Устройство и способ спекания спекаемого материала - RU2608863C2
Код документа: RU2608863C2
Чертежи

Описание
Изобретение касается устройства для спекания спекаемого материала, включающего в себя принимающую спекаемый материал и установленную на опорной плите чашу с принимающим спекаемый материал внутренним пространством в качестве первого внутреннего пространства, охватывающий чашу чашеобразный кожух, край которого уплотнен относительно опорной плиты, соединенное с охваченным чашеобразным кожухом внутренним пространством в качестве второго внутреннего пространства отверстие для подачи и отвода защитного газа, а также охватывающее кожух с опорной плитой пространство для спекания в качестве третьего внутреннего пространства.
Кроме того, изобретение касается способа спекания спекаемого материала, такого как окисляемый материал, в частности, металлический спекаемый материал, в частности, в виде каркаса зуба, с применением устройства, включающего в себя установленную на опорной плите чашу, во внутреннее пространство которой в качестве первого внутреннего пространства помещается спекаемый материал, охватывающий чашу чашеобразный кожух, край которого уплотнен относительно опорной плиты, а также соединенное с охваченным кожухом внутренним пространством в качестве второго внутреннего пространства отверстие для подачи и отвода защитного газа, при этом охваченное чашеобразным кожухом второе внутреннее пространство продувается защитным газом.
Устройство и способ вышеназванного рода известны из DE 20 2010 007 606 U1 и DE 20 2010 002 533 U1. Для этого в печи для спекания на шамотном блоке устанавливается состоящая из кварца чаша, в которой спекаются каркасы зубов из серебряно-палладиевого сплава или хромо-кобальтового сплава. Шамотный блок и чаша охватываются кварцевой емкостью, которая посредством графитного уплотнения уплотнена относительно опорной плиты, на которой установлен шамотный блок. Как через опорную плиту, так и через шамотный блок проходят отверстия, чтобы продувать защитным газом, таким как аргон, охваченное кварцевой емкостью внутреннее пространство, внутри которого находится кварцевая чаша. Во избежание окисления каркасов спекание осуществляется в атмосфере защитного газа. При этом при температурах около 1200°C возникает нежелательная коррозия кварца, так что он заранее покрывается борнитридным спреем. Предназначенный для спекания материал укладывается в чаши на инертные шарики из корунда, оксида алюминия или диоксида циркония.
Соответствующее устройство обладает тем недостатком, что применение при температурах свыше 1200°C невозможно; потому что, с одной стороны, срок службы кварца при соответствующих температурах сильно ограничен, а с другой стороны, растрескивание вследствие манипуляции кварцевыми материалами может обнаруживаться тогда, когда происходит непосредственное соприкосновение с пальцевым жиром.
DE 20 2011 106 734 U1 касается устройства для бескислородного спекания металла или керамики, которое включает в себя нижнюю плиту, на которую опирается кожух. Внутри кожуха посредством опорной плиты опирается тигель для спекания спекаемого материала, в который может помещаться спекаемый материал. Кроме того, имеются отверстия для подачи и отвода защитного газа. В качестве материала устройства предусмотрено кварцевое стекло или рекристаллизованный карбид кремния.
WO 94/16642 A1 касается обжиговой печи, в которой расположена обжиговая камера, с головной стороны закрытая крышкой, через которую может течь газ тогда, когда в обжиговую камеру вводится защитный газ.
Предметом EP 2 101 133 A1 является печь для спекания стоматологических препаратов.
DE 10 2008 012 578 A1 касается стоматологической печи, с помощью которой могут осуществляться разные периоды нагрева. При этом может происходить превышение мощности нагрева.
DE 20 2011 005 465 U1 касается устройства для бескислородного спекания металла или керамики. При этом спекаемый материал вводится в имеющийся в емкости для спекания гранулят для спекания, который, например, может состоять из шариков циркония.
В основу настоящего изобретения положена задача, усовершенствовать устройство и способ вышеназванного рода так, чтобы были предотвращены недостатки уровня техники, в частности, чтобы спекание могло выполняться без затруднений также при температурах свыше 1200°C. Одновременно должно обеспечиваться отсутствие нежелательных изменений цвета или окисления спекаемого материала.
