Смазывающее вещество для металлургических порошковых композиций - RU2216432C2
Код документа: RU2216432C2
Чертежи
Описание
Данное изобретение относится к смазывающему веществу для металлургических порошковых композиций на основе железа, а также к металлическим порошковым композициям, содержащим смазывающее вещество. Данное изобретение далее относится к способу изготовления спеченных изделий с применением смазывающего вещества, а также к применению смазывающего вещества в металлической порошковой композиции при полугорячем прессовании. В результате применения смазывающего вещества в соответствии с данным изобретением может быть достигнута высокая прочность неспеченного материала.
Применение металлических продуктов, полученных в результате прессования и спекания металлических порошковых композиций, получает все большее распространение в промышленности. Производится большое количество различных изделий разнообразных форм и толщины, и в соответствии с требованиями по качеству, предъявляемыми к этим изделиям, готовые металлические изделия должны иметь высокую плотность, а также высокую прочность.
В процессе прессования металлов используют различные стандартные температурные интервалы. Как холодное, так и полугорячее прессование требуют применения смазывающего вещества.
Прессование при температурах выше комнатной имеет очевидные преимущества, обеспечивая изделие с более высокой плотностью и прочностью, чем прессование, осуществляемое при более низких температурах.
Большая часть смазывающих веществ, применяемых при холодном прессовании, не может быть использована при высокотемпературном прессовании, поскольку они скорее всего эффективны только в рамках ограниченного температурного интервала. Неэффективное смазывающее вещество существенно увеличивает износ пресс-формы.
На степень износа пресс-формы влияют различные факторы, такие как твердость ее материала, прикладываемое давление и трение между прессовкой и стенкой пресс-формы при выталкивании (извлечении) прессовки. Последний фактор имеет тесную связь с применяемым смазывающим веществом.
Усилие выталкивания - это усилие, необходимое для извлечения прессовки из пресс-формы. Поскольку большое усилие выталкивания не только увеличивает износ пресс-формы, но также может повредить прессовку, это усилие предпочтительно должно быть снижено.
Однако применение смазывающего вещества может вызвать проблемы в процессе прессования, поэтому важно, чтобы смазывающее вещество хорошо подходило к типу проводимого прессования.
Для оказания необходимого действия смазывающее вещество должно выдавливаться в процессе прессования из пористой структуры порошковой композиции в пространство между прессовкой и пресс-формой, смазывая таким образом стенки пресс-формы. В результате такого смазывания стенок пресс-формы усилие выталкивания снижается.
Другая причина, по которой смазывающее вещество должно выделяться из прессовки, заключается в том, что в противном случае оно вызовет образование пор в прессовке после спекания. Хорошо известно, что большие поры плохо влияют на прочность при ударе изделия.
Известно смазывающее вещество для полугорячего прессования металлургических порошковых композиций на основе железа, содержащее полимер. (Раскрытое в WO 95/33589 - ближайший аналог [1]).
Известна металлургическая композиция для полугорячего прессования, выбранная в качестве ближайшего аналога, содержащая металлический порошок на основе железа, выбранный из группы, состоящей из по существу чистых железных порошков, частично предварительно легированных железных порошков и предварительно легированных железных порошков; смазывающее вещество; связующий агент; вещества для улучшения технологических свойств и твердые фазы [1].
Известен способ, выбранный в качестве ближайшего аналога получения продуктов спекания, включающий смешивание металлургической порошковой композиции, предварительный нагрев полученной композиции до заданной температуры, прессование нагретой композиции до получения прессованного изделия в предварительно нагретой пресс-форме и спекание прессованного изделия [1].
Задачей данного изобретения является обеспечение такого смазывающего вещества, которое обеспечивает производство прессованных изделий, имеющих высокую прочность неспеченного материала, а также спеченных продуктов, имеющих высокую плотность после спекания и небольшое усилие выталкивания в результате применения смазывающего вещества в сочетании с металлическими порошками. Поскольку прессовка подвергается существенным нагрузкам при извлечении из пресс-формы и поскольку изделие должно сохранять свою целостность во время погрузки между прессованием и спеканием без трещин и других повреждений, важно, чтобы прочность неспеченного материала была высокой. Это особенно важно при изготовлении тонких деталей.
