Шлицевое устройство и способ изготовления шлицевого устройства - RU2499652C2
Код документа: RU2499652C2
Чертежи








































Описание
Изобретение относится к области шлицевых соединений, имеющих прилегающие элементы, такие как уступы и поверхности расточенных отверстий рядом со шлицами.
Механическое шлицевое соединение обычно применяется для соединения вала и втулки с целью передачи вращательного движения и крутящего момента. В случае отсутствия прилегающего элемента, такого как уступ на валу или расточенного отверстия во втулке, в зацепление входят и могут использоваться для обеспечения прочности шлицы по всей длине, и для получения каждого компонента могут использоваться традиционные способы изготовления. Однако в случае, если один или оба элемента имеют прилегающие элементы, требуется углубление шлицевого элемента для получения зазора для инструмента. Длина (или ширина) кольцевого углубления уменьшает полную длину зацепления шлицевого элемента, что пропорционально уменьшает прочность соединения. Обычные существующие способы вытачивания шлицевых элементов, рядом с прилегающими деталями включают в себя строгание и фрезерование. Строгание предусматривает использование фиксированного режущего инструмента параллельно оси шлицевого соединения, его продвижение по используемой части шлицевого элемента в имеющую кольцевую форму углубленную область, остановку возле прилегающей детали перед возвращением в обратном направлении и повторение цикла. Фрезерование предусматривает использование вращающегося режущего инструмента перпендикулярно к оси шлицевого соединения, его продвижение по используемой части шлицевого элемента в имеющую кольцевую форму углубленную область, остановку возле прилегающей детали перед возвращением в обратном направлении и повторение цикла.
На фиг.1 показан в поперечном разрезе, выполненном по линиям 1-1 на фиг.1А, схематический вид 100 применяемого в настоящее время наружных шлицов, иллюстрирующий заготовку 101А, имеющую основание 101, уступ 102, цилиндрическую часть 199 наружных шлицов 199 и кольцевое углубление 103 инструмента 103 вместе с обычным долбяком 106, и его рабочий путь 108. Цилиндрические наружные шлицы включают в себя множество зубьев 104. Ссылочной позицией 105 обозначена верхняя торцовая часть наружных шлицов.
Как показано также на фиг.1, инструмент 106 для долбления включает в себя множество лезвий 107 инструмента для долбления, которые режут заготовку 101А или, более конкретно, которые режут цилиндрическую часть 199 наружных шлицов. Движение резания 108 включает в себя ход вниз 109 инструмента 106 для долбления, затем ход в сторону или поперечный ход 110, при котором инструмент 106 для долбления выводится со наружных шлицов (заготовки), затем продольный или направленный вверх ход 111 инструмента для долбления и, наконец, ход 112 переустановки, выравнивающий положение инструмента 106 для долбления для выполнения другой резки. Для получения готового изделия требуется выполнить несколько или множество проходов. Заготовка 101А вращается одновременно с инструментом для долбления.
На фиг.1А показан перспективный вид 100А с фиг.1 и иллюстрируется кольцевое углубление 103 инструмента для долбления, идущее по окружности вокруг верхней цилиндрической части, несущей на себе наружные шлицы, и находящееся под зубьями наружных шлицов. Со ссылкой на фиг.1А, иллюстрируются зуб 121, боковая сторона 122 зуба и желобок 123 между зубьями. На фиг.1В показан вид 100В в вертикальной проекции существующего технического решения согласно фиг.1А. На фиг.1C показан вид сверху 100С существующего технического решения согласно фиг.1А, иллюстрирующий те же компоненты, которые описаны выше.
На фиг.2 показан перспективный вид 200, иллюстрирующий основание 201, поверхность 206 зацепления расточенного отверстия, цилиндрическую часть внутренних шлицов (зуб 205, впадину 204 между зубьями) и углубление 203 инструмента для долбления охватывающего соединительного элемента (втулочного элемента) 201А. Ссылочная позиция 202 используется для обозначения верха охватывающего соединительного элемента 201А. Ссылочная позиция 220А обозначает внутренний шлиц. Не показан известный из предшествующего уровня техники инструмент для долбления, который выполняет изготовление охватывающего втулочного соединения.
На фиг.2А показан в поперечном разрезе, выполненном по линии 2А-2А на фиг.2, вид существующего технического решения. Внутреннее кольцевое углубление 203 для инструмента для долбления четко проиллюстрировано на фиг.2А как поверхность 206 зацепления в расточенном отверстии. Типичный зуб 205 и типичная впадина 204 между зубьями четко проиллюстрированы на фиг.2А и 2В. На фиг.2В показан вид 200 В сверху с фиг.2.
На фиг.3 показан схематический вид 300 в поперечном разрезе 300 существующей внутренних шлицов 220А и существующего наружных шлицов 199, соединенных вместе, на котором проиллюстрированы эффективная ширина лицевой поверхности, EF, кольцевые углубления 103, 203 для инструмента для долбления и общая длина шлицевого соединения, SC. EF, ширина эффективной лицевой поверхности существующего шлицевого соединения, является относительно короткой и, таким образом, эта длина ограничивает нагрузку. При относительно небольшой длине это означает, что эффективная ширина лицевой поверхности, EF, является только частью длины шлицевого соединения. EF в существующих шлицевых соединениях может составлять только 50% от длины шлицевых соединений. Как показано на фиг.3, при изготовлении ширина лицевой поверхности, FW, наружных шлицов 199 и внутренних шлицов 220А, равны.
При проектировании шлицевого соединения обозначается нагрузка (крутящий момент), которая должна быть передана шлицевым соединением. Далее, размеры шлицевого соединения, в качестве функции крутящего момента, требуют определения приблизительного порядка необходимого делительного диаметра. Способность передачи крутящего момента шлицевого соединения является функцией делительного диаметра, напряжения сдвига и длины шлицевого соединения, SC. Если определен делительный диаметр, конструктор рассчитывает длину шлицевого соединения, учитывая, что не все зубья внутренних шлицов и наружных шлицов могут находиться в зацеплении. Важно эффективно использовать шлицевое соединение и максимизировать ширину эффективной лицевой поверхности, EF, для того чтобы эффективно передавать крутящий момент. В существующих технических решениях, проиллюстрированных на фиг.1, 1А, 1В, 1C, 2, 2А, 2В и 3, требуется большое кольцевое углубление для инструмента для долбления между концом шлица и прилегающим элементом, позволяющий инструменту для долбления полностью прорезать шлиц и выйти из него.
Кольцевое углубление для инструмента для долбления обозначено как CR на фиг.3 и эффективная ширина лицевой поверхности выражается следующим образом:
EF=SC-2CR
Поэтому на фиг.3 легко можно видеть, что длина кольцевых углублений для инструмента для долбления уменьшает эффективную ширину лицевой поверхности существующего шлицевого соединения. Проблема с кольцевыми углублениями для инструмента для долбления возникает всякий раз, когда на шлицевых соединениях выполнены прилегающие элементы. Обычно прилегающими элементами являются уступы и расточенные отверстия, но любой прилегающий элемент, вне зависимости от присвоенного ему наименования, создаст проблему, поскольку он будет требовать значительного углубления для инструмента.
Согласно аспекту настоящего изобретения устройство охватываемого шлицевого соединения содержит признаки пункта 1 формулы изобретения. В предпочтительных вариантах реализации этого устройства каждый из указанного множества зубьев указанного наружных шлицов включает в себя угловые стороны, или каждый из указанного множества указанных зубьев указанного наружных шлицов включает в себя прямые стороны, или каждый из указанного множества указанных зубьев указанного наружных шлицов включает в себя эвольвентные стороны, или каждый из указанного множества указанных зубьев указанного наружных шлицов включает в себя сплошные криволинейные стороны.
Согласно аспекту настоящего изобретения устройство охватывающего шлицевого соединения содержит признаки пункта 2 формулы изобретения. В предпочтительных вариантах реализации этого устройства каждый из указанного множества зубьев указанной внутренних шлицов включает в себя угловые стороны, или каждый из указанного множества указанных зубьев указанной внутренних шлицов включает в себя прямые стороны, или каждый из указанного множества указанных зубьев указанной внутренних шлицов включает в себя эвольвентные стороны, или каждый из указанного множества указанных зубьев указанной внутренних шлицов включает в себя сплошные криволинейные стороны.
Согласно аспекту настоящего изобретения устройство шлицевого соединения содержит признаки пункта 3 формулы изобретения. В предпочтительном варианте реализации этого устройства часть из указанного множества зубьев указанного наружных шлицов зацепляется с частью из указанного множества зубьев указанной внутренних шлицов. В предпочтительном варианте реализации этого устройства каждый из указанного множества зубьев наружных шлицов содержит угловые стороны; и каждый из указанного множества зубьев внутренних шлицов содержит угловые стороны. В предпочтительном варианте реализации этого устройства каждый из указанного множества зубьев наружных шлицов содержит прямые стороны; и каждый из указанного множества зубьев внутренних шлицов содержит прямые стороны. В предпочтительном варианте реализации этого устройства каждый из указанного множества зубьев наружных шлицов содержит эвольвентные стороны; и каждый из указанного множества зубьев внутренних шлицов содержит эвольвентные стороны. В предпочтительном варианте реализации этого устройства каждый из указанного множества зубьев наружных шлицов содержит сплошные криволинейные стороны; и каждый из указанного множества зубьев внутренних шлицов содержит сплошные криволинейные стороны.
Согласно аспекту изобретения, устройство шлицевого соединения содержит:
охватываемый элемент, причем указанный охватываемый элемент включает в себя: уступ и цилиндрическую часть; указанная цилиндрическая часть включает в себя верхнюю поверхность и наружные шлицы на ней, указанные наружные шлицы включают в себя множество первых впадин между зубьями, разделенных по окружности промежутками между собой, образующими зубья наружных шлицов между прилегающими первыми впадинами между зубьями, причем каждая из указанного множества указанных первых впадин между зубьями включает в себя углубленный участок наружных шлицов для образования зазора для инструмента, идущего под углом в указанный уступ на указанном охватываемом элементе;
охватывающий элемент, причем указанный охватывающий элемент включает в себя: базовую часть и верхнюю часть; по существу имеющую цилиндрическую форму втулочную часть, имеющую внутреннюю окружность, и указанная втулочная часть включает в себя внутренние шлицы; указанная внутренние шлицы оканчивается на поверхности взаимодействия в расточенном отверстии; указанная внутренние шлицы включает в себя множество вторых впадин между зубьями, разделенных по окружности промежутками между собой, образующими зубья внутренних шлицов между прилегающими вторыми впадинами между зубьями, указанные вторые впадины между зубьями образуются сторонами прилегающих зубьев внутренних шлицов и желобками, соединяющими указанные зубья внутренних шлицов; и каждая из указанного множества указанных вторых впадин между зубьями включает в себя углубленный участок внутренних шлицов для образования зазора между инструментом и заготовкой, идущего под углом в указанную поверхность расточенного отверстия;
указанные внешние зубья указанного наружных шлицов имеют первую длину и указанные внутренние зубья указанной внутренних шлицов имеют вторую длину, причем указанные первая и вторая длины равны;
указанные охватываемые и охватывающие элементы соединяются вместе, указанный уступ указанного охватываемого элемента входит в зацепление с верхней частью указанного охватывающего элемента, указанная верхняя поверхность указанной цилиндрической части указанного охватываемого элемента взаимодействует с поверхностью расточенного отверстия указанного охватывающего элемента, указанные внешние зубья указанного наружных шлицов находятся в полном зацеплении с указанными внутренними зубьями указанной внутренних шлицов вдоль указанной первой длины указанных внешних зубьев и указанной второй длины указанных внутренних зубьев, так что эффективная ширина лицевой поверхности указанного зацепления равна длине указанных внешних и внутренних зубьев.
Согласно аспекту изобретения, устройство шлицевого соединения содержит:
охватываемый элемент, причем указанный охватываемый элемент включает в себя уступ и цилиндрическую часть; указанная цилиндрическая часть включает в себя верхнюю поверхность; указанная цилиндрическая часть указанного охватываемого элемента идет от указанного уступа и включает в себя внутренние шлицы, имеющие первую длину;
охватывающий элемент, причем указанный охватывающий элемент включает в себя базовую часть и верхнюю часть; указанная верхняя часть включает в себя расточенное отверстие, имеющее в себе внутренние шлицы, имеющую вторую длину; указанная внутренние шлицы оканчивается на поверхности взаимодействия расточенного отверстия;
указанные охватываемые и охватывающие элементы соединяются вместе, указанный уступ указанного охватываемого элемента входит в зацепление с верхней частью указанного охватывающего элемента, указанная верхняя поверхность указанной цилиндрической части указанного охватываемого элемента взаимодействует с поверхностью расточенного отверстия указанного охватывающего элемента, указанные первая и вторая длины равны, указанные наружные шлицы находятся в полном зацеплении с указанными внутренними шлицами, и указанная эффективная ширина поверхности указанного соединения равна указанным первой и второй длине указанных шлицов.
