Устройство для изготовления длинномерных изделий электроимпульсным прессованием - RU161439U1
Код документа: RU161439U1
Чертежи

Описание
Техническое решение относится к области порошковой металлургии, в частности, к устройствам для электроимпульсного прессования порошка и служит для изготовления изделий из электропроводных порошков или частиц.
Известна установка для электроимпульсного прессования порошков [патент на полезную модель №139637 от 16.07.2013 г. Устройство для электроимпульсного прессования порошка], включающее конденсаторную батарею, электрический разрядник, металлическую обойму с матрицей из изолирующего материала, верхний подвижный пуансон, вставленный в шток, нижний неподвижный пуансон, установленный на нижнем основании, вибратор, установленном на фланце, который соединен посредством двух стержней с пластиной с двумя втулками на которой закреплена обойма с матрицей, причем втулки подпружинены и имеют возможность скользить вертикально вдоль направляющих установленных на нижнем основании.
Устройство работает следующим образом. Порошок электропроводного материала, заключенный в керамическую матрицу и зажатую в металлическую обойму, поджимается пуансонами. Давление Р к верхнему пуансону прикладывается от нагружающего устройства через шток. С помощью системы управления включается высоковольтный трансформатор и через выпрямитель осуществляется зарядка конденсаторной батареи. По достижении на батарее необходимого напряжения, величина которого определяется размером засыпки и видом уплотняемого порошка, отключают высоковольтный трансформатор. Затем включают вибратор и от системы поджига запускают электрический разрядник, при этом происходит замыкание электрической цепи. Импульс разрядного тока от батареи конденсаторов, протекая через поджатый порошок, разогревает его, при этом высота засыпки порошка уменьшается. В этот промежуток времени верхний подвижный пуансон, являющийся продолжением штока нагружающего устройства, совершает перемещение вниз. Обойма вместе с матрицей и засыпкой порошка также начинают двигаться вниз, происходит уплотнение порошка. Кроме того от вибратора вибрационная нагрузка через фланец, стержни и пластину передается обойме с матрицей. Эта матрица по втулкам совершает колебательные движения вверх-вниз вдоль направляющих с пружинам, в результате чего схватывание боковой поверхности керамической матрицы с материалом образца существенно уменьшается. Полученные на этой установке образцы имеют достаточно чистою боковую поверхность и практически необходимую плотность, из-за приложенного давления после пропускания импульса тока. Образцы с контролируемой высокой плотностью получить на этой установке достаточно проблематично.
Решением, наиболее близким предложенному по технической сущности является устройство для изготовления изделий электроимпульсным прессованием [патент на полезную модель №154258 от 05.03.2015 г. Устройство для изготовления изделий электроимпульсным прессованием], включающее конденсаторную батарею, электрический разрядник, металлическую обойму с матрицей из изолирующего материала, верхний подвижный пуансон, вставленный в шток, который проходит через верхнее основание, нижний неподвижный пуансон, установленный на нижнем основании, пластину с двумя стержнями и двумя и втулками, на которой закреплена обойма с матрицей, причем втулки подпружинены и имеют возможность скользить вертикально вдоль направляющих установленных на нижнем основании, стержни снизу имеют скошенные фаски и закреплены снизу на штоке, электроизолированы от него, проходят через отверстия в пластине и нижнем основании, кроме того, на нижнем основании дополнительно установлена центральная опора, два металлических упора и два металлических вкладыша с наклонными сторонами, причем стержни со скошенными фасками упираются во вкладыши с возможностью сдвигать их вдоль нижнего основания к центру по наклонным сторонам вкладыша и приподнимать нижний пуансон.
Устройство работает следующим образом. На нижнее основание помещают центральную опору, два металлических упора и два металлических вкладыша толщиной 8-10 мм с наклонными сторонами. Металлические вкладыши раздвигают до касания их с фасками стержней. На металлические вкладыши помещают металлический цилиндр с нижним пуансоном. Затем порошок электропроводного материала, заключенный в керамическую матрицу и зажатую в металлическую обойму, поджимается пуансонами. Давление Р к верхнему пуансону прикладывается через неэлектропроводную прокладку от нагружающего устройства (пневмопресс) через шток.
