Способ изготовления r - fe - b постоянных магнитов - RU2112627C1
Код документа: RU2112627C1
Чертежи
Описание
Настоящее изобретение относится к способам изготовления R-Fe-B постоянных магнитов с высокими показателями, с превосходной кристаллической ориентацией и предусматривает способ изготовления, в котором литые и измельченные сплавы требуемого состава, полученные либо измельчением слитка, либо восстановлением, либо выдавливанием слитка из изложницы, измельчают в крупнозернистый, а затем в тонкий порошок или пудру, и набивают в пресс-форму с определенной плотностью набивки, и после выравнивания магнитных порошков путем многократного наложения мгновенно пульсирующего магнитного поля для инвертирования их магнитной ориентации их подвергают холодному изостатическому прессованию, спеканию и старению. В частности, изобретение относится к способу изготовления, посредством которого связующее смешивают с крупнозернистыми порошками до тонкого измельчения и холодное изостатическое прессование осуществляют в постоянном магнитном поле для получения R-Fe-B постоянных магнитов с высокими показателями, с превосходной ориентацией и магнитными характеристиками, так что iHc больше, чем 10 кЭ, и сумма A максимального энергетического произведения (BH)мак (МГсЭ), являющегося одной из характеристик магнита, и В, коэрцитивной силы SHc (кЭ), имеет значение A+B больше, чем 59,5.
В настоящее время хорошие магнитные характеристики могут быть получены для обычных R-Fe-B постоянных магнитов, используемых как постоянные магниты с высокими показателями (патент Японии SHO-59-46008, патент США N 4770723 в композициях, включающих тройные тетрагональные соединения в качестве основной фазы и R - богатой фазы. При этом R-Fe-B постоянные магниты с различными составами используются в широком ассортименте изделий, в домашнем хозяйстве и для периферии компьютеров благодаря их очень различающимся характеристикам.
Однако тенденции к миниатюризации и высокому КПД электрических устройств приводят к поиску высокопроизводительных и более дешевых R-Fe-B постоянных магнитов.
В основном R-Fe-B редкоземельные магниты обычно изготавливают либо посредством нижеуказанных процессов 1 - 3, либо процессов 4 - 6.
1. Для формирования исходных материалов изготовляют литейный сплав путем индукционного расплавления редкоземельных металлов, электрического железа, сплава ферробора и дополнительно электролитического кобальта.
2. Образование крупноземельных порошков из этого литейного сплава путем абсорбции H2 и его декомпозиции, а затем образование тонких порошков размером 1,0 μм - 10 μм , либо мокрым измельчением, для чего используют шаровую мельницу или фрикционную мельницу, либо путем измельчения в струйной мельнице с использованием инертного газа (патент Японии HO 60-63304, HO-63-33505).
3. Прессование, спекание и старение тонких порошков.
4. Используют исходные материалы, в которых смешанный окисел или порошок сплава требуемого состава составлен, по меньшей мере, из одного редкоземельного оксида, порошка железа и, по меньшей мере, одного из порошков: чистого бора, ферробора или оксида бора, или содержит вышеупомянутые элементы. Этот материал смешивают с металлическим Ca и CaCl2 и проводят реакцию Ca-термического восстановления в атмосфере инертного газа. Полученный продукт реакции суспендируют и побочные продукты CaO и флюс CaCl2 удаляют путем обработки промывкой.
5. Мокрое измельчение полученных продуктов в шаровой
мельнице или фрикционной мельнице, или их сухое измельчение в струйной или вихревой мельнице для получения тонких порошков порядка 1,0 μм - 10 μм.
6. Прессование, спекание и
старение тонкого порошка.
Кроме того, известен способ изготовления (патент Японии SHO-63-317643), в котором чтобы предотвратить укрупнение, остаточное содержание α - Fe и сегрегацию кристаллитов порошкового сплава R-Fe-B с неизбежными дефектами, магнит формируют путем измельчения слитка, то есть способом, посредством которого слитки распыляются в порошок и полученные измельченные сплавы механически измельчают или перемалывают в грубый порошок, после чего механически диспергируют или измельчают в струйной или вихревой мельнице, расплав сплава R-Fe-B формируют в литейный сплав определенной толщины, используя сдвоенные валки. Затем, обычным металлургическим способом литейный сплав измельчают в грубый порошок на мельнице или вальцово-челюстной дробилке, и затем в тонкий порошок со средним размером 3 - 5 μм посредством дисковой мельницы, шаровой мельницы, фрикционной мельницы или струйной или вихревой мельницы, и затем наконец прессуют в магнитном поле, спекают и подвергают старению.
Однако, используя вышеописанный способ, нельзя обеспечить быстрого улучшения эффективного измельчения по сравнению с известными способами измельчения слитка, в которых слитки разливают в изложницы. И, кроме того, так как не только поверхность частиц, но и вся масса частиц измельчается в процессе тонкого измельчения, нельзя обеспечить большого улучшения магнитных свойств. Также, поскольку R-богатая фаза не образует RH2, которая устойчива к окислению, большая поверхность области R-богатой фазы приводит к исчезновению антиокисляющих свойств. По существу окисление происходит во время обработки данных и нельзя получить хорошие магнитные свойства.
Поскольку большая часть стоимости магнита приходится на изготовление R-Fe-B постоянных магнитов, необходимо эффективно изготавливать сырье, т.е. порошки для высокопроизводительных постоянных магнитов. По существу необходимо улучшить условия изготовления порошков для получения свойств, близких к теоретическим.
С целью создания способа изготовления постоянных магнитов R-Fe-B с высокими показателями, посредством которого можно обеспечить эффективное тонкое измельчение для получения хорошей iHc вследствие мелкозернистости магнитных кристаллитов, обладающих хорошими антиокислительными свойствами, в результате чего осуществляется высокая степень ориентации направлений намагничивания каждого кристалла, так что сумма А (значения (BH)макс (МГсЭ) и B (значение iHc ( кЭ)) составляет A+B ≥ 59, предлагается способ изготовления R-Fe-B постоянных магнитов с высокими показателями, посредством которого литейные сплавы R-Fe-B-типа и определенной толщины, полученные путем выдавливания слитка из изложницы, подвергают крупному измельчению посредством способа затухания абсорбции H2 и затем измельчают в струйной или вихревой мельнице в атмосфере инертного газа, а полученные в результате этого тонкие порошки уплотняют в пресс-форме с определенной плотностью набивки, с последующей ориентацией путем наложения пульсирующего магнитного поля в определенном направлении, и сразу после этого прессуют, спекают и подвергают старению.