В отношении устройства задача решается по существу за счет того, что чаша закрыта закрывающим элементом, причем первое внутреннее пространство при закрывающем чашу закрывающем элементе соединено со вторым внутренним пространством по потоку газа.
Изобретение касается, в частности, устройства для спекания спекаемого материала, включающего в себя принимающую спекаемый материал и установленную на опорной плите чашу с принимающим спекаемый материал внутренним пространством в качестве первого внутреннего пространства, охватывающий чашу чашеобразный кожух, край которого уплотнен относительно опорной плиты, соединенное с охваченным чашеобразным кожухом внутренним пространством в качестве второго внутреннего пространства отверстие для подачи и отвода защитного газа, а также охватывающее кожух с опорной плитой пространство для спекания в качестве третьего внутреннего пространства, которое отличается тем, что чаша закрыта закрывающим элементом, причем первое внутреннее пространство при покрывающем чашу закрывающем элементе соединено со вторым внутренним пространством по потоку газа.
В соответствии с техническим решением по изобретению, спекание спекаемого материала осуществляется в охваченном чашей внутреннем пространстве, которое называется первым внутренним пространством, при этом чаша закрыта закрывающим элементом. Независимо от этого, через первое внутреннее пространство может протекать инертный газ, однако риск, что произойдет попадание внутрь чаши таких примесей, как кислород, в значительной степени снижается.
В частности, предусмотрено, что кожух непосредственно своим краем газонепроницаемо или соответственно с геометрическим замыканием опирается на опорную плиту. Край кожуха, а также опорная плита плоско шлифуются по периметру, чтобы самое первое или дополнительное уплотнение могло непосредственно прилегать к опорной плите, чтобы обеспечивать уплотнение по периметру, чтобы проникновение кислорода в охваченное кожухом и называемое вторым внутренним пространством внутреннее пространство благодаря этому было невозможно или не было возможно в существенной степени.
Благодаря этим мерам кислород снаружи не попадает или не попадает в значительной степени во (второе) внутреннее пространство кожуха, которое может также называться колоколом, и затем также в охваченное чашей (первое) внутреннее пространство.
Кроме того, следует подчеркнуть, что по меньшей мере чаша и ее закрывающий элемент, такой как крышка, в частности, однако, опорная плита, чаша, закрывающий элемент и чашеобразный, или колпакообразный, или колоколообразный кожух, состоит из материала из группы SiC, SiN. Благодаря этому выбору материала обеспечивается то преимущество, что спекание может выполняться при температурах свыше 1200°C, в частности до 1350°C, без повреждения материалов. Особенно предпочтительно, если применяется SiC, так как он проявляет эффект восстановления по отношению к кислороду.
Вводимый в промежуточное пространство между чашей и чашеобразным кожухом инертный газ, который мог бы представлять собой, в частности, аргон, но при известных условиях также азот, по одному из усовершенствований изобретения может из второго внутреннего пространства, которое охвачено кожухом, подаваться непосредственно в охватывающее опорную плиту и кожух пространство для спекания, то есть в называемое третье внутреннее пространство внутреннее пространство печи для спекания. Результатом этого является дополнительное снижение концентрации кислорода в пространстве для спекания (третьем внутреннем пространстве) печи для спекания. Проникновение кислорода во (второе) внутреннее пространство кожуха также затрудняется.
Одно из усовершенствований изобретения предусматривает, что чаша опирается на имеющее проемы кольцо, которое, в свою очередь, установлено на опорной плите, причем предпочтительно через опорную плиту внутри кольца проходит отверстие для подачи защитного газа и при необходимости отверстие для отвода защитного газа.
Альтернативно предлагается, чтобы от чаши или соответственно ее донных стенок отходили выступы, предпочтительно по меньшей мере три равномерно расположенных по окружности выступа, посредством которых чаша опирается на опорную плиту.
Благодаря этим мерам обеспечивается, что опорная плита может иметь неизменную по всей площади толщину, так что опасность образования трещин вследствие происходящих при спекании измерений температуры отсутствует.
