущей кромкой можно и описанным выше со ссылкой на фиг.13 методом горячей объемной штамповки. Иными словами, выполнить в кремниевой пластинке канавки и изготовить показанное на фиг.31А-31В лезвие 700 с многогранной скошенной с двух сторон режущей кромкой можно любым из описанных выше методов.
На фиг.32А-32Г показано изготовленное предлагаемым в одном из вариантов осуществления изобретения способом лезвие с переменным углом наклона скошенной с двух сторон режущей кромки. На фиг.32А лезвие 702 с переменным углом наклона скошенной с двух сторон режущей кромки показано в виде в плане. Лезвие 702 с переменным углом наклона скошенной с двух сторон режущей кромки можно изготовить разными методами. Тупой у острого края угол θ4 наклона скоса режущей кромки постепенно становится в направлении края лезвия более острым и превращается в угол θ3. Такая форма режущей кромки увеличивает прочность острого края лезвия 702 с переменным углом наклона скошенной с двух сторон режущей кромки.
Скошенную с двух сторон с переменным углом наклона режущую кромку лезвия 702 можно изготовить любым из описанных выше методов выполнения в кремниевой пластинке образующих режущую кромку канавок. Так, например, для обработки канавок и формирования в кремниевой пластинке скошенной с двух сторон с переменным углом наклона режущей кромки лезвия 702 можно использовать лазерный луч 904. Для управления лазерным лучом 904, вырезающим в кремниевой пластинке скошенную канавку с переменным углом наклона, можно использовать систему программного управления. Равным образом изготовить лезвие 702 с переменным углом наклона скошенной с двух сторон режущей кромки можно и описанным выше со ссылкой на фиг.13 методом горячей объемной штамповки. Иными словами, выполнить в кремниевой пластинке канавки и изготовить показанное на фиг.32А-32 В лезвие 702 со скошенной с двух сторон с переменным углом наклона режущей кромкой можно любым из описанных выше методов. На фиг.32Б и 32В показаны две стороны лезвия 702 с переменным углом наклона скошенной с двух сторон режущей кромки и переменные углы Ф3 и Ф4 наклона, величина которых меняется в зависимости от расстояния от края режущей кромки. На фиг.32Г показан вид спереди лезвия 702 с переменным углом наклона скошенной с двух сторон режущей кромки в сечении плоскостью С-С. На фиг.32Г показаны первая, вторая, третья и четвертая грани 706a-706d и края 708а и 708b режущей кромки лезвия.
На фиг.20Б и 20Г в виде сверху показаны лезвия с многогранной режущей кромкой с разными углами наклона граней. Предлагаемыми в изобретении способами можно изготавливать лезвия с разными углами наклона граней режущей кромки, в том числе и лезвия, показанные на фиг.20Б и 20Г. Лезвия, показанные на фиг.20Б и 20Г, имеют четыре режущие кромки, скошенные с одной или с двух сторон под разными углами. Кроме того, каждая сторона скошенной режущей кромки может иметь, как указано выше, несколько граней. Лезвия, показанные на этих чертежах, лишь иллюстрируют предлагаемые в изобретении способы и не ограничивают его объем.
После выполнения в кремниевой пластинке 202 на стадии 2004 образующих скошенные с двух сторон режущие кромки лезвий канавок на следующей стадии 2005 принимают решение о ее дальнейшей обработке, заключающейся либо в травлении на стадии 1018, либо в резке на стадии 1016. Разрезать пластинку на стадии 1016 можно режущим диском или лазером (например, эксимерным лазером или лазером 402 с водоструйным световодом). Пластинку режут на отдельные полосы, которые (на стадии 1018) подвергают травлению в специальных зажимах, а не в кассетах (о чем более подробно сказано ниже).
На фиг.17А и 17Б схематично проиллюстрирован процесс изотропного травления кремниевой пластинки с выполненными с двух сторон канавками, из которой изготавливают кремниевые лезвия в соответствии с одним из вариантов осуществления предлагаемого в изобретении способа. При травлении на стадии 1018 обработанную кремниевую пластинку 200 снимают с ленты 308. Затем кремниевую пластинку 202 помещают в кассету и опускают в ванну 1400 с изотропным кислотным травителем. Для максимально равномерного травления пластинки температуру изотропного травителя 1402, его концентрацию и степень перемешивания непрерывно контролируют и регулируют. В предпочтительном варианте изотропный травитель состоит из фтористоводородной кислоты, азотной кислоты и уксусной кислоты (ФАУ). Для травления кремниевой пластинки можно использовать кислотные травители с разным сочетанием и разной концентрацией отдельных компонентов. Так, например, уксусную кислоту можно заменить водой. Травление кремниевой пластинки в ванне с изотропным травителем можно заменить струйным травлением, изотропным травлением газообразным дифторидом ксенона и электролитическим травлением. Для травления газом вместо дифторида ксенона можно использовать гексафторид серы или другие фторированные газы.
При обработке изотропным травителем кремниевую пластинку 202 травят до полного растворения перемычек между выполненными на ее противоположных сторонах канавками. После этого кремниевую пластинку 202 сразу же извлекают из ванны с изотропным травителем 1402 и промывают. Ожидаемый после травления радиус режущей кромки колеблется в пределах от 5 до 500 нм.