Однако с целью улучшения характеристик и КПД R-FeB постоянных магнитов, чтобы улучшить характеристики уплотнения внутри пресс-формы и степень ориентации, тонкие порошки, полученные вышеописанным способом, смешивают со смазкой перед прессованием. Исключительно трудно равномерно покрывать поверхность тонких порошков смазкой, и, кроме того, исключить дефекты, например, изменения по весу и трещины во время процесса прессования.
Согласно изобретению предлагается способ изготовления R-Fe-B постоянных магнитов с высокими показателями, посредством которого получают тонкие порошки любым описанным выше способом, например, измельчением или дроблением слитка, Ca-термическим восстановлением или выдавливанием слитка из изложницы. Полученные магниты имеют необычные исключительные характеристики, высокую степень ориентации направлений намагничивания каждого кристаллита, и сумму A+B ≥ 59,5, где A - величина (BH)макс (МГсЭ) и B-величина iHC (кЭ).
Для достижения поставленной цели после различных исследований способов измельчения, уплотнения, прессования и магнитной ориентации был разработан способ изготовления постоянных магнитов с высокими показателями, в котором из измельченного сплава, литого сплава или порошков сырьевых материалов получают грубый порошок путем механического измельчения или способом затухания адсорбции H2, затем механическим измельчением или посредством струйной или вихревой мельницы получают тонкие порошки со средним размером 1,0 μм - 10 μм уплотняют в пресс-форме с плотностью упаковки 1,4 - 3,5 г/см3. После наложения пульсирующего магнитного поля с напряженностью более 10 кЭ, чтобы неоднократно инвертировать направление намагничивания, осуществляют холодное изостатическое прессование в постоянном (статическом) магнитном поле, которое обеспечивает получение постоянных магнитов с высокими показателями, превосходной степенью ориентации кристаллов, магнитными характеристиками iHc более, чем 10 кЭ, и суммой A+B=59,5, где A - значение максимального энергетического произведения (BH)макс (МГсЭ), которое является магнитной характеристикой, и B - значение коэрцитивной силы Hc (кЭ).
Согласно изобретению литые сплавы или измельченные сплавы, полученные измельчением слитка, или Ca-термическим восстановлением или выдавливанием слитка, грубо или крупно измельчают механическим способом или способом затухания абсорбции H2. Затем эти крупнозернистые порошки или порошки сырьевых материалов смешивают со смазкой твердого типа и затем тонко измельчают посредством струйной или вихревой мельницы, и получают порошки с хорошей текучестью равномерным распределением частиц, одновременно осуществляют снижение размера частиц основной фазы кристаллов, составляющих слиток сплава. При тонком измельчении порошков из сплава, в котором R-богатая фаза тонко распределена, размер фазы R2Fe14B уменьшен и стабилизирован путем удаления H2, что позволяет смешивать порошки с частицами пределенной смазки.
Эффективность изготовления увеличивается благодаря почти двухкратному увеличению эффективности тонкого измельчения. За счет уплотнения вышеупомянутых тонкозернистых порошков в пресс-форме, наложения пульсирующего магнитного поля, которое неоднократно инвертируется для ориентирования кристаллов порошка, и холодного изостатического прессования, в частности в постоянном (статическом) магнитном поле, и спекания получают R-Fe-B постоянные магниты с улучшенными характеристиками уплотнения и магнитной ориентацией, а также улучшенными магнитными характеристиками, например, Br, (BH)макс и особенно Hc магнитных сплавов.
Литейные сплавы для настоящего изобретения изготавливают путем выдавливания слитка из изложницы, используя либо одиночный валок, либо сдвоенный валок. Полученный литейный сплав представляет собой тонкую пластинку толщиной 0,03 - 10 мм в зависимости от того, одиночный или сдвоенный валок используют. Для толстых пластин используется сдвоенный валок, тогда как для тонкой пластины используется одиночный валок.
Толщина пластинки ограничивается 0,03 - 10 мм по следующим соображениям. При толщине менее 0,03 мм эффект закаливания больше проявляется в кристаллах менее 3 μм и, так как эти кристаллы легко окисляются при измельчении в порошок, что приводит к ухудшению магнитных характеристик. При толщине, превышающей 10 мм, скорость охлаждения невелика, и α - Fe будет легко кристаллизоваться, при этом увеличивается размер кристалла, происходит сегрегация Nd-богатой фазы, вызывая ухудшение магнитных характеристик.
Структура поперечного сечения сплава R-Fe-B определенного состава, полученного посредством выдавливания слитка из изложницы, согласно изобретению, имеет главную фазу R2Fe14B кристаллов, составляющую одну десятую от размера в слитках, полученных обычным литьем. Например, были получены мелкие кристаллы с размером короткой оси порядка 0,1 μм - 50 μм и размером длинной оси 5 μм - 200 μм, , при этом R-богатая фаза, которая окружала кристаллы основной фазы, также было тонко распределена, и даже если имелись участки локальной сегрегации, их размер был менее 20 μм. .
Для грубого диспергирования посредством поглощения H2, согласно настоящему изобретению, литейный сплав помещали в герметичный уплотненный контейнер, и после создания достаточного вакуума подавали газ H2 с давлением 200 Topp приблизительно 50 кг/см2, при этом H2 абсорбировался литейным сплавом. Так как реакция абсорбирования H2 является экзотермической реакцией, в трубки, расположенные снаружи вокруг контейнера, подают охлаждающую воду для предотвращения увеличения температуры внутри контейнера. При подаче газа H2 при требуемом давлении в течение определенного времени газ H2 поглощался, а упомянутый литейный сплав мгновенно распадался и распылялся в порошок. Затем после охлаждения, измельченного в порошок сплава, проводили вакуумную обработку для удаления H2.
Так как внутри частиц сплава, полученных вышеописанным способом, существуют тонкие трещины, порошки можно тонко измельчать на шаровой мельнице или струйной мельнице в течение короткого времени, при этом можно получить порошок сплава с необходимым размером частиц 1 μм - 10 μм. .
