Способы изготовления тонкопленочных элементов питания для биосовместимых устройств, содержащих многослойные композиты и осажденные разделители - RU2631333C2
Код документа: RU2631333C2
Чертежи












Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА СМЕЖНЫЕ ЗАЯВКИ
В настоящей заявке испрашивается приоритет по предварительной заявке на патент США №62/040178, поданной 21 августа 2014 г. и озаглавленной «СПОСОБЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИОСОВМЕСТИМЫХ ЭЛЕМЕНТОВ ПИТАНИЯ ДЛЯ БИОМЕДИЦИНСКИХ УСТРОЙСТВ». Содержание этого документа взято за основу и включено в настоящую заявку посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область применения изобретения
Описаны способы и устройство для изготовления тонкопленочных элементов питания. В некоторых примерах способы и устройство для изготовления тонкопленочных элементов питания включают формирование элемента разделителя в элементе питания. Активные элементы, включая аноды, катоды и электролиты, могут быть электрохимически связаны и могут взаимодействовать с формируемыми элементами разделителя. В некоторых примерах область применения способов и устройства может включать любое биосовместимое устройство или продукт, для которых необходимы элементы питания.
2. Описание смежных областей
В последнее время число медицинских устройств и их функциональных возможностей быстро растет. Эти медицинские устройства могут включать, например, имплантируемые кардиостимуляторы, электронные таблетки для мониторинга и/или тестирования биологической функции, хирургические устройства с активными компонентами, контактные линзы, инфузионные дозаторы и нейростимуляторы. Теоретизируются и разрабатываются дополнительные функции и повышение эффективности многих из упомянутых выше медицинских устройств. Однако для того, чтобы обеспечить теоретический уровень дополнительных функций, многие из этих устройств в настоящее время нуждаются в автономных средствах питания, которые соответствуют требованиям к размеру и форме этих устройств, а также потребностям в энергоснабжении новых компонентов с энергообеспечением.
Некоторые медицинские устройства могут включать такие компоненты, как полупроводниковые устройства, которые выполняют разнообразные функции и могут быть встроены во множество биосовместимых и/или имплантируемых устройств. Однако такие полупроводниковые компоненты нуждаются в энергоснабжении, а потому в такие биосовместимые устройства также предпочтительно должны быть включены элементы питания. Топология и сравнительно небольшой размер биосовместимых устройств создают новые и сложные условия для определения различных функциональных возможностей. Во многих примерах важно обеспечить безопасные, надежные, компактные и экономичные средства питания полупроводниковых компонентов внутри биосовместимых устройств. Таким образом, существует потребность в новых примерах изготовления тонкопленочных элементов питания для их имплантации внутри или на поверхности биосовместимых устройств, причем конструкция элементов батареи должна обеспечивать прочную оболочку для химических компонентов элементов питания, а также повышенный контроль над количеством химических компонентов, содержащихся в элементе питания.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Соответственно, раскрываются способы и устройство для изготовления тонкопленочных элементов питания, которые обеспечивают преимущества с точки зрения производства, позволяя создавать конструкции, которые могут эффективно удерживать химический состав батареи. Конструктивное исполнение также может обеспечивать внутренний контроль количества элементов питания внутри элементов батареи.
Один общий аспект включает способ формирования тонкопленочного элемента питания, включающий получение первой пленки подложки первого изолирующего материала. Способ включает вырезание полости в первой пленке подложки для формирования слоя катодной прокладки, причем край полости образует боковую стенку полости. Способ включает получение анодной пленки и прикрепление первой поверхности слоя катодной прокладки к первой поверхности анодной пленки. Способ также включает осаждение разделителя на тонкопленочный элемент питания через полость в слое катодной прокладки. Кроме того, способ включает получение катодной пасты и помещение катодной пасты в полость в слое катодной прокладки. В некоторых примерах боковая стенка полости в слое катодной прокладки и поверхность осажденного разделителя формируют ограниченную полость, содержащую катодную пасту.
Варианты реализации могут включать один или более из дополнительных элементов. Способ может дополнительно включать получение катодной контактной пленки и прикрепление второй поверхности слоя катодной прокладки к по меньшей мере части первой поверхности катодной контактной пленки. Способ может также включать получение первой изолирующей пленки, представляющей собой многослойную пленку, где один слой представляет собой металлический влагонепроницаемый барьер, и прикрепление первой изолирующей пленки к по меньшей мере части второй поверхности катодной контактной пленки. В некоторых примерах способ включает получение второй изолирующей пленки, представляющей собой многослойную пленку, где один слой представляет собой металлический влагонепроницаемый барьер, и прикрепление второй изолирующей пленки к по меньшей мере части второй поверхности анодной пленки. Способ может дополнительно включать прикрепление тонкопленочного элемента питания к части биомедицинского устройства, где катодная паста по меньшей мере частично ограничена боковой стенкой полости в слое катодной прокладки, первой изолирующей пленкой и второй изолирующей пленкой.
В некоторых примерах способ включает шаги, посредством которых тонкопленочный элемент питания добавляют к вставке биосовместимого устройства и герметизируют тонкопленочный элемент питания внутри вставки, где катодная паста по меньшей мере частично ограничена боковой стенкой полости в слое катодной прокладки и вставкой. Способ может также отличаться тем, что биосовместимое устройство представляет собой контактную линзу.
В некоторых примерах способ может дополнительно включать добавление электролитного состава на разделитель. В некоторых из этих примеров способ может дополнительно включать способы, в которых добавление электролитного состава на разделитель выполняется до нанесения катодной пасты.
В некоторых примерах способ может отличаться тем, что катодная паста содержит двуокись марганца. Способ может включать примеры, в которых двуокись марганца включает электролитическую двуокись марганца. В некоторых примерах методика может дополнительно включать обработку катодной пасты для удаления крупных частиц. Когда обработка включает удаление крупных частиц, размеры частиц могут быть меньше, чем приблизительно 70 мкм. В некоторых примерах большинство частиц могут иметь размеры, которые меньше чем приблизительно 25 мкм. Обработка для удаления крупных частиц может включать помол в шаровой мельнице. В некоторых других примерах способ удаления крупных частиц включает помол в струйной мельнице.
Способ может включать примеры, в которых первая пленка подложки представляет собой полиэтилентерефталат (ПЭТ).
В некоторых примерах в способе вырезания полости в первой пленке подложки используют лазер.
Способ может включать примеры, в которых прикрепление включает активацию клея, чувствительного к давлению.
В некоторых примерах способ включает вырезание нескольких полостей в слое катодной прокладки, причем разделитель может дополнительно осаждаться по меньшей мере на две из нескольких полостей.
Способ может включать электролитическое осаждение слоя цинка на анодную пленку перед прикреплением первой поверхности анода к первой поверхности слоя катодной прокладки, причем поверхность электролитически осажденного слоя цинка в дальнейшем становится первой поверхностью анодной пленки.
В некоторых примерах способ дополнительно включает обеспечение электрического контакта тонкопленочного элемента питания с электронной схемой и обеспечение электрического контакта электронной схемы с электроактивным элементом биосовместимого устройства.
В некоторых примерах способ может также включать сгибание устройства, включая элемент питания, электрическую схему и контакты с электроактивным элементом биосовместимого устройства. Сгибание позволяет формировать деталь конической формы путем соединения, физического и электрического, двух концов устройства, включая элемент питания, электрическую схему и контакты с электроактивным элементом биосовместимого устройства.
Один общий аспект включает способ формирования тонкопленочного элемента питания, включающий получение первой пленки подложки первого изолирующего материала; вырезание полости в первой пленке подложки для формирования слоя катодной прокладки, причем край полости образует боковую стенку полости; получение анодной пленки; осаждение разделителя на первую поверхность анодной пленки; прикрепление первой поверхности слоя катодной прокладки к первой поверхности осажденного разделителя; получение катодной пасты; и помещение катодной пасты в полость в слое катодной прокладки, причем боковая стенка полости в слое катодной прокладки и первая поверхность осажденного разделителя содержат катодную пасту.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
Вышеизложенные и прочие элементы и преимущества настоящего изобретения станут понятны после следующего более подробного описания предпочтительных вариантов осуществления настоящего изобретения, проиллюстрированных с помощью прилагаемых рисунков.
На Фиг. 1A-1D показаны примеры аспектов тонкопленочных элементов питания, соответствующие некоторым примерам использования контактных линз.
На Фиг. 2 показаны примеры форм и размеров отдельных элементов примера конфигурации батареи.
На Фиг. 3А показан первый независимый герметизированный тонкопленочный элемент питания с примером расположения анодного и катодного контактов.
На Фиг. 3В показан второй независимый герметизированный тонкопленочный элемент питания с примером расположения анодного и катодного контактов.
На Фиг. 4A-4N показаны примеры стадий способа изготовления тонкопленочных элементов питания для биосовместимых устройств.
На Фиг. 5 показан пример полностью готового тонкопленочного элемента питания.
На Фиг. 6A-6F показаны примеры стадий способа изготовления конструкции тонкопленочных элементов питания.
На Фиг. 7A-7F показаны примеры стадий способа изготовления конструкции тонкопленочных элементов питания с альтернативным способом электролитического осаждения.
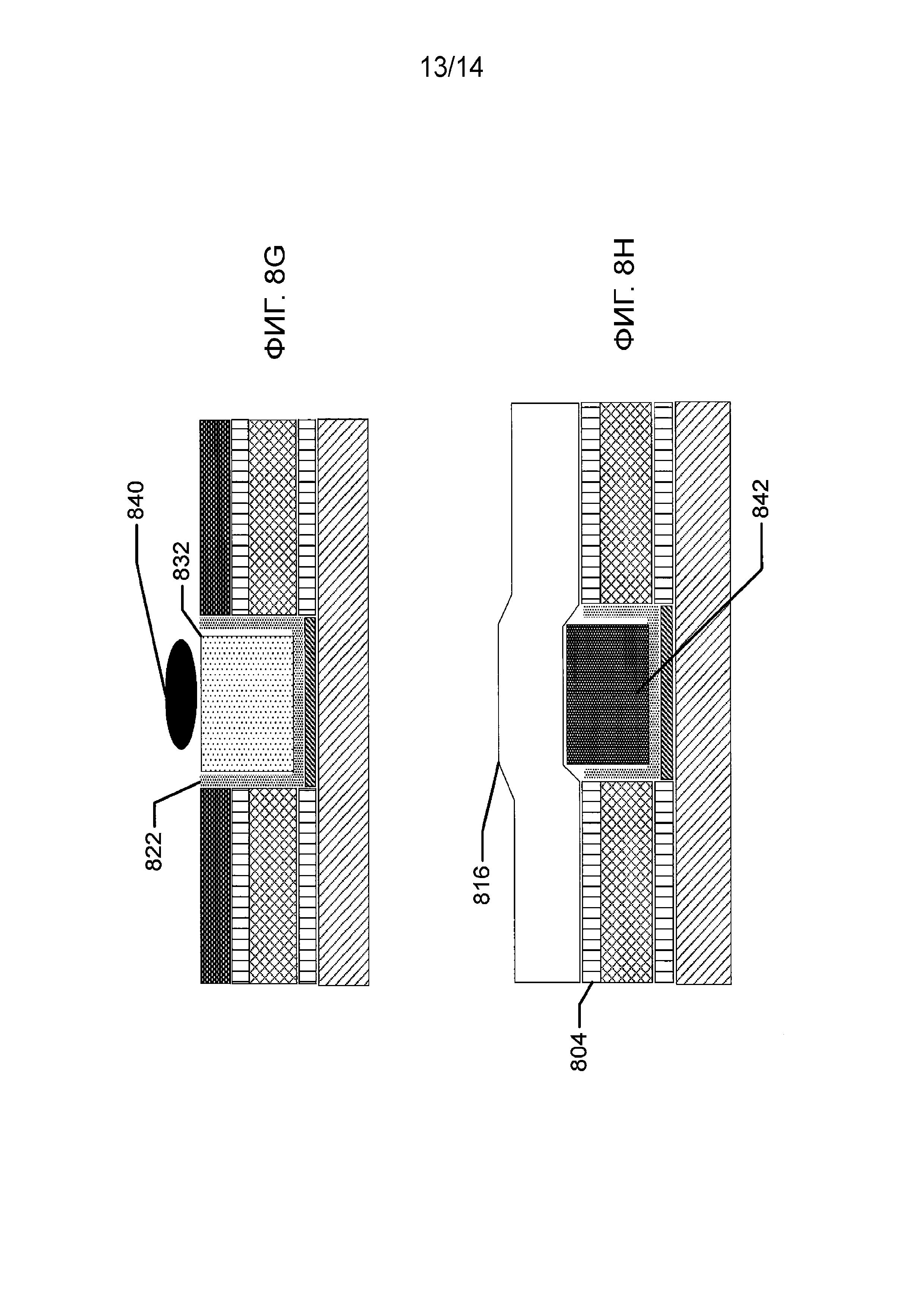
На Фиг. 8А-8Н показаны примеры стадий способа изготовления тонкопленочных элементов питания с гидрогелевым разделителем для биосовместимых устройств.
На Фиг. 9A-G показаны примеры стадий способов изготовления конструкции тонкопленочных элементов питания с использованием альтернативных примеров обработки разделителя.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящей заявке раскрываются способы и устройство для изготовления трехмерных тонкопленочных элементов питания. Элемент разделителя внутри элементов питания может быть образован новыми способами и может включать новые материалы. В следующих разделах приведены подробные описания различных примеров. Описания примеров представляют собой только примеры осуществления, и специалистам в данной области могут быть понятны различные модификации и изменения. Поэтому примеры не ограничивают объем настоящей заявки. Трехмерные тонкопленочные элементы питания выполнены с возможностью применения внутри или вблизи тела живого организма.
Определения
В описании и представленной ниже формуле изобретения могут применяться различные термины, для которых применяются следующие определения.
В настоящем документе термин «анод» относится к электроду, через который электрический ток втекает в поляризованное электрическое устройство. Направление электрического тока, как правило, противоположно направлению потока электронов. Иными словами, электроны текут из анода, например, в электрическую схему.
В настоящем документе термин «связующие» относится к полимеру, который способен показывать упругие отклики на механические деформации и который химически совместим с другими компонентами элемента питания. Например, связующие могут включать электроактивные материалы, электролиты, коллекторы тока и т.д.
В настоящем документе термин «биосовместимый» относится к материалу или устройству, которое функционирует в конкретном приложении при соответствующем отклике носителя. Например, биосовместимое устройство не оказывает токсических или травмирующих воздействий на биологические системы.
В настоящем документе термин «катод» относится к электроду, через который электрический ток вытекает из поляризованного электрического устройства. Направление электрического тока, как правило, противоположно направлению потока электронов. Поэтому электроны текут в катод поляризованного электрического устройства и вытекают, например, из подключенной электрической схемы.
В настоящем документе термин «покрытие» относится к нанесению материала тонким слоем. В ряде применений этот термин будет относиться к тонкому слою, который по существу покрывает поверхность подложки, на которой формируется покрытие. В других более специализированных применениях этот термин может применяться для описания небольших тонких слоев на меньших областях поверхности.
В настоящем документе термин «электрод» может относиться к активной массе в источнике энергии. Например, он может включать один или оба из анода и катода.
В настоящем документе термин «с энергообеспечением» относится к состоянию способности подачи электрического тока или хранения электрической энергии внутри.
В настоящем документе термин «энергия» относится к способности физической системы выполнять работу. Многие варианты применения элементов питания могут относиться к способности выполнять электрические действия.
В настоящем документе термин «источник энергии», или «элемент питания», или «устройство с энергообеспечением» относится к любому устройству или слою, который способен снабжать энергией или переводить логическое или электрическое устройство в состояние с энергообеспечением. Элементы питания могут включать батареи. Батареи могут быть изготовлены из гальванических элементов щелочного типа и могут представлять собой твердотельные батареи или батареи жидкостных элементов.