Кроме того, изобретение отличается тем, что спекаемый материал в чаше укладывается на сыпучий материал, который состоит из цельных шариков из керамики, в частности, оксида циркония или оксида алюминия. В случае диоксида циркония обеспечивается то преимущество, что он при потере кислорода частично преобразуется в монооксид циркония. Возникающие вследствие недостатка кислорода дефекты приводят к темной окраске.
Неожиданным образом эта первоначальная отдача кислорода не имеет негативного эффекта и может впоследствии оказывать восстанавливающее действие и служить индикатором, так как этот эффект является обратимым в случае вторжения кислорода.
В соответствии с техническим решением по изобретению обеспечивается то, что спекание металлических сплавов, в частности кобальто-хромовых сплавов, таких как кобальт-хром-молибденовые сплавы, может выполняться при температурах, равных 1200°C и более, в частности около 1250°C, без наличия опасности окисления и неконтролируемых изменений цвета. При этом спекаемый материал помещается в чашу, снабженную закрывающим ее закрывающим элементом, причем обеспечивается, чтобы принимающее спекаемый материал (первое) внутреннее пространство чаши продувалось защитным газом с целью выведения имеющегося при известных условиях кислорода. Закрывающий элемент действует подобно крышке или соответственно является таковой.
Если предпочтительным образом закрывающий чашу закрывающий элемент не установлен на чаше плотно, то плотное прилегание могло бы также осуществляться, если, например, в самом закрывающем элементе предусмотрены выполненные лазером мелкие отверстия, через которые возможен обмен защитным газом.
Дополнительно имеется возможность обдувать чашеобразный или колоколообразный кожух, то есть так называемый колокол, защитным газом, который направляется из (второго) внутреннего пространства кожуха наружу.
В частности, предпочтительно также, чтобы материалы были пригодны к спеканию при высоких температурах, при этом, в частности, в отношении восстанавливающего действия следует выделить карбид кремния. Альтернативно при известных условиях возможно также применение нитрида кремния.
Способ вышеназванного рода отличается тем, что чаша после помещения в нее спекаемого материала накрывается закрывающим элементом, через который или по меньшей мере через одно отверстие в закрывающем элементе или через отверстие в чаше защитный газ проникает внутрь чаши, то есть в первое внутреннее пространство, и что во (второе) внутреннее пространство чашеобразного кожуха нагружается исключающим поднятие кожуха избыточным давлением посредством защитного газа, в частности избыточным давлением p, причем 1 мбар ≤ p ≤ 25 мбар, в частности 2 мбар ≤ p ≤ 10 мбар по сравнению с давлением окружающей среды.
В частности, предусмотрено, что в качестве спекаемого материала применяется крупный объект, в частности стоматологической каркас моста, в частности, каркас моста, включающий в себя по меньшей мере три звена моста, предпочтительно по меньшей мере пять звеньев моста, и что спекаемый материал в принимающем устройстве, то есть охватывающем его пространстве для спекания нагревается от комнатной температуры TZ до температуры T1, причем 800°C ≤ T1≤ 1100°C, со скоростью R1 нагрева, причем 5 К/мин ≤ R1≤ 100 К/мин, в частности 20 К/мин ≤ R1≤ 80 К/мин, по прошествии при необходимости времени t1 выдержки при температуре T1, причем 1 мин≤ t1≤ 10 мин, нагревается до температуры T2, причем 1200°C ≤ T2≤ 1350°C, со скоростью R2 нагрева, причем 5 К/мин≤ R2≤ 30 К/мин, спекаемый материал при температуре T2 выдерживается в течение времени t2, причем 5 мин≤ t2≤ 120 мин, в частности 15 мин≤ t2≤ 50 мин, при этом при необходимости спекаемый материал затем, то есть после времени t2 выдержки, нагревается до температуры T3, причем T3>T2, с целью поверхностного плавления спекаемого материала, и затем от температуры T2 или соответственно T3 охлаждается до температуры ниже 400°C со скоростью R3 охлаждения, которая предпочтительно по меньшей мере в начале охлаждения составляет 5 К/мин≤ R3≤ 100 К/мин. Затем происходит охлаждение до комнатной температуры TZ.
