Система полирования внешних деталей для часовых изделий - RU2590515C2
Код документа: RU2590515C2
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к системе полирования внешней детали для часового изделия и, в частности, вогнутой поверхности детали подобного типа.
Уровень техники
Известно использование сапфиров, обладающих высокой устойчивостью к образованию царапин, в качестве стекол наручных, часовых. Подобные часовые стекла обычно изготавливают путем соприкосновения вращающегося шлифовального круга с поверхностью барабана, в котором установлены несколько часовых стекол. В результате шлифовальной обработки можно получать часовое стекло цилиндрической или сферической формы. Между тем, иногда часовым стеклам перед их установкой, например, в циферблатах часовых изделий, которые не центрированы относительно корпуса часового изделия, необходимо придать асимметричную форму, что невозможно сделать с использованием существующих технологий серийного производства.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы устранить все или часть вышеуказанных недостатков, предложив систему поштучного полирования, которая не повреждает заготовки и позволяет улучшить полирование вогнутых поверхностей сложной формы с минимальным количеством брака.
Изобретение, таким образом, относится к системе полирования вогнутой поверхности внешней детали для часового изделия, содержащей крепежное устройство, включающее в себя опору, в которой установлена указанная деталь, шлифовальное устройство, включающее в себя абразивные средства, вращательно установленные на первой оси и предназначенные для полирования указанной детали вдоль первого закругления, характеризующейся тем, что крепежное устройство дополнительно включает в себя средства перемещения опоры, выполненные таким образом, чтобы опора создавала возвратно-поступательные движения вдоль второй оси, а также тем, что контактная поверхность абразивных средств закруглена для полирования указанной детали, помимо первого закругления, также вдоль второго закругления.
В этой связи следует понимать, что полирование каждой детали осуществляется поштучно за счет соприкосновения детали с абразивными средствами. Поэтому возвратно-поступательное перемещение опоры заставляет деталь следовать вдоль закругленной контактной поверхности абразивных средств. Полирование, таким образом, осуществляется за счет перемещения деталей друг за другом относительно абразивных средств, вращательно установленных вдоль первой неподвижной оси, что обеспечивает минимальное количество брака, исключая повреждения неотшлифованных вогнутых поверхностей до их полирования.
По другим предпочтительным признакам изобретения:
- средства перемещения образованы поворотным приводом, приводящим в действие кривошип, который эксцентрично соединен с соединительной штангой, совмещенной с указанной второй осью, для создания указанного возвратно-поступательного перемещения;
