Способ шлифования конических зубчатых колес - RU2613821C2
Код документа: RU2613821C2
Чертежи




Описание
[0001] Изобретение относится к способам обработки конических зубчатых колес, используя два шлифовальных инструмента в способе единичной индексации.
Известный уровень техники
[0002] Известно, что конические зубчатые колеса могут быть обработаны на станке с использованием шлифовального инструмента. В этом случае часто используются так называемые чашеобразные шлифовальные круги.
[0003] В области шлифования конических зубчатых колес делается различие между шлифованием так называемым способом плунжерного шлифования для зубьев, не обработанных по методу обкатки, и шлифование зубьев, полученных способом обкатки.
[0004] Во время шлифования спирально-зубчатых конических шестерен в промежутке между зубьями создается вогнутый профиль зуба с внешней периферийной поверхностью и выпуклый профиль зуба с внутренней периферийной поверхностью чашеобразного шлифовального круга. Если это выполняется для зубьев с двухсторонней нарезкой зубьев, также называемой полным профилированием зубьев, которое типично для плунжерного шлифования корончатых шестерен, но также и для обработки ведущих шестерен, когда оба профиля зуба в межзубьевом промежутке шлифуются одновременно. При однопрофильном шлифовании или в методах одностороннего шлифования, напротив, шлифуются либо только вогнутые, либо только выпуклые профили зуба межзубьевого промежутка.
[0005] На фигуре 1А представлена схема подхода, в котором чашеобразный шлифовальный круг 2 вращается вокруг центральной точки M1 колеса. Ось вращения R1 шпинделя инструмента (не показано) перпендикулярна плоскости чертежа и проходит через центральную точку M1 колеса. Вращение чашеобразного шлифовального круга 2 вокруг оси вращения R1 показано на фигуре 1А символом ω1. Соответствующий осевой привод идентифицирован вместе с А1. В данный момент шлифуется вогнутый профиль 5.1 зуба обрабатываемой заготовки 1.
[0006] На фигуре 1В схематично представлено упрощенное поперечное сечение по линии, X1-X1 через часть чашеобразного шлифовального круга 2, в котором круглые области углов, которые практически необходимы, но здесь также не показаны. На фигуре 1 В представлен асимметричный профиль 8 чашеобразного шлифовального круга 2. Наружный профиль на внешней окружности 8.1 чашеобразного шлифовального круга 2 используется для шлифования вогнутых боковых поверхностей зуба 5.1 обрабатываемой заготовки 1. Внутренний профиль на внутренней окружности 8.2 чашеобразного шлифовального круга 2 используется для шлифования выпуклых боковых поверхностей зубьев 5.2 обрабатываемой заготовки 1.
[0007] Есть области применения, в которых требования к качеству конических зубчатых колес очень высоки. Расходы для производства таких конических зубчатых колес, соответственно, являются высокими, и станки, которые используются для этой цели, должны отвечать определенным критериям качества.
[0008] В однопрофильном шлифовании часто используются так называемые двухшпиндельные шлифовальные станки, и эти станки, как уже на это указывает само название, имеют два шпинделя, каждый из которых имеет свой шлифовальный инструмент. В таком двухшпиндельном шлифовальном станке в обрабатываемой заготовке, зажатой в патроне станка, сначала создаются вогнутые профили, используя первый шлифовальный инструмент, а затем на этом же станке могут быть созданы выпуклые профили, используя, например, второй шлифовальный инструмент. Поскольку повторное закрепление обрабатываемой заготовки в патроне не является необходимым, могут быть произведены зубчатые колеса высокого качества. Так как обрабатываемая деталь не должна быть повторно зажата в патроне, погрешность концентричности во время машинной обработки, используя первый шлифовальный инструмент и затем второй шлифовальный инструмент, будет минимальной.
[0009] Такие двухшпиндельные шлифовальные станки обычно представляют собой сугубо специализированные станки, которые, с одной стороны, являются дорогостоящими и, с другой стороны, не очень полезны для других способов машинной обработки.
[0010] Существует потребность в производстве конических зубчатых колес, имеющих сопоставимое качество, на так называемых одношпиндельных шлифовальных станках. К сожалению, раньше это было невозможно или было возможно с очень большими усилиями на модернизацию одношпиндельного шлифовального станка. Кроме того, в одношпиндельном шлифовальном станке должно быть завершено изменение от первого шлифовального инструмента до второго шлифовального инструмента, что требует времени на переоснастку, в течение которого станок простаивает.