Необходимый технический результат обеспечивает смазывающее вещество для полугорячего прессования металлургических порошковых композиций на основе полимера, содержащее полимер, которое в качестве полимера содержит полиэфир, ароматический или частично ароматический, имеющий среднечисленную молекулярную массу Мn 5000-50000 на основе полиэфира в количестве 50-100 мас.%.
Сложный полиэфир представляет собой полимер, полученный, например, этерификационной конденсацией дифункциональных спиртов и кислот. Сложные эфиры могут быть в виде смол и термопластичных материалов, и подразделяются на алифатические и ароматические полиэфиры в основном в зависимости от типа используемого мономера кислоты. Ароматические полиэфиры обычно негигроскопичны, однако известно, что алифатические полиэфиры более чувствительны к влаге. Сложные полиэфиры также могут быть разделены на насыщенные и ненасыщенные полиэфиры в зависимости от наличия двойных связей в основе полимера. В то время как насыщенные полиэфиры сравнительно инертны, ненасыщенные полиэфиры подходят в качестве смол, полученных в результате сополимеризации с другими мономерами, такими как стиролы, диаллил фталаты и т.д.
Полиэфир в соответствии с данным изобретением представляет собой насыщенный полиэфир, ароматический или частично ароматический, имеющий среднечисленную молекулярную массу, Мn, 5000-50000, при этом 50-100 мас.% , предпочтительно 60-100 мас.% и наиболее предпочтительно 70-100 мас.% смазывающего вещества состоит из этого полиэфира. Помимо полиэфира, смазывающее вещество в соответствии с данным изобретением может содержать другие смазки, известные в порошковой металлургии, такие как стеарат цинка, стеарат лития и/или смазывающие вещества типа амидного воска, такие как этилен бис-стеарамид. Предпочтительное смазывающее вещество в соответствии с данным изобретением содержит 0-30 мас. % стеарата цинка, 0-30 мас.% стеарата лития и/или 0-30 мас.% смазки типа амидного воска, при этом балансом служит полиэфир.
Сложный полиэфир предпочтительно представляет собой полимер или сополимер алкиленфталата, где алкиленфталат - C2-C8 алкиленфталат, при этом полиэфир предпочтительно имеет пик температуры плавления свыше 100oС.
Наиболее предпочтительно полиэфир представляет собой поли(алкилентерефталат) или поли(алкиленизофталат).
Данное изобретение также относится к металлургической порошковой композиции для полугорячего прессования, которая содержит смазывающее вещество, охарактеризованное выше, и дополнительно содержит пластификатор, термопластичный материал, легирующие элементы при следующем соотношении компонентов, мас. %: смазывающее вещество 0,1-2, связывающий агент 0,005-3,пластификатор до 0,5, графит 0,01-3, термопластичные материал до 2, легирующие элементы до 15, предпочтительно до 7, вещества для улучшения технологических свойств до 2, твердые фазы до 2, металлический порошок на основе железа - остальное.
Смазывающее вещество предпочтительно составляет 0,2-0,8 мас.% металлургической порошковой композиции в соответствии с данным изобретением, исходя из общего количества металлургической композиции. Возможность применения смазывающего вещества в соответствии с данным изобретением в небольших количествах представляет собой особенно выгодный признак данного изобретения, поскольку она обеспечивает экономичное получение прессовок и спеченных изделий, имеющих высокую плотность.
Используемое в данном описании и прилагаемой формуле изобретения выражение "частично ароматический" означает полиэфир, в котором некоторые из ароматических дикарбоновых кислот заменены на алифатические дикарбоновые кислоты с целью изменения температурной зависимости/поведения расплава (реология) получаемого полиэфира.