В настоящем документе термин «наполнители» относится к одному или более разделителям элементов питания, которые не взаимодействуют ни с кислотными, ни с щелочными электролитами. Как правило, наполнители могут включать по существу не растворимые в воде материалы, такие как сажа; угольную пыль; графит; окиси и гидроксиды металлов, например, кремния, алюминия, кальция, магния, бария, титана, железа, цинка и олова; карбонаты металлов, например, кальция и магния; минералы, такие как слюда, монтмориллонит, каолинит, аттапульгит и тальк; синтетические и природные цеолиты, такие как портландцемент; осажденные силикаты металлов, такие как силикат кальция; полые или сплошные полимерные или стеклянные микросферы, хлопья и волокна и т.д.
В настоящем документе термин «пленка» относится к тонкому слою материала, который может служить укрывающим слоем или покрытием; в ламинатных структурах пленка, как правило, почти равнозначна плоскому слою, имеющему верхнюю поверхность, нижнюю поверхность и тело, причем тело, как правило, гораздо тоньше, чем объем слоя.
В настоящем документе термин «функционализированный» относится к получению слоя или устройства, способного выполнять некоторую функцию, включая, например, энергообеспечение, активацию и/или управление.
В настоящем документе термин «форма для литья» относится к жесткому или полужесткому объекту, который можно применять для формирования трехмерных объектов из неполимеризованных составов. Некоторые примеры форм для литья включают две части формы для литья, которые при соединении друг с другом образуют конструкцию трехмерного объекта.
В настоящем документе термин «мощность» относится к выполняемой работе или энергии, передаваемой за единицу времени.
В настоящем документе термины «перезаряжаемый» или «повторно подключаемый к источнику питания» относятся к возможности восстановления до состояния с более высокой способностью выполнять работу. Во многих случаях эти термины могут относиться к возможности восстановления со способностью обеспечивать электрический ток определенной величины в течение определенных, периодически повторяющихся промежутков времени.
В настоящем документе термины «перезаряжать» или «повторно подключать к источнику питания» относятся к восстановлению до состояния повышенной способности выполнять работу. Во многих случаях эти термины могут относиться к возможности восстановления устройства до способности обеспечивать электрический ток определенной величины в течение определенных, периодически повторяющихся промежутков времени.
В настоящем документе термин «высвобожденный», или иногда «высвобожденный из формы для литья», означает, что трехмерный объект либо полностью отделен от формы для литья, либо лишь слабо прикреплен к форме для литья, так что может быть извлечен легким встряхиванием.
В настоящем документе термин «наложенный» означает размещение по меньшей мере двух слоев компонента вблизи друг друга таким образом, что по меньшей мере часть одной поверхности одного из слоев контактирует с первой поверхностью второго слоя. В некоторых вариантах осуществления между двумя слоями может находиться покрытие, обеспечивающее сцепление или иные функции, так что слои контактируют друг с другом через покрытие.
В настоящем документе термин «дорожки» относится к компонентам элементов питания, способным соединять вместе компоненты схемы. Например, дорожки схемы могут включать медь или золото, если подложка представляет собой печатную плату, и, как правило, могут представлять собой пленку из меди, золота или печатного слоя в гибкой схеме. Коллектор тока представляет собой «дорожку» особого типа. Коллекторы тока представляют собой дорожки с электрохимической совместимостью, которая позволяет применять коллектор тока для передачи электронов на анод или катод и от них в присутствии электролита.
Представленные в настоящем документе способы и устройство относятся к изготовлению тонкопленочных элементов питания для включения внутрь или нанесения на поверхность плоских или трехмерных биосовместимых устройств. К особому классу элементов питания могут относиться батареи, составленные из слоев. Эти слои можно классифицировать как ламинатные слои. Батарею, изготовленную таким образом, можно классифицировать как ламинарную батарею.
Могут быть и другие примеры способов сборки и изготовления батарей в соответствии с настоящим описанием, и некоторые из них могут быть описаны в следующих разделах. Тем не менее, для многих из этих примеров существуют выбранные параметры и характеристики батарей, которые могут быть описаны отдельно. В следующих разделах будет уделено внимание некоторым характеристикам и параметрам.
Пример конструкции биосовместимого устройства с тонкопленочными элементами питания
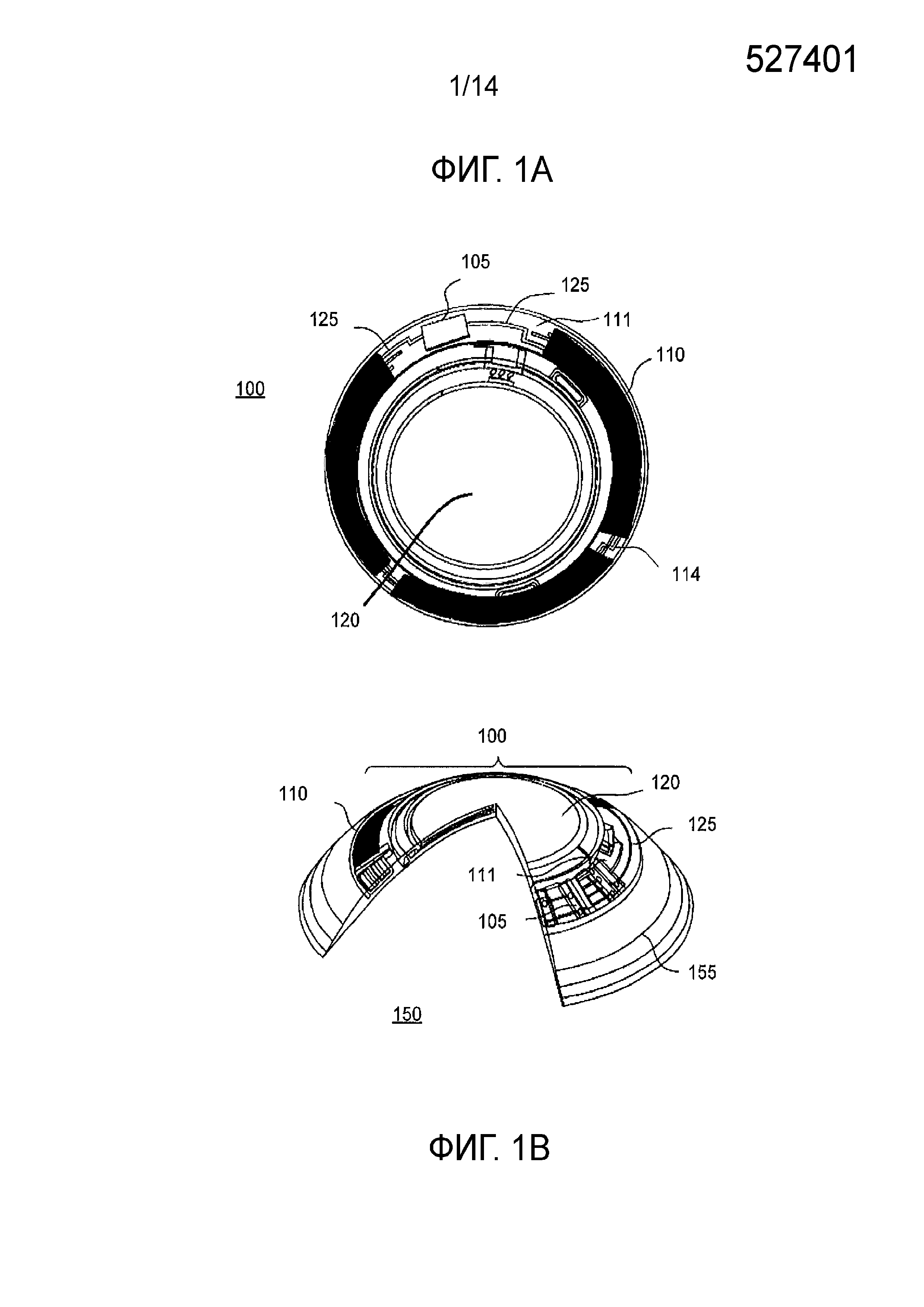
Одним из примеров биосовместимого устройства, в которое могут быть встроены элементы питания, или батареи, согласно настоящему описанию, могут быть электроактивные контактные линзы с переменным фокусом. На Фиг. 1А в качестве примера вставки такой контактной линзы показана вставка 100 контактной линзы. Во вставке 100 контактной линзы может находиться электроактивный элемент 120, который может изменять фокусные характеристики в соответствии с управляющими сигналами напряжения. Схема 105 для обеспечения этих управляющих сигналов напряжения, а также для обеспечения других функций, таких как датчик, контролирующий условия окружающей среды для внешних управляющих сигналов, может получать электропитание от биосовместимого элемента 110 батареи. Как показано на Фиг. 1А, элемент 110 батареи может состоять из множества крупных деталей, в данном случае трех деталей, и может содержать химические элементы батареи различной конфигурации, как описано выше. Элементы 110 батареи могут иметь различные соединительные элементы для соединения деталей, как показано на рисунке, лежащих ниже области соединения 114. Элементы батареи могут быть подключены к элементу схемы, который может иметь собственную подложку 111, на которой могут быть размещены соединительные элементы 125. Схема 105, которая может быть в форме интегральной схемы, может иметь электрическую и физическую связь с подложкой 111 и ее соединительными элементами 125.
На Фиг. 1В показано, что рельеф в поперечном сечении контактной линзы 150 может содержать вставку 100 контактной линзы и ее описанные выше компоненты. Вставка. 100 контактной линзы может быть герметизирована в юбку гидрогеля 155 контактной линзы, который может герметизировать вставку и обеспечивать комфортное соприкосновение контактной линзы 150 с глазом пользователя.
Согласно концепциям настоящего описания, элементы батареи могут быть изготовлены в двухмерной форме, как показано в другом примере на Фиг. 1С. В этом отображении может быть две основные области элементов батареи в областях компонента 165 батареи и второй компонент батареи в области химического элемента 160 батареи. Элементы батареи, показанные в плоском виде на Фиг. 1С, могут быть подключены к элементу 163 схемы, который в примере, показанном на Фиг. 1С, может содержать две основные зоны 167 схемы. Элемент 163 схемы может быть подключен к элементу батареи электрическим контактом 161 и физическим контактом 162. Плоскую конструкцию можно согнуть в трехмерную коническую конструкцию, как описано в настоящем описании. В этом способе второй электрический контакт 166 и второй физический контакт 164 можно применять для подключения и физической стабилизации трехмерной конструкции. На Фиг. 1D представлена эта трехмерная коническая структура 180. Также можно увидеть физические и электрические контактные клеммы 181, и иллюстрацию можно рассматривать как трехмерный вид итоговой конструкции. Эта конструкция может содержать модульный электрический компонент и компонент батареи, которые вместе со вставкой для линзы будут встроены в биосовместимое устройство.
Сегментные структуры батареи
На Фиг. 2 показаны примеры разных типов сегментных структур батареи для примера элемента батареи для типового примера контактной линзы. Сегментные компоненты могут быть относительно округлыми 271, квадратными 272 или прямоугольными по форме. В примерах прямоугольных форм прямоугольники могут быть небольшими прямоугольными формами 27 3, более крупными прямоугольными формами 274 или еще более крупными прямоугольными формами 275.
Индивидуальные формы плоских элементов батареи
В некоторых примерах биосовместимых батарей батареи могут быть изготовлены в виде плоских элементов. На Фиг. 3А показан пример прямоугольного контура 310 элемента батареи с анодным контактом 311 и катодным контактом 312. На Фиг. 3В показан пример округлого контура 330 элемента батареи с анодным контактом 331 и катодным контактом 332.
В некоторых примерах батарей плоской формы контуры формы батареи можно по размерам и геометрии выполнить с возможностью соответствия индивидуальным продуктам. В дополнение к примерам с прямоугольными или округлыми контурами можно изготавливать индивидуальные контуры «свободной формы» или «произвольной формы», что может позволить оптимизировать конфигурацию батареи для соответствия конкретному продукту.
В типовом случае биосовместимого устройства с изменяемыми оптическими свойствами плоский контур свободной формы может быть дугообразным по форме. Свободная форма может быть такой геометрии, что при изготовлении трехмерной формы она может принимать форму конической кольцевой юбки, которая соответствует ограничивающим пределам контактной линзы. Очевидно, что аналогичные эффективные геометрии можно изготавливать в случае медицинских устройств, имеющих ограничивающие требования к двухмерной или трехмерной форме.
Аспекты биосовместимости батарей
В качестве примера, к батареям в соответствии с настоящим описанием могут применяться важные аспекты, касающиеся безопасности и биосовместимости. В некоторых примерах батареи для биосовместимых устройств должны предпочтительно удовлетворять требованиям, выходящим за рамки типовых сценариев применения. В некоторых примерах можно учитывать аспекты конфигурации, касающиеся случаев нагрузки. Например, может потребоваться учесть безопасность электронной контактной линзы для случаев, когда пользователь ломает линзу в процессе ее вставления или извлечения. В другом примере аспекты конфигурации могут учитывать вероятность удара пользователя посторонним предметом в глаз. В дополнительных примерах условия нагрузки, которые можно учитывать при разработке параметров и ограничений конфигурации, могут относиться к вероятности ношения пользователем линз в неблагоприятных условиях окружающей среды, таких как окружающая среда под водой или окружающая среда на большой высоте, в качестве примеров, не имеющих ограничительного характера.
Безопасность такого устройства может зависеть от материалов, из которых изготовлено устройство, от количеств этих материалов, использованных при изготовлении устройства, а также от оболочки, применяемой для отделения устройств от окружающей среды на теле или внутри тела. В качестве примера, кардиостимуляторы могут быть типичным примером биосовместимого устройства, которое может включать батарею и которое может быть имплантировано пользователю на длительный период времени. Соответственно, в некоторых примерах такие кардиостимуляторы, как правило, могут быть заключены в герметизированные путем сварки титановые корпусы, или, в других примерах, множество слоев обложки. Новые биосовместимые устройства с электропитанием могут представлять дополнительные сложности в том, что касается оболочки, особенно оболочки батарей. Эти новые устройства могут быть намного мельче существующих биосовместимых устройств, например, электронная контактная линза или камера-таблетка могут быть значительно мельче кардиостимулятора. В таких примерах объем и площадь, имеющиеся для оболочки, могут быть значительно сокращены.
Требования по электропитанию микробатарей
Еще один аспект конфигурации может относиться к требованиям по электропитанию устройства, которые предъявляются к устройству батареи. Для функционирования в качестве источника питания для медицинского устройства соответствующей батарее может потребоваться полностью удовлетворять требованиям по электропитанию системы при эксплуатации в автономном режиме или без внешних источников питания. Новая область биосовместимых устройств, работающих автономно или без внешних источников питания, может включать, например, контактные линзы для коррекции зрения, устройства для контроля за состоянием здоровья, камеры-таблетки и другие новые устройства. Последние разработки в области технологии интегральных схем (ИС) могут позволять эксплуатировать электрические устройства на очень низких уровнях тока, например, на уровне пикоампер для тока холостого хода и на уровне микроампер для рабочего тока. ИС могут позволять также значительно уменьшить размеры устройств.
Микробатареям для биосовместимых сфер применения может быть необходимо одновременно удовлетворять ряду сложных требований. Например, от микробатарей может требоваться наличие возможности обеспечивать подходящее рабочее напряжение для встроенных электрических схем. Это рабочее напряжение может зависеть от нескольких факторов, включая функциональный «узел» ИС, выходное напряжение со схемы на другое устройство, а также конкретный целевой показатель по потребляемому току, который также может относиться к расчетному сроку службы устройства.