[0011] Следовательно, изобретение направлено на обеспечение подхода, который позволяет оптимизировать одношпиндельный шлифовальный станок так, чтобы он был бы разработан для производительной и высококачественной машинной обработки конических зубчатых колес. Качество обработанных на станке конических зубчатых колес предпочтительно должно быть сопоставимо с качеством конических зубчатых колес, которые были обработаны на двухшпиндельных шлифовальных станках.
[0012] Согласно изобретению, эта цель достигнута способом, заявленным в пункте 1 формулы изобретения.
[0013] Цель изобретения достигнута способом шлифования конических зубчатых колес, в котором первый шлифовальный инструмент используется на первой стадии способа и второй шлифовальный инструмент используется на второй стадии способа. Предпочтительно, множество конических зубчатых колес последовательно подвергаются обработке на первой стадии способа во всех вариантах воплощения. Это означает, что эти конические зубчатые колеса вынимаются из патрона и повторно зажимаются в патроне перед переходом ко второй стадии способа. Для выполнения процедуры измерений используется система измерений, в которой может быть установлена выборка величин, по меньшей мере, для части первых профилей заготовки конического зубчатого колеса, которые позволяют сделать вывод о погрешности концентричности этой заготовке конического зубчатого колеса при повторном зажиме заготовки в патроне. Величина коррекции концентричности устанавливается компьютером на основе значений выборки, и адаптация машинной обработки при перемещениях во второй стадии способа выполняется на основе величин коррекции концентричности.
[0014] Здесь делается общая ссылка на шлифовальные инструменты, хотя в конкретном случае они представляют собой чашеобразные шлифовальные круги или конические шлифовальные инструменты, которые покрыты абразивами.
[0015] Цель изобретения достигается благодаря использованию способа, который разработан для шлифования конических зубчатых колес, предпочтительно конических колес с круговыми зубьями, в котором первый шлифовальный инструмент используется на первой стадии способа, а второй шлифовальный инструмент используется на второй стадии способа. Способ содержит следующие стадии, которые не обязательно должны выполняться в указанной последовательности.
a) закрепление (зажим в патроне) первого шлифовального инструмента на шпинделе шлифовального станка,
b) закрепление (зажим в патроне) первой обрабатываемой заготовки на шпинделе заготовки шлифовального станка,
c) управляемая устройством ЧПУ первая процедура шлифования способом единичной индексации (в объеме первой стадии способа), используя первый шлифовальный инструмент, в котором все первые профили зубьев первой обрабатываемой заготовки обрабатываются шлифованием последовательно в объеме первой процедуры шлифования способом единичной индексации,
d) отделение от шпинделя инструмента (вынимание из патрона) первой обрабатываемой заготовки.
На более позднем этапе первая обрабатываемая деталь снова крепится на шпинделе заготовки данного или другого шлифовального станка, и второй шлифовальный
инструмент устанавливается на шпиндель инструмента этого или другого шлифовального станка (т.е. этот подход также может быть перенесен на второй шлифовальный станок), и затем выполняются следующие операции:
i) выполнение процедуры измерения, в которой используется датчик шлифовального станка, чтобы установить значения выборки по меньшей мере для части первых профилей, которые позволяют сделать вывод об ошибке концентричности при этом повторном зажиме в патроне первой обрабатываемой заготовки,
ii) вычисление (предпочтительно под управлением компьютера) величины коррекции концентричности,
iii) управляемая устройством ЧПУ вторая процедура шлифования способом единичного деления (вторая стадия способа), используя второй шлифовальный инструмент, в котором все вторые профили зубьев первой обрабатываемой заготовки обрабатываются шлифованием последовательно в рамках второй процедуры шлифования способом единичного деления и в котором адаптация перемещений машинной обработки второй процедуры шлифования по способу единичного деления выполняется на основе величин коррекции концентричности.
[0016] Согласно изобретению, величины коррекции концентричности содержат спецификации или размеры, которые позволяют шлифовать второй профиль с той же погрешностью концентричности (относительно размера и места), что и первый профиль.
[0017] Согласно изобретению, во всех вариантах воплощения машинная обработка в рамках второй процедуры шлифования по способу единичного деления выполняется с применением наладки станка, которая определяется на основе величин коррекции концентричности.