Изобретение предусматривает также, что спекаемый материал для спекания в охватывающем устройство пространстве для спекания нагревается от комнатной температуры до температуры T2, причем 1200°C ≤ T2≤ 1350°C, со скоростью R1 нагрева, при температуре T2 выдерживается в течение времени t2, причем 5 мин≤ t2≤ 220 мин, в частности 15 мин ≤ t2≤ 60 мин, при этом при необходимости спекаемый материал затем, то есть после времени выдержки, нагревается до температуры T3, причем T3>T2, с целью поверхностного плавления спекаемого материала, и затем от температуры T2 или соответственно T3 охлаждается до температуры ниже 400°C со скоростью R3 охлаждения, при этом скорость R3 охлаждения предпочтительно вначале составляет 5 К/мин ≤ R3≤ 100 К/мин
При этом, в частности, предусмотрено, что устанавливается значение скорости R1 нагрева, равное 5 К/мин≤ R1≤100 К/мин, в частности 20 К/мин ≤ R1≤ 80 К/мин.
Нагрев до температуры T1 и при необходимости осуществляемая выдержка при температуре T1, чтобы затем продолжать нагрев до температуры T2, предпочтительно выполняется для крупных объектов, таких как каркасы мостов.
Осуществляемый вначале нагрев до температуры T1 и затем до температуры T2, при необходимости с отличающейся скоростью нагрева, может изменяться в том отношении, что осуществляется непосредственно нагрев до температуры T2, когда спекаемый материал представляет собой мелкие объекты, такие как каркас для одного зуба.
Кратковременное расплавление поверхности, которое может осуществляться независимо от размера объекта, представляет собой при этом предложение изобретения, которое может применяться также тогда, когда для спекания используется устройство, отличающееся от технического решения по изобретению.
Дополнительно может быть предусмотрено, чтобы после охлаждения спекаемого материала до температуры T1 опорная плита с чашей, ее закрывающий элемент и кожух, по меньшей мере, в отдельных областях, предпочтительно полностью извлекались из пространства для спекания. Пространство для спекания может представлять собой печь для спекания спекаемого материала, которая может называться третьим внутренним пространством.
Независимо от указанных выше температур и скоростей нагрева в качестве признака изобретения следует также отметить, что существует возможность после спекания до высокой плотности выполнять дополнительный нагрев, вследствие которого спекаемый материал плавится по поверхности, чтобы достичь желаемых свойств поверхности.
Кратковременно высокие температуры внутри чаши приводят к поверхностному плавлению, так что у каркасов поверхность выглядит почти как отполированная зуботехническим способом.
В частности, предусмотрено, что отверстие для впуска и/или выпуска защитного газа соединено с подводящим или соответственно отводящим трубопроводом, который состоит из оксида алюминия. При этом трубопровод может соединяться с опорной плитой высокотемпературным клеем, в частности, на основе оксида алюминия.
При выборе SiC в качестве материала для опорной плиты, кожуха, чаши и ее закрывающего элемента используют хорошую теплопроводность и практически полную герметичность этого материала. Вследствие этого различия температуры между конструктивными элементами сокращаются до минимума. Тепловые напряжения при этом снижаются. Вследствие этого возможно быстрое изменение температуры даже у больших конструктивных элементов, например, диаметром 100 мм. Кроме того, SiC проявляет эффект восстановления и способен преобразовывать остаточный кислород в атмосфере с содержащимся углеродом в окись углерода. Этот эффект не пропадает. Одновременно не обнаруживается никакое измеряемое уменьшение толщины стенки материалов.
Помещение спекаемого материала в не закрытую плотно чашу для спекания улучшает результат спекания. Причиной этого улучшения может быть создание внутреннего пространства, снабженного восстанавливающими в отношении кислорода стенками. Происходит ослабление примесей кислорода. Соответствующие примеси не могут больше непосредственно достигать спекаемого материала. Повышается вероятность вымывания примесей и таким образом ослабления.