С точки зрения функции ИС, узлы, как правило, могут различаться по минимальному размеру элемента транзистора, такому как так называемая «ширина линии». Этот физический элемент, наряду с другими параметрами изготовления ИС, такими как толщина слоя подзатворной окиси, может быть связан с итоговым номинальным пороговым напряжением, или напряжением включения полевых транзисторов (FET), изготовленных для конкретного функционального узла. Например, в узле с минимальным размером элемента 0,5 мкм применяются, как правило, полевые транзисторы с напряжением включения 5,0 В. Однако при минимальном размере элемента 90 нм полевые транзисторы могут включаться при напряжении 1,2, 1,8 и 2,5 В. Изготовители ИС могут поставлять стандартные элементы цифровых блоков, например, инвертеры и триггеры, с характеристиками, соответствующими определенным диапазонам напряжения. Конструкторы выбирают функциональный узел ИС на основании ряда факторов, включая плотность цифровых устройств, возможность совмещения аналоговых и цифровых схем, ток утечки, количество слоев соединений и доступность специальных устройств, таких как полевые транзисторы высокого напряжения. Принимая во внимание эти параметрические аспекты электрических компонентов, которые могут получать электропитание от микробатареи, может быть важно обеспечить, чтобы источник питания микробатареи соответствовал требованиям выбранного функционального узла и конфигурации ИС, особенно с точки зрения доступного уровня напряжения и тока.
В некоторых примерах электрическая схема, получающая электропитание от микробатареи, может быть подключена к другому устройству. В качестве примера, не имеющего ограничительного характера, электрическая схема, получающая электропитание от микробатареи, может быть подключена к исполнительному устройству или преобразователю. В зависимости от сферы применения, это может быть светодиод (LED), датчик, микроэлектромеханический (MEMS) дозатор и многие другие подобные устройства. В некоторых примерах устройствам, подключаемым таким образом, может требоваться более высокое рабочее напряжение, чем стандартным функциональным узлам ИС, например, линза с переменным фокусом может требовать напряжения 35 В. Следовательно, рабочее напряжение, обеспечиваемое батареей, может быть критическим фактором при проектировании такой системы. В некоторых примерах, связанных с такими факторами, эффективность привода линзы, преобразующего напряжение батареи 1 В в напряжение 35 В, может быть значительно ниже, чем эффективность привода, работающего от батареи 2 В. Дополнительные требования, такие как размер кристалла, могут значительно различаться, в том числе с учетом рабочих параметров микробатареи.
Отдельные элементы батареи, как правило, могут характеризоваться напряжением при разомкнутой цепи, напряжением с нагрузкой и напряжением отсечки. Напряжение при разомкнутой цепи представляет собой потенциал, создаваемый элементом батареи при бесконечном сопротивлении нагрузки. Напряжение с нагрузкой представляет собой потенциал, создаваемый элементом при подключении к выводам элемента нагрузки с соответствующей, и, как правило, также установленной, величиной полного сопротивления. Напряжение отсечки представляет собой, как правило, напряжение, при котором большая часть батареи разряжена. Напряжение отсечки может представлять собой напряжение, или степень разряда, ниже которого батарею нельзя разряжать во избежание нежелательных последствий, таких как сильное выделение газов. Напряжение отсечки может зависеть, как правило, не от самой батареи, а от схемы, к которой подключена батарея, например, от рабочего напряжения электронной схемы. В одном примере щелочной элемент может иметь напряжение при разомкнутой цепи 1,6 В, напряжение с нагрузкой в диапазоне от 1,0 до 1,5 В и напряжение отсечки 1,0 В. Напряжение, создаваемое элементом микробатареи конкретной конфигурации, может зависеть и от других характеристик используемого химического состава элемента. И поэтому разные по химическому составу ячейки могут иметь разные напряжения элемента.
Для увеличения напряжения элементы можно соединять последовательно, однако эта комбинация может повлечь за собой увеличение размеров, повышение внутреннего сопротивления и усложнение батареи. Элементы также можно объединять в параллельные конфигурации, чтобы снизить сопротивление и увеличить емкость, однако эта комбинация может повлечь за собой увеличение размера батареи и сокращение срока хранения.
Емкость батареи может представлять собой способность батареи производить ток, или выполнять работу, в течение определенного периода времени. Емкость батареи можно, как правило, указать в таких единицах, как микроампер-часы. Батарея, которая может обеспечивать 1 микроампер тока в течение 1 часа, имеет емкость 1 микроампер-час. Как правило, емкость батареи можно повысить путем увеличения массы (и, следовательно, объема) реагентов внутри устройства батареи; тем не менее, следует учитывать, что биосовместимые устройства могут быть существенно ограничены по доступному объему. Емкость батареи также может зависеть от материала электрода и электролита.
В зависимости от требований к схеме, к которой подключена батарея, от батареи может требоваться служить источником тока определенного диапазона величин. В период хранения до активного применения через схемы, соединения и изоляторы может протекать ток утечки величиной порядка от нескольких пикоампер до нескольких наноампер. В период активной эксплуатации схема может потреблять ток покоя для считывания показаний датчиков, запуска таймеров и выполнения других подобных функций с низким энергопотреблением. Потребление тока покоя может составлять величину порядка от нескольких наноампер до нескольких миллиампер. Схема также может иметь еще большие потребности по пиковому току, например, при записи данных в ПЗУ или при их передаче на радиочастоте (РЧ). Этот пиковый ток может составлять до нескольких десятков миллиампер или более. Активное и полное сопротивление микробатареи также может быть важным для аспектов конфигурации.
Срок хранения, как правило, относится к периоду времени, в течение которого батарея может поддерживать подходящие рабочие параметры. Срок хранения может быть особенно важным для биосовместимых устройств по нескольким причинам. Электронные устройства могут заменять собой устройства, не подключаемые к электропитанию, например, в случае внедрения электронных контактных линз. Продукты в этих существующих сегментах рынка могут иметь установленные требования к срокам хранения, например, три года, исходя из пожеланий потребителей, особенностей цепочки поставок и других требований. Как правило, считается нежелательным, чтобы такие технические требования менялись для новых продуктов. Требования к сроку хранения могут быть также установлены с учетом факторов распределения, инвентаризации и способов применения устройства, содержащего микробатарею. Соответственно, микробатареи для биосовместимых устройств могут иметь конкретные требования к сроку хранения, которые можно измерять, например, в количестве лет.
В некоторых примерах трехмерные элементы питания для биосовместимых устройств могут быть перезаряжаемыми. Например, индукционная катушка может быть также изготовлена на трехмерной поверхности. Индукционная катушка затем может получать энергообеспечение с помощью радиочастотного (РЧ) импульса. Индукционную катушку можно подключить к трехмерному элементу питания для биосовместимых устройств для подзарядки элемента питания при подаче РЧ на индукционную катушку. В другом примере фотоэлектрические устройства также можно изготовить на трехмерной поверхности и подключить к трехмерному элементу питания для биосовместимых устройств. Под действием света или фотонов фотоэлектрические устройства будут продуцировать электроны для подзарядки элемента питания.
В некоторых примерах батареи могут функционировать для обеспечения электрической энергии для электрической системы. В этих примерах батареи могут находиться в электрической связи со схемой электрической системы. Связи между схемой и батареей можно классифицировать как соединения. Эти соединения могут со временем стать сложной задачей для микробатарей для биосовместимых устройств ввиду нескольких факторов. В некоторых примерах биосовместимые устройства с электропитанием могут быть очень маленькими, предоставляя таким образом малые площади и объемы для соединений. Ограничения по размеру и площади могут отрицательно повлиять на величину электрического сопротивления и надежность соединений.
Кроме того, батарея может содержать жидкий электролит, который может закипать при высокой температуре. Это ограничение может вступать в прямое противоречие с желанием применять соединение пайкой, что может, например, потребовать относительно высокие температуры, такие как 250 градусов С, для расплавления припоя. Несмотря на то что в некоторых примерах химический состав батареи, включая электролит, и источник тепла, применяемый для выполнения соединений пайкой, могут быть пространственно отделены друг от друга, в случаях новых биосовместимых устройств маленький размер может помешать отделению электролита от паяных соединений достаточным расстоянием для снижения теплопередачи.
Соединения
Соединения могут позволять току течь к батарее и от батареи, находящейся в соединении с внешней схемой. Такие соединения могут взаимодействовать с окружающей средой внутри и снаружи батареи и могут пересекать границу или уплотнительный слой между этими средами. Эти соединения можно рассматривать как дорожки, выполняющие соединения с внешней схемой, проходящие через уплотнительный слой батареи и затем соединяющиеся с коллекторами тока внутри батареи. Как таковые, эти соединения могут иметь несколько требований. За пределами батареи соединения могут быть похожи на типичные проводники печатной платы. Они могут быть припаяны или иным способом соединены с другими дорожками. В примере, где батарея представляет собой отдельный физический элемент от печатной платы, содержащей интегральную схему, соединения батареи могут обеспечивать связь с внешней схемой. Эта связь может быть сформирована с помощью припоя, проводящей ленты, проводящей пасты или эпоксидного состава, либо других средств. Для соединительных дорожек может потребоваться оставаться сохранными в условиях среды, окружающей батарею, например, не ржаветь в присутствии кислорода.
Поскольку соединение проходит через уплотнительный слой батареи, может быть чрезвычайно важно, чтобы соединение было совместимо с материалом уплотнительного слоя и не нарушало герметичность. Адгезия может потребоваться между уплотнительным слоем и соединением в дополнение к адгезии, которая может потребоваться между уплотнительным слоем и герметичной оболочкой батареи. При наличии электролита и других материалов внутри батареи может потребоваться поддержание целостности уплотнительного слоя. Соединения, которые, как правило, могут быть металлическими, могут быть известны как точки разрушения в оболочке батареи. Электрический потенциал и/или течение тока могут усиливать тенденцию «просачивания» электролита вдоль соединения. Соответственно, для соединения может потребоваться проектирование, поддерживающее целостность уплотнительного слоя.
Внутри батареи соединения могут взаимодействовать с коллекторами тока или могут сами быть коллекторами тока. В связи с этим для соединений может требоваться удовлетворять описанным в настоящем документе требованиям к коллекторам тока либо может требоваться образовывать электрическое соединение с такими коллекторами тока.
Один класс возможных соединений и коллекторов тока представляет собой металлическую фольгу. Такая фольга имеется толщиной 25 мкм или менее, что делает ее подходящей для очень тонких батарей. Такую фольгу также можно найти с низкими шероховатостью и загрязнением поверхности - два фактора, которые могут быть критичными для эффективности батареи. Фольга может включать цинк, никель, латунь, медь, титан, другие металлы и различные сплавы.
Электролит
Электролит представляет собой компонент батареи, который ускоряет химическую реакцию, происходящую между химическими материалами электродов. Типичные электролиты могут быть электрохимически активны по отношению к электродам, например, допуская реакции окисления и восстановления. В некоторых примерах эта важная электрохимическая активность может затруднять создание устройств, которые являются биосовместимыми. Например, гидроокись калия (KOH) может быть широко применяемым электролитом в щелочных элементах. При высоких концентрациях этот материал имеет высокий уровень рН и может неблагоприятно взаимодействовать с различными живыми тканями. С другой стороны, в некоторых примерах могут применяться электролиты, которые могут быть менее электрохимически активными; однако эти материалы, как правило, могут приводить к ухудшению электрических характеристик, такому как сниженное напряжение элемента и повышенное сопротивление элемента. Кроме того, желательным условием для электролита может быть его совместимость. Соответственно, одним ключевым аспектом конфигурации и проектирования микробатареи для биосовместимых устройств может быть электролит. Для электролита может быть желательно быть достаточно активным для удовлетворения требований по электропитанию, но при этом относительно безопасным для применения на теле или внутри тела.
Можно применять различные сценарии испытания для определения безопасности компонентов батареи, в частности, электролитов, для живых клеток. Эти результаты, в сочетании с испытаниями оболочки батареи, могут позволить проектирование конфигурации системы батареи, которая сможет удовлетворять требованиям. Например, при разработке контактных линз с электропитанием электролиты батареи можно испытывать на модели клетки роговицы человека. Эти испытания могут включать эксперименты с концентрацией электролита, временем воздействия и добавками. Результаты таких испытаний могут указывать на метаболизм клеток и другие физиологические аспекты. Испытания могут также включать испытания in vivo на животных и людях.
Электролиты для применения в соответствии с настоящим изобретением могут включать хлорид цинка, ацетат цинка, ацетат аммония и хлорид аммония с концентрациями от приблизительно 0,1 процента до 50 процентов, в качестве неограничивающего примера приблизительно 25 процентов. Конкретные концентрации могут зависеть от электрохимической активности, рабочих характеристик батареи, срока хранения, целостности уплотнительного слоя и биосовместимости.
В некоторых примерах в составе системы батареи могут использоваться добавки нескольких классов. Добавки можно вмешивать в основу электролита для изменения его характеристик. Например, желирующие агенты, такие как агар-агар, могут снижать способность электролита просачиваться наружу из оболочки, таким образом повышая безопасность. Ингибиторы коррозии можно добавлять к электролиту, например, для увеличения срока хранения путем замедления нежелательного растворения цинкового анода в электролите. Эти ингибиторы могут положительно или отрицательно влиять на профиль безопасности батареи. Смачивающие агенты или поверхностно-активные вещества можно добавлять, например, чтобы позволить электролиту смачивать разделитель или быть залитым в герметичную оболочку батареи. Опять же, эти смачивающие агенты могут быть положительными или отрицательными для безопасности. Добавление к электролиту поверхностно-активного вещества может повысить полное электрическое сопротивление элемента, поэтому для достижения нужного смачивания или других свойств поверхностно-активное вещество следует добавлять в самой низкой концентрации. Примеры поверхностно-активных веществ могут включать Triton™ Х-100, Triton™ QS44 и Dowfax™ 3В2 (все производства компании Dow Chemical) в концентрациях от 0,01 процента до 2 процентов.
Разрабатываются также новые электролиты, которые могут значительно улучшить профиль безопасности микробатарей для биосовместимых устройств. Например, класс твердых электролитов может быть по своей природе стойким к просачиванию и при этом обладать подходящими электрическими характеристиками.
Батареи с применением электролита типа «соленой воды» широко применяются на море в качестве резервных элементов. Такие батареи могут применяться в торпедах, буях и аварийных сигнальных лампах. Резервные элементы представляют собой батареи, в которых активные материалы, электроды и электролит разделены до момента применения. Благодаря этому разделению значительно замедляется саморазряд элементов и значительно увеличивается срок хранения. Батареи на «соленой воде» могут быть выполнены из различных материалов электрода, включая цинк, магний, алюминий, медь, олово, двуокись марганца и окись серебра. Сам электролит может быть морской водой, например, водой из океана, заполняющей батарею при контакте, или может быть специально разработанным солевым составом. Этот тип батарей может быть особенно подходящим для контактных линз. Солевой электролит может иметь лучшую биосовместимость по сравнению с классическими электролитами, такими как гидроокись калия и хлорид цинка. Контактные линзы хранят в «уплотнительном растворе», который, как правило, представляет собой смесь хлорида натрия, возможно, с другими солями и буферными агентами. Этот раствор был продемонстрирован в качестве электролита батареи в комбинации с цинковым анодом и катодом из двуокиси марганца. Возможны другие комбинации электролита и электрода. Контактная линза с применением батареи на «соленой воде» может содержать электролит на основе хлорида натрия, уплотнительного раствора или даже специально разработанный электролит, аналогичный слезной жидкости. Такую батарею можно, например, активировать в уплотнительном растворе, оставить отверстие для контакта с глазом и продолжать эксплуатацию за счет слез человека.
В дополнение или вместо возможных преимуществ для биосовместимости за счет применения электролита, аналогичного слезам, или применения самих слез, можно применять резервный элемент для удовлетворения требований к сроку хранения контактных линз. Для типичных контактных линз установлен срок хранения в течение 3 лет или более. Это трудное требование для батареи с маленькой и тонкой герметичной оболочкой. Резервный элемент для применения в контактной линзе может иметь конфигурацию, аналогичную показанной на Фиг. 1 и 3, но этот электролит не может быть добавлен во время изготовления. Электролит может храниться в ампуле внутри контактной линзы и быть соединен с батареей, либо в качестве электролита может применяться солевая среда, окружающая батарею. Внутри контактной линзы и герметичной оболочки батареи можно выполнить клапан или впускное отверстие для отделения электролита от электродов до того момента, когда пользователь активирует линзу. При активации, возможно, путем простого нажатия на край контактной линзы, аналогично активации химического фонаря, электролиту позволяют протечь в батарею и сформировать электролитический контакт между электродами. Это может включить одноразовую передачу электролита или открыть батарею для непрерывной диффузии.