Используемое в данном описании и прилагаемой формуле изобретения выражение "металлический порошок" относится к порошкам на основе железа, по существу состоящих из порошков железа, содержащих не более около 1,0 мас.% , предпочтительно не более около 0,5 мас.% обычных примесей. Примерами таких высокопрессуемых порошков железа для металлургии являются чистые порошки железа ANCORSTEEL серии 1000, например 1000, 1000В и 1000С, выпускаемые Hoeganaes Corporation, Riverton, New Jersey, и подобные порошки, выпускаемые

Порошки на основе железа могут также включать железо, предпочтительно по существу чистое железо, которое было подвергнуто предварительному легированию, диффузному связыванию или смешиванию с одним или несколькими легирующими элементами. Примеры легирующих элементов, которые могут быть соединены с железными частицами, включают, но не ограничиваются ими, молибден, марганец, магний, хром, кремний, медь, никель, золото, ванадий, ниобий, графит, фосфор, алюминий, двойные сплавы меди и олова или фосфора, ферросплавы марганца, хрома, бора, фосфора или кремния, низкоплавкие тройные и четвертичные эвтектики углерода и двойные или тройные железа, ванадия, марганца, хрома и молибдена, карбиды вольфрама или кремния, нитрид кремния, окись алюминия, и сульфиды марганца или молибдена, а также их сочетания. Обычно легирующие элементы соединяют с железным порошком, предпочтительно по существу чистым железным порошком, в количестве приблизительно до 7 мас.%, более предпочтительно приблизительно от 0,25 мас.% до 5 мас.%, наиболее предпочтительно приблизительно от 0,25 мас.% до 4 мас.%, хотя в некоторых особых случаях, таких как получение нержавеющей стали, легирующие элементы могут присутствовать в количестве приблизительно от 7% до 15 мас.% от железного порошка и легирующего элемента.
Таким образом, порошки на основе железа могут включать частицы железа, находящиеся в смеси с легирующими элементами в виде легирующих порошков. Термин "легирующий порошок", используемый в данном описании, относится к любому вышеупомянутому элементу или соединению микроскопических размеров, физически смешанному с железными частицами, независимо от того, легируется ли в конечном итоге этот элемент или соединение с железным порошком. Частицы легирующего элемента обычно имеют средневесовой размер частиц ниже приблизительно 100 мкм, предпочтительно, ниже приблизительно 75 мкм, более предпочтительно ниже приблизительно 30 мкм. Связывающие агенты предпочтительно включают в смеси железных частиц и легирующих порошков для предотвращения отпыливания и сегрегации легирующего порошка от железного порошка. Примеры обычно используемых связывающих агентов включают связывающие агенты, описанные в патентах США 4483905 и 4676831, оба на имя Engström, а также в патенте США 4834800 на имя Semel, которые приводятся здесь в виде ссылки во всей своей полноте.
Порошок на основе железа может также быть в виде железа, предварительно легированного одним или несколькими легирующими элементами. Предварительно легированные порошки могут быть получены путем расплавления железа и желаемых легирующих элементов, а затем распыления расплава, в результате чего распыленные капельки, затвердев, образуют порошок. Количество вводимого легирующего элемента или элементов зависит от желаемых свойств конечного металлического изделия. Предварительно легированные железные порошки, включающие такие легирующие элементы, выпускаются Hoeganaes Corp. как часть ее линии порошков ANCORSTEEL.
Дальнейшим примером порошков на основе железа является связанный диффузией порошок на основе железа, содержащий частицы по существу чистого железа, которые имеют вышеописанные легирующие элементы, связанные диффузией с их наружной поверхностью. Такие порошки, изготавливаемые для промышленных целей, включают связанный диффузией порошок DISTALOY 4600А, выпускаемый Hoeganaes Corporation, содержащий около 1,8% никеля, около 0,55% молибдена и около 1,6% меди, а также связанный диффузией порошок DISTALOY 4800A, выпускаемый Hoeganaes Corporation, содержащий около 4,05% никеля, около 0,55% молибдена и около 1,6% меди. Порошки подобных марок также выпускает

Предпочтительный порошок на основе железа получают из железа, предварительно легированного молибденом (Мо). Этот порошок получают путем распыления расплава по существу чистого железа, содержащего приблизительно от 0,5% до 2,5 мас.% Мо. Примером такого порошка является стальной порошок Hoeganaes ANCORSTEEL 85HP, содержащий около 0,85 мас.% Мо, менее около 0,4 мас.%, в целом, таких материалов, как марганец, хром, кремний, медь, никель, молибден или алюминий, и менее около 0,02 мас.% углерода. Другим примером такого порошка является стальной порошок Hoeganaes ANCORSTEEL 4600V, содержащий около 0,5-0,6 мас. % молибдена, около 1,5-2,0 мас.% никеля, около 0,1-0,25 мас.% марганца и менее около 0,02 мас.% углерода.