За счет контролированной подачи и отвода инертного газа внутреннее давление в кожухе не может подниматься таким образом, чтобы кожух приподнимался. Таким образом удается исключить попадание кислорода. Вместо одного или нескольких отверстий для отвода защитного газа в опорной плите в кожухе может также иметься, например, по меньшей мере одно выполненное лазером отверстие, чтобы можно было контролируемо выпускать инертный газ.
В отличие от обычных технологий для укладки спекаемого материала в чаше не используются полые шарики. Полые шарики могут накапливать кислород и таким образом при высоких температурах отравлять атмосферу в непосредственной близости от спекаемого материала. В соответствии с изобретением применяются плотные шарики, которые не могут накапливать кислород. При этом оксид циркония неожиданным образом оказывается подходящим для шариков материалом, хотя он вначале в обедненной кислородом атмосфере склонен отдавать кислород. После произошедшей отдачи кислорода, которая, например, достигается посредством одного температурного цикла, соответствующие цельные шарики из оксида циркония проявляют восстанавливающее действие в отношении кислорода.
Чтобы надлежащим образом располагать кожух и чашу на опорной плите, уровень техники обычно предусматривает ступени. Изобретение отказывается от этого и применяет плоскую опорную плиту, которая простым образом может полироваться в области контактных поверхностей с кожухом, чтобы по периметру осуществлялось уплотнение, чтобы благодаря этому проникновение кислорода было невозможно или возможно в несущественной степени. Так как ступени отсутствуют, не возникают и различия толщины в опорной плите, так что вследствие этого снижаются тепловые напряжения.
Другие детали, преимущества и признаки изобретения содержатся не только в пунктах формулы изобретения, приведенных в них признаках, по отдельности и/или в комбинации, но и в предпочтительных примерах осуществления, содержащихся в последующем описании чертежей.
Показано:
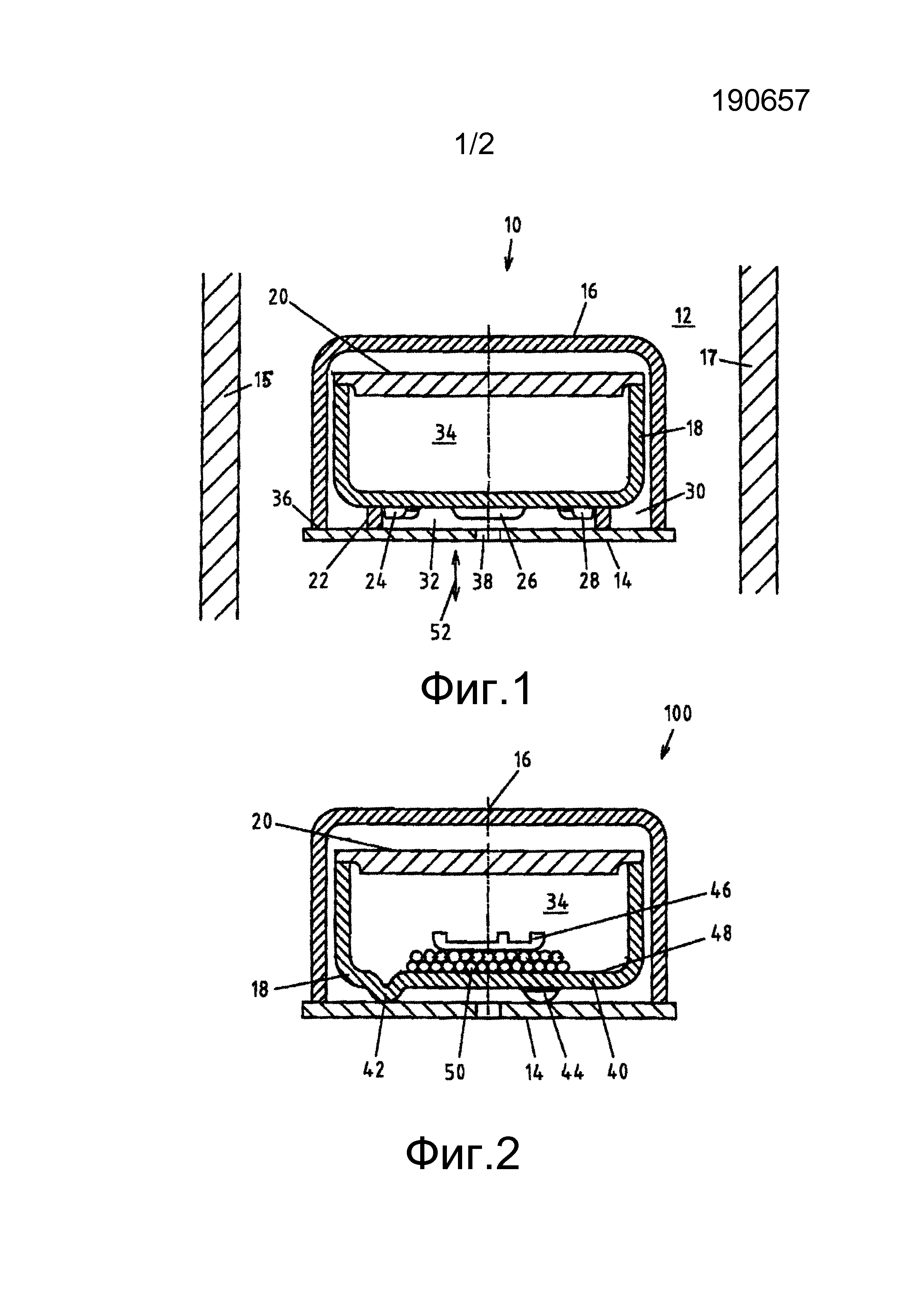
фиг.1 - первый вариант осуществления устройства для спекания спекаемого материала,