[0018] Каждая ошибке концентричности правого и левого профилей может быть примерно описана периодической кривой ошибки концентричности. Без использования подхода согласно изобретению ошибка концентричности (или две периодических кривых ошибки концентричности, соответственно) могут быть неблагоприятно наложены друг на друга (т.е. с неправильным установлением фазовых соотношений), которые могут привести к значительным погрешностям при определении толщины зуба, неблагоприятным поведением станка в процессе работы и недостижением заданного качества обрабатываемой заготовки. Изобретение предотвращает эти недостатки.
[0019] Согласно изобретению, коррекция наладки станка выполняется, используя величины коррекции концентричности для каждого из межзубьевых промежутков, которые должны быть обработаны на станке в процессе второй процедуры шлифования по способу единичного деления.
[0020] Согласно изобретению, во всех вариантах воплощения погрешность концентричности каждой заготовки конического колеса в состоянии повторного зажима в патроне устанавливается с помощью процедуры измерения до начала второй процедуры шлифования по способу единичного деления. Чтобы быть в состоянии исправить погрешность концентричности во время выполнения второй процедуры шлифования по способу единичного деления, в той или иной степени применяется искусственная погрешность концентричности или налагается на ошибку концентричности повторного зажима в патроне, чтобы таким образом полностью компенсировать (в процессе работы) погрешность концентричности из-за изменений в наладке станка.
[0021] Погрешность концентричности, которая вытекает из первой процедуры шлифования по способу единичного деления при первом зажиме в патроне, может быть описана периодической кривой ошибки концентричности, которая является относительным углом на один полный оборот обрабатываемой заготовки вокруг оси. Это означает, что данная кривая ошибки концентричности имеет конкретные фазовые соотношения. Во время повторного зажима обрабатываемой заготовки в патроне станка это было бы возможно только с чрезвычайно большим усилием, направленным на точное выполнение повторного зажима в патроне станка с той же погрешностью концентричности. Практически после повторного зажима детали в патроне возникает другая погрешность концентричности. Эта другая погрешность концентричности может снова быть описана периодической кривой ошибке концентричности. Первая кривая ошибки концентричности, которая следовала из первой процедуры шлифования по способу единичного деления, и вторая кривая ошибки концентричности, которая следовала бы из второй процедуры шлифования по способу единичного деления, имели бы различные фазовые соотношения (относительно вращения вокруг оси обрабатываемой заготовки). Согласно изобретению, искусственная погрешность концентричности применяется или налагается на ошибку концентричности повторного зажима в обрабатываемой заготовки патроне, чтобы адаптировать ее к ошибке концентричности первого профиля обработанной на станке заготовки.
[0022] На основе изобретения адаптация ошибки концентричности вторых профилей относительно ошибки концентричности первых профилей может выполняться, изменяя/адаптируя наладку станка в рамках второй процедуры шлифования по способу единичной индексации.
[0023] Следовательно, изобретение обеспечивает шлифование конических колес в периодическом режиме шлифования по способу единичного деления в однопшиндельном шлифовальном станке (или в двух однопшиндельных шлифовальных станках), в котором ошибки, возникающие из-за двойного зажима обрабатываемой заготовки в патроне, могут быть компенсированы. Благодаря использованию изобретения ошибки по толщины зуба, которые раньше следовали бы из такой конфигурации, теперь могут быть предотвращены или значительно снижены.
[0024] Изобретение предпочтительно используется в однопшиндельном шлифовальном станке с ЧПУ, который снабжен компьютером для установления величины коррекции концентричности, или станок соединен с компьютером, который разработан для установления величины коррекции концентричности.
[0025] Изобретение предпочтительно используется для чистовой машинной обработки ранее изготовленных заготовок зубчатых колес.
[0026] Если изобретение применяется в плунжерном шлифовании корончатых шестерен, достаточно откорректировать положение шлифовального инструмента относительно каждого межзубьевого промежутка на обрабатываемой заготовке (например, не опускать инструмент глубоко в заготовку) во время второй процедуры шлифования по способу единичного деления. В противоположность этому, при шлифовании шестерен методом обкатки последовательности перемещения более усложнены, и многочисленные наладки станка и последовательности перемещения должны быть адаптированы к каждому промежутку между зубьями.