При изотропном химическом травлении с поверхности кремниевой пластинки равномерно удаляется кремний. При изготовлении кремниевых лезвий в соответствии с одним из вариантов осуществления предлагаемого в изобретении способа полученный в результате описанной выше обработки во время травления профиль выполненных в ней канавок равномерно меняется, и расположенные на разных сторонах пластинки канавки прорезают разделяющую их перемычку (при изготовлении лезвий с односторонним скосом режущей кромки во время травления канавки, выполненные на одной стороне пластинки, прорезают ее противоположную необработанную сторону). Изотропное травление позволяет изготовить острые лезвия с необходимым радиусом режущей кромки и сохраняет угол наклона ее скошенной грани. Все попытки разрезать тонкую перемычку между канавками (или канавкой и необработанной стороной пластинки) только механическим путем закончились неудачно, поскольку очень тонкая перемычка между острыми режущими кромками лезвий, изготавливаемых предлагаемым в изобретении способом, не выдерживает возникающих при этом механических и тепловых нагрузок. Каждый компонент изотропного кислотного травителя 1402 в ванне 1400 выполняет свою определенную функцию. Так, в частности, азотная кислота окисляет обнаженный кремний, а фтористоводородная кислота удаляет окисленный кремний. Уксусная кислота в этом процессе выполняет функцию разбавителя. Для получения устойчивых результатов во время травления необходимо точно контролировать и регулировать состав изотропного травителя, его температуру и степень перемешивания.
На фиг.17А показана кремниевая пластинка 202 без покрытия 1102, помещенная в ванну 1400 с изотропным травителем. На этой стадии обработки все хирургические лезвия (первое лезвие 1404, второе лезвие 1406 и третье лезвие 1408), которые изготавливают из этой пластинки, соединены друг с другом. Воздействующий на кремниевую пластинку травитель 1402 последовательно, слой за слоем удаляет с поверхности пластинки молекулы кремния, и толщина пластинки (толщина лезвия) постепенно уменьшается до полного исчезновения перемычки между вершинами двух углов 1410 и 1412 (скосов режущей кромки первого хирургического лезвия 1404) в той точке, где край его режущей кромки соединяется с соседним хирургическим лезвием (вторым хирургическим лезвием 1406). В результате травления из кремниевой пластинки получают несколько хирургических лезвий (1404, 1406, 1408). При изотропном травлении и растворении травителем 1402 материала пластинки углы наклона выполненных в пластинке канавок, образующих режущие кромки изготавливаемых из пластинки лезвий, не меняются, а меняется только толщина пластинки.
На фиг.18А и 18Б показан процесс изотропного травления кремниевой пластинки с выполненными на двух сторонах канавками и нанесенным на одну сторону покрытием при изготовлении кремниевых лезвий в соответствии с другим вариантом осуществления предлагаемого в изобретении способа. Нижняя сторона показанной на фиг.18А и 18Б кремниевой пластинки 202 с покрытием 1102 закрыта лентой 308, и поэтому изотропный травитель воздействует только на вторую сторону 306 пластинки. Травление кремниевой пластинки, находящейся на ленте, является не обязательным, а только возможным технологическим приемом. Во время травления воздействующий на открытые участки кремниевой пластинки изотропный травитель 1402 равномерно удаляет с поверхности пластинки материал кремния (слой за слоем), не меняя углов наклона канавок, выполненных на второй стороне пластинки 306 на стадии 2004. В результате такой обработки показанные на фиг.18Б готовые хирургические лезвия 1504, 1506 и 1508 будут иметь такой же угол наклона скошенных с двух сторон режущих кромок, что и канавки, выполненные в пластинке на стадиях 1008 и 2004: на первой стороне благодаря наличию ленты 308 и покрытия 1102, а на второй стороне 306 благодаря равномерному удалению с поверхности канавок слоев молекул кремния изотропным травителем 1402. Не обработанная изотропным травителем первая сторона 304 кремниевой пластинки 202 придает дополнительную прочность готовым кремниевым хирургическим лезвиям.
При нанесении на стадии 2002 покрытия 1102 на первую сторону 340 кремниевой пластинки 202 режущую кромку лезвия (на поверхность канавки, выполненной на первой стороне пластинки) можно покрыть слоем материала (предпочтительно слоем нитрида кремния), который имеет бóльшую прочность, чем материал, из которого изготовлена сама кремниевая пластинка. Очевидно, что нанесение такого покрытия 1102 заметно повышает прочность и долговечность режущей кромки лезвия. Покрытие 1102, кроме того, защищает от износа поверхность лезвия, которое в электромеханических устройствах с возвратно-поступательным перемещением лезвий находится в непосредственном контакте с изготовленными из стали деталями. В таблице I приведены показатели прочности кремниевых хирургических лезвий без покрытия и с покрытием 1102 (из нитрида кремния).
Модуль Юнга (или модуль упругости) характеризует собственную жесткость материала. Чем больше модуль Юнга, тем жестче материал. Предел текучести - это точка, в которой деформация материала под нагрузкой изменяется с упругой на пластическую. Иными словами, по достижении этой точки материал перестает быть упругим, а становится пластичным, неупругим или ломким. После травления (с покрытием 1102 или без него) кремниевую пластинку 202 тщательно промывают и удаляют с ее поверхности все остатки входящих в состав травителя 1402 химикалий.