фиг.2 - второй вариант осуществления соответствующего устройства и
фиг.3 - график зависимости температуры от времени.
На фиг.1 и 2, на которых обычно для одинаковых элементов применяются одинаковые ссылочные обозначения, в каждом случае чисто принципиально изображен один из вариантов осуществления устройства 10, 100, с помощью которого спекается металлический спекаемый материал, в частности каркасы зубов. Как принципиально видно из фиг.1, устройство 10, соответственно устройство 100, находится во внутреннем пространстве или пространстве 12 для спекания печи для спекания, фрагменты стенок 15, 17 которого изображены принципиально. В пространстве 12 для спекания, которое также называется третьем внутренним пространством, устанавливаются необходимые температуры, чтобы спекать в необходимом объеме имеющийся в устройстве 10, 100 спекаемый материал.
Устройство 10 состоит из опорной плиты 14, называемого колоколом чашеобразного или колпакообразного кожуха 16, U-образной в сечении чаши 18, а также называемой закрывающим элементом крышки 20, посредством которой чаша 18 обычно закрывается не совсем плотно.
Кроме того, чаша 18 посредством кольцевого элемента 22 опирается на опорную плиту 14. Кольцевой элемент 22 имеет выемки 24, 26, 28, чтобы обеспечивалось соединение между охваченной колоколом 16 внутренним пространством 30, называемым вторым внутренним пространством, и охваченным кольцевым элементом 22 пространством 32. В охваченном чашей 18 и закрытом крышкой 20 внутреннем пространстве 34, которое называется первым внутренним пространством, располагается не изображенный на фиг.1 спекаемый материал.
В соответствии с техническим решением по изобретению опорная плита 14, колокол 16, чаша 18, крышка 20, а также кольцевой элемент 22 предпочтительным образом изготовлены из SiC, хотя в качестве альтернативных материалов возможен также SiN.
Опорная плита 14 и окружной край 36 колокола 16 плоско отшлифованы по периметру, чтобы обеспечивалась установка колокола 16 на опорной плите 14 с геометрическим замыканием. Благодаря этому предотвращается проникновение кислорода.