Некоторые системы батарей могут применять или потреблять электролит во время химической реакции. Соответственно, может потребоваться спроектировать определенный объем электролита внутри герметизированной системы. Этот электролит можно расположить в различных местах, включая разделитель или резервуар.
В некоторых примерах конфигурация системы батареи может включать компонент или компоненты, которые могут иметь функцию ограничения разрядной емкости системы батареи. Например, может быть желательно так подобрать материалы и объемы материалов анода, катода или электролита, чтобы один из них мог быть исчерпан первым в ходе реакций в системе батареи. В таком примере исчерпание одного из анода, катода или электрода может сократить потенциал для выполнения нежелательного разряда и побочных реакций при более низких напряжениях разряда. Эти нежелательные реакции могут продуцировать, например, избыточные газы или побочные продукты, которые могут быть вредными для безопасности и других характеристик.
Компоненты модульной батареи
В некоторых примерах можно изготовить компонент модульной батареи в соответствии с некоторыми аспектами и примерами настоящего описания. В этих примерах узел модульной батареи может быть компонентом, отдельным от других частей биосовместимого устройства. В примере устройства офтальмологической контактной линзы такая конфигурация может содержать модульную батарею, которая является отдельной от остальной части несущей вставки. Существует множество преимуществ изготовления компонента модульной батареи. Например, в случае контактной линзы компонент модульной батареи можно изготовить в ходе отдельного, независимого процесса, что может ослабить необходимость в манипуляциях с жесткими трехмерными оптическими пластиковыми компонентами. Кроме того, средства изготовления могут быть более гибкими и могут выполнять операции в более параллельном режиме с изготовлением других компонентов биосовместимого устройства. Более того, изготовление компонентов модульной батареи может не зависеть от характеристик устройств трехмерной формы. Например, в сферах применения, требующих окончательные трехмерные формы, систему модульной батареи можно изготовить в плоском или приблизительно двухмерном виде, а затем придать ей соответствующую трехмерную форму. Компонент модульной батареи можно испытывать независимо от остальной части биосовместимого устройства, и потерю выхода из-за компонентов батареи можно отбраковать до начала сборки. Полученный компонент модульной батареи можно использовать в различных конструкциях несущей вставки, которые не имеют соответствующей жесткой области, на которой можно было бы разместить компоненты батареи; а еще в одном примере применение компонентов модульной батареи может облегчить применение вариантов технологий изготовления, отличных от тех, что могли бы быть использованы в ином случае, таких как рулонная (roll to roll) технология, листовая (sheet-to-sheet) технология, печать, литография и ракельная печать. В некоторых примерах модульной батареи аспект отдельной оболочки такого устройства может привести к добавлению дополнительного материала к общей конструкции биосовместимого устройства. Такие воздействия могут установить ограничение на применение решений в виде модульных батарей в случаях, когда параметры имеющегося пространства требуют минимизировать толщину или объем решений.
Требования к форме батареи могут быть обусловлены, по меньшей мере частично, сферой применения батареи. Традиционные формы батареи могут быть цилиндрическими формами или прямоугольными призмами, изготовленными из металла, и их можно использовать для продуктов, которые требуют больших объемов энергии в течение длительного времени. Такие сферы применения имеют достаточно большие размеры, чтобы вмещать батареи крупных форм. В другом примере плоские твердотельные батареи представляют собой тонкие прямоугольные призмы, как правило, сформированные на жестком кремнии или стекле. В некоторых примерах эти плоские твердотельные батареи можно изготавливать с применением технологий обработки кремниевых пластин. Формы батарей другого типа, маломощные, но гибкие батареи, можно изготавливать в виде пакетов с применением тонкой фольги или пластика, которые содержат химические элементы батареи. Эти батареи можно сделать плоскими и выполнить с возможностью функционирования при умеренной поперечной кривизне.
В некоторых примерах применения батареи в соответствии с настоящим изобретением, где батареи можно использовать в линзах с изменяемыми оптическими свойствами, форма может потребовать создания трехмерной кривизны компонента батареи, причем радиус этой кривизны может быть порядка приблизительно 8,4 мм. Характер такой кривизны может считаться относительно резким и, в качестве сравнения, может приближаться к типу кривизны кончика пальца человека. Характер относительно резкой кривизны создает сложности при изготовлении. В некоторых примерах настоящего описания компонент модульной батареи может быть выполнен так, что он может быть изготовлен плоским, двухмерным, а затем сформирован в трехмерную форму относительно большой кривизны.
Толщина модуля батареи
При проектировании компонентов батареи для биосовместимых сфер применения можно корректировать различные параметры, находя компромисс между техническими и функциональными требованиями, а также требованиями безопасности. Толщина компонента батареи может быть важным и ограничивающим параметром. Например, в сфере применения оптической линзы от толщины биосовместимого устройства может в значительной мере зависеть способность устройства быть комфортным при ношении пользователем. Поэтому существуют важные аспекты при проектировании батарей, позволяющие сделать их более тонкими. В некоторых примерах толщина батареи может определяться сочетанием толщин верхнего и нижнего слоев, разделительного слоя и слоя адгезива. Практические аспекты изготовления могут потребовать соответствия определенных параметров толщины пленки стандартным значениям для имеющегося листового материала. Кроме того, пленки могут иметь минимальные значения толщины, которые могут быть установлены на основании технических соображений, касающихся химической совместимости, проницаемости для жидкостей и газов, обработки поверхности и совместимости с покрытиями, которые могут быть нанесены поверх слоев пленки.
В некоторых примерах требуемая, или целевая, толщина готового компонента батареи может представлять собой толщину компонента, составляющую менее 220 мкм. В этих примерах эта требуемая толщина может быть обусловлена трехмерной геометрией примера устройства офтальмологической линзы, причем может потребоваться поместить компонент батареи внутрь имеющегося объема, образованного формой гидрогелевой линзы, с учетом определенного уровня комфорта конечного пользователя, биосовместимости и критериев приемлемости. Этот объем линзы и его воздействие на требования к толщине компонента батареи могут зависеть от общих технических требований к толщине устройства, а также технических требований к ширине, углу конуса и внутреннему диаметру устройства. Другой важный аспект конфигурации итогового компонента батареи может относиться к объему, доступному для активных химических веществ и материалов батареи, с учетом определенной конфигурации компонента батареи в отношении итоговой химической энергии, которая может стать результатом такой конфигурации. Эта итоговая химическая энергия может затем быть сбалансирована для удовлетворения требований по электропитанию функционального биосовместимого устройства для целевых условий его срока службы и эксплуатации.
Гибкость модуля батареи
Другим критерием соответствия конфигурации батареи и конфигурации соответствующих устройств, которые используют источники энергии на основе батарей, является гибкость компонента батареи. Существует множество преимуществ, предоставляемых гибкими формами батареи. Например, гибкий модуль батареи может обеспечить вышеупомянутую возможность изготовления батареи двухмерной плоской формы. Гибкость формы может позволить двухмерной батарее быть затем преобразованной в соответствующую трехмерную форму, соответствующую форме биосовместимого устройства, такого как контактная линза.
В другом примере преимуществ, которые могут быть предоставлены гибкостью модуля батареи, если батарея и последующее устройство являются гибкими, то могут возникнуть преимущества, относящиеся к применению устройства. В одном примере форма контактной линзы биосовместимого устройства может иметь преимущества для вставления/извлечения контактной линзы с несущей вставкой, что может больше напоминать вставление/извлечение стандартной, не заполненной гидрогелевой контактной линзы.
Количество изгибаний может быть важным для проектирования батареи. Например, батарея, которая допускает только одно изгибание при переходе от плоской формы к форме, подходящей для контактной линзы, может значительно отличаться по конфигурации от батареи, допускающей множество изгибаний. Изгибание батареи также может превышать ее устойчивость к механическому изгибу. Например, электрод может иметь физическую способность изгибаться без разрушения, но при этом механические и электрохимические свойства электрода могут изменяться из-за изгибания. Изменения, происходящие в результате изгибания, могут проявляться сразу же, например, в виде изменений полного сопротивления, либо изгибание может вызвать изменения, которые становятся заметными только в ходе испытаний, проводимых после длительного хранения.
Ширина модуля батареи
Существует множество сфер применения, в которых можно использовать элементы питания или батареи для биосовместимых устройств согласно настоящей заявке. В целом требование к ширине батареи в основном обусловлено сферой ее применения. В типовом случае система батареи контактной линзы может иметь ограничения в технических требованиях к ширине компонента модульной батареи. В некоторых примерах офтальмологического устройства, где устройство имеет функцию с изменяемыми оптическими свойствами с электропитанием от компонента батареи, часть устройства, имеющая изменяемые оптические свойства, может занимать центральную сферическую область диаметром приблизительно 7,0 мм. Элементы батареи в этих примерах можно рассматривать как трехмерный объект, который размещается как коническая кольцевая юбка вокруг центрального оптического участка и образует усеченное коническое кольцо. Если требуемый максимальный диаметр жесткой вставки составляет 8,50 мм, а угол касательной к сфере определенного диаметра можно задать (например, приблизительно 8,40 мм), то геометрия может определить допустимую ширину батареи. Существуют геометрические модели, которые могут быть подходящими для расчета желательных технических параметров для итоговой геометрии, которая в некоторых примерах может представлять собой усеченный конус, развернутый в виде сектора кольцевой зоны.
Ширина развернутой батареи может быть обусловлена двумя компонентами элемента батареи: активными компонентами батареи и шириной уплотнительного слоя. В некоторых примерах, относящихся к офтальмологическим устройствам, требуемая толщина может быть в пределах от 0,100 мм до 0,500 мм на сторону, а ширина активных компонентов батареи может быть установлена как приблизительно 0,800 мм. Другие биосовместимые устройства могут иметь другие ограничения конфигурации, но принципы для гибких плоских элементов батареи могут применяться аналогичным образом.
Полости как элементы конфигурации в конфигурации компонента батареи.
В некоторых примерах элементы батареи могут быть выполнены таким образом, что обеспечивают разделение областей активного химического состава батареи на сегменты. Существует множество преимуществ разделения активных компонентов батареи на отдельные сегменты. В качестве примера, не имеющего ограничительного характера, изготовление отдельных и более мелких элементов может ускорить производство элементов. Функционирование элементов батареи, включающих множество мелких элементов, может быть улучшено. Дефекты любого рода можно разделить. В некоторых случаях такое разделение нефункциональных элементов может привести к снижению случаев потери функциональности. Это может быть существенно в примерах, где может происходить потеря электролита батареи. Изолирование отдельных компонентов может позволить дефекту, который приводит к утечке электролита из критических областей батареи, ограничить потерю функциональности этим маленьким сегментом всего элемента батареи, тогда как потеря электролита по причине дефекта может опустошить значительно большую область в батареях, изготовленных как единый элемент. Более мелкие элементы могут привести к снижению объема активных химических веществ батареи в общей перспективе, но сеть из материала, окружающего каждый из более мелких элементов, может привести к усилению общей конструкции.
Внутренние уплотнительные слои элемента батареи
В некоторых примерах элементов батареи для применения в биосовместимых устройствах химическое действие батареи включает водный химический состав, где вода или влага представляют собой важный компонент для контроля. Поэтому может быть важно встраивать уплотняющие механизмы, которые ограничивают или предотвращают перемещение влаги либо наружу, либо внутрь тела батареи. Средства защиты от влаги могут быть выполнены для поддержания уровня влажности на расчетном уровне, в пределах допустимых отклонений. В некоторых примерах средство защиты от влаги можно разделить на два отдела или компонента, а именно, герметичная оболочка и уплотнительный слой.
Герметичной оболочкой может считаться основной материал корпуса. В некоторых примерах герметичная оболочка может состоять из насыпного материала. Скорость проникновения водяных паров (WVTR) может быть показателем эффективности. В идеале WVTR для хорошей герметичной оболочки батареи может быть равна нулю. Примерами материалов с почти нулевым WVTR могут быть стекло и металлическая фольга. Пластик, с другой стороны, может быть по своей природе пористым и пропускать влагу, что может значительно варьироваться у разных типов пластика. Как правило, конструкционные материалы, ламинаты или коэкструдаты могут быть гибридами обычных материалов герметичной оболочки.
Уплотнительный слой может служить разделом между двумя поверхностями герметичной оболочки. Соединение поверхностей уплотнительного слоя завершает создание корпуса вместе с герметичной оболочкой. Во многих примерах характер конфигураций уплотнительного слоя может затруднять их оценку для WVTR уплотнительного слоя ввиду сложности в выполнении измерений с применением стандарта ISO или ASTM, так как размер образца или площадь поверхности могут быть не совместимы с этими процедурами. В некоторых примерах практическим способом испытания целостности уплотнительного слоя может быть функциональное испытание фактической конфигурации
уплотнительного слоя для некоторых определенных условий. Эффективность уплотнительного слоя может зависеть от материала уплотнительного слоя, толщины уплотнительного слоя, длины уплотнительного слоя и ширины уплотнительного слоя, а также от адгезии или близости уплотнительного слоя к подложкам герметичной оболочки.
В некоторых примерах уплотнительные слои можно сформировать сварочным способом, который может включать термическую, фрикционную, ультразвуковую или электродуговую сварку, а также сварку растворителем. В других примерах уплотнительные слои можно сформировать путем применения клейких уплотнителей, таких как клеи, эпоксидные и акриловые составы, натуральный каучук и синтетический каучук. Другие примеры могут быть связаны с использованием уплотнительных материалов, которые могут быть изготовлены из пробки, натурального и синтетического каучука, политетрафторэтилена (ПТФЭ), полипропилена или кремния, которые являются лишь немногими примерами, не имеющими ограничительного характера.
В некоторых примерах батареи в соответствии с настоящим описанием могут быть выполнены с возможностью обладать установленным сроком эксплуатации. Срок эксплуатации можно оценить путем практического определения объема влагопроницаемости, который можно получить с помощью конкретной системы батареи, а затем путем оценки того, когда такая утечка влаги сможет привести к концу жизнеспособности батареи. Например, если батарея хранится во влажной окружающей среде, то разность парциальных давлений внутри и снаружи батареи будет минимальной, что приведет к снижению скорости потери влаги, благодаря чему срок службы батареи может быть продлен. Если та же батарея хранится в особенно сухой и горячей окружающей среде, это может значительно сократить ожидаемый срок службы ввиду ускоренной потери влаги.
Разделители элементов батареи
Батареи типа, описанного в настоящем описании, могут использовать материал разделителя, который физически и электрически отделяет части анода и анодного коллектора тока от частей катода и катодного коллектора тока. Разделитель может представлять собой мембрану, проницаемую для воды и растворенных компонентов электролита; однако, как правило, он может быть не электропроводен. Несмотря на то что специалистам в данной области может быть известно большое количество коммерчески доступных материалов разделителя, новая форма настоящего описания может представлять уникальные ограничения в задаче выбора, обработки и использования разделителя.
Поскольку конфигурации настоящего описания могут иметь сверхтонкие профили, выбор может быть ограничен наиболее тонким из имеющихся материалов разделителя. Например, могут быть желательны разделители толщиной приблизительно 25 мкм. Некоторые примеры, которые могут быть преимущественными, могут иметь толщину приблизительно 12 мкм. Существует множество приемлемых коммерческих разделителей, включая разделительные мембраны из однослойного микроволокнистого, микропористого полиэтилена и/или трехслойные разделительные мембраны полипропилен-полиэтилен-полипропилен (ПП/ПЭ/ПП), такие как те, которые производит компания Celgard (г. Шарлотт, штат Северная Каролина, США). Желательным примером материала разделителя может быть трехслойная мембрана Celgard М824 ПП/ПЭ/ПП, имеющая толщину 12 мкм. Альтернативные примеры материалов разделителя, подходящие для примеров настоящего изобретения, могут включать разделительные мембраны, содержащие регенерированную целлюлозу (например, целлофан).