На фиг.19 показана скошенная с двух сторон режущая кромка кремниевого хирургического лезвия с односторонним покрытием, изготовленного в соответствии с одним из вариантов осуществления предлагаемого в изобретении способа. Такое лезвие, радиус режущей кромки 1602 которого составляет от 5 до 500 нм, по этому показателю (при сравнительно меньшей стоимости) не отличается от алмазного хирургического лезвия. После травления на стадии 1018 кремниевые хирургические лезвия на стадии 1020 помещают на то же самое установочное приспособление, которое используется и на стадиях 1002 и 2003.
Помещенные на стадии 1020 на установочное приспособление кремниевые хирургические лезвия отделяют на стадии 1022 одно от другого, разрезая на части кремниевую пластинку режущим диском, лазером (например, лазером 402 с водоструйным световодом или эксимерным лазером) или каким-либо иным пригодным для этой цели методом. Для резки кремниевой пластинки можно использовать лазеры с определенной длиной волны излучения в диапазоне от 150 до 11000 нм. В качестве примера лазера, длина волны излучения которого лежит в этом диапазоне, можно назвать эксимерный лазер. Особенностью лазера с водоструйным световодом (лазера на алюмоиттриевом гранате) является возможность его использования для обработки кремниевой пластинки по спиральному криволинейному прерывистому рисунку. Использование такого лазера существенно расширяет возможности предлагаемого в изобретении способа и позволяет изготавливать самые разные лезвия практически с любым профилем режущей кромки. Лазер, в котором в качестве световода используется тонкая струя воды, работает по существу как ленточная пила. Использование таких лазеров позволяет получить результаты, которые не удается получить при существующем на сегодняшний день уровне техники на установках для разрезания полупроводниковых или аналогичных материалов режущими дисками, которыми, как уже было отмечено выше, в кремниевой пластинке можно прорезать только непрерывные прямолинейные прорези или канавки.
На стадии 1024 отдельные кремниевые хирургические лезвия сортируют и в зависимости от требований заказчика собирают в установке для присоединения кристаллов с соответствующей ручкой (держателем). До сортировки и соединения лезвий с держателями протравленные кремниевые пластинки 202 (на ленте или на несущем пластинки или ленту с пластинками основании) проходят через специальную машину, в которой под действием УФ-излучения происходит уменьшение толщины ленты 308. Остающиеся на "тонкой" (после облучения) ленте или в кассетах отдельные лезвия подают в установку для присоединения кристаллов, в которой их собирают с соответствующими держателями. Как уже упоминалось выше, в зависимости от конкретных условий описанный выше порядок выполнения отдельных стадий может быть изменен соответствующим образом. Так, в частности, стадии разделения пластинки на отдельные лезвия и облучения УФ-излучением можно при необходимости поменять местами.
В установке для присоединения кристаллов отдельные подвергнутые травлению кремниевые хирургические лезвия снимают с "тонкой" (после облучения) ленты или с несущего пластинки или ленту с пластинками основания и с определенными допусками соединяют с соответствующими держателями. Для соединения лезвий с держателями можно использовать эпоксидную смолу или клей. Соединять кремниевые хирургические лезвия с соответствующим держателем можно и другими методами, в том числе под действием тепла, ультразвука, ультразвуковой сваркой, лазерной сваркой или пайкой эвтектическим сплавом. Затем на стадии 1026 собранные с держателями готовые кремниевые хирургические лезвия пакуют в максимально стерильных и безопасных условиях и отправляют заказчику.
Соединять изготовленное предлагаемым в изобретении способом хирургическое лезвие с ручкой (держателем) можно также с помощью выполненных в лезвии сквозных отверстий. Для соединения лезвия с ручкой можно, в частности, использовать упомянутые выше выполненные в кремниевой пластинке лазером с водоструйным световодом или эксимерным лазером сквозные отверстия или прорези для захода режущего диска при прорезании в пластинке образующих режущие кромки лезвий канавок. При соединении лезвия с ручкой в эти отверстия вставляют закрепленные на ручке штифты. Такой способ соединения лезвия с ручкой проиллюстрирован на фиг.24. Показанное на фиг.24 готовое хирургическое лезвие 2402 имеет два сквозных отверстия 2404а, 2404b, выполненных на соединяемом с ручкой конце 2406 лезвия. При сборке лезвия с ручкой в эти отверстия вставляют закрепленные на ручке 2410 штифты 2408а, 2408b. Сквозные отверстия в кремниевой пластинке 202 можно выполнить в любой момент в процессе изготовления из нее хирургических лезвий, но предпочтительно до разделения пластинки на отдельные лезвия. Для более прочного соединения лезвия с ручкой можно использовать клей, нанесенный в определенных местах на лезвие или ручку. С открытой стороны к соединенному с ручкой лезвию приклеивают специальную декоративную накладку 2412. Лезвие 2402, соединенное с ручкой штифтами, которые входят в соответствующие отверстия лезвия, лучше выдерживает любые тянущие усилия, которые иногда возникают во время операции.