В настоящем изобретении во время обработки воздух в контейнере можно заранее заменить инертным газом, а затем заменить инертный газ газом H2.
Чем дальше размер измельчаемого диспергированием слитка, тем меньшее давление требуется для диспергирования водородом, и слитки, распыляемые под пониженным давлением, будут абсорбировать H2 и измельчаться в порошок. Если давление газа H2 больше, чем атмосферное, измельченное осуществляется легко. Однако, если давление меньше 200 Topp, измельчение идет плохо, а давление более 50 кг/см2, несмотря на то, что оно является наилучшим давлением для диспергирования, благодаря абсорбции H2, нежелательно из соображений безопасности оборудования и изготовления. Поэтому выбрано давление газа H2 200 Topp 50 кг/см2, и для массового производства предпочтительнее давление в пределах 2 - 10 кг/см2.
В настоящем изобретении время обработки для диспергирования путем абсорбции H2 изменяется в соответствии с размером упомянутого герметичного контейнера и размером диспергируемого слитка и давлением газа H2, но должно быть не более пяти минут.
После охлаждения порошков сплава, диспергированного путем абсорбирования H2, первую обработку по удалению газа H2 осуществляют в вакууме. Затем вторую обработку для удаления газа H2 осуществляют путем нагревания распыленного в порошок сплава до 100 - 750oC в вакууме или в атмосфере аргона в течение более 0,5 ч. При этой обработке полностью удаляется любой газ H2 из диспергированного сплава и предотвращается окисление порошка или прессованного изделия во время длительного хранения, предотвращая таким образом ухудшение магнитный свойств постоянного магнита.
При удалении водорода в настоящем изобретении, когда нагревание выше 100oC обеспечивает исключительные результаты по удалению водорода, возможно пропустить первую обработку по удалению водорода в вакууме и вместо нее осуществить обработку по удалению водорода в вакууме или в атмосфере аргона, в результате которой диспергируемый порошок непосредственно нагревается до температуры выше 100oC.
Таким образом после проведения реакции абсорбции H2 диспергирования в контейнере абсорбции H2 можно осуществлять удаление водорода путем нагревания диспергируемого порошка до температуры выше 100oC в том же самом контейнере. Альтернативно после удаления водорода в вакууме можно удалить диспергированный порошок из контейнера, тонко измельчить его и затем снова провести обработку по удалению водорода путем нагревания до температуры выше 100oC в контейнере для обработки.
Относительно температуры нагревания при вышеупомянутой обработке по удалению водорода следует отметить, что температура менее 100oC непригодна для производства, так как, несмотря на то, что H2 удаляется из диспергированных порошков сплава, для этого необходим продолжительный промежуток времени. Кроме того, при температурах, превышающих 750oC, появляется жидкая фаза, которая вызывает трудности при тонком измельчении вследствие затвердевания порошка. Так как это приводит к ухудшению характеристик формования при прессовании, это нежелательно при изготовлении спеченных магнитов.
Поэтому с учетом характеристик спекания спеченных магнитов температура обработки при удалении водорода находится в диапазоне 200 - 600oC. Кроме того, необходимое время обработки составляет более 0,5 ч, изменяясь в зависимости от количества обрабатываемого порошка. Дополнительная обработка для удаления водорода из диспергированного порошка, обеспечиваемая за счет вышеупомянутой реакции абсорбции H2 и декомпозиции, дает крупнозернистые порошки со средним размером частиц 10 - 500 м. Затем после смешивания с 0,02 - 5 вес. % смазки кристалл сплава уменьшают в размере путем измельчения в струйной мельнице с получением тонкозернистых порошков со средним размером частиц 1 - 10 μм, имеющих превосходную формуемость.
Следовательно, путем смешивания крупнозернистых порошков требуемого состава с описанной выше твердой или жидкой смазкой и измельчения в струйной мельнице поверхность тонкозернистых порошков будет равномерно покрыта смазкой после тонкого измельчения, что улучшает и эффективность измельчения и характеристики уплотнения при прессовании. Это также предотвращает изменения веса и трещины, которые ранее возникали при прессовании и получении магнитов с превосходной степенью ориентации.
В качестве жидкой смазки, добавляемой перед тонким измельчением, согласно изобретению, может быть выбран, по меньшей мере, один либо насыщенный либо ненасыщенный эфир кислоты жирного ряда и, например, эфир борной кислоты, которые диспергированы в растворителе либо на петролеумной основе, либо на спиртовой основе.
Желательно, чтобы количество эфира жирной кислоты в жидкой смазке составляло от 5 до 5 вес%.
Насыщенные эфиры жирной кислоты могут быть выражены общей формулой RCCOR', где R = CnH2n+2 (алкан), и ненасыщенные эфиры жирной кислоты могут быть выражены основной формулой RCOOR', где R = CnH2n (алкен) или R = CnH2n-2 (алкин).
В качестве твердой смазки могут быть использованы, по меньшей мере, одна, выбранная из группы, состоящей из стеарата цинка,
стеарата меди, стеарата алюминия, или этиленвиниламидо. При среднем размере частиц твердой смазки, т. е. размере менее 1 μм, возникают трудности изготовления, а при размере, превышающем 50
μм, трудно равномерно смешивать смазку с крупнозернистым порошком. По существу желательным является средний размер частиц 1 м - 50 μм.
Касаясь количества жидкой или твердой
смазки, добавляемого, согласно настоящему изобретению, необходимо отметить, что менее 0,02 вес.% обеспечивает недостаточно равномерное покрытие частиц порошка и не улучшает характеристик прессования и
степени магнитной ориентации, тогда как количество, превышающее 5 вес.%, приводит к тому, что в спеченном изделии остаются неулетучившиеся остатки смазки, которые вызывают снижение плотности спекания,
ведущее к ухудшению магнитных характеристик. По существу количество доабвляемой смазки составляет 0,02 - 5 вес%.
Средний размер частиц крупнозернистых порошков, согласно настоящему изобретению, ограничивается 10 μм - 500 μм по следующим причинам. При среднем размере частиц менее 10 μм порошка сплава не могут безопасно транспортироваться в атмосфере, и в результате может произойти ухудшение магнитных свойств вследствие окисления частиц порошка. Кроме того, при среднем размере частиц, превышающем 500 μм, возникают трудности при подаче порошков сплава в струйную мельницу, в результате чего значительно падает эффективность измельчения. Таким образом, средний размер частиц находится в пределах 10 μм - 500 μм. .