[0027] Например, согласно изобретению, можно использовать устройство, который содержит, по меньшей мере, один станок, имеющий шпиндель заготовки, приспособленный для размещения на нем заготовки конического зубчатого колеса (предпочтительно это заготовка спирально-зубчатой конической шестерни), шпиндель инструмента для шлифовального круга и множество приводов для работы с заготовкой конического зубчатого колеса. Станок сконструирован так, что во время обработки заготовки конического зубчатого колеса шлифовальный круг вращается вокруг оси вращения шпинделя инструмента, и шлифовальный круг участвует в работе с заготовкой конического зубчатого колеса, чтобы удалить материал. Кроме того, станок содержит измерительную систему (например, имеет измерительный тактильный датчик, который может быть введен в промежутки между зубьями обрабатываемой заготовки, зажатой в патроне), в котором измерительная система разработана, чтобы установить погрешность концентричности путем выборки/просмотра множества профилей зубьев обрабатываемой заготовки. Кроме того, станок снабжен компьютером или интерфейсом к компьютеру, который используется для определения (вычисления) величины коррекции концентричности. Станок может выполнить первую процедуру шлифования по способу единичного деления путем постепенного шлифования всех первых профилей зуба первой обрабатываемой заготовки, в котором соответствующие первые наладки станка предопределяются контроллером ЧПУ станка. Кроме того, станок предназначен для выполнения второй процедуры шлифования по способу единичного деления путем постепенного шлифования всех вторых профилей зуба первой обрабатываемой заготовки, в котором соответствующие вторые наладки станка предопределены контроллером ЧПУ станка с учетом величин коррекции концентричности.
[0028] Устройство, которое способно выполнить способ по настоящему изобретению, отличается тем, что первые наладки станка для шлифовальной обработки структурно одинаковых зубчатых колес первой производственной партии идентичны. Однако вторые наладки станка для шлифовальной обработки структурно одинаковых зубчатых колес первой производственной партии в рамках второй процедуры шлифования по способу единичного деления могут отличаться для каждого зубчатого колеса партии. Это объясняется тем, что каждое из этих зубчатых колес может иметь различную погрешность концентричности после повторного зажима детали в патроне.
[0029] Дополнительные выгодные варианты воплощения могут быть выяснены из зависимых пунктов формулы изобретения.
ЧЕРТЕЖИ
[0030] Примерные варианты воплощения изобретения будут ниже описаны более подробно со ссылками на приложенные чертежи.
Фигура 1А - схематический вид чашеобразного шлифовального круга, который установлен известным способом и который обрабатывает вогнутый профиль межзубьевых промежутков корончатой шестерни;
Фигура 1В - схематический вид в разрезе чашеобразного шлифовального круга фигуры 1А по линии X1-X1;