Согласно аспекту изобретения способ изготовления наружных шлицов содержит признаки пункта 9 формулы изобретения.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов указанный шаг определения размеров инструмента включает в себя формирование радиуса наконечника на одном конце инструмента и установление длины инструмента, так чтобы конус инструмента достаточно далеко выступал из указанного наружных шлицов.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов указанный угол наклона β предпочтительно находится в диапазоне 30-60°.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов указанный угол части впадины α предпочтительно находится в диапазоне 40-75°.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов содержится также операция вытачивания углубления в прилегающей структуре указанной заготовки для получения зазора для указанного инструмента.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов указанная заготовка имеет цилиндрическую форму и указанной прилегающей структурой является уступ.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов указанный инструмент включает в себя два прямых желобка и радиальный наконечник.
Согласно предпочтительному варианту реализации в указанном способе изготовления наружных шлицов указанный инструмент включает в себя множество эвольвентных радиусов для получения указанного подходящего угла впадины (впадины между зубьями) и эвольвентные зубья.
Согласно аспекту изобретения способ изготовления внутренних шлицов содержит признаки пункта 11 формулы изобретения.
Согласно предпочтительному варианту реализации в указанном способе изготовления внутренних шлицов содержится также операция вытачивания углубления в прилегающей структуре указанной заготовки для получения зазора для указанного инструмента.
Согласно предпочтительному варианту реализации в указанном способе изготовления внутренних шлицов указанная внутренние шлицы включает в себя расточенное отверстие, причем указанное расточенное отверстие имеет внутреннюю окружность.
Согласно предпочтительному варианту реализации указанный способ изготовления внутренних шлицов содержит операцию пошагового поворотного перемещения указанной заготовки и создание возможности вытачивания множества разделенных одинаковыми промежутками подходящих внутренних углов впадин (впадин между зубьями) по внутренней окружности указанной заготовки, образуя размещенные по окружности внутренние зубья.
Согласно аспекту изобретения способ изготовления шлицевого элемента рядом с прилегающей структурой содержит признаки пункта 12 формулы изобретения.
Согласно предпочтительному варианту реализации способа изготовления шлицевого элемента рядом с прилегающей структурой указанный шлицевой элемент относится к наружным шлицам, когда размеры указанного вращающегося режущего инструмента выбираются на основании угла при вершине конуса инструмента, угла при вершине части впадины и угла наклона инструмента.
Согласно предпочтительному варианту реализации способ изготовления шлицевого элемента рядом с прилегающей структурой содержит следующие шаги:
закрепление заготовки, причем указанная заготовка включает в себя расточенное отверстие и прилегающую структуру, и указанное расточенное отверстие включает в себя торцевую часть и длину;
ориентирование вращающегося режущего инструмента под углом наклона относительно указанной торцевой части указанного расточенного отверстия указанной заготовки;
вращение указанного вращающегося режущего инструмента;
взаимодействие указанной торцевой части указанного расточенного отверстия указанной заготовки с указанным вращающимся режущим инструментом;
перемещение указанного вращающегося режущего инструмента от указанной торцевой части указанного расточенного отверстия указанной заготовки вдоль указанной длины указанного расточенного отверстия и в указанную прилегающую структуру указанной заготовки, образуя вращающимся режущим инструментом углубление; и
отвод указанного вращающего режущего инструмента от указанной прилегающей структуры указанной заготовки вдоль указанного угла наклона указанного вращающегося режущего инструмента.
Согласно предпочтительному варианту реализации способа изготовления шлицевого элемента рядом с прилегающей структурой указанные шлицы относятся к внутренним шлицам, указанная прилегающая структура является поверхностью зацепления расточенного отверстия и указанное образованное вращающимся режущим инструментом углубление идет под указанным углом наклона в указанное расточенное отверстие.
Согласно предпочтительному варианту реализации способа изготовления шлицевого элемента рядом с прилегающей структурой, указанные шлицы элемент относятся к внутренним шлицам;
размеры указанного вращающегося режущего инструмента основаны на: угле при вершине конуса инструмента как функции угла при вершине части впадины и угла наклона;
радиус наконечника до диаметра формы устанавливает первый конец указанного инструмента и конус инструмента тянется достаточно далеко из указанного шлицевого элемента для формирования второго конца указанного инструмента.
Форма шлицов определяется формой инструмента и может быть с прямыми сторонами, с угловыми сторонами, эвольвентными, полностью криволинейными или иными формами, которые могут быть предпочтительными для конструкции. C-фрезерование может выполняться как на наружных шлицах, так и во внутренних шлицах с помощью общего механического оборудования и с относительно недорогой оснасткой. «C-фрезерование» - является комбинацией слов «строгание» и «фрезерование». Процесс c-фрезерования имеет одинаковые характеристики строгания и одинаковые характеристики фрезерования с круговой подачей и поэтому процесс называется «c-фрезерованием». Продукцию, полученную путем с-фрезерования, называют «c-фрезерованной».
Путем сочетания действий строгания и фрезерования, или c-фрезерования, режущий инструмент может двигаться по всей используемой части шлицевого элемента и вытачивать угловое углубление в поверхности прилегающей детали перед отводом в обратном направлении и повторением цикла. Угловое углубление включает в себя имеющую частично коническую часть. Схема c-фрезерования и способ изготовления устраняют необходимость в угловом шлицевом углублении и для обеспечения прочности используется шлицевое зацепление по всей длине. Эффективная ширина устройства шлицевого соединения, изготовленного способом c-фрезерования, сохраняет пространство и увеличивает способность восприятия нагрузки шлицевым соединением.
Использование режущего инструмента для c-фрезерования требует всего одного прохода для получения нужного размера каждой впадины между зубьями. Вращающийся режущий инструмент является в своей основе стандартным при форме конца, позволяющей получать форму впадины между зубьями. Впадина может иметь форму с прямыми сторонами (90°), угловыми сторонами (30° или 45°), эвольвентными (как определяется начальным диаметром и углом зацепления), с полным округлением (сходным с синусоидой) и т.д. Заготовку пошагово поворачивают при завершении каждой впадины между зубьями (360°/количество зубьев). Угол удерживания (угол наклона) должен быть повышен конструктором инструмента (45° обеспечивают жесткий угол атаки при вхождении в уступ для образования углового углубления). Одним видным аспектом является c-фрезерование как раз за пределами полной длины зацепления шлицов в прилегающем уступе так, чтобы сопряженные части помещали уступ на уступе при максимальном взаимодействии. Заглубленные карманы за пределами уступа не взаимодействуют между собой.
C-фрезерованное шлицевое соединение было испытано удовлетворительно при несущей способности для крутящего момента, на 64% превышающей способность при обычной конфигурации формы и углубления.
Описано охватывающее устройство шлицевого соединения, которое содержит базовую часть, уступ и цилиндрическую часть. Уступ помещается между базовой частью и цилиндрической частью. Цилиндрическая часть включает в себя наружные шлицы на ней, указанный наружные шлицы включает в себя множество впадин между зубьями, разделенных по окружности промежутками между собой, образующими множество зубьев между прилегающими впадинами между зубьями. Впадины между зубьями образуются сторонами прилегающих зубьев и желобком, соединяющим прилегающие зубья. Каждая из множества впадин между зубьями включает в себя углубленный участок наружных шлицов для образования зазора для инструмента, входящего под углом в уступ и базовую часть на указанном охватываемом устройстве шлицевого соединения. Каждый из множества зубьев наружных шлицов включает в себя стороны, которые могут быть угловыми сторонами, прямыми сторонами, эвольвентными сторонами, сплошными криволинейными сторонами или прямыми сторонами.
Охватывающее втулочное устройство шлицевого соединения, которое содержит базовую часть и верхнюю часть. Верхняя часть включает в себя по существу имеющую цилиндрическую форму втулочную часть, заглубленную в ней. Втулочная часть включает в себя внутренние шлицы, которые оканчиваются на поверхности зацепления в расточенном отверстии. Внутренние шлицы включает в себя множество впадин между зубьями, разделенных по окружности между собой, образующих множество зубьев между прилегающими впадинами между зубьями. Впадины между зубьями образуются сторонами прилегающих зубьев и желобками, соединяющими прилегающие зубья. Каждая из множества впадин между зубьями включает в себя углубленный участок внутренних шлицов с угловой ориентацией для образования зазора для инструмента, идущего под углом в указанную поверхность зацепления расточенного отверстия. Каждый из множества зубьев внутренних шлицов включает в себя стороны, которые могут быть угловыми сторонами, прямыми сторонами, эвольвентными сторонами, сплошными криволинейными сторонами или прямыми сторонами.
Здесь описано устройство шлицевого соединения, которое содержит охватываемое шлицевое устройство и охватывающее втулочное устройство. Охватываемое шлицевое устройство включает в себя: базовую часть, уступ и цилиндрическую часть. Уступ помещается между базовой частью и цилиндрической частью. Наружные шлицы находится на цилиндрической части и включает в себя множество первых впадин между зубьями, разделенных по окружности промежутками между собой, образуя зубья наружных шлицов между прилегающими первыми впадинами между зубьями. Каждая из множества первых впадин между зубьями образуется сторонами прилегающих зубьев наружных шлицов и желобком, соединяющим прилегающие зубья наружных шлицов. Каждая из множества первых впадин между зубьями включает в себя угловой углубленный участок наружных шлицов для образования зазора для инструмента, идущего под углом в указанный уступ и базовую поверхность указанного охватываемого шлицевого устройства. Охватывающее втулочное устройство, причем охватывающее втулочное устройство включает в себя базовую часть и верхнюю часть. В целом цилиндрическая втулочная часть заглублена в торцевой части охватывающего втулочного устройства. Заглубленная втулочная часть включает в себя внутреннюю окружность и внутренние шлицы. Внутренние шлицы оканчивается на поверхности взаимодействия в расточенном отверстии. Внутренние шлицы включает в себя множество вторых впадин между зубьями, разделенных по окружности между собой, образующими зубья внутренних шлицов между прилегающими вторыми впадинами между зубьями. Вторые впадины между зубьями образуются сторонами прилегающих зубьев внутренних шлицов и желобками, соединяющими прилегающие зубья внутренних шлицов. Каждая из множества вторых впадин между зубьями включает в себя углубленный участок внутренних шлицов для образования зазора для инструмента, идущего под углом и в форме конуса в указанную поверхность зацепления расточенного отверстия.
Каждый из указанного множества зубьев наружных шлицов помещается в соответственной одной из множества указанных вторых впадин между зубьями внутренних шлицов. Каждый из множества зубьев внутренних шлицов помещается в соответственной одной из множества первых впадин между зубьями указанного наружных шлицов. Каждый из множества зубьев наружных шлицов может взаимодействовать с двумя из множества зубьев внутренних шлицов и каждый из множества зубьев внутренних шлицов может взаимодействовать с двумя из множества зубьев наружных шлицов. Каждый из множества зубьев наружных шлицов охватываемого шлицевого устройства имеет первую длину и каждый из множества зубьев внутренних шлицов втулочной части охватываемого втулочного устройства имеет вторую длину, равную первой длине. Первая и вторая длины образуют ширину эффективной поверхности, EF, устройства шлицевого соединения, выполненного способом c-фрезерования. Вся длина наружных шлицов взаимодействует по всей второй длине внутренних шлицов для максимального повышения эффективности передачи крутящего момента.
Цилиндрическая часть охватываемого шлицевого устройства взаимодействует с поверхностью зацепления расточенного отверстия имеющей в целом цилиндрическую форму втулочной части, с заглублением в верхнюю часть охватывающего втулочного устройства и уступ охватываемого шлицевого устройства взаимодействует с верхней частью охватывающего втулочного устройства. Как указано выше, часть из множества зубьев наружных шлицов взаимодействует со множеством зубьев внутренних шлицов.
Другое выражение изобретения включает в себя устройство шлицевого соединения, которое содержит охватываемый элемент и охватывающий элемент. Охватываемый элемент включает в себя уступ и цилиндрическую часть. Цилиндрическая часть охватываемого элемента проходит от уступа до вершины верхней части и включает в себя наружные шлицы, имеющий первую длину. Охватывающий элемент включает в себя базовую часть и верхнюю часть. Верхняя часть включает в себя расточенное отверстие, имеющее внутренние шлицы, имеющие вторую длину. Внутренние шлицы оканчивается на поверхности зацепления расточенного отверстия. Охватываемый и охватывающий элементы соединяются вместе посредством уступа охватываемого элементы, взаимодействующего с верхней частью охватывающего элемента. Верхняя поверхность цилиндрической части охватываемого элемента взаимодействует с поверхностью зацепления расточенного отверстия охватывающего элемента. Первая и вторая длины шлицов равны. Наружные шлицы находится в полном зацеплении с внутренними шлицами, и ширина эффективной поверхности фрезерованного соединения равна первой и второй длинам шлицов.