Другой предварительно легированный порошок на основе железа, который может быть использован в данном изобретении, описан в патенте США 5 108 93 на имя Causton, озаглавленном "Steel Powder Admixture Having Distinct Pre-alloyed Powder of Iron Alloys", приводимый здесь во всей своей полноте. Эта композиция стального порошка представляет собой смесь двух различных предварительно легированных порошков на основе железа, причем один порошок представляет собой предварительный сплав железа с 0,5-2,5 мас.% молибдена, а другой - предварительный сплав железа с углеродом и, по меньшей мере, приблизительно 25 мас.% компонента переходного элемента, при этом этот компонент включает, по меньшей мере, один элемент, выбранный из группы, состоящей из хрома, марганца, ванадия и ниобия. Пропорции смеси таковы, что она включает, по меньшей мере, около 0,05 мас.% компонента переходного элемента к композиции из стального порошка. Примером такого порошка, выпускаемым для промышленных целей, является стальной порошок Hoeganaes ANCORSTEEL 41 АВ, содержащий около 0,85 мас.% молибдена, около 1 мас.% никеля, около 0,9 мас.% марганца, около 0,75 мас.% хрома и около 0,5 мас.% углерода.
Другими порошками на основе железа, применимыми при осуществлении данного изобретения, являются ферромагнитные порошки. Примером служит композиция по существу чистых железных порошков в смеси с порошком железа, предварительно легированного небольшими количествами фосфора.
Следующими порошками на основе железа, применимыми при осуществлении данного изобретения, являются частицы железа, покрытые термопластичным материалом для обеспечения по существу равномерного покрытия термопластичного материала, как описано в патенте США 5198137 на имя Rutz et al., который включен в настоящее описание во всей своей полноте. Предпочтительно, каждая частица имеет по существу равномерное круговое покрытие вокруг железного ядра частицы. Наносится достаточное количество термопластичного материала, изготовленного таким образом, чтобы обеспечить покрытие, составляющее около 0,001-15 мас. % от железных частиц. Обычно термопластичный материал присутствует в количестве, составляющем, по меньшей мере 0,2 мас.%, предпочтительно около 0,4-2 мас.%, и более предпочтительно, около 0,6-0,9 мас.% от покрытых частиц. Предпочтительными являются термопластичные материалы, такие как полиэфирсульфоны, полиэфиримиды, поликарбонаты или полифениленовые эфиры, имеющие средневесовую молекулярную массу в интервале приблизительно от 10000 до 50000. Другие порошки на основе железа с полимерным покрытием включают порошки, содержащие внутреннее покрытие из фосфата железа, как описано в патенте США 5063011 на имя Rutz et al., включенном в настоящее описание во всей своей полноте.
Частицы из чистого железа, предварительно легированного железа, связанного диффузией железа или железа с термопластичным покрытием могут иметь средневесовой размер частиц, составляющий 1 мкм или менее, либо приблизительно до 850-1000 мкм, однако обычно частицы имеют средневесовой размер в интервале приблизительно 10-500 мкм. Предпочтительными являются частицы, имеющие максимальный среднечисленный размер приблизительно до 350 мкм, предпочтительно, 50-150 мкм.
Помимо металлического порошка и смазывающего вещества в соответствии с данным изобретением, композиция из металлического порошка может содержать, как указано выше, одну или несколько добавок, выбранных из группы, включающей связующие вещества для улучшения технологических свойств и твердые фазы.
Связующие могут быть добавлены к порошковой композиции в соответствии со способом, описанным в патенте США 4834 800 (включенном здесь в качестве ссылки) и смешаны с композициями из металлического порошка в количестве приблизительно 0,005-3 мас. % , предпочтительно, около 0,05-1,5 мас.% , и более предпочтительно, около 0,1-1 мас.% , исходя из массы железа и легирующих порошков и могут состоять, например, из целлюлозно-эфирных смол, гидроксиалкил целлюлозных смол, имеющих 1-4 атома углерода в алкильной группе, или термопластичных фенольных смол.