- средства перемещения установлены на комплект выборочно перемещаемых кареток, таким образом, чтобы полируемая деталь прижималась с определенным усилием к указанным абразивным средствам;
- указанная первая ось и указанная вторая ось расположены, по существу, перпендикулярно;
- абразивные средства образованы шлифовальным кругом;
- деталь изготовлена из кристаллического глинозема.
Краткое описание чертежей
Другие признаки и преимущества станут понятны из последующего описания, предлагаемого исключительно в качестве иллюстративного, неограничивающего примера, со ссылкой на прилагаемые чертежи, где:
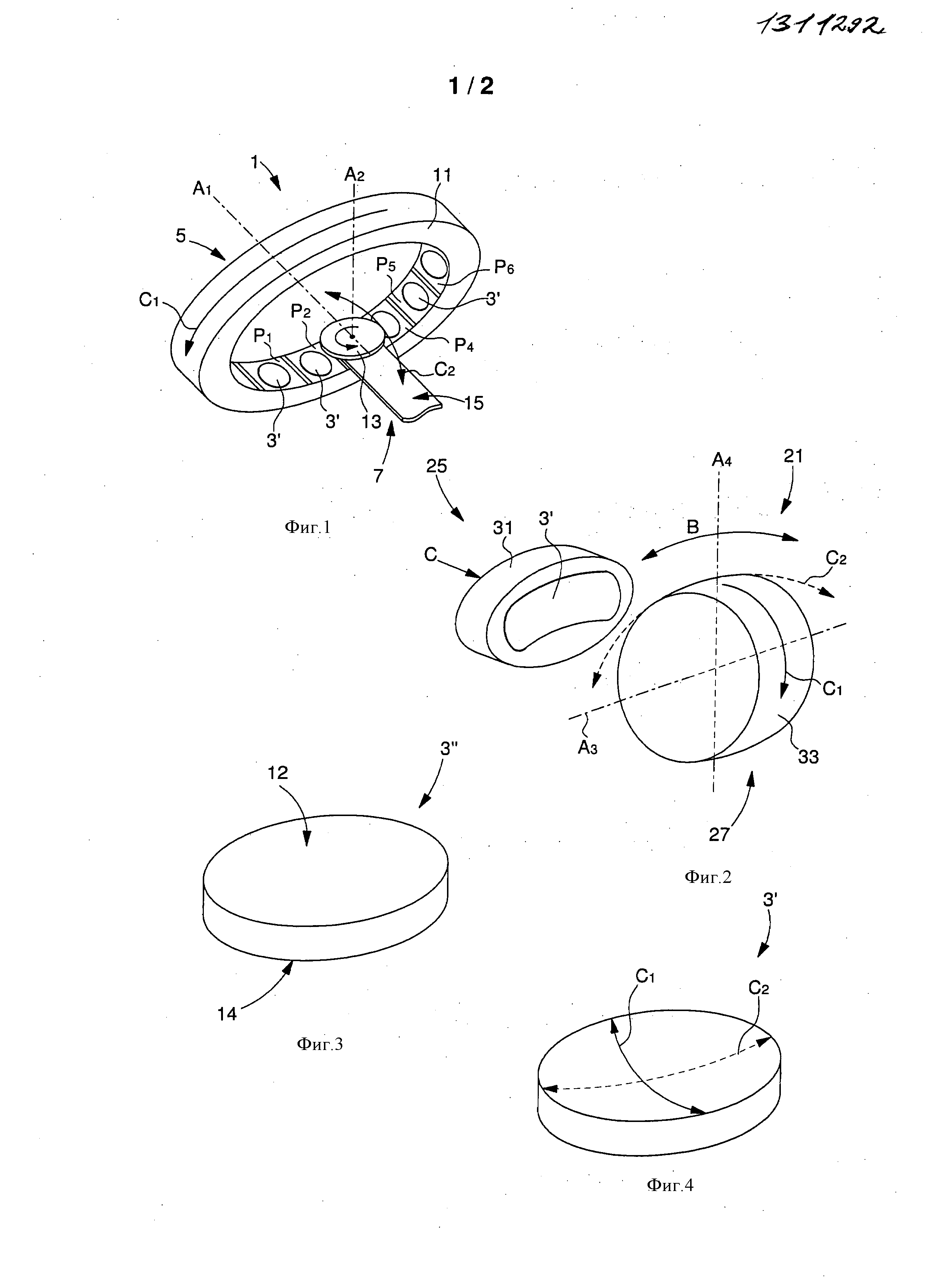
- на фиг.1 показан вид системы механической обработки заготовок по изобретению;
- на фиг.2 показан схематический вид системы полирования по изобретению;
- на фигурах 3 и 4 показаны виды заготовки во время двух разных производственных этапов;
- на фиг.5 показан схематический вид средств перемещения крепежного устройства по изобретению;
- на фигурах 6-8 показаны виды сверху средств перемещения крепежного устройства на разных этапах движения.
Осуществление изобретения
Изобретение относится к внешней детали для часового изделия, такой как часовое стекло, корпус или циферблат, изготовленной из материала на основе кристаллического глинозема, такого как сапфир, корунд или рубин. Изобретение относится к новым системам изготовления для производства заготовок и последующего полирования деталей сложной формы. Хотя изобретение было разработано для часовой отрасли, разумеется, оно не ограничено только ей. Также возможны другие области применения, такие как оптика, посуда или электроника.
Система изготовления по фиг.1 была разработана для производства внешних деталей 3, содержащих поверхности, закругления C1, C2 которых являются вогнутыми. Система 1 изготовления включает в себя крепежное устройство 5 и устройство 7 механической обработки.
Крепежное устройство 5 включает в себя барабан 11, вращательно установленный вдоль первой оси A1, в котором установлена по меньшей мере одна заготовка 3′ будущей детали 3. Предпочтительно, как показано на фиг.1, барабан 11 является кольцом, содержащим граненную внутреннюю стенку, т.е. снабженную последовательно расположенными плоскостями Px. Как изображено на фиг.1, в каждую последовательно расположенную плоскость Px помещается заготовка 3′, которая может крепиться, например, путем склеивания.
Устройство 7 механической обработки включает в себя абразивные средства 13, которые вращательно установлены вдоль второй оси A2 и которые предназначены для механической обработки каждой из заготовок 3′. Предпочтительно абразивные средства 13 перемещаются в полости кольцеобразного барабана 11. Абразивные средства 13 по фиг.1 образованы традиционным шлифовальным кругом, т.е. контактная область которого не имеет какой-то определенной формы. Разумеется, абразивные средства 13 могут отличаться и иметь, например, форму закругленной или конической колодки.