Несмотря на то что трехслойные разделительные мембраны ПП/ПЭ/ПП могут иметь преимущества из-за толщины и механических свойств, благодаря их полиолефиновому характеру, они также могут иметь ряд недостатков, которые должны быть преодолены для обеспечения их пригодности в примерах настоящего изобретения. Рулонные или листовые трехслойные материалы разделителя ПП/ПЭ/ПП могут иметь многочисленные складки или другие нарушения формы, которые могут быть нежелательными для допусков на уровне микрон, применимых к батареям, описанным в настоящем документе. Кроме того, полиолефиновые разделители для включения в настоящие конфигурации может потребоваться разрезать с высокой точностью, что может подразумевать лазерную резку в качестве одного примера способа изготовления отдельных коллекторов тока желательных форм с жесткими допусками. Вследствие полиолефинового характера этих разделителей, некоторые лазерные резаки, подходящие для микропроизводства, которые могут использовать длины волн лазера, например, 355 нм, будут не в состоянии разрезать полиолефины. Полиолефины не поглощают энергию лазерного излучения в ощутимых количествах и, таким образом, являются неразрушаемыми. Наконец, полиолефиновые разделители по своей природе не могут смачиваться водными электролитами, которые применяются в батареях, описанных в настоящих документах.
Тем не менее существуют способы преодоления этих присущих мембранам полиолефинового типа ограничений. Для того чтобы подвергать микропористую разделительную мембрану воздействию высокоточного лазерного резака для резки деталей на дугообразные сегменты или другие преимущественные конфигурации разделителя, от мембраны может требоваться быть плоской и свободной от складок. Если эти два условия не выполнены, разделительная мембрана не может быть полностью разрезана, так как режущий луч может быть ослаблен в результате нарушения фокусировки или иного рассеивания падающей лазерной энергии. Кроме того, если разделительная мембрана не является плоской и свободной от складок, точность формы и геометрические допуски разделительной мембраны не могут быть достижимы в достаточной мере. Допустимые отклонения для разделителей в текущих примерах могут, например, составлять +0 мкм и -20 мкм в отношении характеристических длин и/или радиусов. Могут существовать преимущества для более жестких допусков в +0 мкм и -10 мкм и дополнительно для допусков в +0 мкм и -5 мкм. Сырьевой материал разделителя можно сделать плоским и свободным от складок путем временного ламинирования материала на подложке из флоат-стекла с помощью соответствующей низколетучей жидкости. Низколетучие жидкости могут быть более предпочтительны по сравнению с временными адгезивами ввиду хрупкости разделительной мембраны и ввиду количества времени на обработку, которое может потребоваться для высвобождения разделительной мембраны из слоя адгезива. Кроме того, в некоторых примерах получение плоской и свободной от складок разделительной мембраны на флоат-стекле с применением жидкости оказалось намного более легким, чем с применением адгезива. Перед ламинированием разделительную мембрану можно очистить от твердых частиц. Это можно выполнить путем ультразвуковой очистки разделительной мембраны для удаления всех прилипших к поверхности твердых частиц. В некоторых примерах обработку разделительной мембраны можно выполнить в подходящей среде с низким содержанием частиц, такой как ламинарный бокс или чистая комната класса по меньшей мере 10 000. Кроме того, подложку из флоат-стекла можно очистить от частиц путем промывки соответствующим растворителем, ультразвуковой очистки и/или протирки салфетками для чистых комнат.
Несмотря на то что для механической цели ламинирования микропористых полиолефиновых разделительных мембран на подложке из флоат-стекла можно применять самые разные низколетучие жидкости, к жидкости могут применяться конкретные требования для облегчения последующей лазерной резки отдельных форм разделителя. Одним требованием может быть наличие у жидкости достаточно низкого поверхностного натяжения, чтобы проникать в поры материала разделителя, в чем можно легко удостовериться путем визуальной проверки. В некоторых примерах материал разделителя меняет белый цвет на прозрачный, когда жидкость заполняет микропоры материала. Может быть желательным выбор жидкости, которая может быть благоприятной и «безопасной» для рабочих, которые будут выполнять операции подготовки и резки разделителя. Может быть желательным выбор жидкости, давление паров которой будет достаточно низким, так чтобы не возникало заметного испарения в период обработки (порядка 1 суток). Процесс введения низколетучей жидкости можно улучшить за счет повышения давления жидкости. В других примерах для улучшения процесса введения можно использовать вакуум. Наконец, в некоторых примерах жидкость может иметь достаточную сольватирующую способность, чтобы растворять преимущественные УФ-абсорберы, что может облегчить лазерную резку. В одном примере оказалось, что 12%-ный (по весу) раствор авобензона (УФ-абсорбер) в бензилбензоате (растворитель) может удовлетворять вышеуказанным требованиям и может быть пригоден для облегчения лазерной резки полиолефиновых разделителей с высокой точностью и в пределах допусков через небольшие промежутки времени и без избыточного числа проходов луча лазерного резака. В некоторых примерах разделители можно резать с помощью твердотельного лазера 8 В 355 нм с диодной накачкой и наносекундными импульсами с применением этого подхода, причем лазер может быть настроен на низкую мощность затухания (например, мощность 3%), среднюю скорость от 1 до 10 мм/с и только от 1 до 3 проходов лазерного луча. Несмотря на то что эта УФ-абсорбирующая маслообразная композиция оказалась эффективным вспомогательным средством для ламинирования и резки, специалисты в данной области могут без ограничений использовать другие маслообразные составы.
В некоторых примерах разделитель можно резать закрепленным на флоат-стекле. Одним преимуществом лазерной резки разделителей, закрепленных на подложке из флоат-стекла, может быть то, что из одного сырьевого листа разделителя можно вырезать очень большое число разделителей; так же, как и то, что полупроводниковые кристаллы можно плотно разместить на одной кремниевой пластине. Такой подход может обеспечить преимущества экономии на масштабе и параллельной обработке, характерные для полупроводниковых технологий. Кроме того, можно минимизировать образование некондиционных разделительных мембран. После того как разделители разрезаны, маслообразная текучая среда вспомогательного средства может быть удалена путем многостадийной экстракции с помощью смешивающихся растворителей, причем последняя экстракция может быть выполнена с помощью высоколетучего растворителя, такого как изопропиловый спирт в некоторых примерах. Отдельные разделители после экстракции можно хранить неопределенное количество времени в любой подходящей среде с низким содержанием частиц.
Как установлено выше, полиолефиновые разделительные мембраны могут быть по своей природе гидрофобными и могут требовать смачивания водными поверхностно-активными веществами, применяемыми в батареях настоящего изобретения. Одним подходом к обеспечению смачиваемости разделительных мембран может быть обработка кислородной плазмой. Например, разделители можно обрабатывать от 1 до 5 минут 100%-ной кислородной плазмой в широком диапазоне настроек мощности и расхода кислорода. Несмотря на то что такой подход может улучшить смачиваемость на некоторое время, известно, что модификации поверхностей плазмой обеспечивают лишь временный эффект, который не может длиться достаточно долго для надежного смачивания растворов электролита. Другой подход к улучшению смачиваемости разделительных мембран может заключаться в обработке поверхности путем встраивания в мембрану подходящих поверхностно-активных веществ. В некоторых случаях поверхностно-активное вещество можно применять в сочетании с гидрофильным полимерным покрытием, которое остается внутри пор разделительной мембраны.
Другой подход к обеспечению стойкости гидрофильности, обеспеченной обработкой кислородной плазмой, может заключаться в последующей обработке подходящим гидрофильным органосиланом. Таким образом, кислородную плазму можно применять для активации и обеспечения функциональных групп по всей площади поверхности микропористого разделителя. Затем органосилан может ковалентно привязаться и/или нековалентно приклеиться к поверхности, обработанной плазмой. В примерах, где применяется органосилан, характерная пористость микропористого разделителя может и не претерпеть заметных изменений. Однослойное покрытие поверхности также может быть возможным и желательным. Известные в области способы встраивания поверхностно-активных веществ в сочетании с полимерными покрытиями могут требовать строгого контроля над фактическим объемом покрытия, нанесенного на мембрану, и потому могут проявлять технологическую нестабильность. В крайних случаях поры разделителя могут закупориться, таким образом негативно воздействуя на функциональность разделителя во время эксплуатации электрохимического элемента. Примером органосилана, подходящего для настоящего описания, может быть 3-аминопропилтриэтоксисилан. Специалистам в данной области могут быть известны и другие гидрофильные органосиланы, которые можно применять без ограничений.
Еще один способ обеспечения смачиваемости разделительных мембран водными электролитами может заключаться во встраивании подходящего поверхностно-активного вещества в состав электролита. Одним соображением при выборе поверхностно-активного вещества для обеспечения смачиваемости разделительных мембран может быть воздействие, которое поверхностно-активное вещество может оказывать на активность одного или более электродов внутри электрохимического элемента, например, за счет повышения полного электрического сопротивления элемента. В некоторых случаях поверхностно-активные вещества могут иметь преимущественные антикоррозионные свойства, в частности в случае присутствия цинковых анодов в водных электролитах. Известно, что цинк медленно взаимодействует с водой с выделением газообразного водорода, что может быть нежелательно. Специалистам в данной области может быть известен ряд поверхностно-активных веществ, ограничивающих скорость указанного взаимодействия до преимущественных уровней. В других случаях поверхностно-активное вещество может так сильно взаимодействовать с поверхностью цинковых электродов, что функционирование батареи может быть затруднено. Следовательно, выбору соответствующих типов поверхностно-активных веществ и уровней их загрузки следует уделять особое внимание, чтобы обеспечить смачиваемость разделителя без неблагоприятного воздействия на электрохимические показателей элемента. В некоторых случаях можно применять множество поверхностно-активных веществ, при этом одни придают смачиваемость разделительной мембране, а другие усиливают антикоррозийные свойства цинкового анода. В одном примере гидрофильная обработка разделительной мембраны не проводится, но в состав электролита добавляется одно или множество поверхностно-активных веществ в количестве, достаточном для обеспечения смачиваемости разделительной мембраны.
Отдельные разделители можно внедрить в ламинарную микробатарею путем непосредственного помещения в предусмотренную полость, выемку или структуру внутри узла. Предпочтительно, чтобы эта выемка была сформирована вставкой, имеющей вырез, который может представлять собой геометрический отступ от формы разделителя. Кроме того, выемка может иметь выступ или ступеньку, на которой лежит разделитель во время сборки. Выступ или ступенька может необязательно включать клей, чувствительный к давлению, который удерживает отдельный разделитель. Преимуществом является то, что клей, чувствительный к давлению может быть тем же, что применяется в конструировании и наложении других элементов примера ламинарной микробатареи.
Клей, чувствительный к давлению
В некоторых примерах множество компонентов, содержащих ламинарные микробатареи настоящего изобретения, можно скреплять вместе с помощью клея, чувствительного к давлению (PSA), который также служит уплотнителем. Несмотря на то что существует множество составов коммерчески доступных клеев, чувствительных к давлению, такие составы почти всегда включают компоненты, которые могут сделать их неподходящими для применения внутри ламинарных микробатарей для биосовместимых устройств. Примеры нежелательных компонентов в клеях, чувствительных к давлению могут включать: вымываемые компоненты с низкой молекулярной массой, антиоксиданты (например, бутилгидрокситолуол и/или параметоксифенол), пластифицирующие масла, посторонние примеси, нестойкие к окислению вещества, содержащие, например, ненасыщенные химические связи, остаточные растворители и/или мономеры, фрагменты инициаторов полимеризации, полярные усилители липкости и т.п.
С другой стороны, подходящие PSA могут показывать следующие свойства. Они могут быть пригодны для нанесения на ламинарные компоненты для получения тонких слоев порядка от 2 до 20 мкм. Также они могут содержать минимум (например ноль) нежелательных или биологически несовместимых компонентов. Дополнительно они могут иметь достаточные адгезивные и когезивные свойства для связывания вместе компонентов ламинарной батареи. Кроме того, они могут втекать в элементы микронных размеров внутри устройств настоящей конструкции, обеспечивая надежную герметичность электролита внутри батареи. В некоторых примерах подходящих PSA они могут иметь низкую паропроницаемость для поддержания желательной композиции водного электролита внутри батареи, даже когда батарею могут подвергать экстремальным значениям влажности в течение длительных периодов времени. PSA могут иметь хорошую химическую стойкость к компонентам электролита, таким как кислоты, поверхностно-активные вещества и соли. Они могут быть инертными к воздействиям при погружении в воду. Подходящие PSA могут иметь низкую проницаемость для кислорода, чтобы минимизировать скорость непосредственного окисления, которое может быть формой саморазряда, цинковых анодов. Кроме того, они могут усиливать предельную проницаемость для газообразного водорода, который может медленно выделяться из цинковых анодов в водных электролитах. Это свойство предельной проницаемости для газообразного водорода может предотвращать возрастание внутреннего давления.
С учетом этих требований, полиизобутилен (PIB) может быть коммерчески доступным материалом, который может входить в состав композиций PSA, удовлетворяющих многим, если не всем, желательным требованиям. Кроме того, PIB может быть превосходным защитным уплотнителем с очень низкой гигроскопичностью и низкой проницаемостью для кислорода. Одним примером PIB, подходящим для примеров настоящего изобретения, может быть Oppanol® В15 корпорации BASF. Oppanol® В15 может растворяться в углеводородных растворителях, таких как толуол, додекан, уайт-спирит и т.п. Один пример композиции PSA может включать 30 вес. процентов Oppanol® В15 в смеси растворителей, включающей 70 вес. процентов толуола и 30 процентов додекана. Адгезивные и реологические свойства PSA на основе PIB в некоторых примерах можно определять путем смешивания различных категорий молекулярных масс PIB. Общий подход может заключаться в применении большей части PIB с низкой молярной массой, например, марки Oppanol® В10 для воздействия на смачивание, клейкость и адгезию и в применении меньшей части PIB с высокой молярной массой для воздействия на прочность и сопротивление течению. Следовательно, в рамках настоящего изобретения можно предусматривать и практиковать смешивание любых количеств категорий молярной массы PIB. Кроме того, при условии соблюдения вышеуказанных требований, в состав PSA можно добавлять усилители липкости. По своей природе усилители липкости придают составам PSA полярные свойства, поэтому их следует применять с осторожностью, чтобы не оказать негативного воздействия на защитные свойства PSA. Кроме того, усилители липкости в некоторых случаях могут быть нестойкими к окислению и могут включать антиоксидант, который может вымываться из PSA. По этим причинам примеры усилителей липкости для применения в PSA для ламинарных микробатарей для биосовместимых устройств могут включать полностью или преимущественно гидрогенизированные усилители липкости из углеводородной смолы, такие как усилители липкости серии Regalrez корпорации Eastman Chemical.
Дополнительные аспекты выбора герметичной оболочки и подложки для модулей батарей для биосовместимых устройств.
Существует ряд аспектов, касающихся оболочки и подложки, которые могут диктовать желательные характеристики для конфигураций герметичной оболочки, применяемых в ламинарных микробатареях для биосовместимых устройств. Например, оболочка, желательно, может быть преимущественно основана на фольге и/или пленке, причем эти слои оболочки могут быть минимально тонкими, например, от 10 до 50 мкм. Кроме того, оболочка может обеспечивать достаточную диффузную защиту от проникновения или потери влаги в течение срока хранения. Во многих желательных примерах оболочка может обеспечивать достаточную диффузную защиту от проникновения кислорода для ограничения деградации цинковых анодов за счет непосредственного окисления.
В некоторых примерах оболочка может обеспечивать путь для предельной проницаемости газообразного водорода, который может выделяться ввиду прямого восстановления воды цинком. Кроме того, желательно, чтобы оболочка могла удерживать в достаточном объеме и изолировать содержимое батареи так, чтобы потенциальное воздействие на пользователя могло бы быть минимизировано.