Фигура 2 - схематический вид части первого шлифовального станка, который разработан для использования в настоящем изобретении и имеет чашеобразный шлифовальный круг, который установлен так, что он вращается на шпинделе инструмента и имеет заготовку конического зубчатого колеса для обработки на станке, заготовка установлена так, что она вращается на шпинделе заготовки, в котором чашеобразный шлифовальный круг и обрабатываемая заготовка конического зубчатого колеса в момент, показанный на фигуре 2, не сцеплены друг с другом;
Фигура 3 - упрощенный перспективный вид второго шлифовального станка, который разработан для использования в настоящем изобретении, имея чашеобразный шлифовальный круг, который выполнен как подвешенный узел и который вращается на шпинделе инструмента; имеется заготовка конического зубчатого колеса для обработки на станке, которая установлена так, что она вращается на шпинделе заготовки, в котором чашеобразный шлифовальный круг и обрабатываемая заготовка конического зубчатого колеса в показанный момент времени не сцеплены друг с другом;
Фигура 4А - графический вид общего отклонения межзубьевых промежутков конического зубчатого колеса, в котором отклонение выпуклых профилей зубьев показано в верхней части графика и отклонение вогнутых профилей зубьев показано в нижней части графика;
Фигура 4В - графический вид двух кривых последовательностей, в котором кривая последовательности выпуклых профилей показана в верхней части графика, а кривая последовательности вогнутых профилей показана в нижней части графика;
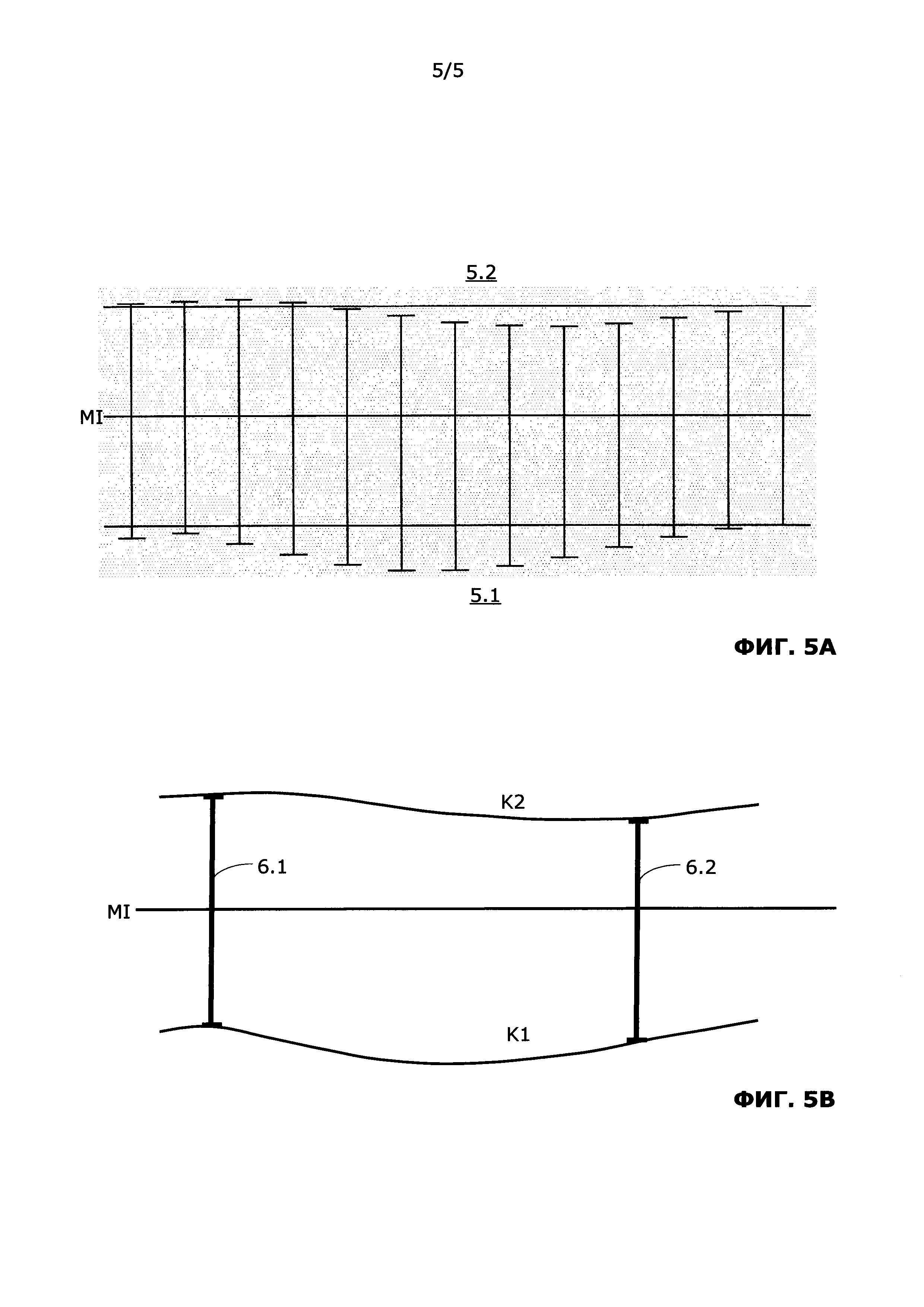
Фигура 5А - графический вид общего отклонения межзубьевых промежутков конического зубчатого колеса, которое было обработано на станке согласно изобретению, в котором отклонения выпуклых профилей показаны в верхней части графика и отклонения вогнутых профилей показаны в нижней части графика;
Фигура 5В - графический вид двух кривых последовательностей, в котором кривая последовательности выпуклых профилей показана в верхней части графика, а кривая последовательности вогнутых профилей показана в нижней части графика.
Подробное описание
[0031] Термины, использованные в настоящем описании, также широко используются в соответствующих публикациях и патентах. Однако следует отметить, что эти воплощения изобретения компьютер 10 не обязательно должен быть воплощен как полностью укомплектованный компьютер. Во всех вариантах воплощения также может быть использован компьютерный модуль, микросхема или вставная карта, имеющая процессор и т.д. Компьютер 10 также может быть частью контроллера 50 или контроллер 50 может быть частью компьютера 10 во всех вариантах воплощения. Термины используются только для лучшего понимания изобретения. Изобретательские идеи и объем защиты заявленных пунктов патентования не должны быть ограничены интерпретацией конкретных выбранных терминов. Изобретение легко может быть перенесено в другие системы терминов и/или область техники. Используемые термины соответственно могут быть применены и к другим областям техники.