В соответствии с изобретением крышка 20 не должна совсем плотно закрывать (первое) внутреннее пространство 34 чаши 18, так что существует гидравлическое соединение между (вторым) внутренним пространством 30, которое распространятся между чашей 18 и колоколом 16, с охваченным чашей 18 первым внутренним пространством 34. Если крышка 20 плотно прилегает к чаше 18, то крышка 20 имеет по меньшей мере один проем, чтобы могла осуществляться продувка внутреннего пространства 34 чаши 18. Эквивалентно мог бы быть предусмотрен проем в чаше 18.
Во избежание окисления и изменений цвета во второе внутреннее пространство 30 через имеющееся в этом примере осуществления в опорной плите 14 отверстие 38 подается защитный газ, такой как, например, аргон или азот. Этот защитный газ попадает в охваченную чашей 18 первое внутреннее пространство 34, так как, как было упомянуто, крышка 20 не закрывает чашу 18 плотно. Альтернативно или дополнительно защитный газ попадает по меньшей мере через один проем в крышке 20 и/или в стенках чаши 18.
Подаваемый во второе внутреннее пространство 30 газ течет затем через предпочтительно также имеющееся в опорной плите 14 отверстие. Однако существует также возможность выполнить в окружных стенках колокола 16, например, с помощью лазера, по меньшей мере одно отверстие, через которое будет вытекать газ. При этом вытекающий газ предпочтительно направляется в пространство 12 для спекания, то есть третье внутреннее пространство, таким образом, чтобы колокол 16 по меньшей мере в области его окружного края 30 обдувался защитным газом.
Благодаря тому, что крыша 20 не прилегает к чаше 18 плотно, защитный газ может течь в охваченное чашей 18 первое внутреннее пространство 34, в котором находится спекаемый материал. Но одновременно уменьшается проникновение кислорода (примесей). Соответствующее относится к наличию по меньшей мере одного проема.
(Второе) внутреннее пространство 30 должно иметь повышенное по сравнению с окружающей средой давление, причем следует предпочитать избыточное давление от 1 мбар до 25 мбар, в частности от 2 мбар до 10 мбар.
Пример осуществления, показанный на фиг.2, отличается от примера осуществления, показанного на фиг.1, в том отношении, что чаша 18 опирается не на кольцо 22, а через отстоящие от донных стенок 40 чаши 18 выступы 42, 44. При этом в частности, предусмотрено три выступа, которые равномерно распределены по окружности. В остальном этот вариант осуществления соответствует варианту осуществления, показанному на фиг.1, так что ссылка делается на относящиеся к нему пояснения.
При опирании чаши 18 на кольцо 22 или через выступы 42, 44 обеспечивается то преимущество, что опорная плита 14 имеет неизменную толщину, так что предотвращаются различия толщины и вследствие этого снижаются внутренние напряжения.
Чтобы при спекании имеющийся в первом внутреннем пространстве 34 спекаемый материал 46 не касался внутренних поверхностей чаши 18, на внутренней стороне 48 донных стенок 40, то есть на поверхности дна помещен сыпучий материал 50 в виде шариков, который состоит из цельных шариков, то есть не из полых шариков. В качестве материалов возможны предпочтительным образом оксид алюминия или оксид циркония. Цельные шарики обладают тем преимуществом, что накапливание кислорода невозможно. Это относится также к шарикам из оксида циркония, которые, правда, в обедненной кислородом атмосфере вначале склонны к отдаче кислорода. После произошедшей отдачи кислорода они проявляют, однако, восстанавливающее действие.
В качестве предпочтительных размеров конструктивных элементов, состоящих, в частности, из карбида кремния, можно указать:
опорная плита 14: диаметр от 90 мм до 110 мм, толщина от 2 до 4 мм;
колокол 16: наружный диаметр от 95 мм до 105 мм, толщина стенки от 3 мм до 5 мм, высота от 50 мм до 55 мм;
кольцевой элемент 22: от 4 мм до 8 мм, наружный диаметр от 60 мм до 70 мм, толщина стенки от 3 мм до 5 мм;
чаша 18 для спекания: высота от 30 мм до 35 мм, наружный диаметр от 80 мм до 90 мм, толщина стенки от 3 мм до 5 мм;
крышка 20: наружный диаметр, как у чаши 18, толщина в краевой области от 2 мм до 5 мм, толщина средней области от 4 мм до 8 мм.