Описан и заявлен способ c-фрезерования для изготовления наружных шлицов. Способ включает в себя операцию определения нагрузки, которую должен нести наружные шлицы. Нагрузка определяется параметрами сферы применения. На основании определенной нагрузки выбирают начальный диаметр наружных шлицов. Затем выбирают количество зубьев так, чтобы окружной шаг был достаточно велик, и чтобы зубья наружных шлицов были достаточно велики и способны нести установленную нагрузку. Затем определяют длину наружных шлицов на основании установленной нагрузки и выбранного начального диаметра наружных шлицов. Далее выбирают угол наклона инструмента, β, и угол при вершине части впадины, α. Угол при вершине в части впадины выбирают из подходящего ряда углов, обычно требующихся для вмещения подходящих углов зацепления. Угол при вершине конуса инструмента, 2τ, рассчитывают на основании алгоритма, выраженного на основании β и α. Если известен угол при вершине конуса инструмента, 2τ, определяется длина вращающегося режущего инструмента на основании фактически требующихся размеров наружных шлицов. Вращающийся режущий инструмент имеет режущую часть, имеющую по существу коническую форму. Далее, заготовку зажимают в соответствующем приспособлении в концевой фрезе. После закрепления заготовку фрезеруют, образуя подходящий внешний угол впадины (впадина между зубьями) с использованием способа c-фрезерования инструментом подходящих размеров и 5-осной концевой фрезы Mazak. Способ включает также в себя c-фрезерование углового углубления под инструмент в прилегающей структуре заготовки для получения зазора для инструмента. Углубление частично имеет коническую форму. Обычно заготовка имеет цилиндрическую форму, а прилегающая структура является уступом или поверхностью расточенного отверстия. Для создания шлицевых элементов пошагово поворачивают заготовку, что позволяет фрезеровать множество разделенных равными промежутками углов по окружности заголовки, с образованием размещенных с промежутками по окружности зубьев шлицевого элемента.
Операция определения размеров инструмента основана на фактических требующихся размерах наружных шлицов и включает использование алгоритма, выраженного углом наклона инструмента β и углом при вершине части впадины α для получения угла впадины при вершине инструмента 2τ. Если известен 2τ, радиус наконечника вплоть до формирования диаметра устанавливает один конец инструмента, и конус инструмента выходит достаточно далеко из шлицевого элемента для полного c-фрезерования шлицевого элемента в соответствии с требованиями. Обычно, но не исключительно, угол наклона, β, предпочтительно находится в диапазоне 30-60°, и угол части впадины, α, предпочтительно находится в диапазоне 40-75°. Алгоритм может быть получен с использованием электронной таблицы Эксель, например с включением в него методологии, изложенной ниже.
Вращающийся режущий инструмент включает в себя карбидную режущую часть конической формы, и инструмент включает в себя два прямых желобка и радиальный наконечник для создания углового шлицевого элемента. При c-фрезеровании углового шлицевого элемента может также использоваться один желобок. Если требуется эвольвентный шлицевой элемент, то режущий инструмент включает в себя множество эвольвентных радиусов для получения подходящего угла впадины (впадины между зубьями) и эвольвентных зубьев. Эвольвентные радиусы определяются требующейся формой эвольвентного зуба.
Описан и заявлен способ изготовления внутренних шлицов. Способ включает в себя операцию определения нагрузки, которую должна нести внутренние шлицы, которая является такой же операцией, как описанная выше в связи с наружными шлицами. Далее, выбирают начальный диаметр сопряженного наружных шлицов так, как описано выше. Далее определяют длину внутренних шлицов на основании определенной нагрузки и выбранного начального диаметра наружных шлицов. Затем выбирают количество зубьев, N, так, чтобы окружной шаг наружных шлицов был достаточно велик, и чтобы зубья наружных шлицов были способны нести нагрузку. Далее выбирают угол при вершине части впадины наружных шлицов, 2α°, и определяют угол при вершине части впадины внутренних шлицов с использованием формулы 2α°-((360/N)°). Угол наклона инструмента, β, выбирают для определения угла при вершине конуса инструмента, 2τ, на основании алгоритма, выраженного на основании угла наклона инструмента β и угла при вершине части впадины, 2α°-((360/N)°). Затем размеры вращающегося режущего инструмента подбирают на основании алгоритма, выраженного на основании угла наклона инструмента β и угла при вершине части впадины, 2α°-((360/N)°) с выходом на 2τ, угла впадины при вершине инструмента. Если известен 2τ, радиус наконечника вплоть до формирования диаметра, устанавливает один конец инструмента, и конус инструмента выходит достаточно далеко от детали для полного с-фрезерования детали в соответствии с требованиями. Соответствующую заготовку зажимают затем в патроне концевой фрезы Mazak или любой другой поставляемой промышленностью многоосной концевой фрезы. Затем заготовку подвергают с-фрезерованию с использованием вращающегося режущего карбидного инструмента и концевой фрезы, создающей подходящий угол впадины внутренних шлицов (впадины между зубьями). Затем углубление угловой формы c-фрезеруют вращающимся режущим карбидным инструментом в прилегающей структуре заготовки. Обычно подходящая заготовка содержит в себе расточенное отверстие, которое, в свою очередь, имеет внутреннюю окружность. Для получения подходящих размещенных по окружности зубьев внутренних шлицов и равномерно размещенных подходящих углов впадин внутренних шлицов (впадин между зубьями), заготовку пошагово поворачивают, что допускает с-фрезерование множества разделенных одинаковыми промежутками углов впадин внутренних шлицов (впадин между зубьями) по внутренней окружности расточенного отверстия, формируя таким образом размещенные по окружности зубья внутренних шлицов. Применяемый вращательный режущий инструмент является гораздо менее дорогостоящим, чем долбление, которые обычно используются для изготовления шлицов, имеющих круговой зазор для инструмента.
Описан и заявлен способ изготовления шлицевого элемента рядом с прилегающей структурой. Заготовка включает в себя верхнюю цилиндрическую часть и прилегающую структуру, а верхняя цилиндрическая часть включает в себя торцевую часть и длину. Вращательный режущий инструмент ориентирован под углом наклона относительно верхней цилиндрической части заготовки и, конечно, вращательный режущий инструмент вращается для выполнения требующегося режущего действия. Торцевая часть верхней цилиндрической части заготовки взаимодействует с вращающимся вращательным режущим инструментом. Вращательный режущий инструмент движется от торцевой части верхней цилиндрической части заготовки с удалением материала в ходе своего режущего действия по длине верхней цилиндрической части и в прилегающую структуру заготовки, формируя углубление для вращательного режущего инструмента. Углубление для вращательного режущего инструмента имеет форму углового кармана, сформированного режущим инструментом конической формы. Режущим действием инструмента формируют также впадины между зубьями. Далее, вращательный режущий инструмент отводят от прилегающей структуры заготовки под углом наклона вращающегося вращательного режущего инструмента. Затем вращательный режущий инструмент возвращают по вертикали в первоначальное (исходное) положение и заготовку позиционируют для следующей операции c-фрезерования. Заготовку поворачивают, или индексируют, после вытачивания каждой впадины между зубьями. Затем повторяются операции установления взаимодействия между торцевой частью верхней цилиндрической части заготовки с вращающимся вращательным режущим инструментом; перемещения вращающегося вращательного режущего инструмента от торцевой части верхней цилиндрической части заготовки с удалением материала своим режущим действием вдоль длины верхней части и в прилегающую структуру заготовки с формированием углубления для вращательного режущего инструмента, и отвод вращательного режущего инструмента от прилегающей структуры заготовки вращающегося вращательного режущего инструмента.
В связи с этим способом операция определения размеров вращательного режущего инструмента для изготовления наружных шлицов основывается на угле при вершине части впадины и угле наклона. Описанный выше способ позволяет изготавливать наружные шлицы, в котором прилегающей структурой является уступ, а углубление для вращательного режущего инструмента входит под углом наклона в уступ.
Описан и заявлен другой способ изготовления шлицевого элемента рядом с прилегающей структурой. Операции, образующие способ, включают в себя закрепление заготовки с расточенным отверстием в ней и прилегающей структуры рядом с расточенным отверстием. Расточенное отверстие включает в себя торцевую часть и длину. В исходном положении вращательный инструмент ориентирован под углом наклона относительно концевой части расточенного отверстия в заготовке. Вращательный режущий инструмент, конечно, приводится во вращение и вводится во взаимодействие с торцевой частью расточенного отверстия заготовки. Далее вращающийся вращательный режущий инструмент движется от торцевой части расточенного отверстия заготовки, удаляя материал режущим действием вдоль длины расточенного отверстия и в прилегающую структуру заготовки, образуя углубление для вращательного режущего инструмента. После образования углубления для вращательного режущего инструмента вращательный режущий инструмент отводят от прилегающей структуры заготовки под углом наклона вращающегося вращательного режущего инструмента.
Дальнейшие операции, образующие способ, включают в себя: возвращение вращательного режущего инструмента в первоначальное положение (исходное положение); индексирование заготовки путем вращения заготовки после образования каждой впадины между зубьями; и повторение операций взаимодействия торцевой части расточенного отверстия заготовки с вращающимся вращательным режущим материалом; продвижение вращающегося вращательного режущего инструмента от торцевой части расточенного отверстия заготовки с удалением материала режущим действием вдоль длины расточенного отверстия и в прилегающую структуру заготовки, образуя углубление для вращательного режущего инструмента; и отвод вращательного режущего инструмента из прилегающей структуры заготовки под углом наклона вращающегося вращательного режущего инструмента.
Сформулированный выше способ позволяет изготавливать внутренние шлицы, и прилегающей структурой может быть поверхность зацепления расточенного отверстия, при этом углубление для вращательного режущего инструмента идет под углом наклона в расточенное отверстие. В связи с этим способом операция определения размеров вращательного режущего инструмента основывается на величине угла при вершине части впадины и угла наклона для схождения к углу при вершине конуса инструмента. Целью изобретения является получение c-фрезерованного шлицевого соединения, которое короче обычного шлицевого соединения, в котором используются кольцевые углубления при такой же способности несения нагрузки.
Другой целью изобретения является получение эффективной ширины лицевой поверхности в c-фрезерованном шлицевом элементе, равной ширине шлицевого соединения.
Другой целью изобретения является увеличение способности несения нагрузки при данной длине шлицевого соединения и данном начальном диаметре.
Дальнейшей целью настоящего изобретения является получение c-фрезерованного шлицевого соединения, состоящего из охватываемого устройства шлицевого соединения и из охватывающего устройства шлицевого соединения, в котором угловые углубления или углубления конической формы получены c-фрезерованием в прилегающих уступах и расточенных отверстиях.
Дальнейшей целью настоящего изобретения является получение охватываемого устройства шлицевого соединения и охватывающего устройства шлицевого соединения, которые могут использоваться с уже существующими (используемыми) шлицевыми элементами.
Дальнейшей целью настоящего изобретения является устранение кольцевых углублений в шлицевых соединениях с целью максимизации эффективной ширины их поверхности и выравнивания эффективной ширины (или длины) поверхности с длиной шлицевого соединения.
Другие преимущества, признаки и возможные области применения настоящего изобретения могут быть получены из описания, приведенного ниже в сочетании с вариантами реализации, проиллюстрированными на чертежах.