Согласно настоящему описанию, конструкции оболочки могут содержать следующие типы функциональных компонентов, а именно: верхний и нижний слой оболочки, слои PSA, монтажные слои, зоны соединений, отверстия для заполнения, а также вторичную оболочку.
В некоторых примерах верхний и нижний слои оболочки могут содержать металлическую фольгу или полимерные пленки. Верхний и нижний слои оболочки могут содержать конструкции из многослойной пленки, содержащие множество полимерных и/или защитных слоев. Такие конструкции пленки можно отнести к коэкструзионным защитным ламинатным пленкам. Примером коммерческой коэкструзионной защитной ламинатной пленки, особенно пригодной для настоящего изобретения, может быть материал 3М® Scotchpak 1109, который состоит из защитной сетки полиэтилентерефталата (ПЭТ), защитного слоя из осажденного из паровой фазы алюминия и слоя полиэтилена, составляя общую среднюю толщину пленки 33 мкм. В альтернативных примерах настоящего изобретения можно применять множество других подобных доступных многослойных защитных пленок.
В конструкциях конфигурации, содержащих PSA, шероховатость поверхности слоя оболочки может быть особенно важной, так как от PSA может также требоваться герметизировать противолежащие стороны слоя оболочки. Шероховатость поверхности может зависеть от способов изготовления фольги и пленки, например, помимо прочего, способов с применением вальцовки, экструдирования, тиснения и/или каландрования. Если поверхность слишком шероховатая, нанесение PSA равномерной толщины может быть невозможным, если желательная толщина PSA может составлять порядка шероховатости поверхности Ra (среднее арифметическое профиля шероховатости). Кроме того, PSA могут не обеспечить достаточной герметичности с противолежащей стороной, если противолежащая сторона имеет шероховатость, которая может составлять порядка толщины слоя PSA. Согласно настоящему описанию, материалы оболочки, имеющие шероховатость поверхности, Ra, менее 10 мкм, могут быть приемлемыми примерами. В некоторых примерах шероховатость поверхности может составлять 5 мкм или менее. В некоторых других примерах шероховатость поверхности может составлять 1 мкм или менее. Шероховатость поверхности можно измерять различными способами, включая, без ограничений, такие методы измерений, как интерферометрия белого света, зондовая профилометрия и т.п. В области измерения поверхности существует множество примеров того, что шероховатость поверхности можно описать с помощью ряда альтернативных параметров и что средние значения шероховатости поверхности, Ra, описанные в настоящем документе, могут предназначаться для представления типов элементов, характерных для вышеуказанных способов изготовления.
Коллекторы тока и электроды
В некоторых примерах углеродно-цинковых элементов и элементов Лекланше катодный коллектор тока может представлять собой спеченный углеродный стержень. Материал этого типа может представлять техническую трудность для тонких электрохимических элементов настоящего описания. В некоторых примерах в тонких электрохимических элементах можно применять печатные углеродные чернила вместо спеченного углеродного стержня для катодного коллектора тока, и в этих примерах итоговое устройство можно изготовить без существенного ухудшения итогового электрохимического элемента. Как правило, углеродные чернила можно наносить непосредственно на материалы оболочки, которые могут содержать полимерные пленки или, в некоторых случаях, металлическую фольгу. В примерах, где изолирующая пленка может представлять собой металлическую фольгу, от углеродных чернил может требоваться защищать нижележащую металлическую фольгу от химического разрушения и/или коррозии под действием электролита. Кроме того, в этих примерах от коллектора тока, содержащего углеродные чернила, может требоваться обеспечивать электропроводность изнутри электрохимического элемента наружу электрохимического элемента, обеспечивая герметичность вокруг углеродных чернил или сквозь них. Ввиду пористой природы углеродных чернил выполнить это без существенных трудностей может быть непросто. Углеродные чернила также можно наносить слоями, которые имеют предельную и относительно небольшую толщину, например, от 10 до 20 мкм. В конфигурации тонкого электрохимического элемента, в котором общая внутренняя толщина герметичной оболочки может составлять всего от 100 до 150 мкм, толщина слоя углеродных чернил может составлять существенную долю от общего внутреннего объема электрохимического элемента, таким образом негативно влияя на электрические характеристики элемента. Дополнительно, малая толщина батареи в целом и коллектора тока в частности может подразумевать небольшую площадь поперечного сечения коллектора тока. Поскольку сопротивление дорожки возрастает с длиной дорожки и уменьшается с ростом поперечного сечения, сопротивление коллектора тока может быть обратно пропорционально его толщине. Объемное удельное сопротивление углеродных чернил может быть недостаточным для удовлетворения требований к сопротивлению тонких батарей. Также считается, что добавление к чернилам серебра или других проводящих металлов может понизить сопротивление и/или толщину слоя, но эти металлы могут привнести новые сложности, такие как несовместимость с новыми электролитами. Учитывая эти факторы, в некоторых примерах может быть желательным создание высокоэффективных тонких электрохимических элементов настоящего описания за счет использования в качестве коллектора тонкой металлической фольги или нанесения тонкой металлической пленки на нижележащий полимерный слой оболочки для функционирования в качестве коллектора тока. Такие металлические пленки могут иметь значительно более низкое сопротивление, что таким образом позволяет им удовлетворять требованиям к электрическому сопротивлению при намного меньшей толщине, чем печатные углеродные чернила.
В некоторых примерах один или более верхних и/или нижних слоев оболочки могут служить в качестве подложки для напыления металла коллектора тока или наложения металла. Например, материал 3М® Scotchpak 1109 можно металлизировать с помощью физического осаждения из паровой фазы (PVD) одного или более металлических слоев, подходящих в качестве коллектора тока для катода. Примерами металлических наложений, подходящих в качестве катодных коллекторов тока, могут быть адгезионные слои титана-вольфрама (Ti-W) и проводящие слои титана (Ti). Примерами металлических наложений, подходящих в качестве анодных коллекторов тока, могут быть адгезионные слои титана-вольфрама (Ti-W), проводящие слои золота (Au) и слои осаждения индия (In). Полная толщина слоев PVD может быть, например, менее 500 нм. Если применяется множество слоев металлов, электрохимические и защитные свойства могут потребовать их совместимости с батареей. Например, на зародышевый слой можно способом электролитического осаждения нанести медь для создания толстого проводящего слоя. На медь можно нанести дополнительные слои. Однако медь может быть электрохимически несовместимой с некоторыми электролитами, особенно в присутствии цинка. Соответственно, при применении меди в качестве слоя в батарее может потребоваться в достаточной степени изолировать ее от электролита батареи. Альтернативно медь можно исключить или заместить другим металлом.
В некоторых других примерах верхние и/или нижние слои оболочки из фольги также могут функционировать как коллекторы тока. Например, латунная фольга толщиной 25 мкм может быть подходящей в качестве анодного коллектора тока для цинкового анода. Перед тем как наносить цинк на латунную фольгу способом электролитического осаждения, на нее необязательно можно нанести способом электролитического осаждения индий. В одном примере оболочка из фольги, выполняющая функцию катодного коллектора тока, может содержать слой титановой фольги, фольги из сплава Hastelloy С-276, хрома и/или тантала. В некоторых конфигурациях один или более слоев фольги оболочки могут быть подвергнуты тонкой листовой штамповке, тиснению, травлению, текстурированию, обработке лазером и другим видам обработки для придания конечной оболочке элемента желательной формы, шероховатости поверхности и/или геометрии.
Анод и ингибиторы анодной коррозии
Аноды ламинарной батареи настоящего изобретения могут, например, содержать цинк. В традиционных цинково-углеродных батареях цинковый анод может принимать форму банки, в которой может удерживаться содержимое электрохимического элемента. Для батареи настоящего описания цинковая банка может служить примером, но существуют и другие физические формы цинка, которые могут обеспечить желательные конфигурации сверхкомпактных батарей.
Можно найти примеры применения нанесения цинка способом электролитического осаждения во многих отраслях, например, для защитных и декоративных покрытий металлических деталей. В некоторых примерах электролитическое осаждение цинка может применяться для получения тонких анодов нестандартной формы, подходящих для: батарей настоящего изобретения. Кроме того, в процессе электролитического осаждения слой цинка может быть нанесен по шаблону на практически любой заданной конфигурации. Простым способом нанесения электроосаждаемого цинка по шаблону может быть обработка с применением фотошаблона или физической маски. Маску для электролитического нанесения покрытия можно изготовить с помощью разных подходов. Одним подходом может быть применение фотошаблона. В этих примерах фоторезист можно нанести на проводящую подложку, на которую впоследствии можно электролитическим методом нанести цинк. Требуемый шаблон нанесения можно затем перенести на фоторезист с помощью фотошаблона, таким образом вызывая полимеризацию выбранных участков фоторезиста. Неполимеризованный фоторезист можно затем удалить соответствующими методами растворения и очистки. В результате можно получить структурированные по шаблону участки проводящего материала, которые могут принимать обработку цинком способом электролитического осаждения. Несмотря на то что этот способ может обеспечить преимущество для формы или конфигурации цинка, наносимого электролитическим методом, этот подход может потребовать применения имеющихся фотоструктурируемых по шаблону материалов, которые могут иметь ограниченные свойства для общей конструкции герметичной оболочки элемента. Следовательно, для реализации некоторых конфигураций тонких микробатарей настоящего описания могут потребоваться новые способы нанесения цинка по шаблону.
Альтернативным способом придания цинковым анодам необходимой конфигурации является применение физической маски. Физическую маску можно выполнить путем вырезания желательных отверстий в пленке, имеющей желательные защитные и/или изолирующие свойства. Кроме того, на пленку с одной или обеих сторон можно нанести клей, чувствительный к давлению. Наконец, на пленку с одной или обеих адгезивных сторон можно наложить защитные антиадгезионные пленки. Антиадгезионная пленка может служить двойной цели защиты адгезива во время вырезания отверстия и защиты адгезива во время конкретных технологических стадий сборки электрохимического элемента, в частности стадии заполнении катода, описанной ниже. В некоторых примерах цинковая маска может содержать пленку ПЭТ толщиной приблизительно 100 мкм, на которую с обеих сторон можно нанести клей, чувствительный к давлению слоем толщиной приблизительно 10-20 мкм. Оба слоя PSA могут быть покрыты антиадгезионной пленкой ПЭТ, поверхность которой может быть обработана с целью снижения поверхностной энергии и которая может иметь толщину приблизительно 50 мкм. В этих примерах многослойная цинковая маска может содержать пленки PSA и ПЭТ. Пленки ПЭТ и конструкции цинковой маски ПЭТ/PSA, как описано в настоящем документе, желательно обработать прецизионным наносекундным лазером для микромеханической обработки, таким как рабочая станция для микромеханической обработки серии Oxford Lasers Е, с целью сверхточной вырезки отверстий в маске для упрощения дальнейшего электролитического осаждения. По существу, после изготовления цинковой маски одну сторону антиадгезионной пленки можно удалить, и маску с отверстиями можно наложить на анодный коллектор тока и/или на изолирующую пленку/фольгу со стороны анода. Таким образом PSA создает уплотнительный слой на внутренних краях отверстий, обеспечивая чистоту и точность маскировки поверхности цинка в процессе электролитического осаждения.
После размещения цинковой маски можно выполнить электролитическое осаждение одного или более металлических материалов. В некоторых примерах цинк можно нанести путем электролитического осаждения непосредственно на электрохимически совместимую фольгу анодного коллектора тока, такую как латунь. В альтернативных примерах конфигурации, где анодная сторона оболочки содержит полимерную пленку или многослойную полимерную пленку, на которую нанесен зародышевый слой металла, цинк и/или раствор для нанесения цинка электролитическое осаждением могут быть химически несовместимы с нижележащим зародышевым слоем металла. Проявления недостаточной совместимости могут включать растрескивание пленки, коррозию и/или усиленное выделение Н2 при контакте с электролитом элемента. В таком случае для обеспечения общей химической совместимости в системе на зародышевый металл можно нанести дополнительные металлы. Одни металлом, который может быть пригодным для конструкций электрохимического элемента, может быть индий. Индий можно широко применять в качестве легирующего агента в цинке для батареи, причем его основной функцией является обеспечение антикоррозионного свойства цинка в присутствии электролита. В некоторых примерах индий можно успешно наносить путем электролитического осаждения на различные зародышевые слои металлов, таких как Ti-W или Au. Образующиеся на зародышевых слоях металла пленки индия толщиной 1-3 мкм могут иметь низкое напряжение и хорошую адгезивность. Таким образом достигается совместимость и устойчивость изолирующей пленки со стороны анода и прикрепленного к ней коллектора тока, имеющего слой индия сверху. В некоторых примерах можно нанести цинк на покрытую индием поверхность, причем итоговый слой может быть очень неоднородным и зернистым. Такой эффект может проявляться при низких плотностях тока, например, 20 ампер на квадратный фут (А/кв. м). Под микроскопом видно, что зерна цинка образуются на нижележащем ровном слое индия. В определенных конфигурациях электрохимического элемента вертикальный зазор для анодного слоя цинка может составлять вплоть до приблизительно 5-10 мкм максимум, но в некоторых примерах для осаждения цинка можно применять низкие плотности тока, и образующиеся неровности могут превышать по высоте максимальный вертикальный зазор для анода. Неровности цинка могут являться результатом комбинации высокого электрического перенапряжения индия и присутствия окисной пленки на индии.
В некоторых примерах относительно большие неровности слоя цинка на поверхностях индия можно преодолеть за счет увеличения плотности постоянного тока в процессе электролитического осаждения. Например, плотность тока 100 А/кв. м в условиях электролитического осаждения может привести к зернистости цинка, но размер зерен цинка может быть значительно снижен по сравнению с условиями электролитического осаждения с плотностью тока 20 А/кв. м. Кроме того, число зерен может значительно возрасти при плотности тока 100 А/кв. м в условиях электролитического осаждения. Итоговая пленка цинка может в конце концов склеиться в более или менее равномерный слой лишь с некоторыми остаточными элементами зернистости, соблюдая при этом вертикальный зазор приблизительно в 5-10 мкм.
Дополнительным преимуществом индия в электрохимическом элементе может быть пониженное выделение газообразного водорода, которое может быть медленным процессом, происходящим в водных электрохимических элементах, содержащих цинк. Индий может быть предпочтительно нанесен на один или более анодных коллекторов тока, на сам анод в качестве соосажденного легирующего компонента или в качестве поверхностного покрытия на электролитически осажденный слой цинка. В последнем случае поверхностные покрытия из индия может быть желательно наносить на месте с помощью добавки к электролиту, такой как трихлорид индия или ацетат индия. При введении таких добавок в электролит в небольших концентрациях индий может спонтанно электроосаждаться на открытые поверхности цинка, а также на участки открытого анодного коллектора тока.
Цинковые и аналогичные аноды, широко применяемые в коммерческих первичных батареях, как правило, доступны в форме листов, стержней или пасты. Анод миниатюрной батареи для биосовместимого устройства может быть аналогичной формы, например, из тонкой фольги, или может быть электролитически осажден, как описано выше. Свойства этого анода могут существенно отличаться от свойств анодов существующих батарей, например, вследствие различий в примесях или обработке поверхности, связанных с процессами механической обработки и электролитического осаждения. Соответственно, электроды и электролит могут потребовать специального проектирования, чтобы удовлетворить требования к емкости, полному сопротивлению и сроку хранения. Например, для оптимизации характеристик электрода могут потребоваться специальные параметры способа электролитического осаждения, композиция ванны для осаждения, обработка поверхности и композиция электролита.
Катодная смесь
Существует множество разных вариантов химического состава катода, которые могут соответствовать идеям настоящего описания. В некоторых примерах катодная смесь, причем этот термин может означать химический состав, применяемый для формирования катода батареи, может применяться в виде пасты или пульпы и может содержать двуокись марганца и определенную форму проводящего углерода, такую как сажа или графит, а также другие необязательные компоненты. В некоторых примерах эти необязательные компоненты могут содержать одно или более связующих, электролитические соли, ингибиторы коррозии, воду или другие растворители, поверхностно-активные вещества, реологические модификаторы и другие проводящие добавки, такие как проводящие полимеры. Катодная смесь, надлежащим образом составленная и приготовленная, может иметь желательные реологические свойства, которые позволяют либо дозировать ее на определенные участки разделителя и/или катодного коллектора тока, либо аналогичным образом продавливать ее через сетку или шаблон. В некоторых примерах катодную смесь можно высушивать перед более поздними стадиями сборки элемента, в то время как в других примерах катод может содержать некоторые или все компоненты электролита и может только частично высушиваться до выбранного влагосодержания.