Далее тонкое измельчение осуществляют в струйной мельнице с использованием инертного газа (например, N2 или Ar). Также можно использовать шаровую мельницу или фрикционную мельницу с использованием органических растворителей, например бензола или толуола.
При среднем размере частиц тонких порошков менее 1,0 μм получают очень активные порошки, в результате чего возникает опасность воспламенения во время прессования в пресс-форме и ухудшения магнитных свойств, тогда как при размере, превышающем 10 μм, кристаллы постоянного магнита при спекании становятся очень большими и может легко происходить реверсирование намагничивания в результате уменьшения коэрцитивной силы. Таким образом, наиболее желательный средний размер частиц находится в пределах 2,5 μм - 4 μм. .
Тонкоизмельченные порошки уплотняются в пресс-форме в атмосфере инертного газа. Пресс-формы могут быть изготовлены из немагнитных металлов, окислов или керамики, или альтернативно могут быть использованы органические соединения, например смолы, или каучуки, включая природный уретановый, хлоропреновый, силиконовый или нитриловый.
Предпочтительно, чтобы плотность упаковки порошка находилась в пределах от объемной плотности неподвижного порошка (плотность упаковки 1,4 г/см3) до объемной плотности отводимого уплотненного порошка (плотность упаковки 3,5 г/см3). Таким образом, плотность упаковки ограничена 1,4 - 3,5 г/см3.
Необходимым условием получения большой величины В для постоянных магнитов является в основном выравнивание направлений намагничивания кристаллов - главной фазы, т.е. достижение высокой степени ориентации. В сущности постоянные магниты, изготовленные способами порошковой металлургии, например, твердоферритные магниты, Sm-Co магниты или R-Fe-B магниты требуют, чтобы порошки прессовались в магнитном поле.
Однако катушки и источники питания, прикрепляемые к известным прессам (гидравлическим прессам или механическим прессам) для генерирования магнитных полей, могут генерировать поля не более 10 - 20 кЭ, и для создания больших магнитных полей необходимо усовершенствовать оборудование таким образом, чтобы катушки имели и большее количество витков, либо использовались более мощные источники питания.
Была проанализирована взаимосвязь между напряженностью магнитного поля во время прессования и магнитной характеристикой B спеченного продукта. Было установлено, что большая Br может быть получена при использовании большей напряженности магнитного поля и при наложении пульсирующего магнитного поля в постоянном напряжении, при этом может почти мгновенно генерироваться сильное магнитное поле и может быть получено даже большее Br. Кроме того, за счет наложения пульсирующего магнитного поля, когда направление намагничивания неоднократно попеременно инвертируется, степень ориентации кристаллов порошкового сплава может быть дополнительно улучшена вместе с магнитными характеристиками.
Для способов, использующих пульсирующее магнитное поле, важным является мгновенная ориентация за счет пульсирующего магнитного поля, где направление намагничивания неоднократно попеременно инвертируется, и когда можно прессовать порошки, используя холодное изостатическое прессование, характеристики ориентации кристалла могут быть дополнительно улучшены за счет прессования в постоянном (статическом) магнитном поле.
Для неоднократно инвертируемого пульсирующего магнитного поля, согласно настоящему изобретению, используют напряженность пульсирующего магнитного поля более чем 10 кЭ, предпочтительнее от 20 до 60 кЭ, генерируемого катушкой с воздушным сердечником и конденсаторным источником питания. Несмотря на то, что используемая напряженность магнитного поля ниже, чем для обычных пульсирующих магнитных полей с постоянным направлением, достигаются аналогичные результаты.
Длительность импульса должна составлять 1 - 10 мс при этом наиболее желательно, чтобы она составляла 5-100 мс. Форму волны неоднократно инвертируемого пульсирующего магнитного поля получают путем наложения электрического поля в направлении, противоположном напряжению, неоднократно инвертируемого пульсирующего магнитное поле должно прикладываться 1 - 10 раз, предпочтительнее 2 - 8 раз.
Кроме того, касаясь формы импульса пульсирующего магнитного поля, согласно настоящему изобретению, следует отметить, что форма импульса той же интенсивности может быть неоднократно инвертирована, или пиковое значение импульса может налагаться при значении, которое значительно ниже исходного значения.
В настоящем изобретении ориентированные порошки прессуются обычными способами прессования в магнитном поле, причем холодное изостатическое прессование является предпочтительным. При использовании каучуковых или других пластичных пресс-форм может осуществляться холодное изостатическое прессование. Холодное изостатическое прессование в пресс-формах является наиболее пригодным для изготовления больших магнитов.
Условиями для холодного изостатического прессования являются следующие: давление пресса порядка 1 - 3 т/см2 и твердость формы по Шору Hs = 20 - 80.
Кроме того, холодное изостатическое прессование может осуществляться в постоянном (статическом) магнитном поле. Например, после наложения неоднократно инвертируемого магнитного поля той же напряженности для ориентирования частиц порошка путем осуществления холодного изостатического прессования ориентированных порошков в статическом (постоянном) магнитном поле можно получить R-Fe-B постоянные магниты с высокими показателями, которые имеют общую сумму вышеупомянутых магнитных характеристик A+B, большую чем 62.
В настоящем изобретении могут быть использованы известные способы порошковой металлиругии и известные условия прессования в формах спекания и старения.
Для прессования могут использоваться известные способы, при этом прессование в формах при давлении 1,0-3,0 т/см2 является подходящим для холодного изостатического прессования. Далее при наложении статического (постоянного) магнитного поля во время прессования предпочтительная напряженность магнитного поля находится в пределах 5 - 20 кЭ.
Для спекания могут использоваться основные способы нагревания в вакууме, при этом для удаления связующего увеличивают температуру на 100 - 200oC в час в токе водорода и выдерживают при температуре 300 - 600oC в течение 1-2 ч. За счет удаления связующего удаляется почти весь углерод из связующего, что приводит к улучшению магнитных характеристик.