После этой подпрессовки с помощью системы управления включается высоковольтный трансформатор и через выпрямитель осуществляется зарядка конденсаторной батареи. По достижении на батарее необходимого напряжения, величина которого определяется размером засыпки и видом уплотняемого порошка, отключают высоковольтный трансформатор. Затем от системы поджига запускают электрический разрядник, при этом происходит замыкание электрической цепи. Импульс разрядного тока от батареи конденсаторов, протекая через поджатый порошок, разогревает его.
В этот промежуток времени верхний подвижный пуансон, являющийся продолжением штока нагружающего устройства, начинает перемещение вниз вместе с обоймой, матрицей и засыпкой порошка. Также вниз начинают двигаться стержни, которые начинают своими фасками сдвигать металлические вкладыши, а те в свою очередь сдвигают два металлических упора, которые упираясь в центральную опору выдавливаются вверх и приподнимают металлический цилиндр с нижним пуансоном.
Таким образом, осуществляется схема двух стороннего прессования. Пропрессовка порошка идет существеннее, и получаемые образцы имеют необходимую плотность. Однако получить длинномерные изделия (отношение высоты образца к диаметру или ширине больше 2) с равномерной плотностью крайне затруднительно. Середина образца получается менее плотной.
В связи с этим, важнейшей задачей является разработка нового устройства для электроимпульсного прессования порошка, позволяющее изготавливать длинномерные изделия с равномерной по высоте высокой плотностью.
Техническим результатом заявленного устройства является создание нового изделия, обеспечивающего с помощью электроимпульсного прессования получение образцов с повышенными характеристиками, чем у прототипа, а именно с более высокой равномерной по высоте плотностью.
Указанный технический результат достигается тем, что в устройстве для изготовления изделий электроимпульсным прессованием, включающее конденсаторную батарею, электрический разрядник, металлическую обойму с матрицей из изолирующего материала, шток, который проходит через верхнее основание, верхний и нижний пуансон с нижней опорой, установленной на нижнем основании, отличающееся тем, что матрица из изолирующего материала выполнена разборной и прямоугольной, а металлическая обойма также выполнена разборной и прямоугольной и имеет изолированные от нее торцевые металлические вставки, которые непосредственно соединены с полюсами батареи конденсаторов, а верхний и нижний пуансон изолированы от батареи конденсаторов.
Эти дополнительные приспособления дают возможность уплотнять изделие не с торцов, а с его боков, то есть перейти от схемы, когда пуансон является электродом и уплотняющим элементом, к схеме, когда электроды приложены к торцам изделия и непосредственно соединены с полюсами батареи конденсаторов, а верхний и нижний пуансон электроизолированы от батарее конденсаторов и уплотняют порошок с боков. Это позволяет лучше пропрессовать изделие, так как существенно уменьшается трение порошка о стенки матрицы. При подпрессовки с боков пуансонам требуется существенно меньше хода передвижения, чем с торцов, для получения одной и той же плотности изделия. Кроме того, при этой схеме уплотнения электросопротивление порошка будет высокой, он будет существенно разогреваться и уплотняться. Если же пропускать импульс тока с боков, то сопротивление порошка будет низким, из-за большой боковой поверхности, разогрев будет слабым и уплотнение низким. Таким образом это устройство позволяет получать изделие с более высокой равномерной по высоте плотностью.