Двуокись марганца, которую можно применять в катодной смеси, например, может быть электролитической двуокисью марганца (EMD) благодаря выгодной дополнительной энергоемкости, которую обеспечивает этот тип двуокиси марганца по сравнению с другими формами, такими как природная двуокись марганца или химическая двуокись марганца. Кроме того, для EMD, подходящей для батарей настоящего изобретения, может требоваться иметь размер частиц и распределение частиц по размеру, которые могут быть благоприятными для изготовления паст/пульп катодной смеси, пригодных для нанесения или отпечатывания. В частности, EMD можно обработать с целью удаления из нее значительных крупных компонентов частиц, которые можно счесть крупными по сравнению с другими элементами, такими как внутренние размеры батареи, толщина разделителя, диаметры наконечников дозатора, размеры окон шаблона или размеры ячеек сетки. В некоторых примерах EMD может иметь средний размер частиц 7 мкм, с содержанием крупных частиц, которые могут содержать частицы вплоть до приблизительно 70 мкм. В альтернативных примерах EMD можно просеивать, дополнительно размалывать или иным образом отделять или обрабатывать с целью ограничения содержания крупных частиц до уровня ниже определенного порога, например, 25 мкм или ниже. Одним способом, подходящим для снижения размера частиц EMD, может быть размол на струйной мельнице, в которой можно получить частицы меньше микрометра. Другие способы, подходящие для снижения размера крупных частиц, могут включать шаровой помол или трехвальцовый размол катодной смеси перед применением.
Важным аспектом пасты катодной смеси может быть полимерное связующее. Связующее может выполнять определенное число функций в пасте катодной смеси. Основной функцией связующего может быть создание достаточной электрической сети между частицами EMD и частицами углерода. Второй функцией связующего может быть усиление электрического контакта с катодным коллектором тока. Третьей функцией связующего может быть влияние на реологические свойства пасты катодной смеси для ее преимущественного дозирования и/или нанесения через шаблон или сетку. Наконец, четвертой функцией связующего может быть ускорение поглощения и распределения электролита внутри катода. Выбор связующего полимера, а также конкретного объема его применения может быть важным для эффективного функционирования катода в электрохимическом элементе настоящего описания. Если связующий полимер обладает повышенной растворимостью в применяемом электролите, это будет препятствовать выполнению основной функции связующего - обеспечению непрерывного электрического контакта - вплоть до полной потери работоспособности. Напротив, если связующий полимер нерастворим в применяемом электролите, части EMD могут оказаться ионно изолированными от электролита, что приведет к ухудшению рабочих характеристик элемента, такому как снижение емкости и напряжения при разомкнутой цепи и/или увеличение внутреннего сопротивления. В конечном счете, выбор связующего полимера и объема его применения могут быть тщательно выверенным компромиссом, который может требовать определения путем тщательных экспериментов, в некоторых примерах с применением подхода «планирования экспериментов» (DOE). Примеры связующих полимеров, подходящих для настоящего описания, включают поливинилпирролидон, полиизобутилен, резиноподобные триблоксополимеры, содержащие, помимо прочего, стирольные конечные блоки, такие как блоки производства Kraton Polymers, стирол-бутадиеновые блок-сополимерные латексы, полиакриловую кислоту, гидроксиэтилцеллюлозу, карбоксиметилцеллюлозу и другие полимеры.
Среди других возможных материалов катод может также содержать двуокись серебра или метагидроокись никеля. Такие материалы могут обеспечить повышенную емкость и меньшее снижение напряжения с нагрузкой во время разрядки по сравнению с двуокисью марганца, причем оба эти свойства являются желательными для батареи. Батареи на основе этих катодов уже могут иметь примеры применения в отрасли и в литературе. Новая микробатарея с использованием двуокиси серебра в составе катода может включать биосовместимый электролит, например, электролит, содержащий хлорид цинка и/или хлорид аммония вместо гидроокиси калия.
Компоновка и изготовление батареи
Компоновка и технология изготовление батареи могут быть тесно связаны между собой. Как описано в предыдущих разделах настоящего документа, батарея имеет следующие элементы: катод, анод, разделитель, электролит, катодный коллектор тока, анодный коллектор тока и оболочка. В продуманной конфигурации эти элементы могут быть скомбинированы в простые для изготовления подузлы. В других примерах оптимизированная конфигурация может иметь компоненты двойного назначения, такого как применение металлической оболочки в качестве коллектора тока. С точки зрения относительного объема и толщины почти все эти элементы могут иметь одинаковый объем, за исключением катода. В некоторых примерах электрохимические системы могут требовать объем катода, превышающий объем анода приблизительно в 2-10 (два-десять) раз, ввиду существенных различий в механической плотности, плотности энергии, эффективности разряда, чистоте материала, а также наличии связующих, наполнителей и проводящих агентов. В этих примерах относительный масштаб различных компонентов можно приблизительно представить в виде следующих толщин элементов: анодный коллектор тока = 1 мкм; катодный коллектор тока = 1 мкм; электролит = пропитывающий раствор (практически 0 мкм); разделитель = в зависимости от конструкции, при этом максимальная расчетная толщина может составлять приблизительно 15 мкм; анод = 5 мкм; и катод = 50 мкм. Для этих примеров элементов оболочка, необходимая для обеспечения достаточной защиты для поддержания химического состава батареи в условиях применения, может иметь расчетную максимальную толщину приблизительно 50 мкм.
В некоторых примерах, которые могут принципиально отличаться от больших призматических конструкций, таких как цилиндрические или прямоугольные формы, и которые могут отличаться от твердотельных конструкций на основе полупроводниковых пластин, такие примеры могут иметь «пакетную» конструкцию с применением сеток и листов различных конфигураций и размещением внутри элементов батареи. Оболочка может иметь две пленки или одну пленку, наложенную на другую сторону, причем каждая из этих конфигураций может образовывать две практически плоские поверхности, которые затем можно герметизировать по периметру с образованием оболочки. Эта тонкая, но широкая форма может сделать сами элементы батареи тонкими и широкими. Кроме того, эти примеры могут быть подходящими для применения Путем нанесения покрытий, глубокой печати, трафаретной печати, напыления и других аналогичных технологий изготовления.
Существует множество конструкций внутренних компонентов, таких как анод, разделитель и катод, в этих примерах «пакетной» батареи с тонкой, но широкой формой. В закрытой области, образованной между двумя пленками, эти основные элементы можно расположить либо «копланарно», то есть бок о бок на одной плоскости, либо «кофациально», то есть лицом к лицу на противоположных плоскостях. В копланарной конструкции анод, разделитель и катод можно осаждать на одну поверхность. В кофациальной конструкции анод можно осаждать на поверхность 1, катод можно осаждать на поверхность 2, а разделитель можно поместить между ними, либо осаждать на одну из сторон, либо вставить в качестве отдельного элемента.
Другой тип примера можно классифицировать как ламинатную сборку, которая может включать применение пленок в форме сетки или листа для формирования батареи слой за слоем. Листы можно прикреплять друг к другу с помощью адгезивов, таких как клеи, чувствительные к давлению, термоактивируемые адгезивы или адгезивы на основе химической реакции. В некоторых примерах листы можно скреплять с помощью методов сварки, таких как термическая сварка, ультразвуковая сварка и т.п. Листы позволяют применять стандартные промышленные технологии сборки, такие как рулонная (roll-to-roll, R2R) или листовая (sheet-to-sheet). Большая часть конструкции батареи может составлять пространство для материала этого катода и препятствовать его перемещению при изгибании батареи. Другая часть конструкции батареи, которая может составлять значительную долю общей толщины, может представлять собой материал разделителя. В некоторых примерах листовая форма разделителя может предоставлять выгодное решение для ламинатной обработки. В других примерах разделитель можно сформировать путем подачи материала гидрогеля в слой, который будет служить разделителем.
В этих примерах сборки ламинатной батареи формируемый продукт может иметь анодный лист, который может представлять собой комбинацию слоя герметичной оболочки и анодного коллектора тока, а также подложку для анодного слоя. Формируемый продукт также может иметь необязательный монтажный лист разделителя, монтажный лист катода и катодный лист. Катодный лист может быть комбинацией слоя герметичной оболочки и слоя катодного коллектора тока.
Плотный контакт между электродами и коллекторами тока имеет большое значение для снижения полного сопротивления и повышения разрядной емкости. Если участки электрода не контактируют с коллектором тока, сопротивление может увеличиваться, так как проводимость в этом случае осуществляется через электрод (как правило, менее проводящий, чем коллектор тока), либо часть электрода может полностью отключиться. В таблеточных или цилиндрических батареях плотный контакт обеспечивается за счет механического усилия для сжатия банки, закладывания пасты в банку или за счет аналогичных средств. В коммерческих батареях для поддержания усилия внутри батареи применяются волнистые шайбы или аналогичные пружины; однако в миниатюрных батареях это привело бы к увеличению общей толщины. В обычных батареях с прижимным контактом разделитель может быть насыщен электролитом, помещен между электродами и прижат внешней оболочкой. В ламинарной кофациальной батарее существует несколько способов повышения плотности контакта с электродом. Анод можно нанести непосредственно на коллектор тока без применения пасты. Этот способ по своей природе обеспечивает высокий уровень плотности контакта и проводимости. Катод, напротив, как правило, представляет собой пасту. Несмотря на то что связующий материал, присутствующий в катодной пасте, может обеспечивать адгезию и когезию, для обеспечения стабильного контакта между катодной пастой и катодным коллектором тока требуется механическое давление. Это особенно важно, когда герметичная оболочка изогнута и батарея стареет и разряжается, например, когда влага покидает герметичную оболочку через тонкие и маленькие уплотнительные слои. В ламинарной кофациальной батарее компрессию катода можно обеспечить за счет внедрения соответствующего разделителя и/или электролита между анодом и катодом. Гелевый электролит или гидрогелевый разделитель, например, могут прижаться к узлу, а не просто вытечь из батареи, как мог бы сделать жидкий электролит. После герметизации батареи электролит и/или разделитель можно прижать обратно к катоду. После сборки ламинарного пакета можно выполнить стадию тиснения, приложив компрессию к пакету.
Иллюстрации примеров обработки элементов питания для биосовместимых устройств - размещение разделителя.
Пример стадий, которые могут выполняться при обработке элементов питания для биосовместимых устройств, показан на Фиг. 4A-4N. На отдельных фигурах показаны некоторые примеры стадий обработки. На Фиг. 4А показана комбинация слоя ПЭТ катодной прокладки 401 и монтажного слоя ПЭТ разделителя 404. Слой ПЭТ катодной прокладки 401 может быть образован путем наложения пленок ПЭТ 403, которые могут иметь толщину, например, приблизительно 0,08 мм (0,003 дюйма). Слой ПЭТ с обеих сторон может быть покрыт слоями PSA или защищен антиадгезионным слоем 402 из поливинилиденфторида (ПВДФ), который может иметь толщину приблизительно 0,03 мм (0,001 дюйма). Монтажный слой ПЭТ разделителя 404 может быть образован слоем 409 ПВДФ, который может иметь толщину приблизительно 0,08 мм (0,003 дюйма). Может быть защитный слой 405 ПЭТ, который может иметь толщину приблизительно 0,01 мм (0,0005 дюйма). В некоторых примерах между слоем 409 ПВДФ и защитным слоем 405 ПЭТ может находиться слой PSA.
Как показано на Фиг. 4В, отверстие 406 в монтажном слое разделителя может быть вырезано лазером. Далее, как показано на Фиг. 4С, разрезанный монтажный слой ПЭТ разделителя можно наложить 408 на слой ПЭТ катодной прокладки. Как показано на Фиг. 4D, отверстие 410 в слое катодной прокладки может быть вырезано лазером. Центрирование на этой стадии вырезания можно совместить с элементами, вырезанными ранее в монтажном слое ПЭТ разделителя. Как показано на Фиг. 4Е, слой Celgard 412, конечный разделительный слой, может быть прикреплен к носителю 411. Как показано на Фиг. 4F, из материала Celgard можно вырезать фигуры, которые по размеру между размером предыдущих двух отверстий, вырезанных лазером, и приблизительным размером отверстия в монтажном слое ПЭТ, для формирования заготовки разделителя 420. Как показано на Фиг. 4G, манипулятор 421 можно применять для перекладывания отдельных частей из материала Celgard в соответствующие местоположения на формируемом устройстве. Как показано на Фиг. 4Н, размещенные части 422 материала Celgard закрепляются в своем местоположении, после чего антиадгезионный слой 423 ПВДФ можно удалить. Как показано на Фиг. 41, конструкцию формируемого устройства можно прикрепить к пленке анода 425. Анод может быть образован из пленки анодного коллектора, на которую методом электролитического осаждения нанесена пленка цинкового анода.
Как показано на Фиг. 4J, в образованную полость можно поместить катодную пасту 430. В некоторых примерах можно применять ракель 431 для распределения катодной смеси по изделию и в процессе заполнения полостей формируемых устройств батареи. После заполнения оставшийся антиадгезионный слой 432 ПВДФ можно удалить, в результате чего может получиться конструкция, показанная на Фиг. 4K. Как показано на Фиг. 4L, всю конструкцию можно подвергнуть сушке, в процессе которой катодная паста 440 может дать усадку до уровня внешней поверхности слоя ПЭТ. Как показано на Фиг. 4М, слой 450 катодной пленки, на котором уже может находиться пленка катодного коллектора, можно прикрепить к формируемой конструкции. Как показано на конечной иллюстрации на Фиг. 4N, способ лазерной резки можно применять для удаления боковых областей 460 и получения элемента 470 батареи. Существует множество модификаций, исключений и изменений материалов и значений толщины, которые могут быть подходящими для целей настоящего описания.
Результат примера обработки более подробно показан на Фиг. 5. В одном из примеров можно определить следующие стандартные элементы. Химические вещества 510 катода могут быть размещены в контакте с катодом и катодным коллектором 520. Слой 530 клея, чувствительного к давлению может удерживать и герметично прикреплять катодный коллектор 520 к монтажному слою 540 ПЭТ. На другой стороне слоя ПЭТ катодной прокладки 540 может быть нанесен другой слой 550 PSA, который герметизирует и прикрепляет монтажный слой 540 ПЭТ к слою 560 разделителя. Другой слой 565 PSA может герметизировать и прикреплять слой 560 разделителя ПЭТ к слоям анода и анодного коллектора тока. На анодный коллектор 580 тока может быть нанесен слой 570 цинка. Разделительный слой 590 может быть размещен внутри конструкции для выполнения соответствующих функций, согласно определению в настоящем описании. В некоторых примерах во время обработки устройства можно добавлять электролит, в других примерах разделитель может уже содержать электролит.
Иллюстрации примеров обработки элементов питания для биосовместимых устройств - осаждение разделителя.
Пример стадий, которые могут выполняться при обработке элементов питания для биосовместимых устройств, показан на Фиг. 6A-6F. На отдельных фигурах показаны некоторые примеры стадий обработки. Существует множество модификаций, исключений и изменений материалов и значений толщины, которые могут быть подходящими для целей настоящего описания.