Предпочтительно по изобретению устройство 7 механической обработки включает в себя средства 15 перемещения второй оси A2 таким образом, чтобы указанное устройство подвижно располагалось вдоль директрисы закругления для выборочного формирования у каждой из заготовок 3′ второго закругления C2. Поэтому следует понимать, что система 1 изготовления позволяет формировать первое и второе вогнутые закругления C1, C2.
Согласно изобретению средства 15 перемещения могут быть неограниченным образом образованы приводом, возвратно-поступательно перемещаемым относительно профиля неподвижного кулачка, соответствующего второму закруглению C2 или, например, автоматизированным устройством, запрограммированным для перемещения вдоль указанного второго закругления.
Таким образом, первое закругление C1 создается перпендикулярно оси A1 радиусом, проходящим между осью A1 и контактной областью между абразивными средствами 13 и каждой из заготовок 3′. Поскольку барабан 11, вращаясь, перемещается вдоль оси A1, выборка в каждой из заготовок 3′ осуществляется поперечно единственному радиусу, образующему первое вогнутое закругление C1.
Помимо этого, второе закругление C2 непосредственно получают за счет выборочного перемещения второй оси A2. Поэтому во время формирования первого закругления C2, контактная область между абразивными средствами 13 и каждой из заготовок 3′ постепенно перемещается по толщине кольцеобразного барабана 11. В результате, в каждой из заготовок 3′ осуществляется выборка вдоль директрисы закругления, образуя второе вогнутое закругление C2.
Следовательно, совершенно очевидно, что для формирования второго закругления C2 на одном или нескольких радиусах директриса закругления средств 15 перемещения может быть или не быть симметричной. Например, как показано на фиг.14, первоначально можно использовать заготовку 3″, содержащую верхнюю сторону 12 и нижнюю сторону 14. После ее обработки системой 1 изготовления, получаемая заготовка 3′ может иметь одну из таких сторон 12, 14 с поперечной вогнутой поверхностью, содержащей закругление C1, и продольной вогнутой поверхностью, содержащей закругление C2.
Наконец, согласно изобретению предпочтительно первая ось A1 и вторая ось A2 расположены перпендикулярно таким образом, чтобы линии механической обработки пересекались. Данный признак предпочтительно упрощает последующее полирование внешних деталей 3.
Ранее предпринимались попытки полирования вогнутой поверхности, подобно той, что образована закруглениями C1 и C2, при помощи инструмента, аналогичного тому, что используется в системе 1 изготовления, т.е. преимущественно за счет изменения типа абразивных средств. Однако данные попытки оказались безуспешны, поскольку подобное полирование приводило к деформации закруглений C1, C2, в частности, по краям полируемых заготовок 3′ и как результат к увеличению количества брака.
В результате была разработана система 21 изготовления для деталей 3′ такого типа, которые изображены на фиг.4, а именно содержащих поверхности с вогнутыми закруглениями C1, C2. Как показано на фиг.2, система 21 изготовления включает в себя крепежное устройство 25 и шлифовальное устройство 27.
Шлифовальное устройство 27 включает в себя абразивные средства 33, вращательно установленные вдоль оси A3 и предназначенные для полирования каждой из деталей 3′ вдоль первого закругления C1. Предпочтительно по изобретению контактная поверхность абразивных средств 33 включает в себя закругленную поверхность для полирования детали 3′ вдоль второго закругления C2, помимо указанного первого закругления C1. Абразивные средства 33 по фиг.2 предпочтительно образованы диском, шлифовальная поверхность которого включает в себя вогнутую поверхность, изготовленную, например, из металла, которая равномерно покрыта полировочной жидкостью.
Крепежное устройство 25 включает в себя опору 31, в которой установлена полируемая деталь 3′. Предпочтительно по изобретению крепежное устройство 25 дополнительно включает в себя средства 35 перемещения опоры 31, обеспечивающие ее возвратно-поступательное перемещение вдоль оси A4. Следует отметить, что на фиг.2 ось A4 проходит, по существу, перпендикулярно оси A3 вращения абразивных средств 33.
Поэтому средства 35 перемещения одновременно обеспечивают прижатие и перемещение заготовки 3′ детали 3 с целью передачи трения абразивных средств 33 на каждую из заготовок 3′ для выборочного полирования указанных деталей вдоль второго закругления C2. Поэтому следует понимать, что система 21 полирования позволяет полировать первое и второе вогнутые закругления C1, C2.
Согласно изобретению средства 35 перемещения обеспечивают прижатие и перемещение заготовки 3′ детали 3 относительно абразивных средств 33. Средства 35 перемещения станут более понятны со ссылкой на фигуры 5-8.