Кроме того, так как порошковые сплавы, содержащие P-элементы, легко поглощают водород, удобно проводить удаление водорода после удаления связующего в токе водорода. При удалении водорода за счет увеличения температуры со скоростью 50 - 200oC в час и выдерживании при 500 - 800oC в течение 1 - 2 ч в вакууме, абсорбированный водород почти полностью удаляется.
Предпочтительнее осуществлять спекание, продолжая увеличивать температуру после завершения удаления водорода, и когда температура превышает 500oC, при этом скорость нагрева может быть выбрана, например, 100-300oC в час и могут применяться известные способы спекания.
Условия спекания и отжига ориентированных прессованных изделий определяются в соответствии с составом выбранного порошкового сплава, при этом спекания используют выдержку в течение 1 - 2 ч при (1000 - 1180oC, а для старения выдерживают при 450 - 800oC в течение 1 - 8 ч.
Выбор состава композиции.
Ниже пояснены аргументы по выбору составов порошковых сплавов для R-Fe-B постоянных магнитов.
Редкоземельные элементы R, содержащиеся в порошковых сплавах для постоянных магнитов настоящего изобретения, включает иттрий (Y) и включает как легкие редкоземельные элементы, так и тяжелые редкоземельные элементы.
В качестве легких редкоземельных элементов предпочтительны элементы Nd или R. Хотя достаточно только одного R-элемента, на практике могут быть использованы смеси из двух или более элементов (mishmetal, дидимий), например смеси Sm, Y, La, Ce, Gd c Nd и Pr, в качестве других R-элементов. Кроме того, нет необходимости использовать чистые редкоземельные элементы в качестве R, при этом могут быть использованы легкодоступные элементы, содержащие неизбежные примеси в процессе изготовления.
R является обязательным элементом в порошковом сплаве для изготовления R-Fe-B постоянных магнитов, при менее 10 ат.% хорошие магнитные свойства, в частности высокое значение коэрцитивной силы, не могут быть получены при более 30 ат.% остаточная плотность магнитного потока B падает и также нельзя получить магниты с исключительными свойствами. Таким образом, R находится в пределах от 10 до 30 ат%.
Величина B является обязательными элементом порошковых сплавов для изготовления R-Fe-B постоянных магнитов, при менее 2 ат.% нельзя получить большую коэрцитивную силу (iHc), тогда как при превышении 28 ат.% остаточная плотность (остаточная индукция) магнитного потока (Br) падает, и также нельзя получить магниты с превосходными свойствами. Таким образом, B лежит в диапазоне от 2 до 28 ат.%.
Для Fe менее 42 ат.% остаточная плотность магнитного потока (Br) падает, при превышении 88 ат. % не может быть получена большая коэрцитивная сила. Поэтому Fe ограничено от 42 до 88 ат.%.
За счет частичного замещения Fe одним или обоими Co или Ni нельзя улучшить термические и антикоррозионные свойства магнита. Однако, если количество одного из двух или обоих Co или Ni превышает 50% Fe, нельзя получить большую коэрцитивную силу и превосходные магниты. Поэтому верхним пределом для количества одного или двух или обоих Co или Ni является 50% Fe.
Для того чтобы получить превосходные магниты с большой остаточной плотностью магниевого потока (остаточной индукцией) и коэрцитивной силой, желательным составом порошкового сплава настоящего изобретения является для R (12 - 16 ат.%) для B (4-12 ат.%) и для Fe (72-84 ат.%).
Для порошковых сплавов настоящего изобретения могут допускаться неизбежные примеси из промышленных процессов за счет частичного замещения B одним из перечисленных далее элементов: до 4,0 ат.% C, до 3,5 ат.% P, до 2,5 ат.% S, или до 3,5 ат.% Cu, общее количество примесей до 4 ат.%, но можно усовершенствовать изготовление и улучшение эффективности затрат на магнитные сплавы.
Кроме того, путем добавления к R-Fe сплавам, содержащим вышеупомянутые R, B и Fe, а также один из или оба Co или Ni по меньшей мере, одного из следующих элементов: до 9,5 ат.% Al, до 4,5 ат.% Ti, до 9,5 ат.% V, до 8,5 ат.% Cr, до 8,0 ат.% Mn, до 5,0 ат.% Bi, до 12,5 ат.% Nb, до 10,5 ат.% Ta, до 9,5 ат.% Mo, до 9,5 ат.% W, до 2,5 ат.% Sb, до 7 ат.% Ge, до 3,5 ат.% Sn, до 5,5 ат.% Zr, или до 5,5 ат.% Hf, можно получить сплавы для постоянных магнитов с большой коэрцитивной силой.
Для R-Fe-B постоянных магнитов настоящего изобретения является существенным, чтобы кристаллическая фаза имела тетрагональную основную фазу, и это особенно эффективно при получении микроскопически однородных порошковых сплавов для изготовления спеченных постоянных магнитов с превосходными магнитными характеристиками.
Настоящее изобретение может обеспечить изготовление постоянных магнитов с высокими показателями посредством того, что порошки R-Fe-B сплава получают либо размалыванием или диспергированием слитка, или Ca-термическим восстановлением или выдавливанием слитка, затем полученные литые сплавы и измельченные сплавы грубо измельчают механическим размалыванием или абсорбцией H2 и декомпозицией и затем тонко измельчают механическим размалыванием или в струйной или вихревой мельнице для получения тонких порошков R-Fe-B. Затем тонкие порошки со средним размером частиц 1,0 μм - 10 μм набивают в пресс-форму с плотностью упаковки 1,4-3,5 г/см3 и прикладывают пульсирующее магнитное поле с напряженностью поля более 10 кЭ для неоднократного инвертирования направления. Затем осуществляют холодное изостатическое прессование в статическом магнитном поле. В сущности можно получить R-Fe-B постоянные магниты с превосходными ориентацией и магнитными характеристиками, так что iHc больше, чем 10 кЭ, и сумма A+B больше, чем 59,5, где A - максимальное энергетическое произведение (BH)макс (MГсЭ), которое является одной из характеристик магнита, и B - коэрцитивная сила iHc (кЭ).