С учетом приведенного выше описания способа изготовления кремниевых хирургических лезвий со скошенной с двух сторон режущей кромкой ниже со ссылкой на фиг.2 рассмотрен предлагаемый во втором варианте осуществления изобретения способ изготовления кремниевых хирургических лезвий, режущая кромка которых скошена только с одной стороны. Операции, которые при изготовлении лезвий с односторонним скосом режущей кромки выполняют на первых стадиях 1002, 1004, 1006 и 1008, ничем не отличаются от операций, выполняемых при изготовлении лезвий с двухсторонним скосом режущей кромки в соответствии с блок-схемой, показанной на фиг.1, и не требуют повторного описания. Однако начиная со стадии 1010 способ изготовления кремниевых хирургических лезвий с односторонним скосом режущей кромки отличается от способа изготовления лезвий с двухсторонним скосом режущей кромки и поэтому требует подробного описания.
После выполнения стадии 1008 на стадии 1010 принимают решение о необходимости снятия обработанной кремниевой пластинки 202 с установочного приспособления 204. Снимаемые с установочного приспособления (на стадии 1012) кремниевые пластинки с канавками, выполненными на одной стороне, разрезают на стадии 1016. При выполнении стадии 1012 кремниевую пластинку 202 снимают с ленты 308 в такой же, как и при изготовлении лезвий с двухсторонним скосом режущей кромки, специально предназначенной для этого машине.
Снятую с установочного приспособления на стадии 1012 кремниевую пластинку 202 на стадии 1016 можно разрезать на отдельные полосы. Для резки кремниевой пластинки на стадии 1016 используют режущий диск, эксимерный лазер 902 или лазер 402 с водоструйным световодом. Полученные в результате резки пластинки полосы подвергают травлению (на стадии 1018) не в кассетах для травления пластинок, а в специальных зажимах (более подробно рассмотренных ниже). После резки пластинок на стадии 1016 или после их снятия с установочного приспособления на стадии 1012 либо после выполнения в них канавок на стадии 1008 пластинки или отдельные полосы, из которых изготавливают кремниевые лезвия с односторонним скосом режущей кромки, подвергают травлению на стадии 1018. Процесс обработки кремниевых пластинок на стадии 1018 травления уже был подробно рассмотрен в предыдущей части описания. Точно так же не требуют повторного описания и рассмотренные выше в описании способа изготовления кремниевых хирургических лезвий с двусторонним скосом режущей кромки дальнейшие стадии 1020, 1022, 1024 и 1026 предлагаемого в этом варианте осуществления изобретения способа изготовления кремниевых хирургических лезвий с односторонним скосом режущей кромки.
На фиг.3 показана блок-схема последовательности выполнения стадий предлагаемого в третьем варианте осуществления изобретения способа изготовления кремниевого хирургического лезвия с односторонним скосом режущей кромки. Способ, блок-схема последовательности выполнения стадий которого показана на фиг.3, на стадиях 1002, 1004, 1006 и 1008 не отличается от способа, блок-схема последовательности выполнения стадий которого показана на фиг.2. После выполнения стадии 1008 при изготовлении кремниевых хирургических лезвий с односторонним скосом режущей кромки способом, предлагаемым в третьем варианте осуществления изобретения, на стадии 2002 на пластинку с канавками наносят покрытие. Процесс нанесения покрытия на стадии 2002 не отличается от нанесения покрытия при изготовлении лезвий способом, блок-схема последовательности выполнения стадий которого показана на фиг.1, и поэтому не требует повторного описания. При нанесении на пластинку покрытия на стадии 2002 получают такой же результат, что и при осуществлении описанного выше способа, т.е. кремниевую пластинку 202 со слоем 1102 покрытия на обработанной стороне.
После нанесения на стадии 2002 на кремниевую пластинку 202 слоя покрытия пластинку снимают с установочного приспособления и на стадии 2003 переворачивают и вновь помещают на установочное приспособление. Операции, выполняемые на этой стадии, аналогичны описанным выше операциям, выполняемым при изготовлении кремниевых лезвий в соответствии с блок-схемой, показанной на фиг.1 (стадия 2003). Перевернутую кремниевую пластинку помещают на установочное приспособление 204 стороной, на которую нанесено покрытие. После этого выполняют описанные выше стадии 1018, 1020, 1022, 1024 и 1026. В итоге получают хирургические лезвия со скошенной с одной стороны режущей кромкой и нанесенным на первую (обработанную) сторону 304 слоем 1102 покрытия, повышающего прочность и долговечность лезвий. Изготовленное таким способом кремниевое хирургическое лезвие с односторонним скосом режущей кромки и слоем защитного покрытия показано на фиг.23А и 23Б.