Связывающие агенты, описанные в патенте США 5368630, представляют собой материалы из полимерной смолы, которая может быть растворимой или нерастворимой в воде, хотя предпочтительно, чтобы смола была нерастворимой в воде. Предпочтительно, чтобы смола обладала способностью образовывать пленку либо в своем натуральном жидком состоянии или будучи растворенной в растворителе вокруг порошка на основе железа и легирующего порошка. Важно, чтобы смола-связующий агент была выбрана таким образом, чтобы не влиять отрицательно на повышенную температуру процесса прессования. Предпочтительные связывающие агенты включают смолы из эфира целлюлозы, такие как ацетаты целлюлозы, имеющие среднечисленную молекулярную массу (Mw) приблизительно от 30 000-70 000, бутираты ацетата целлюлозы, имеющие Mw приблизительно от 10000-100000, пропионаты ацетата целлюлозы, имеющие Mw приблизительно от 10000-100000, и их смеси. Также могут быть использованы высокомолекулярные термопластичные фенольные смолы, имеющие Mw приблизительно от 10000-80000, и гидроксиалкил-целлюлозные смолы, в которых алкильный остаток имеет от 1-4 атомов углерода, имеющих Mw приблизительно от 50000-1200000, и их смеси. Другим предпочтительным связывающим агентом является поливинилпирролидон, предпочтительно применяемый в сочетании с пластификаторами, такими как полиэтиленгликоль, глицерин и его сложные эфиры, сложные эфиры органических двуосновных кислот, сорбит, сложные эфиры фосфорной кислоты, сложные эфиры целлюлозы, арилсульфонамидные-формальдегидные смолы и длинноцепочечные спирты, описанные, например, в патенте США 5432223.
Вещества для улучшения технологических свойств, применяемые в композиции из металлического порошка, могут включать тальк, форстерит, сульфид марганца, серу, дисульфид молибдена, нитрид бора, теллур, селен, дифторид бария и кальция, которые применяют по отдельности или в сочетании.
Твердые фазы, применяемые в композиции из металлического порошка, могут включать карбиды вольфрама, ванадия, титана, ниобия, хрома, молибдена, тантала и циркония, нитриды алюминия, титана, ванадия, молибдена и хрома, Al2O3, B4C и различные керамические материалы.
С применением обычных способов металлический порошок и частицы смазывающего вещества смешивают до по существу однородной порошковой композиции.
Предпочтительно смазывающее вещество в соответствии с данным изобретением добавляют к композиции из металлического порошка в виде твердых частиц. Средний размер частиц смазывающего вещества может варьироваться, но предпочтительно находится в интервале 3-100 мкм.
Если размер частиц слишком велик, то смазывающее вещество трудно удалить из пористой структуры металлургической порошковой композиции во время прессования и оно может привести к образованию больших пор после спекания, в результате чего получают прессовку с ухудшенными прочностными качествами.
Если помимо полиэфира смазывающее вещество содержит стеарат цинка, стеарат лития и/или смазки типа амидного воска, ингредиенты композиции смазывающего вещества могут быть добавлены по отдельности или в виде однофазной смазки. Выражение "однофазное смазывающее вещество", используемое в данном описании, относится к композиции смазывающего вещества, в которой различные ингредиенты были сплавлены вместе для получения однородных частиц смазывающего вещества, в котором по существу все ингредиенты присутствуют в каждой частице смазывающего вещества.
Данное изобретение также относится к способу получения продуктов спекания, включающему смешивание металлургической порошковой композиции, предварительный нагрев полученной композиции до заданной температуры. Прессование нагретой композиции до получения прессованного изделия в предварительно нагретой пресс-форме и спекание прессованного изделия, в котором в качестве металлургической порошковой композиции используют вышеописанную композицию.
Композицию из металлического порошка на стадии b) предпочтительно предварительно нагревают до температуры ниже пика температуры плавления полиэфира, а пресс-форму перед стадией с) предпочтительно предварительно нагревают до температуры пика точки плавления полиэфира или ниже. Наиболее предпочтительно композицию из металлического порошка предварительно нагревают до температуры 90-130oС, а пресс-форму предварительно нагревают до температуры 110-140oС. Прессованное изделие предпочтительно спекают в течение 15-60 мин при температуре 1100-1250oС.