В описании, формуле изобретения и на чертежах будут использоваться те термины и соответствующие ссылочные позиции, которые можно найти в прилагаемом перечне ссылочных позиций. На чертежах:
фиг.1 - схематический вид в поперечном разрезе, выполненном по линиям 1-1 на фиг.1А, существующего технического решения, иллюстрирующий основание, уступ, цилиндрическую часть с наружными шлицами и кольцевое углубление вместе с обычным инструментом для долбления, и его рабочий путь;
фиг.1А - перспективный вид с фиг.1;
фиг.1В - вид в вертикальной проекции существующего технического решения с фиг.1А;
фиг.1C - вид сверху существующего технического решения с фиг.1А;
фиг.2 - перспективный вид существующего технического решения, иллюстрирующий основание, уступ, цилиндрическую часть с внутренними шлицами и углубление в охватывающем соединительном элементе (втулочном элементе);
фиг.2А - вид в поперечном разрезе существующего технического решения, выполненный по линии 2А-2А на фиг.2;
фиг.2В - вид сверху на фиг.2;
Фиг.3 - схематический вид в поперечном разрезе существующих внутренних и наружных шлицов, соединенных вместе и иллюстрирующий эффективную ширину лицевой поверхности, кольцевые углубления для режущего инструмента и общую длину шлицевого соединения;
Фиг.4 - схематический вид внутренних и наружных шлицов углового шлицевого соединительного устройства, изготовленных с использованием процесса c-фрезерования, иллюстрирующий начальный диаметр, большой и малый внешние диаметры, большой и малый внутренние диаметры и окружной шаг;
Фиг.4А - схематический вид внутренних и наружных шлицов углового шлицевого соединительного устройства, изготовленных с использованием процесса c-фрезерования, иллюстрирующий угол впадины наружных шлицов, угол зуба внутренних шлицов, угол впадины внутренних шлицов, угол зуба наружных шлицов;
Фиг.4В - схематический вид внутренних и наружных шлицов эвольвентного шлицевого соединительного устройства, изготовленных с использованием процесса c-фрезерования, иллюстрирующий начальный диаметр, большой и малый внешние диаметры, большой и малый внутренние диаметры и окружной шаг;
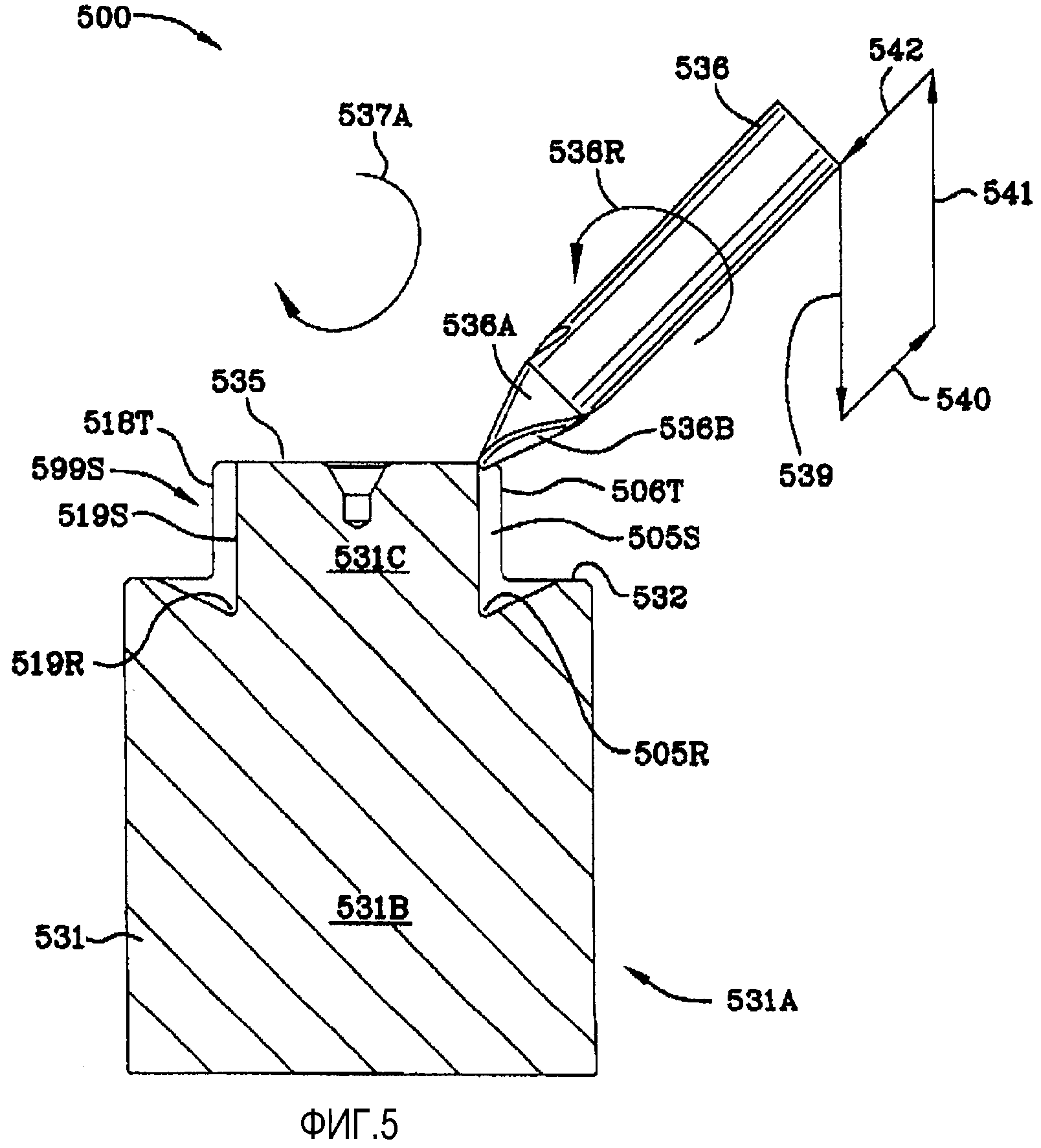
Фиг.5 - схематический вид заготовки в поперечном разрезе, выполненном вдоль линии 5-5 на фиг.5А, подвергаемой механической обработке угловой карбидной концевой фрезой с целью получения наружных шлицов с угловыми углублениями, прорезанными в уступе и базовой части заготовки;
Фиг.5А - перспективный схематический вид заготовки, иллюстрирующий готовые наружные шлицы на верхней цилиндрической части и угловые углубления для получения зазора для инструмента, прорезанные в промежуточном уступе и базовой части заготовки;
Фиг.5В - схематический вид сверху заготовки, изображенной на фиг.5;
Фиг.5С - вид в поперечном разрезе, выполненный вдоль линии 5С-5С на фиг.5В;
Фиг.6 - перспективный схематический вид внутренних шлицов, находящихся в расточенном отверстии в заготовке, где расточенное отверстие оканчивается поверхностью зацепления расточенного отверстия;
Фиг.6А - вид в поперечном разрезе, выполненном вдоль линии 6А-6А на фиг.6 и иллюстрирующий наружные шлицы и угловые углубления, вырезанные в поверхности зацепления расточенного отверстия и в верхней части заготовки;
Фиг.6В - вид сверху заготовки, проиллюстрированной на фиг.6 и 6А, иллюстрирующий верхнюю поверхность верхней части заготовки;
Фиг.7 - схематический вид в поперечном разрезе охватываемого шлицевого устройства и охватывающего шлицевого устройства, находящихся в полном взаимном зацеплении или соединенных между собой;
Фиг.7А - схематический вид в поперечном разрезе охватываемого шлицевого устройства и охватывающего шлицевого устройства, находящихся в частичном взаимном зацеплении или соединенных между собой;
Фиг.7В - вид в поперечном разрезе охватываемого шлицевого устройства и охватывающего шлицевого устройства, отделенных друг от друга;
Фиг.7С - вид в поперечном разрезе, выполненном вдоль линии 7С-7С на фиг.7, иллюстрирующий наружные шлицы охватываемого шлицевого устройства и внутренние шлицы охватывающего шлицевого устройства, находящиеся во взаимном зацеплении;
Фиг.7D - увеличенная часть фиг.7;
Фиг.7Е - схематический вид в поперечном разрезе с фиг.7 и фиг.3, показанных по отношению друг к другу, показывающий, что устройство, показанное на фиг.7, выполненное процессом с-фрезерования, имеет эффективную ширину лицевой поверхности EF, равную длине шлицевого соединения, SC, и что эффективная ширина лицевой поверхности EF существующего технического решения с фиг.3 значительно меньше EF при той же длине шлицевого соединения, SC;
Фиг.8 - вид спереди примера осуществления изобретения, а именно: охватываемого шлицевого устройства, иллюстрирующий наружные шлицы, подвергающиеся c-фрезерованию на заготовке с использованием инструмента с концевой фрезой, ориентированной под углом наклона 45°;
Фиг.8А - перспективный вид 800А другой заготовки;
Фиг.8В - вид сверху 800В заготовки с фиг.8А;
Фиг.8С - вид в поперечном разрезе 800С вида сверху шпинделя/заготовки 831 с фиг.8В;
Фиг.8D - другой пример осуществления изобретения, а именно: заготовка, сходная с заготовкой, проиллюстрированной на фиг.8 и 8А, с кольцевым углублением на уступе, прилегающем к наружным шлицам;
Фиг.8Е - вид сверху на фиг.8С;
Фиг.8F - вид в поперечном разрезе, выполненном по линии 8F-8F на фиг.8Е;
Фиг.8G - вид сверху, выполненный вдоль линии 8G-8G на фиг.8 и иллюстрирующий c-фрезерование инструментом впадины наружных шлицов (впадины между зубьями) в цилиндрической части охватываемого шлицевого устройства, которая может сопрягаться с зубом внутренних шлицов;
Фиг.9 - схематическое представление процесса c-фрезерования, иллюстрирующее режущий карбидный инструмент для c-фрезерования под углом наклона 45° относительно заготовки;
Фиг.9А - схематическое представление процесса с-фрезерования, иллюстрирующее режущий карбидный инструмент для c-фрезерования под углом наклона β, и угол при вершине части впадины, 2α, показанный как часть эллиптической проекции, для определения угла при вершине конуса инструмента, 2τ;
Фиг.9В - вид, выполненный по линии 9В-9В на фиг.9А, с эллиптической проекцией, повернутой на 90° против часовой стрелки, ориентирующий эллиптическую проекцию угла при вершине части впадины вместе с режущим конусом инструмента, проиллюстрированным на фиг.9С;
Фиг.9С - увеличенная часть фиг.8G, иллюстрирующая карбидный режущий инструмент для c-фрезерования, ориентированный в направлении эллиптической проекции угла при вершине части впадины;
Фиг.9D - схема, сходная с фиг.9А, иллюстрирующая материал, еще не удаленный с заготовки;
Фиг.9Е - схематическое представление инструмента, наклона инструмента и половины угла части впадины, на которых основывается формула расчета угла при вершине конуса инструмента;
Фиг.10 - носитель с расточенным отверстием и внутренними шлицами, выполненный процессом c-фрезерования;
Фиг.10А - вид сверху на фиг.10;
Фиг.11 - вид спереди на режущую часть эвольвентной карбидной концевой фрезы, имеющую первый и второй желобки;
Фиг.11А - вид с торца на режущую часть эвольвентной карбидной концевой фрезы, выполненный в направлении линии 11А-11А;
Фиг.11В - увеличение поверхностей эвольвентной концевой фрезы, иллюстрирующее различные радиусы R1, R2 и R3;
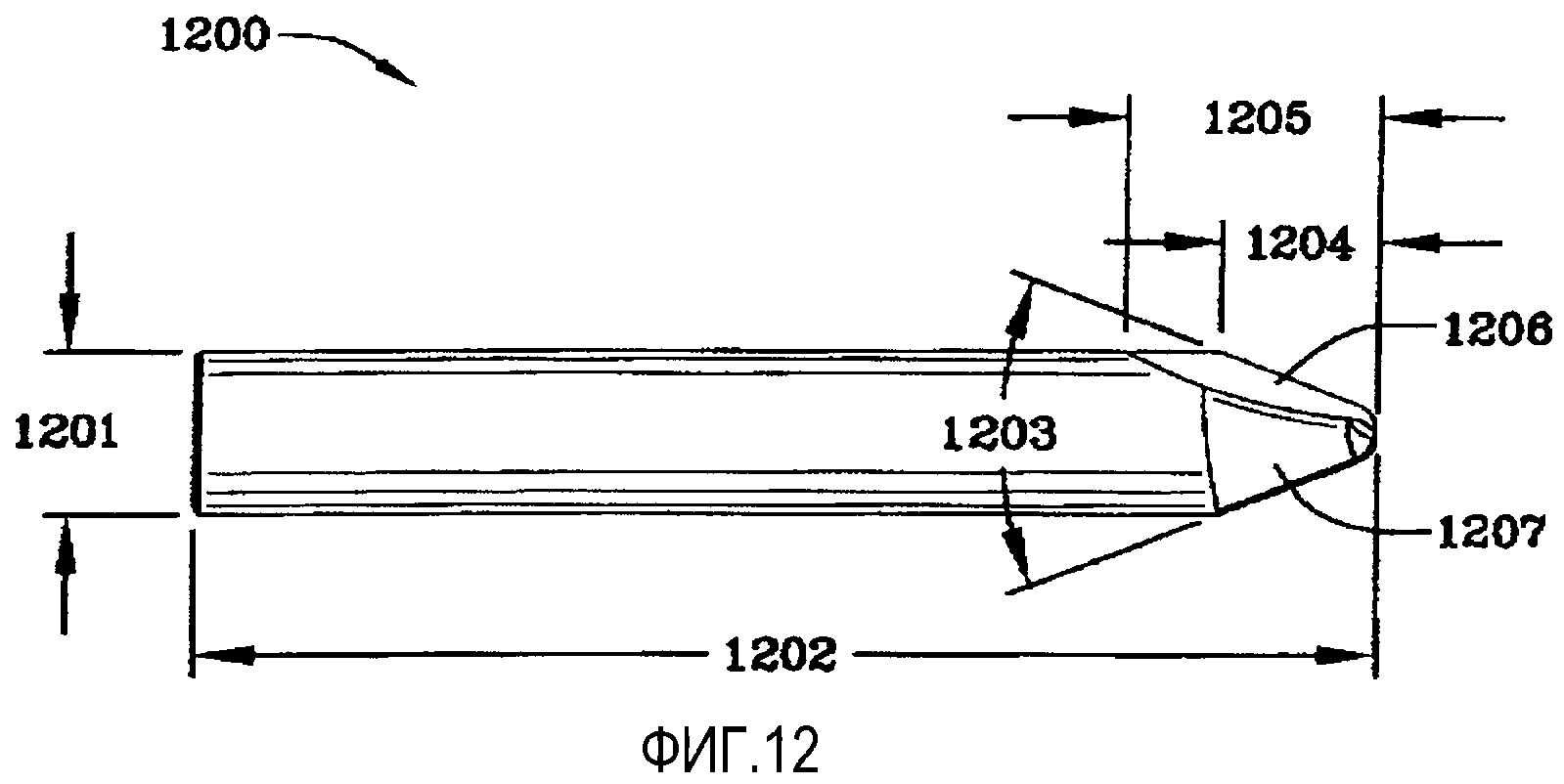
Фиг.12 - вид спереди на режущую часть угловой карбидной концевой фрезы;
Фиг.12А - вид с торца на режущую часть угловой карбидной концевой фрезы.