[0032] Устройство 20, которое разработано для использования в настоящем изобретении, как показано на фигуре 2, содержит шпиндель заготовки 22, который рассчитан на размещение на нем обрабатываемой заготовки конического зубчатого колеса 1 (здесь в виде стилизованной коронной шестерни). Кроме того, устройство содержит шпиндель инструмента 21 для крепления на нем шлифовального инструмента 2 (здесь это чашеобразный шлифовальный круг) и множество приводов (например, В1, В2 и другие приводы, которые не показаны на фигурах) для обработки заготовки конического зубчатого колеса 1. Во время обработки заготовки конического зубчатого колеса 1 шлифовальный инструмент 2 выполняет вращение ω1 вокруг оси вращения R1 шпинделя инструмента 21. Шлифовальный инструмент 2 находится в зацеплении с заготовкой конического зубчатого колеса 1, как показано на фигуре 1А на основе корончатой шестерни со спиральными зубьями, например, для удаления материала. Поскольку здесь используется так называемый способ шлифования по способу единичного деления, обрабатываемая заготовка конического зубчатого колеса 1 выполняет вращение индексации вокруг оси вращения R2 после каждой обработки профиля межзубьевого промежутка. Таким образом, здесь мы имеет прерывистый режим работы. Таким образом, все вогнутые профили 5.1 всех зубьев 5 обрабатываются на станке последовательно (см. фигуру 1А). Кроме того, на фигуре 2 показан контроллер ЧПУ 50, который обеспечивает управление последовательностями перемещения в станке 20, как обозначено управляющими сигналами I1, I2.
[0033] Кроме того, здесь показан компьютер 10, который разработан (запрограммирован) специально для установления и/или вычисления величины коррекции концентричности согласно изобретению. Компьютер 10 связан со станком 20 и/или с контроллером 50 соединением 11, как показано на фигуре 2. В вариантах воплощения изобретения компьютер 10 не обязательно должен быть воплощен как полностью укомплектованный компьютер. Во всех вариантах воплощения также может быть использован компьютерный модуль, микросхема или вставная карта, имеющая процессор и т.д. Компьютер 10 также может быть частью контроллера 50, или контроллер 50 может быть частью компьютера 10 во всех вариантах воплощения.
[0034] На фигуре 3 показан перспективный вид второго шлифовального станка 20, который разработан для использования в настоящем изобретении и имеет чашеобразный шлифовальный круг 2, который выполнен как подвешенный узел и смонтирован так, что он может вращаться на шпинделе инструмента 21. Система имеет заготовку конического зубчатого колеса 1 для обработки на станке, при этом заготовка в процессе обработки вращается на шпинделе 22. Чашеобразный шлифовальный круг 2 и обрабатываемая заготовка конического зубчатого колеса 1 в момент времени, показанный на чертеже, не сцеплены друг с другом. Вышеприведенные пояснения в отношении компьютера 10 также могут быть применены здесь в полной мере.
[0035] Одношпиндельный шлифовальный станок 20, показанный, например, на фигуре 3, дополнительно содержит инструментальный суппорт 23, который смонтирован таким образом, что может перемещаться на станине 24 станка параллельно линейной оси Y и линейной оси Z. Станок 20 имеет еще одну линейную ось, которая упоминается здесь как Ось X. Кроме того, станок 20 имеет ось поворота С, которая разрешает поворот шпинделя 22 заготовки вместе с обрабатываемой заготовкой 1. В показанном примере станок 20 имеет участок 25 для сбора стружек и устройство правки 26, которое может использоваться для правки/профилирования шлифовального инструмента 2 под контролем ЧПУ. Эти узлы являются дополнительными. Кроме того, контроллер ЧПУ 50 служит для управления последовательностями перемещения в станке 20, как показано управляющими сигналами I1, I2. В этом варианте воплощения компьютер 10 также может быть частью контроллера 50, или контроллер 50 может быть частью компьютера 10.