При полугорячем прессовании в соответствии с данным изобретением композицию из металлического порошка, как указано выше, предпочтительно предварительно нагревают перед загрузкой в предварительно нагретую пресс-форму. При таком предварительном нагревании композиции из металлического порошка важно, чтобы смазывающее вещество не размягчалось или не плавилось, что затрудняет обращение с порошковой композицией при заполнении пресс-формы, что, в свою очередь, приводит к получению прессованного изделия, имеющего неравномерную плотность и плохую воспроизводимость весовых частей.
Ниже описаны некоторые испытания, показывающие, что данное изобретение эффективно и приводит к получению изделий с высокой плотностью до спекания, а также с высокой прочностью неспеченного материала.
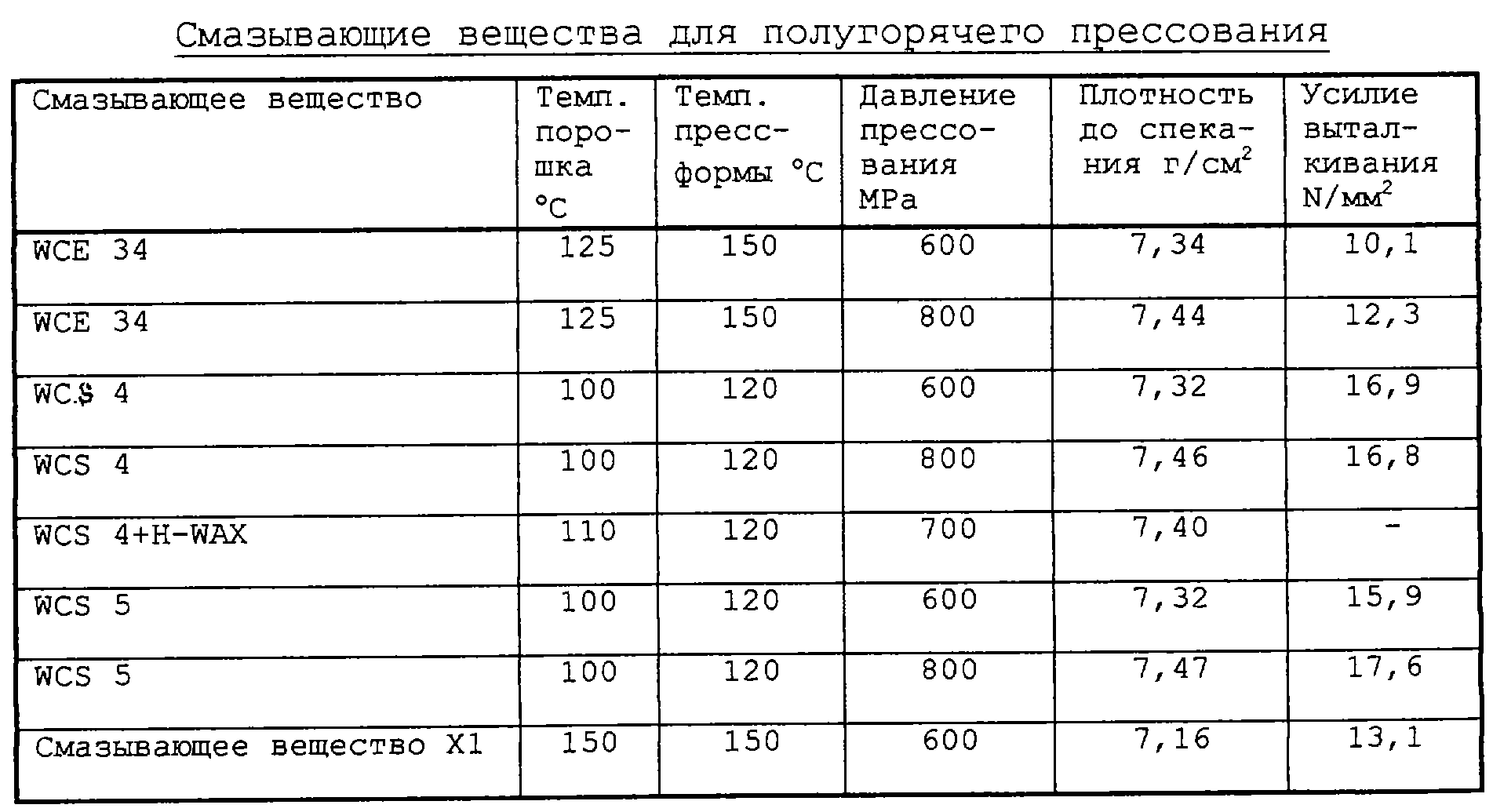
Испытание 1
Таблица включает ряд смазывающих веществ с указанием температуры порошка (oС), температуры пресс-формы (oС), давления прессования
(МРа), плотности до спекания (г/см2) и усилия выталкивания (N/мм2).