На фиг.4 показано схематическое изображение 400 наружных шлицов и внутренних шлицов углового шлицевого соединительного устройства, изготовленных с использованием процесса c-фрезерования, иллюстрирующее начальный диаметр D, большой внутренний диаметр Dri, большой внешний диаметр Dae, малый внутренний диаметр Dai и малый внешний диаметр Dre и окружной шаг CP. На фиг.4 проиллюстрирована также толщина, ТТ, углового зуба наружных шлицов и ширина, SW, впадины внутренних шлицов. Dfi, внутренний диаметр формы и Dfe, внешний диаметр формы, проиллюстрированы на фиг.4 как WD, рабочая глубина, и Cr, зазор между зубьями наружных шлицов и Dri, большим внутренним диаметром.
На фиг.4А показано схематическое изображение 400А наружных шлицов и внутренних шлицов углового шлицевого соединительного устройства, изготовленных с использованием процесса c-фрезерования, иллюстрирующее угол впадины на наружных шдицах, SAe, угол зуба на внутренних шлицах, TAi, угол впадины на внутренних шлицах, SAi и угол зуба на наружных шлицах, TAe. SAe принимается равным 60°, что равно 2α, а значение α, половина угла части прорези, используется для расчета угла при вершине конуса инструмента, 2τ. Если значение 2τ известно, радиус наконечника до диаметра формы устанавливает один конец указанного инструмента и конус инструмента проходит достаточно далеко из детали для формирования всей детали. Угол (2α°-((360/N)°) при вершине впадины, Sai, на внутренних шлицах проиллюстрирован на фиг.4А, где α является половиной угла части прорези и N - числом зубьев. Зазор, В, также проиллюстрирован на фиг.4А.
На фиг.4В показано схематическое изображение 400В наружных шлицов и внутренних шлицов эвольвентного шлицевого соединительного устройства, изготовленных с использованием процесса c-фрезерования, иллюстрирующее начальный диаметр D, большой внутренний диаметр Dri, большой внешний диаметр Dae, малый внутренний диаметр Dai и малый внешний диаметр Dre и окружной шаг CP. На фиг.4В проиллюстрирована также толщина зуба ТТ эвольвентного зуба наружных шлицов и ширина SW, впадины внутренних шлицов. Dfi, внутренний диаметр формы и Dfe, внешний диаметр формы, проиллюстрированы на фиг.4. Угол зацепления φ и зазор В также проиллюстрированы на фиг.4В. В случае эвольвентного примера, SAe принимается равным 60°, что соответствует 2α, а значение α, половина угла части прорези, используется для расчета угла при вершине конуса инструмента, который используется затем наряду с другими параметрами для расчета размеров инструмента для фактического фрезерования шлицов. Если значение 2τ известно, радиус наконечника до диаметра формы устанавливает один конец указанного инструмента и конус инструмента проходит достаточно далеко из детали для c-фрезерования всей детали. Угол (2α°-((360/N)°) при вершине впадины, Sai, на внутренних шлицах, где α является половиной угла части прорези и N - числом зубьев, используется для расчета угла при вершине инструмента, который используется затем вместе с другими параметрами для расчета размеров инструмента для c-фрезерования шлицов. Если значение 2τ известно, радиус наконечника до диаметра формы устанавливает один конец указанного инструмента и конус инструмента проходит достаточно далеко из детали для c-фрезерования всей детали. Зазор В и окружность основания, также проиллюстрированы на фиг.4В.
На фиг.11 показан вид спереди 1100 режущего инструмента эвольвентной карбидной концевой фрезы, имеющей первый 1104 и второй 1105 желобки. Ссылочная позиция 1101 используется для выражения длины инструмента, а ссылочная позиция 1103 обозначает диаметр хвостовика. На фиг.11А показан вид с торца на режущую часть эвольвентной карбидной концевой фрезы, выполненный в направлении линии 11А-11А. На фиг.11В показано увеличенное изображение 1100В поверхностей эвольвентной концевой фрезы, иллюстрирующее различные радиусы R1, R2 и R3. Эти радиусы прорезают эвольвентный зуб на наружных шлицах и внутренних шлицах, описанных здесь. Ссылочная позиция 1107 обозначает угол τ, половину угла при вершине конуса инструмента.
На фиг.12 показан вид спереди 1200 на режущую часть угловой карбидной концевой фрезы 1201А, имеющий в целом коническую форму. На фиг.12А показан вид с торца на режущую часть угловой карбидной концевой фрезы 1201А с фиг.12. Диаметр хвостовика 1201 режущей части угловой карбидной концевой фрезы 1201А, длина 1202 режущей части и угол при вершине конуса инструмента 1203 проиллюстрированы на фиг.12А. Длина режущей поверхности 1204 и длина 1205 поверхностей желобков также проиллюстрированы на фиг.12А. Ссылочные позиции 1206, 1207 обозначают первый желобок и ссылочные позиции 1208, 1209 обозначают второй желобок.
Как показано на фиг.4А, для угла 2α=60° при вершине части впадины и угла наклона β, равного 45°, угол при вершине конуса инструмента 1203 равен 41,40° по расчетам, выполненным по формулам, выведенным из фиг.9E. Когда величина 2τ известна, радиус наконечника до диаметра формы устанавливает один конец указанного инструмента и конус инструмента проходит достаточно далеко из детали для c-фрезерования всей детали.
На фиг.9 показано схематическое представление 900 процесса с-фрезерования, иллюстрирующее угловой режущий карбидный инструмент 536 для c-фрезерования под углом наклона 45° относительно заготовки, который режет заготовку. Ссылочной позицией 845Т обозначен зуб позади режущего инструмента 536.
Как показано на фиг.4А и фиг.9, ссылочная позиция 8463 представляет угол впадины наружных шлицов, SAe, хотя на фиг.9 виден только один зуб, 845Т. Путем сочетания действий строгания и фрезерования, или c-фрезерованием, режущий инструмент может двигаться по всей используемой части шлица и вытачивать углубление для режущего инструмента 846R в лицевой поверхности прилегающего элемента 836 перед отводом назад 540, изменяя направление 541 и повторяя цикл 542, 539, 540, 541. В этом примере прилегающим элементом 836 является уступ. Схема c-фрезерования и способ изготовления устраняют необходимость в кольцевом углублении, размещенном по окружности ниже или выше шлицов. При использовании устройства для c-фрезерования и способа для зацепления с целью увеличения прочности шлицевого соединения может использоваться вся длина шлица. Эффективная ширина шлицевого соединительного устройства позволяет экономить пространство и повысить способность передачи нагрузки.
Как показано также на фиг.9, угловой ориентированный режущий инструмент 536 делает только один проход вниз, как показано на фиг.9. Режущий инструмент 536, как показано, является правосторонним режущим инструментом. Однако возможно использование любой ориентации резания, например, может использоваться левосторонний режущий инструмент. На фиг.9 проиллюстрирован также Dse, большой внешний диаметр, или Dre, малый внешний диаметр.
Как показано также на фиг.9, торцевая часть 837 верхней цилиндрической части заготовки взаимодействует вдоль пути 542 с вращающимся вращательным режущим инструментом 536. Вращательный режущий инструмент 536 перемещается от торцевой части 837 верхней цилиндрической части заготовки вдоль длины верхней цилиндрической части согласно схематическому пути 539, образуя угол впадины 8463 (впадины между зубьями), и в прилегающую структуру 836 (т.е. уступ 836) заготовки, образуя углубление 846R для вращающегося режущего инструмента. После этого вращающийся режущий инструмент 536 отводят от прилегающей структуры (уступ 836) заготовки вдоль пути 540 под углом наклона вращающегося вращательного режущего инструмента 536. Вращающийся режущий инструмент 536 возвращается затем вдоль пути 541 в свое первоначальное положение и заготовку позиционируют для выполнения следующей операции c-фрезерования. Перед следующей операцией c-фрезерования заготовку размечают во вращении. Операции: взаимодействия вдоль пути 542 торцевой части 837 верхней цилиндрической части заготовки с вращающимся вращательным режущим инструментом; перемещение вращающегося вращательного режущего инструмента 837 от торцевой части 837 верхней цилиндрической части заготовки вдоль пути 539 и длины верхней части и далее в прилегающую структуру 836 заготовки, образуя углубление для вращающегося режущего инструмента; и отвод вращающегося режущего инструмента по пути 540 от прилегающей структуры заготовки вдоль угла наклона вращающегося вращательного режущего инструмента с последующим повторением. Вращательный режущий инструмент 536 возвращается затем вдоль пути 541 в свое первоначальное положение и заготовка устанавливается для следующей операции с-фрезерования.
На фиг.9D показан схематический вид, сходный с фиг.9А, иллюстрирующий материал, еще не удаленный с заготовки. Как было указано ранее, требуется только один проход для удаления материала с наружных шлицов и внутренних шлицов.
На фиг.9А показано схематическое представление 900А c-фрезеровочного режущего карбидного инструмента под углом наклона β в ортогональном виде и угол 2α при вершине части впадины, показанный как часть эллиптической проекции в поперечном разрезе. На фиг.9В показан вид 900В, выполненный вдоль линий 9В-9В на фиг.9А с эллиптической проекцией, повернутой на 90° против часовой стрелки, с ориентацией эллиптической проекции угла при вершине части впадины с режущим профилем инструмента подобно проиллюстрированному на фиг.9С. На фиг.9С показана увеличенная часть 900С с фиг.8С, иллюстрирующая карбидный с-фрезеровочный режущий инструмент 536, ориентированный в направлении эллиптической проекции угла при вершине части впадины, 2α.
Целью анализа, проиллюстрированного на фиг.9Е, является определение угла при вершине конуса инструмента, 2τ. Знание угла 2τ при вершине конуса инструмента, позволяет конструктору инструмента изготовить инструмент с правильными пропорциями, которые дает угол наклона, β, и половина угла части впадины, α. Вывод решения для τ, заданного а, половины угла части прорези, и β, угла наклона, следующим образом основывается на фиг.9Е. Равнозначный вывод может быть выполнен в отношении фиг.9А и 9G, но не показан здесь. На фиг.9Е определяют координаты X, Y точки P на эллипсе инструмента, идущей по касательной к поверхности части прорези, где W1= большая полуось эллипса инструмента, W2= малая полуось эллипса инструмента, затем находят высоту А, которая ведет к нужному результату, τ.
Формулой эллипса является:
Возьмем первую производную формулы для эллипса с тем, чтобы найти уклон касательной в любой точке P эллипса.


W2=W1·cosβ

и при подстановке:

и:

значения для «α» и τ получаются из тригонометрии на фиг.9Е.


Как показано на фиг.9Е, после того как становится известна половина угла при вершине конуса инструмента, τ, очевидно, что становится известно значение 2τ, которое является углом при вершине конуса инструмента. Если известен 2τ, радиус наконечника вплоть до формирования диаметра устанавливает один конец инструмента, и конус инструмента выходит достаточно далеко из шлицевого элемента для полного изготовления детали. Необходимо принять во внимание фактическую конфигурацию угла впадины наружных шлицов 2α наряду с нужными техническими требованиями к наружным шлицам.
Процедура определения размеров инструмента для вращающегося углового карбидного режущего инструмента концевой фрезы и вращающегося эвольвентного карбидного режущего инструмента концевой фрезы является по существу одинаковой с добавлением определения радиусов R1, R2 и R3 для эвольвентного инструмента. Проектируемые способом проб и ошибок размеры R1, R2 и R3 основываются на размерах эвольвентных зубьев.