В частности, изготовление путем выдавливания слитка, абсорбированием H2 и декомпозицией и удаление H2 после смешивания с необходимой смазкой и тонкое измельчение в струйной или вихревой мельнице дают возможность уменьшить размер кристаллов основной фазы, содержащейся в слитках сплава, и производить порошки с равномерным однородным распределением частиц и с эффективностью, которая вдвое выше по сравнению с известными способами. Таким образом можно эффективно изготавливать R-Fe-B постоянные магниты с исключительно высокими показателями, превосходными характеристиками уплотнения прессованием и высокой степенью ориентации направлений намагничивания (векторов намагниченности) каждого кристаллита.
Пример 1. Используя электролитическое железо чистотой 99,98, сплав ферробора, содержащий 19,5 вес.% B, Nd и Dy чистотой более 99,7% в качестве исходных материалов, путем смешивания и исходных материалов, индукционной плавки и разливки в медную водоохлаждаемую изложницу получали слиток с составом, ат.% 12,4, Nd, 1,4 Dy, 6,7 B, 79,5% Fe.
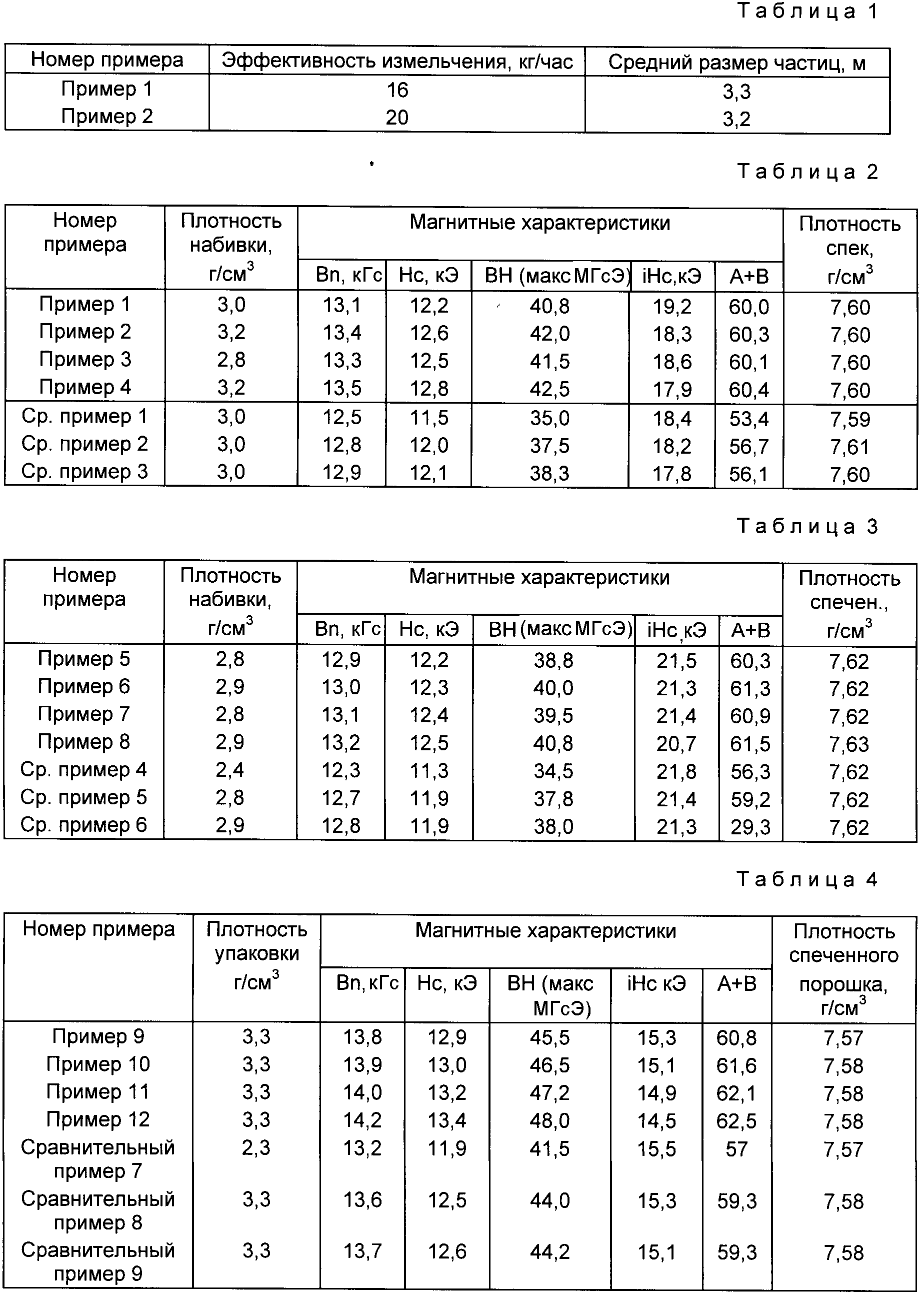
Затем после измельчения упомянутого слитка в мельнице и последующего измельчения абсорбцией H2 и декомпозицией был получен порошок грубого помола со средним размером частиц 40 μм. . Полученный крупный порошок затем тонко измельчали в струйной или вихревой мельнице газом N2 при давлении 7 кг/м2 и получали тонкоизмельченный порошок со средним размером частиц 3 μм, , эффективность измельчения указана в табл. 1.
После набивки полученных тонкоизмельченных порошков в резиновую пресс-форму, изготовленную из уретана, с плотностью упаковки 3,0 г/см3, прикладывали пульсирующее магнитное поле с напряженностью 30 кЭ, длительностью импульса 15-100 с и четыре раза инвертировали полюсы N и S.
После получения в пресс-форме пресс-заготовки с размерами Ф25 x 20 мм из ориентированного образца путем холодного изостатического прессования при давлении прессования 1,5 т/см2, пресс-заготовку спекали в атмосфере Ar при 1060oC в течение 4 ч. и старили в атмосфере Ar при 600oC в течение 1 ч.
Магнитные характеристики полученного образца приведены в табл. 2.
Пример 2. Жидкую смазку 1 вес.% эфира жирной кислоты (точка кипения 180oC, активный компонент 25 вес.%, циклогексан 75 вес.%) добавляли к порошкам грубого помола, полученным с тем же составом и при тех же условиях, что и в примере 1, после чего получали тонкоизмельченные порошки со средним размером частиц 3 м, в струйной или вихревой мельнице при тех же условиях, что и в примере 1. Эффективность измельчения в этом случае приведена в табл. 1.