[0036] Станок 20 предпочтительно должен быть снабжен тактильным датчиком 30, как показано на фигуре 3. Станок 20, ассоциированный с изобретением, также может включать другую измерительную систему (например, оптическую измерительную систему), которая разработана для установки погрешности концентричности зубьев шестерни путем измерения обрабатываемой заготовки 1, повторно зажатой в патроне станка.
[0037] Измерительная система должна быть способна сделать выборки или измерять профили зуба (например, вогнутые профили 5.1) и определить погрешность концентричности на повторно зажатой в патроне обрабатываемой заготовке 1 или установить (измерить) переменные, которые коррелированны с погрешностью концентричности.
[0038] Если используется тактильный датчик 30, он может быть сканирующим измерительным датчиком 30 или он может быть переключающим измерительным датчиком переключения.
[0039] Во всех вариантах воплощения станок 20 может быть снабжен измерительной системой, в которой измерительный датчик 30 (или, например, оптический датчик или элемент CCD) перемещается вместе с главными осями X, Y, Z станка 20.
[0040] Во всех вариантах воплощения измерительная система может быть размещена на станке 20 так, что измерительный датчик 30 (например, оптический датчик или элемент CCD) имеет отдельные оси движения. Во всех вариантах воплощения также возможна комбинация, в которой измерительный датчик 30 (например, оптический датчик или элемент CCD) частично имеет отдельные оси движения и частично ориентирован к главным осям станка 20.
[0041] Во всех вариантах воплощения станок 20 предпочтительно оборудован прибором измерения точности, таким как измерительная система.
[0042] Одношпиндельный шлифовальный станок 20 фигуры 3 разработан специально для шлифования конических колес с круговыми зубьями. Способ изобретения может быть реализован в этом станке 20 наиболее эффективно.
[0043] На фигуре 4А представлен график общего отклонения межзубьевых промежутков конического зубчатого колеса, в котором отклонения выпуклых профилей 5.2 показаны в верхней части графика и отклонения вогнутых профилей 5.1 показаны в нижней части графика. MI представляет центральную линию. Это общее отклонение было определено с помощью измерительной системы на обрабатываемой заготовке, которая была подвергнута первому зажиму в станке при первой процедуре шлифования по способу единичного деления. В рамках первой процедуры шлифования по способу единичного деления все выпуклые профили 5.2 обрабатываемой заготовки были обработаны на станке последовательно. После удаления обрабатываемой заготовки из станка и после повторного зажима обрабатываемой заготовки в патроне станка все вогнутые профили 5.1 обрабатываемой заготовки были подвергнуты второй процедуре шлифования по способу единичной индексации. В рамках этой второй процедуры шлифования по способу единичного деления все вогнутые профили 5.1 обрабатываемой заготовки были обработаны на станке последовательно.
[0044] В этом примере не была выполнена никакая адаптация ошибки концентричности. Иными словами, здесь не был применен принцип изобретения.
[0045] На фигуре 4В представлен графический вид двух кривых последовательностей K1, K2, в котором кривая последовательности K2 выпуклых профилей 5.2 показана в верхней части графика и кривая последовательности K1 вогнутых профилей 5.1 показана в нижней части графика. MI центральной линии и местоположение/профиль двух кривых последовательности K1, K2 были взяты из фигуры 4А.
[0046] Две кривые последовательностей K1, K2 или кривые ошибки концентричности, соответственно, имеют профиль периодической кривой или они могут быть выведены, например, из синусоидальной кривой. Из фигуры 4В можно сделать вывод, что фазовое отношение кривой последовательности K1 сдвинуто относительно фазового отношения кривой последовательности K2. Это вытекает из того факта, что погрешность концентричности при первом зажиме обрабатываемой заготовки в патроне отличается от ошибки концентричности при втором повторном зажиме обрабатываемой заготовки в патроне. Точно идентичная погрешность концентричности будет предопределена при повторном зажиме в патроне, как в первом зажиме в патроне, только в нескольких случаях.
[0047] На фигуре 4В в качестве примера показаны два межзубьевых промежутка 6.1 и 6.2. Длина соответствующих линейных сечений соответствует ширине соответствующих межзубьевых промежутков 6.1, 6.2. Поскольку две кривые последовательностей K1, K2 не идут синфазно, в неблагоприятном случае, как показано на фигуре 4А и 4В, может иметь место большое отклонение по ширине промежутка. Такое отклонение по ширине промежутка или по толщине зуба, которые взаимосвязаны, неприемлемо для многих практических применений.