К материалам, которые могут использоваться для изготовления шлицов процессом c-фрезерования, относятся любые конструкционные материалы, которые могут нести предполагаемые нагрузки, такие как (не ограничиваясь ими) легированные стали марок 8620, 8820, 4820, 4320, 4340, 4140, 9310 и т.д., или ковкий чугун марок D4512, D5506, D7003 и т.д., или нержавеющие стали серии 300.
На фиг.5 показан в частичном поперечном разрезе схематический вид 500 заготовки 531, выполненный по линии 5-5 с фиг.5А, подвергаемой механической обработке угловой карбидной концевой фрезой 536 с целью изготовления наружных шлицов, с угловыми углублениями для режущего инструмента 503R, 505R, 507R, 509R, 511R, 513R, 515R, 517R, 519R, 521R, 523R, 525R, 527R, 529R, вырезанными в уступе 532 и базовой части 531 В заготовки 531.
На фиг.5А показан перспективный схематический вид 500А заготовки, иллюстрирующий готовые наружные шлицы с зубьями наружных шлицов 504Т, 506Т, 508Т, 510Т, 512Т, 514Т, 516Т, 518Т, 520Т, 522Т, 524Т, 526Т, 528Т, 530Т на верхней цилиндрической части 531С, и угловые углубления 503R, 505R, 507R, 509R, 511R, 513R, 515R, 517R, 519R, 521R, 523R, 525R, 527R, 529R для инструмента, вырезанные в промежуточном уступе 532 и базовой части 531В. Также на фиг.5А проиллюстрированы впадины наружных шлицов (впадины между зубьями) 503S, 505S, 507S, 509S, 511S, 513S, 515S, 517S, 519S, 521S, 523S, 525S, 527S, 529S, предназначенные для сопряжения с зубьями внутренних шлицов. Цилиндрический верх 535 взаимодействует с поверхностью зацепления расточенного отверстия 630С, как описано ниже, в то время когда устройство 531А с наружными шлицами соединяется с устройством 631А с внутренними шлицами, показанным на фиг.7.
Как показано также на фиг.5 и 5А, как упоминалось выше, вращательный режущий инструмент 536 показан на верху заготовки 531, где он должен начинать резание. Однако, как показано, угол впадины наружных шлицов (впадины между зубьями) обозначается ссылочной позицией 505S. Инструмент 536, показанный на фиг.5, является правосторонним режущим инструментом и стрелка 536R указывает направление вращения инструмента. Режущие желобки 536А, 536В показаны на инструменте. Инструмент может также быть левосторонним инструментом и может использоваться только с одним желобком.
Исходное положение инструмента находится сверху стрелки 541. Инструмент 536 вводят во взаимодействие с заготовкой вдоль пути стрелки 542 под углом наклона β. Далее инструмент продвигается вниз вдоль пути 539, срезая материал с внешней окружности верхней цилиндрической части 531C, что ведет к получению надреза, иллюстрирующего паз/угол впадины/впадину 505S между зубьями и образованию зуба 506Т наружных шлицов позади надреза. Другие пути инструмента могут использоваться для получения идентичного процесса c-фрезерования. Например, исходное положение может быть выше наблюдаемого на фиг.5. Инструмент продолжает движение вдоль пути 539, и вырезает угловое углубление в уступе 532 и основании 531В. Ссылочная позиция 540 обозначает отвод инструмента вдоль угла наклона β. Ссылочная позиция 541 обозначает перевод инструмента на пути 541 в исходное положение инструмента. В то время, когда инструмент перемещается в исходное положение, заготовку 531 пошагово поворачивают так, как обозначено стрелкой 537А для изменения положения заготовки для следующей операции c-фрезерования. На фиг.5 проиллюстрированы паз/угол впадины/впадина 519S между зубьями и зуб 518Т наружных шлицов. Ссылочная позиция 519R иллюстрирует дополнительное угловое углубление, прорезанное в уступе 532. Каждая впадина между зубьями имеет соответствующее угловое углубление.
На фиг.5В показан схематический вид сверху 500В заготовки, изображенной на фиг.5, и иллюстрирует углубления в наружных шлицах 503R, 505R, 507R, 509R, 511R, 513R, 515R, 517R, 519R, 521R, 523R, 525R, 527R, 529R для зазора для инструмента, впадины наружных шлицов (впадины между зубьями) 503S, 505S, 507S, 509S, 511S, 513S, 515S, 517S, 519S, 521S, 523S, 525S, 527S, 529S для сопряжения с зубьями внутренних шлицов, и зубья наружных шлицов 504Т, 506Т, 508Т, 510Т, 512Т, 514Т, 516Т, 518Т, 520Т, 522Т, 524Т, 526Т, 528Т, 530Т.
На фиг.5С показан вид 500С в поперечном разрезе, выполненном по линии 5С-5С на фиг.5В и этот вид (фиг.5С) наружных шлицов, который используется на фиг.7, рассматривается ниже более подробно.
На фиг.5 и 5А, показано охватываемое шлицевое соединительное устройство 531А, которое содержит базовую часть 531 В, уступ 532 и цилиндрическую часть 531С. Уступ 532 располагается между базовой частью 531В и цилиндрической частью 531С. Цилиндрическая часть 531С включает в себя наружные шлицы 5993, а наружные шлицы включают в себя множество впадин между зубьями, 503S, 505S, 507S, 509S, 511S, 513S, 515S, 517S, 519S, 521S, 523S, 525S, 527S, 529S, размещенных по окружности через определенные впадины и образуя множество зубьев наружных шлицов, 504Т, 506Т, 508Т, 510Т, 512Т, 514Т, 516Т, 518Т, 520Т, 522Т, 524Т, 526Т, 528Т, 530Т между соседними впадинами между зубьями. Впадины между зубьями образуются сторонами соседних зубьев и желобком, соединяющим соседние зубья. Каждая из множества впадин между зубьями включает в себя углубленный участок шлицевого элемента для образования зазора для инструмента, входящий под углом в уступ 532 и базовую часть охватываемого шлицевого соединительного устройства. Каждый из множества зубьев наружных шлицов включает в себя стороны, которые могут быть угловыми сторонами, прямыми сторонами, эвольвентными сторонами, полностью криволинейными сторонами или прямыми сторонами.
На фиг.6 показан перспективный схематический вид 600 внутренних шлицов, изготовленной процессом c-фрезерования, в которой расточенное отверстие 631В остается по существу в центре заготовки 631А. Заготовка 631А включает в себя базовую часть 631 и верхнюю часть 632. Иногда, как здесь принято, термин охватывающее втулочное устройство применяется для обозначения структуры, показанной на фиг.6, 6А и 6В. Круговое расточенное отверстие 631В оканчивается в прилегающей структуре, а именно: в поверхности зацепления расточенного отверстия 630С. На фиг.6А показан вид 600А в поперечном разрезе, выполненном по линии 6А-6А на фиг.6 и иллюстрирующий внутренние шлицы 631В, угловые углубления для инструмента 602R, 604R, 606R, 608R, 610R, 612R, 614R, 616R, 618R, 620R, 622R, 624R, 626R, 628R, прорезанные в поверхности зацепления расточенного отверстия 630С и в верхней части заготовки 632Т. Фиг.6А используется в фиг.7 так, как будет описано ниже более подробно. Фиг.6В является видом сверху 600В на заготовку, проиллюстрированную на фиг.6 и 6А, изображающим верхнюю поверхность 632Т верхней части заготовки.
На фиг.6, 6А и 6В проиллюстрировано по существу круглое расточенное отверстие 631В в верхней части заготовки 631А. На фиг.6, 6А и 6 В проиллюстрировано множество впадин внутренних шлицов (впадин между зубьями), предназначенных для взаимного зацепления с сопряженными зубьями наружных шлицов 602S, 604S, 606S, 608S, 610S, 612S, 614S, 616S, 618S, 620S, 622S, 624S, 626S, 628S и разделенных одинаковыми впадинами по внутренней окружности расточенного отверстия. Расточенное отверстие продолжает по направлению вглубь верха заготовки 631А на нужную глубину (или же глубина может быть выражена как длина) и оканчивается на плоской поверхности зацепления расточенного отверстия 630С. Поверхность зацепления расточенного отверстия 630С, является прилегающей структурой, в которой созданы угловые углубления для инструмента с использованием процесса c-фрезерования. На фиг.6, 6А и 6В показано также множество зубьев внутренних шлицов, 603Т, 605Т, 607Т, 609Т, 611Т, 613Т, 615Т, 617Т, 619Т, 621Т, 623Т, 626Т, 627Т, угловых углублений для инструмента 602R, 604R, 606R, 608R, 610R, 612R, 614R, 616R, 618R, 620R, 622R, 624R, 626R, 628R и поверхность зацепления расточенного отверстия 630С. Каждая впадина между зубьями имеет соответствующее угловое углубление, связанное с ним.
Со ссылкой на фиг.6, 6А и 6В описано охватывающее шлицевое соединительное устройство 631А, которое содержит базовую часть 631 и верхнюю часть 632. Верхняя часть включает в себя имеющую по существу цилиндрическую форму втулочную часть 631В, углубленную в нее. Втулочная часть включает в себя внутренние шлицы, которые оканчиваются на поверхности зацепления расточенного отверстия 630С. Внутренние шлицы включают в себя множество впадин между зубьями 602S, 604S, 606S, 608S, 610S, 612S, 614S, 616S, 618S, 620S, 622S, 624S, 626S, 628S, разделенных одинаковыми впадинами по окружности и образующих множество зубьев 603Т, 605Т, 607Т, 609Т, 611Т, 613Т, 615Т, 617Т, 619Т, 621Т, 623Т, 626Т, 627Т между соседними впадинами между зубьями. Впадины между зубьями образуются сторонами соседних зубьев и желобком, соединяющим соседние зубья. Каждая из множества впадин между зубьями включает в себя углубленный участок шлицевого элемента для образования зазора для инструмента, входящий под углом в поверхность зацепления расточенного отверстия 630С. Каждый из множества зубьев внутренних шлицов включает в себя стороны, которые могут быть угловыми сторонами, прямыми сторонами, эвольвентными сторонами, полностью криволинейными сторонами или прямыми сторонами.
На фиг.7 показан схематический вид в поперечном разрезе 700 c-фрезерованного охватываемого шлицевого устройства 531 и c-фрезерованного охватывающего устройства 631, находящихся в полном взаимном зацеплении или связанных между собой. Фиг.7 выполнена по линии 7-7 на фиг.7С. Охватывающее шлицевое устройство типа показанного на фиг.6А проиллюстрировано на фиг.7. Охватываемое шлицевое устройство 531 типа показанного на фиг.5С проиллюстрировано на фиг.7 в сопряжении с охватывающим шлицевым устройством 631. Как показано также на фиг.7, в то время, когда охватываемое шлицевое и охватывающее шлицевое устройство полностью связаны, верхняя поверхность 535 цилиндрической части наружных шлицов находится в зацеплении с поверхностью зацепления расточенного отверстия 630С. Зуб 504Т наружных шлицов показан в пазу или впадине внутренних шлицов (впадине между зубьями) 618S устройства с внутренними шлицами. Зуб 504Т наружных шлицов показан в пазу или впадине внутренних шлицов (впадине между зубьями) 604S охватывающего элемента. Угловые углубления для инструмента 618R, 604R проиллюстрированы как прорезанные в поверхности зацепления расточенного отверстия 630С, которая помещается в верхней части 632. Верх 632Т охватывающего (с внутренними шлицами) шлицевого устройства (охватывающего втулочного устройства) взаимодействует с промежуточным уступом 532 охватываемого (с внешними шлицами) шлицевого устройства. Угловые углубления для инструмента охватываемого шлицевого устройства скрыты на фиг.1, поскольку поперечный разрез выполнен через зубья 504Т-518Т наружных шлицов, как проиллюстрировано на фиг.5В, по линии 5С-5С.
Как показано также на фиг.1, эффективная ширина поверхности (c-фрезерования), EF, равна длине шлицевого соединения, SC. Использование всей длины зубьев наружных шлицов и зубьев внутренних шлицов, где длины зубьев наружных шлицов, L1, и зубьев внутренних шлицов, L2, являются такими, которые значительно увеличивают способность передачи нагрузки при данной длине шлицевого соединения, и при данном начальном диаметре зубьев внутренних шлицов и при структуре. (См. фиг.7В, на которой показаны L1 и L2).