На фиг.23А и 23Б проиллюстрирован процесс изотропного травления одной стороны кремниевой пластинки с выполненными на другой ее стороне канавками и нанесенным на эту сторону слоем покрытия, из которой изготавливают кремниевые хирургические лезвия способом, предлагаемым еще в одном из вариантов осуществления изобретения. Как уже говорилось выше, в этом варианте осуществления изобретения покрытие 1102 наносят на первую сторону 304 кремниевой пластинки 202, которая во время травления находится на ленте 308 (см. фиг.23А). Находящуюся на ленте кремниевую пластинку 202, как и в описанных выше вариантах осуществления изобретения, опускают в ванну с изотропным травителем 1402. Изотропный травитель 1402 воздействует на вторую ("верхнюю") сторону 306 кремниевой пластинки 202 и равномерно, слой за слоем удаляет с нее молекулы кремния. По истечении определенного времени толщина кремниевой пластинки 202 под действием травителя 1402 уменьшается, и вторая сторона 306 пластинки смыкается с ее первой стороной 304 и нанесенным на нее слоем 1102 покрытия. В итоге из пластинки получают покрытые слоем нитрида кремния кремниевые хирургические лезвия с односторонним скосом режущей кромки. Все описанные выше со ссылкой на фиг.18А, 18Б и 19 преимущества лезвий с покрытием из нитрида кремния в полной мере относятся и к лезвиям, изготовленным способом, предлагаемым в этом варианте осуществления изобретения.
На фиг.20А-20Ж показаны разные примеры кремниевых хирургических лезвий, изготовленных предлагаемым в изобретении способом. Предлагаемый в изобретении способ позволяет изготавливать лезвия разной конструкции. Этим способом, в частности, можно изготавливать лезвия с односторонним скосом режущей кромки, симметричные и асимметричные лезвия с двухсторонним скосом режущей кромки и лезвия с криволинейной режущей кромкой. При изготовлении лезвий с односторонним скосом режущей кромки обрабатывают только одну сторону кремниевой пластинки. Предлагаемым в изобретении способом можно изготавливать лезвия с разным профилем, например долото или резец с одной режущей кромкой (фиг.20А), долото или резец с тремя режущими кромками (фиг.20Б), копьевидное лезвие с двумя режущими кромками (фиг.20 В), копьевидное лезвие с четырьмя режущими кромками (фиг.20Г), лезвие с одной прокалывающей режущей кромкой (фиг.20Д), кератом с одной режущей кромкой (фиг.20Е) и лезвие с серповидной криволинейной режущей кромкой (фиг.20Ж). Предлагаемый в изобретении способ позволяет также изготавливать лезвия с разным профилем скоса режущих кромок, разной ширины, длины, толщины и с разным углом наклона скосов режущей кромки. Объединение предлагаемого в изобретении способа с обычными методами фотолитографии позволяет существенно расширить номенклатуру изготавливаемых лезвий.
На фиг.21А и 21Б в виде сбоку с 5000-кратным увеличением показаны кремниевое хирургическое лезвие, изготовленное предлагаемым в изобретении способом, и обычное лезвие, изготовленное из нержавеющей стали. Показанные на фиг.21А и 21Б изображения позволяют судить о различиях этих лезвий. Лезвие, показанное на фиг.21А, имеет более гладкую и более ровную режущую кромку. На фиг.22А и 22Б в виде сверху с 10000-кратным увеличением показаны режущие кромки кремниевого хирургического лезвия, изготовленного предлагаемым в изобретении способом, и лезвия, изготовленного из нержавеющей стали. Эти изображения также позволяют судить о различиях между двумя лезвиями, первое из которых, изготовленное предлагаемым в изобретении способом и показанное на фиг.22А, имеет более гладкую и более ровную режущую кромку, чем второе, показанное на фиг.22Б и изготовленное из нержавеющей стали.
На фиг.25А и 25Б показаны профили режущей кромки лезвия, изготовленного из кристаллического материала, и лезвия, изготовленного в соответствии с одним из вариантов осуществления предлагаемого в изобретении способа из кристаллического материала с образовавшимся на поверхности режущей кромки в результате преобразования слоем нового соединения. В этом варианте осуществления изобретения для повышения качества режущей кромки лезвия предлагается после травления кремниевой пластинки выполнять химическое преобразование поверхностного слоя материала пластинки с получением на краю режущей кромки слоя другого материала 2504. Такое преобразование материала на режущей кромке лезвия можно также назвать "термическим окислением", "преобразованием в нитрид" или "преобразованием поверхностного слоя кремния в нитрид кремния". В зависимости от используемого для такой обработки реагента, вступающего во взаимодействие с материалом подложки/лезвия, на ее поверхности могут образовываться и другие соединения. В результате преобразования на поверхности лезвия образуется новый материал (или преобразованный слой), твердость которого превышает твердость основного материала, из которого изготовлено лезвие. Не имеющая такого образовавшегося в результате преобразования слоя нового материала режущая кромка лезвия сохраняет геометрию и остроту кромки после травления кремниевой пластинки. Как показано на фиг.25А и 25Б, в процессе преобразования толщина кремниевого лезвия не меняется, т.е. толщина "D1" (толщина лезвия после травления) равна толщине "D2" (толщине лезвия с образовавшимся на поверхности лезвия преобразованным слоем 2504).