После набивки полученных тонкоизмельченных порошков в резиновую пресс-форму и приложения неоднократно инвертируемого пульсирующего магнитного поля при тех же условиях, что и в примере 1, осуществляли холодное изостатическое прессование, спекание и старение при тех же условиях, что и в примере 1. Магнитные характеристики полученного образца приведены в табл. 2.
Пример 3. Тонкоизмельченные порошки, полученные того же состава и при тех же условиях, что и в примере 1, набивали в резиновую пресс-форму, прикладывали пульсирующее неоднократно инвертируемое магнитное поле при тех же условиях, что и в примере 1. После этого осуществляли холодное изостатическое прессование в статическом магнитном поле с напряженностью 10 кЭ и при давлении 1,5 т/см2 и получали пресс-заготовки с теми же параметрами, что в примере 1. Спекание и старение осуществляли в той же пресс-форме и при тех же условиях, что и в примере 1, результаты измерений магнитных характеристик приведены в табл. 2.
Пример 4. Проводили холодное изостатическое прессование образца в статическом магнитном поле при тех же условиях, что и в примере 3, с тем же составом и полученного при тех же условиях, что и в примере 2. К заготовке мгновенно прикладывали неоднократно инвертируемое пульсирующее магнитное поле, после чего осуществляли спекание и старение при тех же самых условиях, что и в примере 1. Полученные магнитные характеристики приведены в табл. 2.
Сравнительный пример 1. Тонкоизмельченные порошки, полученные с тем же составом и при тех же условиях, что и в примере 1, набивали в металлическую пресс-форму, ориентировали в магнитном поле с напряженностью 10 кЭ и прессовали перпендикулярно магнитному полю при давлении 1,5 т/см2. Полученную пресс-заготовку с размерами 15 мм x 20 мм x 8 мм подвергали спеканию и старению при тех же условиях, что и в примере 1. Магнитные характеристики образца приведены в табл. 2.
Сравнительный пример 2. Тонкоизмельченные порошки того же состава и полученные при тех же условиях, что и в примере 1, набивали в резиновую пресс-форму, после чего прикладывали пульсирующее магнитное поле с напряженностью 30 кЭ в постоянном направлении, после этого проводили холодное изостатическое прессование, спекание и старение при тех же условиях, что и в примере 1. Результаты измерений магнитных характеристик приведены в табл. 2.
Сравнительный пример 3. Тонкоизмельченные порошки того же состава и полученные при тех же условиях, что и в примере 2, набивали в резиновую пресс-форму, после чего сразу же прикладывали пульсирующее магнитное поле напряженностью 30 кЭ в постоянном направлении, затем осуществляли изостатическое прессование, спекание и старение при тех же условиях, что и в примере 1. Результаты измерения магнитных характеристик образца приведены в табл. 2.
Пример 5. 160 г металлического Ca с чистотой 99% и 25 г безводного CaCl2 смешивали с 343 г Nd2O3 (чистота 99%), 48 г Dy2O3 (чистота 99,9%) 60 г Fe-B порошка, содержащего 19,1 вес.% В, 50 г Co порошка (чистота 99,9%), 570 г Fe порошка (чистота 99,9%) для прямого восстановительно-диффузионного процесса, вводили в контейнер из нержавеющей стали и проводили реакцию Ca-термического восстановления в токе Ar при 1000oC в течение 3 ч. Затем после охлаждения продукт реакции промывали и удаляли избыток Ca. Полученную суспензию порошка промывали спиртом для удаления воды и сушили в вакууме. Выход сырого порошка составил приблизительно 960 г.
Полученный таким образом порошок содержал, ат.%: 12,8 Nd, 0,2 Pr, 1,6 Dy, 6,6 B, 5,7 Co, остальное -Fe, он имел средний размер частиц 20 μм и содержание кислорода 1800 ч. на 1 млн. (ррм).
Этот сырой порошок тонко измельчали до размера частиц 3 μм в струйной мельнице, после чего полученный тонкоизмельченный порошок набивали в резиновую типа силикона пресс-форму с плотностью упаковки 3,0 г/см3 и 8 раз прикладывали и инвертировали пульсирующее магнитное поле напряженностью 35 кЭ и длительностью импульса 5 с. После этого следовало изостатическое холодное прессование при давлении 2,0 т/с2, спекание при 1100o C в течение 2 ч в атмосфере Ar и старению при 500oC в течение 2 ч. Магнитные характеристики образца приведены в табл. 3.
Пример 6. Сырой порошок, полученный прямым восстановительно-диффузионным процессом с использованием тех же составов и условий, что и в примере 5, смешивали с 0,1 вес.% стеарата цинка - твердой смазкой. После этого измельчали в струйной мельнице при тех же условиях, что и в примере 5, для получения тонкоизмельченного порошка со средним размером частиц 3 м. Далее прикладывали неоднократно инвертируемое пульсирующее магнитное поле при тех же условиях, что и в примере 5, холодное изостатическое прессование, спекание и старение. Результаты измерений магнитных характеристик полученного образца приведены в табл. 3.
Пример 7. Тонкоизмельченный порошок получали, используя те же составы и условия, что в примере 5. После этого осуществляли неоднократное наложение инвертируемого магнитного поля при тех же условиях, что и в примере 5, холодное изостатическое прессование в статическом магнитном поле с напряженностью 8 кЭ при тех же условиях, что и в примере 6, спекание и старение. Результаты измерений магнитных характеристик полученного образца приведены в табл. 3.
Пример 8. Тонкий порошок, полученный с тем же составом и при тех же условиях, что и в примере 5, набивали в металлическую форму, ориентировали в магнитном поле напряженностью 10 кЭ и прессовали перпендикулярно магнитному полю под давлением 2 т/см2 для получения пресс-заготовки, которую спекали и старили при тех же условиях, что и в примере 5. Магнитные характеристики полученного образца приведены в табл. 3.
Сравнительный пример 5. Тонкий порошок, полученный с тем же составом и при тех же условиях, что и в примере 5, набивали в резиновую форму и одновременно прикладывали магнитное пульсирующее поле напряженностью 35 кЭ постоянного направления, после чего осуществляли холодное изостатическое прессование при тех же условиях, что и в примере 5, спекание и старение. Результаты измерений магнитных характеристик показаны в табл. 3.