[0048] Следует отметить, что картинки на фигурах 4А-5В увеличены. Они показывают только соответствующие отклонения относительно центральной линии MI.
[0049] На фигуре 5А представлен график общего отклонения межзубьевых промежутков конического зубчатого колеса 1, который был обработан на станке согласно изобретению. Отклонения выпуклых профилей 5.2 показаны в верхней части графика, и отклонения вогнутых профилей 5.1 показаны в нижней части графика. Общее отклонение было установлено с помощью измерительной системы на обрабатываемой заготовке 1, которая была подвергнута первому зажиму в станке 20 для первой процедуры шлифования по способу единичного деления. В рамках первой процедуры шлифования по способу единичного деления все выпуклые профили 5.2 обрабатываемой заготовки 1 были обработаны на станке последовательно. После удаления обрабатываемой заготовки 1 из станка 20 и после повторного зажима обрабатываемой заготовки 1 в патроне станка 20 все вогнутые профили 5.1 обрабатываемой заготовки 1 были подвергнуты второй процедуре шлифования по способу единичного деления. Однако предварительно было выполнено измерение ошибки концентричности или (взвешенные размеры), которые были коррелированны с погрешностью концентричности, используя измерительную систему станка 20.
[0050] Согласно изобретению, это измерение выполняется после повторного зажима обрабатываемой заготовки 1 в патроне на тех профилях обрабатываемой заготовки 1, которые были обработаны на станке в течение первой процедуры шлифования по способу единичного деления.
[0051] После того как размеры коррекции концентричности для этой обрабатываемой заготовки 1 были установлены компьютером, с помощью ЧПУ была выполнена вторая процедура шлифования по способу единичного деления, используя второй шлифовальный инструмент. В рамках второй процедуры шлифования по способу единичного деления все вторые профили зубьев первой обрабатываемой заготовки 1 были обработаны шлифованием последовательно, и адаптация перемещений инструмента второй процедуры шлифования по способу единичного деления в этом случае была выполнена на основе величин коррекции концентричности. [0052] На фигуре 5 В представлены две кривые последовательностей K1, K2 или кривые ошибки концентричности, соответственно, где кривая последовательности K2 выпуклых профилей 5.2 показана в верхней части графика и кривая последовательности K1 вогнутых профилей 5.1 показаны в нижней части графика. Центральная линия MI и расположение двух кривых последовательностей K1, K2 были взяты из фигуры 5А.
[0053] Две кривые последовательностей K1, у K2 снова имеют профиль периодической кривой (они могут быть выведены, например, из синусоидальной кривой). Из фигуры 5В можно заключить, что фазирование кривой последовательности K1 слабо сдвинуто относительно фазирования кривой последовательности K2. Обе кривые последовательностей фигуры 5В имеет почти идентичное фазирование. Это было достигнуто, используя способ согласно изобретению.
[0054] На фигуре 5В в качестве примера показаны два межзубьевых промежутка 6.1 и 6.2. Поскольку обе кривые последовательностей K1, K2 идут строго синфазно, величины ширины промежутков больше значительно не отличаются друг от друга.
[0055] На основе этого примера можно показать, что конические зубчатые колеса также могут быть обработаны шлифованием, используя способ по настоящему изобретению или используя станок 20, который спроектирован/запрограммирован согласно изобретению, таким образом, что, несмотря на первый зажим в патроне и повторное зажатие производимого изделия в патроне, оно сопоставимо с зубчатыми колесами, которые обрабатываются на двухшпиндельных шлифовальных станках.


Реферат
Способ включает использование первого шлифовального инструмента (2) на первой стадии при обработке первого профиля зубьев и второго шлифовального инструмента на второй стадии при обработке второго профиля зубьев. В способе используется измерительная система (30), которая выполняет процедуру измерения и осуществляет выборку величин по меньшей мере для части первых профилей зубьев заготовки конического зубчатого колеса (1), которые позволяют сделать вывод об ошибке концентричности этой заготовки конического зубчатого колеса (1) при ее зажиме в патроне на второй стадии. Величины коррекции концентричности устанавливаются компьютером на основе значений выборки, и адаптация перемещений при обработке второго профиля на второй стадии способа выполняется на основе величин коррекции концентричности. Достигается повышение точности обрабатываемых конических зубчатых колес. 9 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Станок для обработки конических колес с круговыми зубьями
Комментарии