Как следует из изображения на чертеже, расстояние между наружной поверхностью чаши 18 и внутренней поверхностью колокола 16 может выбираться относительно небольшое. Преимущество этого заключается в том, что тем самым дополнительно предотвращается проникновение кислорода в (первое) внутреннее пространство 34 чаши 18, в частности тогда, когда отверстие для выпуска защитного газа находится в краевой области колокола 16 и проходит через него.
На фиг.3 показана кривая нагрева и охлаждения для спекания спекаемого материала 46. Кривая, показанная на фиг.3, относится к крупному объекту, предназначенному для спекания. В качестве примера можно назвать зуботехнический каркас моста, включающий в себя 4 звена.
Чисто принципиально получается, что печь для спекания и вместе с тем пространство 12 для спекания, вследствие этого также спекаемый материал 46 сначала нагревается от комнатной температуры TZ до температуры T1, причем T1составляет 800°C ≤ T1≤ 1100°C у кобальто-хромовых сплавов в качестве спекаемого материала 46. Скорость нагрева должна предпочтительным образом составлять от 20 К/мин до 80 К/мин. При температуре T1 спекаемый материал 46 выдерживается в течение времени t1 выдержки от 1 мин до 10 мин. Затем происходит нагрев от температуры T1 до температуры T2 от 1200°C до 1350°C со скоростью нагрева от 5 К/мин до 30 К/мин. При температуре T2 спекаемый материал 46 выдерживается в течение времени t2 выдержки от 5 мин до 120 мин, и затем охлаждается до температуры ниже 400°C, при этом следует выбирать скорость охлаждения по меньшей мере от 5 К/мин до 100 К/мин.
Затем происходит охлаждение до комнатной температуры, при этом предпочтительным образом устройство 10, 100 извлекается из пространства 12 для спекания. Для этого устройство 10, 100 может опускаться, как символизируется двойной стрелкой 52. При необходимости спекаемый материал после охлаждения до температуры T1 может выдерживаться в течение времени от 1 мин до 10 мин при температуре T1. После этого происходит охлаждение до комнатной температуры TZ.
Как следует из принципиального изображения фиг.3, спекаемый материал после достижения температуры T2 спекания может кратковременно нагреваться до более высокой температуры T3 (заштрихованная область), чтобы достигать поверхностного плавления. Кратковременное целенаправленное оплавление может выполняться в течение времени t2 выдержки, предпочтительно после времени t2 выдержки. Последнее следует из фиг.3.
Нагрев до температуры T1, выдержка при этой температуре и затем дополнительный нагрев до температуры T2, при необходимости с отличающимися скоростями нагрева при спекании небольших объектов, таких как каркас для одного зуба, не требуется. Напротив, может осуществляться непосредственный нагрев от комнатной температуры до температуры T2. Независимо от этого существует также возможность, после выдержки при температуре T2 осуществлять кратковременное повышение температуры до температуры T3, чтобы достигать поверхностного оплавления спекаемого материала.
Реферат
Группа изобретений относится к устройствам и способам спекания спекаемого материала. Устройство для спекания спекаемого материала содержит устанавливаемую в печь чашу для спекаемого материала, установленную на опорной плите и имеющую внутреннее пространство для размещения спекаемого материала в качестве первого внутреннего пространства, а также содержит охватывающий чашу стаканообразный кожух с уплотненным краем относительно опорной плиты, образующий внутреннее пространство в качестве второго внутреннего пространства, которое выполнено с возможностью подачи в него и отвода из него защитного газа с обеспечением исключения поднятия стаканоообразного кожуха относительно опорной плиты за счет избыточного давления защитного газа, при этом чаша снабжена закрывающим элементом, а первое внутреннее пространство соединено со вторым внутренним пространством по потоку защитного газа. Обеспечивается спекание при температурах 1200°С при отсутствии нежелательных изменений цвета или окисления спекаемого материала. 2 н. и 15 з.п. ф-лы, 3 ил.
Комментарии