Сравнительный пример 6. Тонкий порошок, полученный с тем же составом и при тех же условиях, что и в примере 6, набивали в резиновую форму и одновременно прикладывали пульсирующее магнитное поле напряженностью 35 кЭ постоянного направления, после чего осуществляли холодное изостатическое прессование при тех же условиях, что и в примере 5, спекание и старение. Результаты измерений магнитных характеристик приведены в табл. 3.
Пример 9. Расплав составом 13,6 Nd - 0,4 Dy - 6,1 B - 79,9 Fe, полученный путем индукционной плавки, выдавливали из изложницы, используя сдвоенные валки из двух медных валков
диаметров 200 мм для получения тонкой пластины литого сплава толщиной 1 мм. Размер короткой оси кристаллических зерен в упомянутом литом сплаве составляли 0,5 μм - 15 μм, тогда как
размер длинной оси составлял 5 - 80 μм. R - богатая фаза, окружающая основные фазы, отстояла от них примерно на 3 μм.
Упомянутый литой сплав затем разделяли на кусочки, не более
чем квадрат 50 мм, и 1000 г таких кусочков вводили в вентилируемый контейнер. Воздух в упомянутом контейнере сначала заменяли в течение 30 мин потоком N2, а затем подавали через каждые 2 ч
3 кг/см2 H2, заставляя литой сплав мгновенно распадаться вследствие абсорбции H2. Затем проводили удаление водорода в вакууме, выдерживая в течение 5 ч при 500oC, охлаждали до комнатной температуры и дробили до 100 меш.
Затем грубые порошки измельчали в вихревой мельнице для получения тонких порошков со средним размером частиц 3 м. Полученные таким образом порошки сплава набивали в форме из уретанового каучука с плотностью упаковки 3,2 г/см2 и четыре раза прикладывали неоднократно инвертируемое пульсирующее магнитное поле напряженностью 500 кЭ и длительностью импульса 8 с, после чего осуществляют холодное изостатическое прессование при давлении сжатия 1,0 т/см2. Пресс-заготовку извлекали из формы и спекали в течение 3 ч при 1050oC и старили в течение 1 ч при 550oC для получения постоянного магнита. Магнитные свойства полученного постоянного магнита приведены в табл. 4.
Пример 10. Грубый порошок, полученный при использовании тех же составов и тех же условий, что и в примере 9, смешивали с твердой смазкой 0,1 вес.% стеарата цинка, и осуществляли тонкое измельчение в вихревой мельнице в 7 кг/см2 газа А для получения порошка сплава со средним размером частиц 3,2 μм. . Затем прикладывали неоднократно инвертируемое пульсирующее магнитное поле на порошки при тех же условиях, что и в примере 9, после чего осуществляли холодное изостатическое прессование, спекание и старение. Магнитные характеристики полученного постоянного магнита приведены в табл. 4.
Пример 11. Тонкий порошок, полученный с использованием тех же условий, что и в примере 9, набивали в форму из нитрилового каучука с плотностью упаковки 3,4 см3 и прикладывали неоднократно инвертируемое пульсирующее магнитное поле при тех же условиях, что и в примере 9. После этого осуществляли холодное изостатическое прессование в статическом магнитном поле 12 кЭ при давлении сжатия 1,0 кг/см2 для получения пресс-заготовки, которую затем спекали и старили в тех же условиях, что и в примере 9. Магнитные характеристики полученного постоянного магнита приведены в табл. 4.
Пример 12. К образцу, полученному при тех же условиях и с тем же составом, что и в примере 10, прикладывали неоднократно инвертируемое пульсирующее поле при тех же условиях, что и в примере 10, после чего осуществляли холодное изостатическое прессование в тех же условиях, что и в примере 11, и спекание и старение в тех же условиях, что и в примере 9, магнитные характеристики полученного образца приведены в табл. 4.
Сравнительный пример 7. Тонкий порошок, полученный с использованием тех же составов и условий, что и в примере 9, набивали в металлическую форму, ориентировали магнитным полем 10 кЭ, прессовали перпендикулярно магнитному полю при давлении 1,0 т/см2, после чего проводили спекание и старение в тех же условиях, что и в примере 9. Магнитные характеристики полученного образца приведены в табл. 4.
Сравнительный пример 8. Тонкий порошок, полученный в тех же условиях, что и в примере 9, набивали в резиновую форму и прикладывали постоянное пульсирующее магнитное поле напряженностью 50 кЭ, после чего проводили изостатическое прессование, спекание и старение при тех же условиях, что и в примере 9. Магнитные характеристики полученного образца приведены в табл. 4.
Сравнительный пример 9. Тонкий порошок, полученный в тех же условиях, что и в примере 10, набивали в резиновую форму и прикладывали пульсирующее магнитное поле напряженностью 50 кЭ, после чего проводили холодное изостатическое прессование, спекание и старение в тех же условиях, что и в примере 9. Магнитные характеристики полученного образца приведены в табл. 4.
Реферат
В способе используют тонкоизмельченные порошки, полученные либо способом измельчения слитка, либо способом Са-термического восстановления или способом выдавливания слитка из изложницы. Сплавы подвергают грубому измельчению путем механического измельчения или посредством способа абсорбции Н2 и декомпозиции и затем подвергают тонкому измельчению либо механическим путем, либо в вихревой мельнице с получением тонких порошков R-Fe-B со средним размером частиц 1,0-10 μм. Эти порошки затем уплотняют в форме с плотностью упаковки 1,4-3,5 г/см3 и прикладывают пульсирующее магнитное поле напряженностью, большей чем 10 кЭ, неоднократно инвертируя вектор намагничивания. И наконец осуществляют холодное изостатическое прессование в статическом магнитном поле. При этом полученные магниты обладают превосходными характеристиками уплотнения прессованием, высокой степенью ориентации направления намагничивания (вектора намагничивания) каждого кристаллита и общей суммой А+В, где А - (ВH)max(МГсЭ) и B-i Нс(кЭ) больше чем 59,5. 20 з.п.ф-лы, 4 табл.
Формула
09.12.94 по пп.1 - 7, 14, 15, 20 и 21;
07.10.94 по пп.8 - 13 и 16 - 19.
Комментарии