Композиции металлического порошка включают следующие ингредиенты:
- Distaloy®AE, выпускаемый

- 0,3 мас.% графита
- 0,6 мас.% смазывающих веществ в соответствии с таблицей.
Композицию из металлического порошка смешивают в миксере

WCE 34 представляет собой смазывающее вещество в соответствии с данным изобретением, имеющее среднечисленную молекулярную массу Мn приблизительно 10000-20000, полиэфир, частично ароматический с терефталевой кислотой как наиболее характерной кислотой, пик температуры плавления в интервале от 150 до 160oС, вязкость расплава 700 Ps (160oC, нагрузка 2,16 кг, способ ISO 1133) и температуру стеклования Тg 10oС.
WCS 4 - смазывающее вещество в соответствии с данным изобретением, имеющее среднечисленную молекулярную массу Мn 2000 и представляющее собой поли(гексилен терефталат).
WCS 4 + H-WAX - смазывающее вещество в соответствии с данным изобретением, представляющее собой смесь 75 мас.% WCS 4, как указано выше и 25 мас.% H-WAX, который представляет собой этиленовый бис-стеарамидный воск.
WCS 5 - смазывающее вещество в соответствии с данным изобретением, имеющее среднечисленную молекулярную массу Мn 40000 и представляющее собой поли(гексилен терефталат).
Смазывающее вещество X1 представляет собой смазку в соответствии с PCT/SE 95/00636, по существу состоящую из олигомера амидного типа со средневесовой молекулярной массой, Mw, 18 000; эта смазка находится за пределами объема данного изобретения.
Плотность до спекания измеряют в соответствии с ISO 3927 1985, а усилие выталкивания измеряют в соответствии со способом 404

Как следует из таблицы более высокие плотности до спекания могут быть достигнуты в результате применения смазывающих веществ в соответствии с данным изобретением, а не смазывающего вещества X1, в то время как усилия выталкивания варьируются и в некоторых случаях ниже, чем при использовании смазывающего вещества X1, а в некоторых случаях выше, но все-таки находятся в приемлемом интервале.
По сравнению с материалом, содержащим смазывающее вещество X1, материалы, смешанные со смазывающими веществами в соответствии с данным изобретением, обладают сравнимой плотностью до спекания и усилиями выталкивания после прессования. Таким образом, смазывающие вещества в соответствии с данным изобретением являются такими же качественными, как и смазывающее вещество X1.
Реферат
Изобретение относится к порошковой металлургии, к смазывающим веществам для полугорячего прессования металлургических порошковых композиций. Предложенное вещество содержит в качестве полимера полиэфир, ароматический или частично ароматический, имеющий среднечисленную молекулярную массу Мn 5000-50000, на основе полиэфира в количестве 50-100 мас.%. Предложенная композиция содержит металлический порошок на основе железа, смазывающее вещество, связующий агент, вещества для улучшения технологических свойств, твердые фазы, пластификатор, термопластичные материалы, легирующие элементы. Предложенный способ включает смешивание металлургической порошковой композиции, ее предварительный нагрев до заданной температуры, прессование до получения прессованного изделия в предварительно нагретой пресс-форме и спекание прессованного изделия. Обеспечивается высокая прочность неспеченного материала, спеченных продуктов и их высокая плотность после. 3 с. и 11 з.п.ф-лы, 1 табл.
Формула
Смазывающее вещество - 0,1-2
Связывающий агент - 0,005-3
Пластификатор - До 0,5
Графит - 0,01-3
Термопластичные материалы - До 2
Легирующие элементы - До 15, предпочтительно до 7
Вещества для улучшения технологических свойств - До 2
Твердые фазы - До 2
Металлический порошок на основе железа - Остальное
8. Металлургическая порошковая композиция по п. 7, отличающаяся тем, что она содержит до 0,2-0,8 мас. % смазывающего вещества.
Комментарии