На Фиг. 6А показана ламинарная конструкция 600. Ламинарная структура может содержать два антиадгезионных слоя 602 и 602а ламинарной конструкции; два адгезионных слоя 604 и 604а ламинарной конструкции, размещенных между антиадгезионными слоями 602 и 602а ламинарной конструкции; и внутренний слой 606 ламинарной конструкции, размещенный между двумя адгезионными слоями 604 и 604а ламинарной конструкции. Антиадгезионные слои 602, 602а ламинарной конструкции и адгезионные слои 604, 604а можно изготовить или приобрести, например, в виде коммерчески доступной трафаретной ленты с клеем, чувствительным к давлению со слоем первичной пленки. Адгезионные слои ламинарной конструкции могут представлять собой слой ПВДФ, который может иметь толщину приблизительно 1-3 миллиметра и укрывать внутренний слой 606 ламинарной конструкции. Внутренний слой 606 ламинарной конструкции может содержать термопластичный полимер, такой как полиэтилентерефталат, толщина которого, например, может составлять приблизительно 3 миллиметра. Как показано на Фиг. 6В, полость для катодной выемки 608 может быть вырезана в ламинарной конструкции путем лазерной резки.
Далее, как показано на Фиг. 6С, нижний антиадгезионный слой 602а ламинарной конструкции можно удалить с ламинарной конструкции, открыв адгезионный слой 604а ламинарной конструкции. Затем адгезионный слой 604а ламинарной конструкции можно применить для прикрепления анодной соединительной фольги 610, чтобы закрыть нижнее отверстие катодной выемки 608. Как показано на Фиг. 6D, анодную соединительную фольгу 610 можно защитить на открытом нижнем слое путем прикрепления маскирующего слоя 612. Маскирующий слой 612 может представлять собой коммерчески доступную трафаретную ленту PSA с первичной пленкой. Далее, как показано на Фиг. 6Е, на анодную соединительную фольгу 610 методом электролитического осаждения можно нанести совместимый металл 614, например, цинк, который закроет открытый участок анодной соединительной фольги 610 внутри катодной выемки. Как показано на Фиг. 6F, после электролитического осаждения анодный электрический маскирующий слой 612 удаляется с нижней поверхности анодной соединительной фольги 610.
На Фиг. 7A-7F показан альтернативный режим выполнения стадий способа, показанных на Фиг. 6A-6F. На Фиг. 7А-7В показаны способы, аналогичные показанным на Фиг. 6А-6В. Ламинарная структура может содержать два антиадгезионных слоя 702 и 702а ламинарной конструкции, по одному слою с каждого конца; два адгезионных слоя 704 и 704а ламинарной конструкции, размещенных между антиадгезионными слоями 702 и 702а ламинарной конструкции; и внутренний слой 706 ламинарной конструкции, размещенный между двумя адгезионными слоями 704 и 704а ламинарной конструкции. Антиадгезионные слои ламинарной конструкции и адгезионные слои можно изготовить или приобрести, например, в виде коммерчески доступной трафаретной ленты с клеем, чувствительным к давлению со слоем первичной пленки. Адгезионные слои ламинарной конструкции могут представлять собой слой поливинилиденфторида (ПВДФ), который может иметь толщину приблизительно 1-3 миллиметра и укрывать внутренний слой 706 ламинарной конструкции. Внутренний слой 706 ламинарной конструкции может содержать термопластичный полимер, такой как полиэтилентерефталат, толщина которого, например, может составлять приблизительно 3 миллиметра. Как показано на Фиг. 7В, полость для катодной выемки 708 может быть вырезана в ламинарной конструкции путем лазерной резки. Как показано на Фиг. 1С, можно получить анодную соединительную фольгу 710 и с одной стороны нанести защитный маскирующий слой 712. Далее, как показано на Фиг. 7D, на анодную соединительную фольгу 710 путем электролитического осаждения можно нанести слой 714 совместимого металла, например, цинка. Как показано на Фиг. 7Е, ламинарные конструкции, показанные на Фиг. 7В и 7D, можно скомбинировать с образованием новой ламинарной конструкции, как показано на Фиг. 7Е, путем прикрепления конструкций, показанных на Фиг. 7В, к электролитически осажденному слою 714, показанному на Фиг. 7D. Антиадгезионный слой 702а, показанный на Фиг. 7В, можно удалить для открывания адгезионного слоя 704а, показанного на Фиг. 7 В, для прикрепления к электролитически осажденному слою 714, показанному на Фиг. 7D. Далее, как показано на Фиг. 7F, анодный защитный маскирующий слой 712 можно удалить с нижней поверхности анодной соединительной фольги 710.
На Фиг. 8А-8Н показана реализация элементов питания в биосовместимой ламинарной структуре, которая в настоящем документе иногда относится к ламинарному узлу или ламинатному узлу, аналогичному, например, тем, которые показаны на Фиг. 6А-6F и 7A-7F. Как показано на Фиг. 8А, смесь 820 заготовки гидрогелевого разделителя можно осаждать на поверхность ламинатного узла. В некоторых примерах, как показано, смесь 820 заготовки гидрогелевого разделителя можно нанести на антиадгезионный слой 802. Далее, как показано на Фиг. 8В, смесь 820 заготовки гидрогелевого разделителя можно продавить 850 в катодную выемку, счищая ее с антиадгезионного слоя 802. Термин «продавить» по существу относится к применению выравнивающего инструмента или скребка для растирания по поверхности и перемещения текучего материала по поверхности и в существующие полости. Продавливание можно выполнять оборудованием, аналогичным устройству типа бытового «ракеля» или, альтернативно, выравнивающему устройству, такому как лезвия ножа, лезвия бритвы и т.п., которые могут быть изготовлены из множества материалов и могут быть химически совместимыми с материалом для перемещения.
Обработку, показанную на Фиг. 8В, можно выполнить несколько раз, чтобы обеспечить покрытие катодной выемки и нарастить толщину итоговых элементов. Далее, как показано на Фиг. 8С, смесь заготовки гидрогелевого разделителя можно высушивать для выпаривания материалов, которые, как правило, могут быть растворителями или разбавителями разных типов, из смеси заготовки гидрогелевого разделителя; затем осажденные и нанесенные материалы можно отверждать. В некоторых примерах можно повторить оба процесса, показанных на Фиг. 8В и 8С, в комбинации. В некоторых примерах смесь заготовки гидрогелевого разделителя можно отверждать путем нагрева, а в других примерах отверждение можно выполнить путем воздействия фотонной энергии. В дополнительных примерах отверждение может включать воздействие как фотонной энергии, так и нагрева. Существует множество способов отверждения смеси заготовки гидрогелевого разделителя.
Результатом отверждения может быть образование материала заготовки гидрогелевого разделителя на стенке катодной выемки, а также в области поверхности вблизи элемента анода или катода, который в настоящем примере может быть элементом анода. Прикрепление материала к боковым стенкам полости может способствовать разделительной функции разделителя. Результатом отверждения может быть образование концентрата 822 смеси обезвоженной полимеризованной заготовки, которую можно считать просто разделителем элемента. Как показано на Фиг. 8D, катодную пасту 830 можно осаждать на поверхность антиадгезионного слоя 802 ламинарной конструкции. Далее, как показано на Фиг. 8Е, катодную пасту 830 можно продавить в катодную выемку и на концентрат 822 смеси обезвоженной полимеризованной заготовки. Катодную пасту можно переместить к требуемому местоположению в полости, одновременно счищая ее в значительной степени с антиадгезионного слоя 802 ламинарной конструкции. Процесс, показанный на Фиг. 8Е, можно выполнить несколько раз, чтобы обеспечить покрытие катодной пасты 830 поверх концентрата 822 смеси обезвоженной полимеризованной заготовки. Далее, как показано на Фиг. 8F, катодной пасте можно позволить высушиться с образованием изолированного катодного заполнителя 832 поверх концентрата 822 смеси обезвоженной полимеризованной заготовки, заполняя оставшуюся часть катодной выемки.
Как показано на Фиг. 8G, состав 840 электролита можно добавить к изолированному катодному заполнителю 832 и позволить ему гидратировать изолированный катодный заполнитель 832 и концентрат 822 смеси обезвоженной полимеризованной заготовки. Далее, как показано на Фиг. 8Н, катодную соединительную фольгу 816 можно прикрепить к оставшемуся адгезионному слою 804 ламинарной конструкции путем удаления оставшегося антиадгезионного слоя 802 ламинарной конструкции и прижимания на его место соединительной фольги 816. В результате этого размещения можно покрыть гидратированный катодный заполнитель 842, а также установить электрический контакт с катодным заполнителем 842 в качестве катодного коллектора тока и средств соединения.
На Фиг. 9А-9С показан альтернативный пример получения ламинатного узла, показанного на Фиг. 7D. Как показано на Фиг. 9А, можно получить анодную соединительную фольгу 710 и с одной стороны нанести защитный маскирующий слой 712. На анодную соединительную фольгу 710 можно нанести слой 714 совместимого металла, например, цинка, тем же способом, который проиллюстрирован на предыдущих фигурах. Как показано на Фиг. 9В, гидрогелевый разделитель 910 можно наносить без применения способа продавливания, показанного на Фиг. 8Е. Альтернативно, материал можно нанести путем напыления или другой подобной технологии.
Далее, на Фиг. 9С показан способ создания сегмента гидрогелевого разделителя, который может функционировать как оболочка вокруг области разделителя. Таким способом можно создать область, которая ограничит течение, или диффузию, материалов, таких как электролит, за пределы внутренней структуры сформированных элементов батареи. Поэтому можно сформировать такой блокирующий элемент 920 разных типов. В некоторых примерах блокирующий элемент может соответствовать высокосшитой области разделительного слоя, которая может образовываться в некоторых примерах за счет повышенного воздействия фотонной энергии в желательной области блокирующего элемента 920. В других примерах в материал гидрогелевого разделителя перед его отверждением добавляют материалы, чтобы создать регионально дифференцированные участки, которые в процессе отверждения становятся блокирующим элементом 920. В дополнительных примерах участки материала гидрогелевого разделителя можно удалить до или после отверждения с помощью разных методов, включая, например, химическое травление слоя с использованием маски для образования регионального объема. Область удаленного материала может создать блокирующий элемент самостоятельно или, альтернативно, фактически может быть добавлена обратно в зазор для создания блокирующего элемента. Обработка непроницаемого сегмента может производиться несколькими методами, включая, без ограничений: обработку по трафарету, дополнительную сшивку, дополнительное фотооблучение, заполнение или невыполнение гидрогелевого прикрепления для создания зазора. В некоторых примерах ламинатная конструкция или узел такого типа, который показан на Фиг. 9С как результат обработки, может быть сформирован без блокирующего элемента 920.
Полимеризованные разделители элементов батареи
В некоторых конфигурациях батарей применение отдельного разделителя (как описано в предыдущем разделе) может быть исключено ввиду разных причин, таких как стоимость, доступность материалов, качество материалов или сложность обработки некоторых вариантов материалов, в качестве примеров, не имеющих ограничительного характера. В таких случаях литой или формируемый на месте разделитель, которые показаны в способах на Фиг. 8А-8Н, например, могут обеспечить желаемые преимущества. Несмотря на то что крахмальные и пастированные разделители коммерчески успешно применяются в батареях формата АА и других батареях формата Лекланше или углеродно-цинковых батареях, такие разделители могут быть неподходящими в некоторых отношениях для применения в определенных примерах ламинарных микробатарей. Следует уделить особое внимание однородности и согласованности геометрии всех разделителей, применяемых в батареях настоящего описания. Точный контроль над объемом разделителя может потребоваться для упрощения последующего точного встраивания известных объемов катода и последующей реализации соответствующих разрядных емкостей и рабочих характеристик элемента.
Способ получения однородного, механически надежного, сформированного на месте разделителя может заключаться в применении УФ-отверждаемых гидрогелевых составов. В разных отраслях, например, в отрасли производства контактных линз, известны многие водопроницаемые гидрогелевые составы. Примером гидрогеля, широко применяемого в отрасли производства контактных линз, может быть сшитый гель поли-(гидроксиэтилметакрилата), или просто рНЕМА. Для множества сфер применения настоящего описания рНЕМА обладает многими привлекательными свойствами для применения в батареях Лекланше или углеродно-цинковых батареях. Как правило, влагосодержание геля рНЕМА в гидратированном состоянии составляет приблизительно 30-40 процентов, а модуль упругости - приблизительно 0,7 МПа (100 фунтов на кв. дюйм) или более. Кроме того, специалисты в данной области могут регулировать влагосодержание и модуль упругости сшитых гидрогелей путем встраивания дополнительных гидрофильных мономерных (например, метакриловая кислота) или полимерных (например, поливинилпирролидон) компонентов. Таким образом, влагосодержание и, более конкретно, ионную проницаемость гидрогеля можно регулировать за счет изменения состава.
В некоторых примерах особым преимуществом является то, что пригодный к литью и полимеризации состав гидрогеля может содержать один или более разбавителей для ускорения обработки. Летучесть разбавителя выбирают так, чтобы пригодную к литью смесь можно было продавить в полость, а затем дать достаточно времени на сушку для удаления компонента летучего растворителя. После сушки можно инициировать объемную фотополимеризацию путем воздействия актиничным излучением с соответствующей длиной волны, таким как синее УФ-излучение с длиной волны 420 нм, для выбранного фотоинициатора, например CG 819. С помощью летучего разбавителя можно обеспечить требуемую рабочую вязкость для облегчения формирования в полости равномерного слоя полимеризуемого материала. Летучий разбавитель также может обеспечить эффективное снижение поверхностного натяжения, особенно в случае, когда в состав встроены высокополярные мономеры. Другим аспектом, который может быть важным для получения равномерного слоя полимеризуемого материала в полости, может быть рабочая вязкость. Обычные реактивные мономеры с низкой молярной массой обладают, как правило, невысокой вязкостью, которая может составлять, как правило, лишь несколько сантипуаз. Для обеспечения эффективного контроля вязкости пригодного к литью и полимеризации материала разделителя можно выбрать для встраивания в его состав полимерный компонент с высокой молярной массой и с известной степенью совместимости с полимеризуемым материалом. Примеры полимеров с высокой молярной массой, которые могут быть подходящими для встраивания в примеры составов, могут включать поливинилпирролидон и полиэтиленоксид.
В некоторых примерах пригодный к литью и полимеризации разделитель можно преимущественно поместить в сформированную полость, как описано выше. В альтернативных примерах полость может отсутствовать во время полимеризации. Вместо этого состав пригодного к литью и полимеризации разделителя можно нанести на подложку, содержащую электрод, например, из оцинкованной латуни, а затем подвергнуть актиничному излучению с применением фотомаски для избирательной полимеризации материала разделителя в заданных зонах. Непрореагировавший материал разделителя можно затем удалить путем воздействия соответствующих промывающих растворителей. В этих примерах материал разделителя может быть обозначен как фотоструктурируемый по шаблону разделитель.
Биосовместимые устройства могут представлять собой, например, имплантируемые электронные устройства, такие как кардиостимуляторы и микроустройства сбора энергии, электронные таблетки для мониторинга и/или тестирования той или иной биологической функции, хирургические устройства с активными компонентами, офтальмологические устройства, микронасосы, дефибрилляторы, стенты и т.п.
Выше были описаны конкретные примеры для иллюстрации вариантов осуществления изготовления, способов изготовления и устройства изготовления элементов питания для биосовместимых устройств, содержащих разделители. Эти примеры предназначены для целей иллюстрации и ни в коей мере не призваны ограничивать объем формулы изобретения. Соответственно, описание призвано охватить все примеры, которые могут быть очевидны для специалистов в данной области.
Реферат
Изобретение относится к устройству и способу изготовления тонкопленочного элемента питания для биосовместимого устройства. В некоторых примерах способы и устройства изготовления элементов питания могут включать в себя заполнение полостей активными химическими веществами катода и осаждение разделителей внутри ламинатной конструкции батареи. Активные элементы катода и анода герметизированы с помощью ламинатного пакета биосовместимого материала. В примерах области применения способов и устройства заявленное устройство может включать любое биосовместимое устройство или продукт, для которых необходимы элементы питания, работающие автономно без внешних источников питания, с расчетным сроком службы. Повышение прочности, гибкости, герметичности а также увеличение срока эксплуатации тонкопленочного элемента питания является техническим результатом изобретения. 2 н. и 22 з.п. ф-лы, 9 ил.
Комментарии