Со ссылкой на фиг.5-7 описано устройство 701 шлицевого соединения, которое содержит охватываемое шлицевое устройство 531А и охватывающее шлицевое устройство 631А. Охватываемое шлицевое соединительное устройство 531А включает в себя базовую часть 531, уступ 532 и цилиндрическую часть 531С. Уступ 532 помещается между базовой частью 531 В и цилиндрической частью 531С. Наружные шлицы помещаются на цилиндрической части 531С и включают в себя множество первых впадин между зубьями 5033, 505S, 507S, 509S, 511S, 513S, 515S, 517S, 519S, 521S, 523S, 525S, 527S, 529S, размещенных через промежутки по окружности и образующих зубья наружных шлицов между прилегающими первыми впадинами между зубьями. Каждая из множества первых впадин между зубьями образуется сторонами прилегающих зубьев наружных шлицов и желобком, соединяющим прилегающие зубья наружных шлицов. Каждая из множества впадин между зубьями включает в себя углубленный участок шлицевого элемента для образования зазора для инструмента, входящий под углом в уступ и базовую часть охватываемого шлицевого устройства. Охватывающее втулочное устройство 631А включает в себя базовую часть 631 и верхнюю часть 632. Имеющая в целом цилиндрическую форму втулочная часть заглублена в верхнюю часть 632 охватывающего втулочного устройства. Заглубленная втулочная часть включает в себя внутреннюю окружность и внутренние шлицы. Внутренние шлицы оканчивается на поверхности зацепления поверхности зацепления расточенного отверстия 630С. Внутренние шлицы содержит множество вторых впадин между зубьями 602S, 604S, 606S, 608S, 610S, 612S, 614S, 616S, 618S, 620S, 622S, 624S, 626S, 628S, разделенных через промежутки по окружности и образующих зубья внутренних шлицов между прилегающими вторыми впадинами между зубьями. Вторые впадины между зубьями образуются сторонами прилегающих зубьев внутренних шлицов и желобком, соединяющим прилегающие зубья внутренних шлицов. Каждая из множества вторых впадин между зубьями включает в себя углубленный участок шлицевого элемента для образования зазора для инструмента, входящего под углом в поверхность зацепления расточенного отверстия.
Каждый из множества зубьев наружных шлицов помещается в соответствующей одной из множества вторых впадин между зубьями во внутренних шлицах. Каждый из множества зубьев внутренних шлицов помещается в соответствующей одной из множества первых впадин между зубьями в наружных шлицах. Каждый из множества зубьев наружных шлицов может находиться в зацеплении с двумя из множества зубьев внутренних шлицов и каждый из множества зубьев внутренних шлицов может находиться в зацеплении с двумя из множества зубьев наружных шлицов.
Как показано на фиг.5А и 7, каждый из множества зубьев наружных шлицов охватываемого шлицевого устройства имеет первую длину, L1, измеренную от уступа 532 до верхней поверхности 535 цилиндрической части 531С. Как показано на фиг.6А и 7В, каждый из множества зубьев внутренних шлицов втулочной части охватывающего втулочного устройства имеет вторую длину, L2, измеренную от верха 632Т верхней части 632 до поверхности зацепления расточенного отверстия 630С. Первая длина, L1, наружных шлицов, равна второй длине, L2, внутренних шлицов. Первая, L1, и вторая, L2, длины являются эффективной шириной поверхности, EF, устройства шлицевого соединения, выполненного процессом c-фрезерования так, как показано на фиг.7.
Цилиндрическая часть 535 охватываемого шлицевого устройства 531А взаимодействует с поверхностью зацепления расточенного отверстия 630С в целом имеющей цилиндрическую форму втулочной части, заглубленной в верхнюю часть 632 охватывающего втулочного устройства 631А и уступ 532 охватываемого шлицевого устройства 531А взаимодействует с верхней поверхностью 632Т верхней части 632 охватывающего втулочного устройства. Как было показано выше, часть из множества зубьев наружных шлицов находится в зацеплении с частью из множества зубьев внутренних шлицов. Взаимодействие зубьев может быть полным или частичным взаимодействием.
Другой пример или изложение сущности изобретения относится к шлицевому соединительному устройству, которое включает в себя охватываемый элемент и охватывающий элемент. Охватываемый элемент включает в себя уступ 532 и цилиндрическую часть 531С. Цилиндрическая часть 531С охватываемого элемента идет от уступа к вершине верхней части и включает в себя наружные шлицы 599S, имеющий первую длину L1. Охватывающий элемент включает в себя базовую часть 631 и верхнюю часть 632. Верхняя часть включает в себя расточенное отверстие 631, имеющее внутренние шлицы, имеющую вторую длину L2. Внутренние шлицы оканчиваются на поверхности зацепления расточенного отверстия 630С. Охватываемый и охватывающий элементы соединяются вместе при уступе охватываемого элемента, взаимодействующем с верхней частью охватывающего элемента. Верхняя поверхность цилиндрической части охватываемого элемента взаимодействует с поверхностью зацепления расточенного отверстия в охватывающем элементе. Первая, L1, и вторая, L2, длины шлицов равны. Наружные шлицы находятся в полном зацеплении с внутренними шлицами, и эффективная ширина поверхности EF c-фрезерованного соединения равна первой L1, и второй L2, длинам шлицов.
На фиг.7А показано схематическое изображение 700А в поперечном разрезе охватываемого шлицевого устройства 531 и охватывающего втулочного устройства 631, находящиеся в частичном зацеплении между собой. На фиг.7А показаны охватывающие зубья внутренних шлицов 605Т, 607Т, 609Т, 611Т, 613Т, 615Т и 617Т, которые находятся во взаимном зацеплении с пазами/углами впадин/впадинами между зубьями в наружных шлицах. Зуб 504Т частично взаимодействует с пазом или впадиной (впадиной между зубьями) 618S, и зуб 518Т частично взаимодействует с пазом или впадиной (впадиной между зубьями) 604S. Впадины между зубьями 604S, 606S, 608S, 610S, 612S, 614S, 616S и 6183 также проиллюстрированы на фиг.7А. Следует отметить, что внешние средства используются для обеспечения удерживания вместе шлицевых элементов так, как, например, они находятся в полном взаимодействии, как показано на фиг.7.
На фиг.7В показан вид в поперечном разрезе 700В охватываемого шлицевого устройства 531 и охватывающего шлицевого устройства 631, отделенных друг от друга. На фиг.7С показан вид в поперечном разрезе 700С, выполненном по линии 7С-7С на фиг.7, иллюстрирующий наружные шлицы охватываемого шлицевого устройства и внутренние шлицы охватывающего шлицевого устройства, находящиеся во взаимном зацеплении. Все зубья внутренних шлицов, все пазы/ впадин углы/впадины между зубьями наружных шлицов показаны на фиг.7С. На фиг.7D показана увеличенная часть 700D с фиг.7С. На изображении в увеличенном масштабе показаны зубья наружных шлицов 520Т, 5221, 524Т, так же как зубья внутренних шлицов 601T, 627Т и 625Т. На фиг.7D проиллюстрированы пазы или впадины между зубьями 521S, 523S и 525S наружных шлицов, так же как пазы или промежутки между зубьями 602S, 6283 и 626S внутренних шлицов.
На фиг.7Е показан схематический вид в поперечном разрезе 700Е и фиг.7, и фиг.3, показанных относительно друг друга, иллюстрирующий устройство, показанное на фиг.7, выполненное способом c-фрезерования и имеющее эффективную ширину поверхности EF, равную длине шлицевого соединения, SC, причем эффективная ширина поверхности EF при существующем техническом решении, показанном на фиг.3, гораздо меньше чем EF при той же длине шлицевого соединения SC. Как показано на фиг.3, ширина изготовленной поверхности, FW, наружных шлицов 199 и внутренних шлицов 220А равны по длине.
Эффективная ширина поверхности EF при существующем техническом решении является следующей:
EF=SC-2CR
и гораздо меньше, чем эффективная ширина поверхности (c-фрезерование) EF, следующая:
EFS=SC
Фиг.7Е допускает непосредственное графическое сопоставление c-фрезерованного шлицевого соединения с существующим техническим решением, показанным на фиг.3. C-фрезерованное шлицевое соединение является гораздо более эффективным при данной длине соединения, SC, эффективная ширина EF в c-фрезерованном соединении гораздо больше, чем EF в существующем техническом решении.
На фиг.8 показан вид спереди 800 примера изобретения, а именно: охватываемое шлицевое устройство, иллюстрирующее наружные шлицы 899, получаемый путем c-фрезерования заготовки с использованием инструмента с концевой фрезой, ориентированного под углом наклона 45°. Ссылочные позиции 869Т, 871Т, 873Т, 875Т, 877Т обозначают зубья наружных шлицов в примере с фиг.8 и ссылочные позиции 870S, 872S, 874S, 876S, 878S обозначают углы впадин (или впадины между зубьями), предназначенные для помещения зубьев сопряженных внутренних шлицов. Ссылочная позиция 801 обозначает основание заготовки, ссылочная позиция 802 обозначает промежуточную часть заготовки, ссылочная позиция 803 обозначает верх цилиндрической части заготовки и ссылочная позиция 804 обозначает уступ на заготовке. Ссылочная позиция 820 обозначает держатель инструмента, ссылочная позиция 821 обозначает зажимной патрон и ссылочная позиция 825 обозначает пятиосную концевую фрезу Mazak. Любая концевая фреза, способная ориентировать вращающийся режущий инструмент 536 под подходящим углом наклона, будет пригодна для выполнения процесса c-фрезерования. Ссылочные позиции 888, 889 представляют тиски, удерживающие заготовку на месте.
Дополнительным преимуществом процесса c-фрезерования является уменьшение длительности настройки механизма, поскольку механизм типа, например, пятиосной концевой фрезы Mazak может обрабатывать все детали с одной стороны заготовки после одноразовой настройки механизма, и заготовку не требуется перемещать на другие рабочие участки на территории цеха. Кроме того, поскольку все операции по механической обработке данной стороны заготовки выполняются одной концевой фрезой, такой как пятиосная концевая фреза Mazak, практически устраняются погрешности в выравнивании. Другими словами, если один из зубьев наружных шлицов нужно выровнять с другой деталью заготовки или определенное положение на окружности заготовки нужно выровнять в отношении другой детали заготовки, то при наличии единственного зажимного патрона на стороне заготовки устраняются погрешности в выравнивании, связанные со сменой зажима (несколькими операциями настройки).
На фиг.8А показан перспективный вид 800А другой заготовки 831, шпиндель. Обод 832 включает в себя отверстия под болты с резьбой, предназначенные для прикрепления шпинделя к другой структуре. Выемка 860 идет по окружности вокруг цилиндрического шпинделя 834. Сквозь шпиндель проходит канал 880. Уступ 836 является структурой, прилегающей к наружным шлицам 897. Зубья наружных шлицов 839Т, 841T, 843T, 845Т, углы впадин/впадины между зубьями/пазы 847S, 840S, 842S, 844S, 846S, 848S, предназначенные для вмещения зуба сопряженной внутренних шлицов, и углубления для получения зазора для инструмента 840R, 842R, 844R, 846R, 848R проиллюстрированы на фиг.8А.
На фиг.8В показан вид сверху 800В заготовки/шпинделя 831 с фиг.8А, иллюстрирующий детали, показанные на фиг.8А. На фиг.8С показан вид в поперечном разрезе 800С вида сверху шпинделя/заготовки 831 с фиг.8В, выполненного по линии 8С-8С на фиг.8В, иллюстрирующий впадину между зубьями 846S и углубление 846R.
На фиг.8D показан другой пример изобретения, а именно: заготовка, подобная заготовке, проиллюстрированной на фиг.8 и 8А, показанный в перспективном виде 800D, с кольцевым пазом 836G в уступе 836А, прилегающем к наружным шлицам 897А. В изображении на фиг.8D показаны паз 836G и канавка 836С внутри паза. В процессе изготовления впадин между зубьями на фиг.8D углубления для образования зазора для инструмента не требуются, поскольку паз 836G служит углублением. На фиг.8Е показан вид сверху 800Е с фиг.8D, иллюстрирующий некоторые элементы и детали с фиг.8D. На фиг.8F показан вид в поперечном разрезе, выполненном по линии 8F-8F на фиг.8Е, иллюстрирующий впадину между зубьями 846S, паз 836G и канавку 836С.
На фиг.8G показан вид сверху, выполненный вдоль линий 8G-8G на фиг.8, который иллюстрирует инструмент для с-фрезерования, не обозначенную позицией впадину между зубьями наружных шлицов в цилиндрической части охватываемого шлицевого устройства 831, которая способна сопрягаться с зубом внутренних шлицов. Фиг.8G используется в связи с фиг.9С для иллюстрации некоторых аспектов инструмента.
На фиг.10 показан перспективный вид носителя 1000 с расточенным отверстием и внутренними шлицами 1020, полученными с помощью процесса c-фрезерования. На фиг.10А показан вид сверху 1000А с фиг.10. Носитель включает в себя множество зубьев 1003Т, 1005Т, 1007Т, равномерно распределенных по внутренней окружности устройства. Впадины между зубьями 1002S, 1004S, 1006S и 1008S равномерно распределены по внутренней окружности носителя и могут сопрягаться с зубьями наружных шлицов. Карбидный режущий конусный инструмент 536 показан в процессе с-фрезерования впадины между зубьями по внутренней окружности расточенного отверстия 1020, как описано выше.