На фиг.33А-36В показано несколько примеров изготовленных предлагаемыми в изобретении способами хирургических лезвий, которые можно использовать в офтальмологии. На фиг.33А-33Г показаны первый и второй варианты первого примера изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать в офтальмологии и в других микрохирургических целях. На фиг.33А-33В показано копьевидное лезвие/копьевидный нож 720, которое, соответственно, который можно использовать при проведении глазных операций, связанных с лечением катаракты. Такое копьевидное лезвие/такой копьевидный нож 720 имеет первую и вторую режущие кромки 722а, 722b. Первую и вторую режущие кромки 722а, 722b можно выполнить с одним скосом с равными или разными углами наклона, с двумя скосами с равными или разными углами наклона или с переменным углом наклона, а также с одной или несколькими гранями. Предлагаемые в изобретении способы позволяют в зависимости от конкретного назначения изготавливать копьевидные лезвия/копьевидные ножи 720 с разными углами наклона скосов и разным направлением режущих кромок, их разной толщиной и разным количеством граней на режущих кромках. На фиг.33Б в виде сверху показано копьевидное лезвие/копьевидный нож 720 с первым и вторым скосами 722а, 722b, первым и вторым острым режущим краем 714а, 714b, продольной осью 712 и вершиной 715. На фиг.33Г показан второй вариант копьевидного лезвия/копьевидного ножа 720. На этом чертеже, как и на фиг.33В, показан первый режущий край 714а и его первый и третий скосы 722а, 722с. Первая и вторая стороны лезвия/ножа обозначены на чертеже позициями 716а, 716b.
На фиг.34А-34В показан второй пример изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать в офтальмологии и в других микрохирургических целях. На фиг.34А-34В показан микрокератом 724, используемый в рефракционной хирургии (для коррекции зрения методом LASIK™). Микрокератом 724 имеет одну режущую кромку 726 с одним или двумя скосами и одной или несколькими гранями. Предлагаемые в изобретении способы позволяют изготавливать такие лезвия, а также любые из лезвий, показанных на фиг.33А-36В, с любыми углами наклона скосов режущей кромки и любыми расположенными по-разному гранями. Показанный на чертежах микрокератом 724 имеет скошенную с двух сторон режущую кромку 726 (с первым скосом 726а и вторым скосом 726b). Отверстия 728а и 728b можно использовать для крепления микрокератома 724 к рукоятке описанным выше методом. На фиг.34Б и 34В показан острый край 718 режущей кромки микрокератома 724 и его первый и второй скосы 719а, 719b.
На фиг.35А-35В показан третий пример изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать в офтальмологии и в других микрохирургических целях. На фиг.35А-35В показано закругленное лезвие/закругленный нож 730, которое, соответственно, который можно использовать при проведении глазных операций, связанных с лечением катаракты. Показанное на фиг.35А-35В закругленное лезвие/закругленный нож 730 имеет по существу одну круглую режущую кромку. Круглая форма режущей кромки такого лезвия/ножа является предпочтительной, но не обязательной, вместо этого такое лезвие/нож может иметь любую скругленную (например, эллиптическую) режущую кромку. Режущая кромка лезвия/ножа 730 может быть любой с разным количеством граней и с одним или двумя скосами. Показанная на фиг.35Б и 35В режущая кромка 732 у этого лезвия/ножа образована скосом 742. Скос режущей кромки получен путем обработки кристаллической пластинки по существу по постоянному радиусу 748 (при круглой форме лезвия) на дуге длиной θ от первой точки 744а до второй точки 744b. Обычно такие закругленные лезвия/ножи 730 имеют симметричную форму и режущую кромку, расположенную вокруг центральной точки 746 по обе стороны от продольной оси 750.
На фиг.36А-36В показан четвертый пример изготовленного предлагаемыми в изобретении способами хирургического лезвия, которое можно использовать в офтальмологии и в других микрохирургических целях. На фиг.36А-36В показано серповидное лезвие/серповидный нож 734, которое, соответственно, который можно использовать при проведении глазных операций, связанных с лечением катаракты. Показанное на фиг.36А-36В серповидное лезвие/серповидный нож 734 имеет одну овальную режущую кромку. Овальная форма режущей кромки предпочтительна, но не обязательна. В показанном на чертежах варианте режущая кромка лезвия/ножа 734 имеет один скос, что, однако, не исключает возможности изготовления таких лезвий/ножей с двухсторонним скосом режущей кромки с одной или несколькими гранями или их комбинации, о чем говорилось выше. Показанный на фиг.36Б и 36В острый край 736 режущей кромки такого лезвия/ножа образован в результате выполнения на краю кремниевой пластинки соответствующего скоса 752 и его последующего травления. При выполнении скоса 752 режущей кромки лезвия/ножа край кремниевой пластинки сначала обрабатывают в пределах угла θ на первой длине от первой точки 756а до второй точки 756b. Начиная со второй точки 756b и до третьей точки 756с режущая кромка становится по существу круглой с постоянным радиусом окружности и угловой протяженностью, равной углу Ф (в данном случае около 180°). Дальнейший участок режущей кромки (начиная от третьей точки до четвертой точки 756d) обрабатывают прямолинейно в пределах угла θ на длине, равной первой длине. Аналогично лезвию, показанному на фиг.33А-33В, режущая кромка серповидного лезвия/серповидного ножа 734 имеет по существу симметричную форму с равными по длине участками от первой до второй точки и от третьей точки до четвертой.