Устройство представлено на чертеже (Фиг. 1). Оно включает высоковольтный трансформатор 1, выпрямитель 2, конденсаторную батарею 3, электрический разрядник 4, выполняющий роль ключа для замыкания электрической цепи, который управляется специальной системой поджига 5, систему управления 6, служащую для управления зарядкой и разрядкой батареи конденсаторов, шток 7, который проходит через верхнее основание 8 и электрически изолирован от нижнего основания 9 изолирующими втулками 10, надетыми на крепление стойки 11. В шток 7 вставлен верхний пуансон 12. В нижнюю опору 13, находящуюся на нижнем основании 9, вставлен нижний пуансон 14. Верхний и нижний пуансоны 12 и 14 электроизолированы от батареи конденсаторов 3 керамическими вставками 15. Давление Р к штоку 7 прикладывается от нагружающего устройства 16 (пневмопресс). Пневмопресс 16 электроизолирован от штока 7 неэлектропроводной прокладкой 17. Электропроводный порошок 18 помещают в разборную матрицу 19 из электроизолирующего материала, зажатую в разборную прямоугольную металлическую обойму 20, в которой с торцов расположены изолированные металлические вставки 21, соединенные непосредственно с батареей конденсаторов 3.
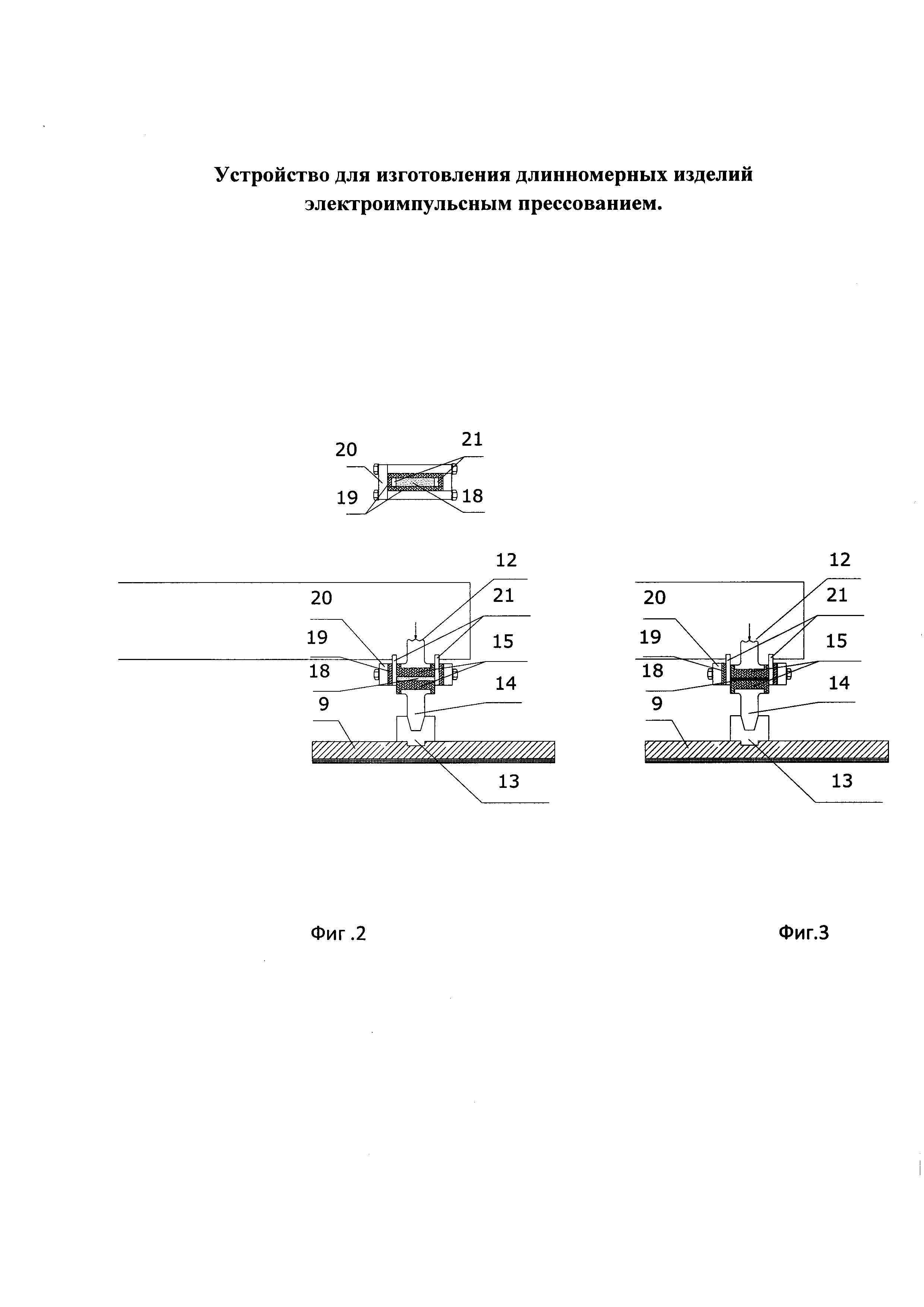
Устройство работает следующим образом. На нижнюю опору 13 с нижнем пуансоном 14 помещают собранную керамическую матрицу 19, зажатую в металлическую обойму 20 вместе с металлическими вставками 21 и засыпают порошком 18, а сверху закрывают верхнем пуансоном 12. Затем прикладывают давление Р к штоку 7 через неэлектропроводную прокладку 17 от нагружающего устройства 16 (пневмопресс). Верхний пуансон 12 начинает опускаться и происходит подпрессовка порошка 18 (Фиг. 2).
После этой подпрессовки с помощью системы управления 6 включается высоковольтный трансформатор 1 и через выпрямитель 2 осуществляется зарядка конденсаторной батареи 3. По достижении на батарее необходимого напряжения, величина которого определяется размером засыпки и видом уплотняемого порошка, отключают высоковольтный трансформатор. Затем от системы поджига 5 запускают электрический разрядник 4, при этом происходит замыкание электрической цепи. Импульс разрядного тока от батареи конденсаторов 3, протекая через поджатый порошок, разогревает его. В этот промежуток времени шток 7 снова начинает перемещение вниз вместе с верхним пуансоном 12, происходит допрессовка порошка 18 (Фиг. 3).