Предпочтительно по изобретению средства 35 перемещения образованы поворотным приводом 32, приводящим в действие, по существу, дискообразный кривошип 34, который эксцентрично соединен с соединительной штангой 36, совмещенной с осью A4 для создания требуемого возвратно-поступательного движения B.
Соединительная штанга 36 в примере по фигурам 5-8 включает в себя два плеча 37 и 38. Плечо 37 соединяет штырь 39 кривошипа 34, который расположен эксцентрично относительно оси привода 32, с плечом 38. Плечо 38, поворотно установленное вдоль оси A4, соединяет плечо 37 с опорой 31. Движение В показано на фигурах 6-8.
На фиг.6 показаны средства 35 перемещения в одном из крайних положений движения B. В подобном крайнем положении два плеча 37, 38 соединительной штанги 36 образуют между собой острый угол. Поэтому следует понимать, что когда кривошип 34 создает поворотное движение назад, как показано на фиг.6, это вызывает тригонометрический поворот плеча 38 и, соответственно, опоры 31 относительно оси A4.
На фиг.7 показаны средства 35 перемещения, по существу, в центральном положении движения B. В подобном положении два плеча 37, 38 соединительной штанги 36 образуют между собой, по существу, прямой угол. Поэтому следует понимать, что когда кривошип 34 продолжает осуществлять поворотное движение назад, как показано на фиг.7, это вновь вызывает тригонометрический поворот плеча 38 и, соответственно, опоры 31 относительно оси A4.
На фиг.8 показаны средства 35 перемещения во втором крайнем положении движения B. В подобном втором крайнем положении два плеча 37, 38 соединительной штанги 36 образуют между собой тупой угол. Поэтому следует понимать, что когда кривошип 34 создает поворотное движение назад, как показано на фиг.8, это вызывает поворот плеча 38 и, соответственно, опоры 31 назад относительно оси A4 до тех пор, пока они не вернутся в первое крайнее положение, пройдя через то же самое, по существу, центральное положение.
В результате поворотное движение привода 32 преобразуется узлом из кривошипа 34 соединительной штанги 36 в возвратно-поступательное движение опоры 31.
Предпочтительно по изобретению средства 35 перемещения также установлены на комплект 41 кареток, которые могут выборочно перемещаться в продольном направлении C, поперечном направлении D и вертикальном направлении E. Это не только позволяет точно выравнивать опору 31 относительно абразивных средств 33, но также обеспечивает создание необходимого прижимного усилия. На самом деле, для того чтобы полируемая деталь, установленная в опоре 31, прижималась с определенным усилием к абразивным средствам 33, управление перемещением продольной каретки в направлении С осуществляется на отрезке, который больше зазора между заготовкой 3′ полируемой детали 3 и абразивными средствами 33.
Таким образом, следует понимать, что полирование осуществляется поштучно, путем прижатия заготовки 3′ к абразивным средствам 33, возвратно-поступательное движение опоры 31 заставляет заготовку 3′ следовать вдоль закругленной контактной поверхности абразивных средств 33. Полирование, таким образом, осуществляется за счет перемещения каждой отдельной заготовки 3′ относительно абразивных средств 33, вращательно установленных вдоль неподвижной оси A3, что обеспечивает минимальное количество брака.
Деталь 3, получаемая после видоизменения заготовки 3′ при помощи системы 21 полирования, таким образом включает в себя одну или нескольких сторон 12, 14 с поперечной закругленной поверхностью, содержащей закругление C1, и продольной закругленной поверхностью, содержащей закругление C2, которые идеально отполированы. Детали 3 также могут подвергаться этапу финишного химического суперполирования для дополнительного улучшения их внешнего вида.
Разумеется, настоящее изобретение не ограничено изображенным примером и допускает различные вариации и изменения, очевидные специалистам в данной области техники. В частности, абразивные средства 33 могут отличаться и иметь, например, форму закругленной или конической колодки.
Также следует понимать, что средства 35 перемещения могут быть другого типа, создавая такое же прижимное усилие и возвратно-поступательные движения B.
Реферат
Изобретение относится к области часовых стекол для часовых изделий, в частности к системе полирования вогнутой поверхности внешней детали для часового изделия. Устройство содержит крепежное устройство с опорой для установки детали, шлифовальное устройство, содержащее абразивные средства, вращательно установленные вдоль первой оси и предназначенные для полирования указанной детали вдоль первого закругления. Крепежное устройство дополнительно включает средства перемещения опоры, выполненные таким образом с возможностью создания возвратно-поступательных движений вдоль второй оси. При этом контактная поверхность абразивных средств закруглена для обеспечения полирования второго закругления детали. Расширяются технологические возможности. 8 з.п. ф-лы, 8 ил.
Комментарии