После выполнения стадии 1018 показанной на фиг.1 блок-схемы на следующей стадии 1019 принимают решение о необходимости преобразования поверхности кремниевой пластинки, обработанной изотропным травителем. При положительном решении (решение "Да" на стадии 1019) расположенный на поверхности обработанной изотропным травителем кремниевой пластинки материал на стадии 1021 превращают в более твердое соединение. При отрицательном решении (решение "Нет" на стадии 1019) выполняют стадию 1020. Процесс преобразования поверхности кремниевой пластинки требует использования диффузионных или высокотемпературных печей. В печи кремниевую пластинку нагревают в вакууме или в атмосфере инертного газа до температуры свыше 500°С. В печь подают определенные газы с точно регулируемой концентрацией, которые при высокой температуре диффундируют в поверхностный слой кремниевой пластинки. Диффундирующие в пластинку газы вступают во взаимодействие с кремнием, образуя новое соединение. Образование на поверхности кремниевой пластинки нового материала не в результате нанесения на нее покрытия, а в результате диффузии и взаимодействия газов с пластинкой позволяет сохранить исходную геометрию (остроту) режущей кромки изготавливаемого из пластинки лезвия. Еще одно преимущество преобразования поверхностного слоя кремниевой пластинки заключается в том, что показатель преломления образовавшегося в результате такого преобразования на поверхности пластинки слоя отличается от показателя преломления самой пластинки и поэтому меняет цвет лезвия. Цвет изготовленного таким способом лезвия зависит и от состава образовавшегося в результате преобразования на поверхности пластинки слоя нового материала и от его толщины.
Лезвие с поверхностным слоем материала, образовавшегося в результате преобразования однокристаллического материала пластинки, обладает большей прочностью и износостойкостью, чем лезвие, просто изготовленное из однокристаллического материала. Более высокая твердость поверхностного слоя снижает склонность подложки к зарождению трещин и их распространению по кристаллическим плоскостям.
При изготовлении кремниевых хирургических лезвий предлагаемыми в изобретении способами на последней стадии готовые лезвия можно подвергать матированию. Часто хирургические лезвия и особенно кремниевые, изготовленные предлагаемыми в предпочтительных вариантах осуществления изобретения способами, имеют поверхность с большим коэффициентом отражения. Большой коэффициент отражения поверхности лезвия затрудняет работу хирурга, особенно во время операции под микроскопом с источником освещения. Поэтому целесообразно, чтобы поверхность готового лезвия была не яркой, а тусклой - матированной и могла рассеивать падающей на нее свет (например, от ламп с высокой интенсивностью излучения, используемых при проведении операций). При изготовлении кремниевых хирургических лезвий предлагаемыми в изобретении способами матирование поверхности лезвия выполняют путем ее облучения соответствующим лазером для абляции по определенному рисунку и с определенной плотностью отдельных участков поверхности лезвия. Обычно, но необязательно, участки поверхности лезвия, на которые воздействуют лазером, имеют круглую форму, которую имеет поперечное сечение луча лазера. Диаметр круглых участков абляции обычно составляет от 25 до 50 мкм и зависит от типа используемого лазера. Глубина абляции обычно колеблется от 10 до 25 мкм.
Под "плотностью" матирования подразумевается процентное отношение площади круглых подвергнутых абляции участков к общей площади поверхности лезвия. При "плотности" матирования около 5% гладкая зеркальная поверхность лезвия становится тусклой. Однако расположенные рядом друг с другом подвергнутые абляции участки не влияют на внешний вид остальной части поверхности лезвия, которая по-прежнему остается зеркальной. Поэтому круглые, подвергнутые абляции участки должны быть распределены по поверхности лезвия по случайному закону. На практике для матирования лезвия можно сформировать графический файл, в который при заданной плотности матирования заложен случайный характер распределения на поверхности лезвия подвергнутых абляции участков. Такой графический файл можно создавать вручную либо автоматически с помощью компьютерной программы. Помимо матирования с помощью лазера на поверхности готового лезвия можно также воспроизвести его серийный номер, логотип изготовителя или имя хирурга либо название больницы.
Обычно для матирования поверхности готового лезвия используют портальный лазер или установку с гальванической лазерной головкой. Портальный лазер работает медленнее, но точнее установки с гальванической лазерной головкой. При низких требованиях к точности более предпочтительной является более производительная установка с гальванической лазерной головкой. При использовании такой установки, которая может работать со скоростью, достигающей 1000 мм/с, общие затраты времени на матирование одного обычного хирургического лезвия составляют около пяти секунд.
На фиг.37А-37В показано еще несколько изображений хирургического лезвия 340, изготовленного способом, предлагаемым в одном из вариантов осуществления изобретения. На фиг.37А указаны различные параметры хирургических лезвий. К таким параметрам, в частности, относятся длина режущей кромки, расстояние от конца режущей кромки до буртика и углы наклона скосов режущей кромки. Значение каждого из этих параметров зависит от конструкции и назначения лезвия. Предлагаемые в изобретении способы изготовления хирургических и нехирургических (см. ниже) лезвий позволяют изготавливать хирургические лезвия с меньшими по сравнению с обычными лезвиями углами наклона скосов режущей кромки. В качестве не ограничивающего объем изобретения примера при этом можно назвать изготовленное предлагаемым в изобретении способом лезвие, у которого угол наклона скоса режущей кромки составляет около 60°. Другие рассмотренные выше параметры лезвий показаны на фиг.37Б и 37В.