Таким образом, осуществляется схема, когда пуансоны уплотняют изделие сбоку, а электроды приложены к торцу изделия. Это позволяет лучше пропрессовать изделие, так как существенно уменьшается трение порошка о стенки матрицы. Уплотнение порошка идет существеннее, и получаемые длинномерные образцы имеют более высокую равномерную плотность по высоте изделия, чем у образцов, получаемых на известной установке. При отсутствии указанных дополнительных приспособлений (изолированные торцевые металлические вставки, которые непосредственно соединены с батареей конденсаторов, обойма и матрица выполнена разборной и прямоугольной) засыпка порошка уплотнялась бы меньше и ее равномерная плотность была бы ниже.
Проведенное электроимпульсное прессование твердосплавных пластинок размером 3×10×15 мм из порошка ВК10, с помощью описанного устройства, позволило получать изделия с равномерной плотностью 97,3-99,1% от теоретической. В тоже время, плотность изделий, поучаемых на известной установке, была неравномерной 91-95%.
Таким образом, применение описанного устройства для электроимпульсного прессования порошковых материалов позволяет получать длинномерные изделия с более высокой равномерной плотностью.
Реферат
Устройство для изготовления длинномерных изделий электроимпульсным прессованием порошка, содержащее конденсаторную батарею, электрический разрядник, металлическую обойму с матрицей из изолирующего материала, шток, который проходит через верхнее основание, верхний пуансон и нижний пуансон с нижней опорой, установленной на нижнем основании, отличающееся тем, что в нем использованы прямоугольные матрица из изолирующего материала и металлическая обойма, выполненные разборными, при этом металлическая обойма имеет изолированные от матрицы торцевые металлические вставки, которые соединены с полюсами конденсаторной батареи, а верхний и нижний пуансоны изолированы от конденсаторной батареи.
Формула

Комментарии