Одним из важных и хорошо известных параметров лезвия является радиус его режущей кромки. "Радиус режущей кромки" или "режущий радиус" - это радиус острого края режущей кромки лезвия, которым режут кожу, глаз (в хирургии глаза) или другие материалы или субстанции. При использовании хирургом лезвия для разреза или надреза глаза чрезвычайно важно, чтобы режущая кромка лезвия была максимально возможно острой. На фиг.38А и 38Б показан радиус режущей кромки лезвия, изготовленного способом, предлагаемым в одном из вариантов осуществления изобретения. На фиг.38Б показано сечение изображенного на фиг.38А лезвия 350 плоскостью А-А. Лезвия (хирургические и нехирургические), изготовленные способами, предлагаемыми в разных вариантах осуществления изобретения, могут иметь режущую кромку с радиусом от примерно 30 до примерно 60 нм, а в одном из вариантов осуществления изобретения - примерно 40 нм. В таблицах II и III приведены исходные данные, полученные в результате измерений радиуса режущей кромки металлических лезвий и кремниевых лезвий, изготовленных описанными выше способами, предлагаемыми в разных вариантах осуществления изобретения. На фиг.39 эти данные представлены в виде кривой 362, на которой отложены радиусы режущих кромок кремниевых лезвий, изготовленных способами, предлагаемыми в описанных выше разных вариантах осуществления изобретения, и в виде кривой 364, на которой отложены радиусы режущих кромок металлических лезвий, которые намного превышают радиусы режущих кромок лезвий, изготовленных предлагаемыми в изобретении способами. Очевидно, что лезвие с меньшим радиусом режущей кромки острее лезвия с большим радиусом режущей кромки.


Как уже отмечалось выше, в результате химического преобразования (стадия 1021 на фиг.1) в поверхностном слое пластинки образуется новое соединение (см. фиг.25А и 25Б). К элементам и соединениям, используемым для преобразования поверхностного слоя пластинки, относятся кислород либо Н2О (которые при взаимодействии с кремнием образуют в поверхностном слое кремниевой пластинки диоксид кремния (SiO2)), аммиак либо азот (которые при взаимодействии с кремнием в поверхностном слое кремниевой пластинки образуют нитрид кремния (SiN3)) или соединения на основе углерода (которые при взаимодействии с кремнием образуют в поверхностном слое кремниевой пластинки карбид кремния (SiC)). Для преобразования кремния или другого материала, из которого изготовлена пластинка, можно использовать и другие хорошо известные в полупроводниковой промышленности элементы. Образующийся на поверхности пластинки в результате преобразования слой нового соединения имеет небольшую по сравнению с лезвием толщину. Обычно толщина этого слоя колеблется от 0,1 до 10 мкм. Преобразование поверхностного слоя лезвия можно выполнять при изготовлении лезвий любым предлагаемым в изобретении способом. Для этого к любому из описанных выше способов изготовления лезвий требуется лишь добавить стадию преобразования поверхностного слоя лезвия.
В приведенном выше описании подробно рассмотрены некоторые из вариантов возможного осуществления предлагаемого в изобретении способа изготовления хирургических и нехирургических лезвий. Очевидно, что изобретение не ограничено описанными выше вариантами и может быть реализовано в других конкретных формах. При этом, однако, все изменения и усовершенствования, внесенные в рассмотренные выше варианты, не должны искажать основной идеи изобретения. Следует подчеркнуть, что рассмотренные в описании примеры лишь иллюстрируют, но не ограничивают объем изобретения. В полной мере объем изобретения определяется не приведенным выше описанием, а всеми независимыми и зависимыми пунктами формулы изобретения.
Реферат
Изобретение относится к лезвиям с прямолинейными и криволинейными режущими кромками и к способам их изготовления. Лезвие изготавливают из пластинки из кристаллического материала, выбранного из группы, включающей кристаллический кремний с избирательной ориентацией кристаллов, кремний с ориентацией кристаллов <110> и <111>, кремний, легированный до определенного удельного сопротивления и содержания кислорода, нитрид кремния, обработкой первой стороны пластинки из кристаллического материала, выполнением в ней первого профиля лезвия со скосом, образующим режущую кромку лезвия, и расположенным рядом с ним вторым скосом, и обработкой второй стороны пластинки из кристаллического материала, выполнением в ней второго профиля лезвия с проходящим вдоль первого скоса третьим скосом режущей кромки лезвия и расположенного рядом с третьим скосом четвертого скоса, и пластинку из кристаллического материала подвергают изотропному травлению, получая из нее лезвие. Изобретение позволяет в условиях жесткого контроля всего технологического процесса изготавливать одноразовые лезвия, такие же острые, как и алмазные лезвия, и такие же дешевые, как лезвия из нержавеющей стали. 12 н. и 45 з.п. ф-лы, 3 табл., 73 ил.
Комментарии