Описан и заявлен процесс изготовления шлицевого элемента рядом с прилегающей структурой, который включает в себя операцию закрепления заготовки, а также множество других операций. Как показано на фиг.5 и 9, заготовка 531А включает в себя верхнюю цилиндрическую часть 531C и прилегающую структуру 532, и верхняя цилиндрическая часть включает в себя торцевую или верхнюю часть 536 и длину. Вращательный режущий инструмент 536 ориентирован под углом наклона β относительно верхней цилиндрической части 531С заготовки и, конечно, вращательный режущий инструмент 536 вращается в направлении 536R. Концевая часть 535 верхней цилиндрической части заготовки входит во взаимодействие за счет перемещения инструмента 536 из исходного положения (кончик стрелки 541) путем вращения вращательного инструмента 536. Вращательный режущий инструмент движется вдоль линии или вектора 539 от концевой части 536 верхней цилиндрической части заготовки с удалением материала путем режущего действия вдоль длины верхней цилиндрической части 531С и прилегающей структуры 532 заготовки 531А, образуя углубление 505R для вращательного режущего инструмента. Впадины между зубьями, такие как впадина между зубьями 505S, образуются за счет режущего действия инструмента 536. Затем вращательный режущий инструмент 536 отводят вдоль линии или вектора 540 от прилегающей структуры заготовки вдоль угла наклона вращающегося вращательного режущего инструмента 536. Затем вращательный режущий инструмент возвращают по вертикали вдоль линии или вектора 541 в его первоначальное положение (исходное положение) и заготовка устанавливается для следующей операции c-фрезерования. Заготовку 531А поворачивают, или индексируют, после прорезания каждой впадины между зубьями, так что может быть сформирована другая впадина между зубьями. Между двумя разделенными впадинами между зубьями формируется зуб шлицевого элемента. Затем повторяются операции введения во взаимодействие концевой части верхней цилиндрической части заготовки с вращающимся вращательным режущим инструментом; перемещения вращающегося вращательного режущего инструмента от концевой части верхней цилиндрической части заготовки с удалением материала путем режущего действия по длине верхней части и в прилегающую структуру заготовки с образованием углубления для вращательного режущего инструмента; и отвода вращательного режущего инструмента от прилегающей структуры заготовки вдоль угла наклона вращающегося вращательного режущего инструмента.
В связи с этим процессом операция определения размеров вращательного режущего инструмента 536 для наружных шлицов основывается на величине угла при вершине конуса инструмента, 2τ, определенного так, как показано выше в связи с фиг.9Е, угла при вершине части впадины, 2α, выбранного конструктором как номинально равного 60°, и угла наклона β. Когда известен угол 2τ, определяется длина вращательного инструмента. Радиус наконечника устанавливается до формирования диаметра, и конус инструмента выходит достаточно далеко из детали для полного c-фрезерования впадин/пазов детали. Описанный здесь процесс позволяет производить наружные шлицы, где прилегающей структурой является уступ, и углубление для вращательного режущего инструмента входит под углом наклона в уступ.
Другой процесс изготовления шлицов рядом с прилегающей структурой описан и заявлен со ссылкой на фиг.10 и другие фигуры. Как показано на фиг.10, операции, образующие процесс, включают в себя закрепление заготовки, имеющей в себе расточенное отверстие 1020 и прилегающую структуру 1030С рядом с расточенным отверстием 1020. Ссылочная позиция 1020 используется для обозначения в целом расточенного отверстия и внутренних шлицов, образованной на внутренней окружности расточенного отверстия. Расточенное отверстие 1020 идет до глубины поверхности зацепления расточенного отверстия 1020. Расточенное отверстие включает в себя торцевую часть 1001 и длину как расстояние от торцевой части 1001 до поверхности зацепления расточенного отверстия 1030С. В исходном положении вращательный режущий инструмент ориентирован под углом наклона относительно концевой части 1001 расточенного отверстия 1020 заготовки. Вращательный режущий инструмент 536, конечно, вращается в направлении 536R и вводится во взаимодействие с торцевой частью расточенного отверстия заготовки, удаляя материал своим режущим действием по длине расточенного отверстия (от конца 1001 до расточенного отверстия 1002R. После создания углубления для вращательного режущего инструмента вращательный режущий инструмент отводят от прилегающей структуры заготовки под углом наклона вращающегося вращательного режущего инструмента.
Дальнейшие операции процесса включают в себя: возвращение вращательного режущего инструмента в первоначальное положение (исходное положение); шаговое перемещение заготовки путем поворота заготовки после создания каждой впадины между зубьями; и повторение операций: взаимодействия торцевой части расточенного отверстия заготовки с вращающимся вращательным режущим инструментом; продвижение вращающегося вращательного режущего инструмента от торцевой части расточенного отверстия заготовки, удаляя материал своим режущим действием по длине расточенного отверстия и в прилегающую структуру заготовки, образуя угловое углубление для вращательного режущего инструмента; и отвод вращательного режущего инструмента от прилегающей структуры заготовки под углом наклона вращающегося вращательного режущего инструмента.
Описанный здесь процесс может производить внутренние шлицы, и прилегающей структурой может быть поверхность зацепления, а углубление для вращательного режущего инструмента входит под углом наклона в расточенное отверстие. В связи с этим процессом операция определения размеров вращательного режущего инструмента основывается на угле при вершине конуса инструмента, основанного на угле при вершине части впадины и угле наклона. Рассмотрен и заявлен процесс c-фрезерования для изготовления наружных шлицов. Процесс включает в себя операцию определения нагрузки, которую могут передавать наружные шлицы. Нагрузка определяется параметрами области применения. Как показано на фиг.4-4С и фиг.9-9В, начальный диаметр, D, выбирают для наружных шлицов на основе установленной нагрузки. Количество зубьев, N, выбирают затем так, чтобы окружной шаг СР был достаточно велик и чтобы зубья наружных шлицов были достаточно велики и способны передавать установленную нагрузку. Длина наружных шлицов определяется на основании определенной нагрузки, выбранного начального диаметра наружных шлицов, окружного шага СР, сдвигового и сжимающего напряжений на зубах и шлицах, подбора шлицов и взаимного зацепления, получаемого между зубьями внутренних шлицов и зубьями наружных шлицов. Далее выбирают угол наклона инструмента, β, и также выбирают угол при вершине части впадины, 2α. Угол при вершине части впадины выбирают из подходящего диапазона углов. Угол при вершине конуса инструмента, 2τ, вычисляют на основании алгоритма, выраженного на основании β и α. Если известен угол при вершине конуса инструмента 2τ, радиус наконечника вплоть до формирования диаметра устанавливает один конец инструмента, и конус инструмента выходит достаточно далеко из детали для изготовления полной детали.
Далее заготовку закрепляют в подходящей торцевой фрезе. После закрепления заготовку подвергают c-фрезерованию, создавая подходящий угол впадины наружных шлицов (впадины между зубьями) с использованием процесса c-фрезерования с инструментом подходящих размером и пятиосной концевой фрезы Mazak. Далее процесс включает в себя c-фрезерование углового углубления в прилегающей структуре заготовки для создания зазора для инструмента. Обычно заготовка имеет цилиндрическую форму и прилегающей структурой является уступ. Для создания c-фрезерованного шлицевого элемента заготовку пошагово перемещают при вращении, что допускает c-фрезерование множества равномерно размещенных зубьев (впадин между зубьями) по окружности заготовки с образованием размещенных по окружности зубьев наружных шлицов.
Операция определения размеров инструмента включает в себя использование алгоритма, выраженного на основании угла наклона, β, и угла при вершине части впадины α, для получения угла при вершине конуса инструмента, 2τ. Если известен 2τ, радиус наконечника вплоть до формирования диаметра устанавливает один конец инструмента, и конус инструмента выходит достаточно далеко из детали для изготовления полной детали. Обычно, но не исключительно, угол наклона β предпочтительно находится в диапазоне 30-60°, а угол при вершине части впадины, α, предпочтительно в диапазоне 40-75°.
Вращательный режущий инструмент включает в себя карбидную режущую часть и инструмент включает в себя два прямых желобка и радиальный наконечник для создания углового шлица. В угловом применении может быть использован один желобок. Если требуется эвольвентный шлиц, то режущий инструмент включает в себя множество эвольвентных радиусов для получения подходящего угла впадины (впадины между зубьями) и эвольвентных зубьев. Для получения эвольвентного зуба могут использоваться несколько желобков.
При c-фрезеровании прямостороннего шлицевого элемента вращательный режущий инструмент (концевая фреза) должен приближаться к форме цилиндра и угол наклона должен приближаться к 90°. Углубление, выточенное в прилегающей структуре, такой как уступ, должно приближаться к круговому пути, глубина которого должна равняться диаметру вращательного режущего инструмента цилиндрической формы.
Способ изготовления внутренних шлицов описан и заявлен и подобен способу изготовления наружных шлицов. Способ включает в себя операцию определения нагрузки, которую должна воспринимать внутренние шлицы и которая является такой же операцией, как описанная выше в связи с наружными шлицами. Далее, как описано выше, выбирают начальный диаметр сопряженных наружных шлицов. Затем определяют длину устройства внутренних шлицов на основании установленной нагрузки и выбранный начальный диаметр устройства наружных шлицов. Затем выбирают количество зубьев, N, так, чтобы окружной шаг наружных шлицов был достаточно велик и чтобы зубья наружных шлицов были способны воспринимать нагрузку. Затем выбирают угол при вершине впадины наружных шлицов, 2α°, и угол при вершине впадины внутренних шлицов определяют с использованием формулы 2α°-((360/N)°). После этого определяют размеры вращательного режущего инструмента с концевой фрезой на основании алгоритма, выраженного на основании угла наклона β и угла впадины при вершине внутренних шлицов 2α°-((360/N)°) для выхода на угол при вершине конуса инструмента 2τ. Если известен 2τ, радиус наконечника вплоть до формирования диаметра устанавливает один конец инструмента, и конус инструмента выходит достаточно далеко из детали для полного c-фрезерования пазов/впадин. Подходящую заготовку закрепляют затем в концевой фрезе Mazak или в любой другой многоосной поставляемой промышленностью концевой фрезе. Затем заготовку подвергают c-фрезерованию с использованием вращательного режущего карбидного инструмента и концевой фрезы, производящей в заготовке подходящий угол впадины внутренних шлицов. Затем выполняют c-фрезерование углового углубления для вращательного режущего карбидного инструмента в прилегающей структуре заготовки. Обычно подходящая заготовка включает в себя расточенное отверстие, и расточенное отверстие, в свою очередь, имеет внутреннюю окружность. Для получения подходящих равномерно распределенных по окружности зубьев и равномерно распределенных подходящих углов впадин внутренних шлицов (впадин между зубьями) заготовку пошагово поворачивают при вращении, что допускает c-фрезерование множества равномерно размещенных зубьев (впадин между зубьями) по окружности заготовки с образованием размещенных по окружности зубьев внутренних шлицов.
Изобретение изложено в качестве примера только согласно изобретению, полностью описанному здесь. Возможно внесение изменений и модификаций в примеры, приведенные здесь, и эти изменения и модификации специально включены сюда и любые такие изменения и модификации находятся в пределах объема прилагаемой формулы изобретения.
Список ссылочных обозначений
100 схематический вид в поперечном разрезе охватываемого соединительного элемента (вала) согласно существующему техническому решению, вдоль линии 1-1 на фиг.1А, иллюстрирующий основание, уступ, цилиндрический часть с наружными шлицами и углубление вместе с обычным долбяком и его рабочим путем
100А перспективный вид существующего технического решения
100В вид в вертикальной проекции существующего технического решения с фиг.1
100С вид сверху существующего технического решения с фиг.1
101 основание
101А заготовка
102 уступ
103 углубление
104 зуб
105 верх цилиндрической части
106 долбяк
107 режущее лезвие
108 схема режущего движения
109 ход вниз долбяка
110 боковой или поперечный ход, выводящий долбяк из шлица (заготовки)
111 продольный или направленный вверх ход долбяка
112 ход переустановки, выравнивающий положение долбяка
121 зуб
122 ножка или боковая сторона зуба
123 желобок
199 цилиндрическая часть
200 перспективный вид, иллюстрирующий основание, уступ, цилиндрическую часть внутренних шлицов и углубление охватывающего соединительного элемента (втулочного элемента)
200А вид существующего технического решения в поперечном разрезе, выполненном по линии 2А-2А с фиг.2
200В вид сверху на фиг.2
201 основание охватывающего соединительного элемента 201А охватывающий соединительный элемент
202 верх охватывающего соединительного элемента
203 углубление охватывающего соединительного элемента
204 впадина между зубьями
205 зуб охватывающего соединительного элемента
206 уступ или дно охватывающего соединительного элемента
300 вид в поперечном разрезе охватываемого и охватывающего соединительных элементов, находящихся во взаимном зацеплении
400 схема углового выполнения шлица и основные термины
400А схема эвольвентного выполнения шлица и основные термины
400В схема внешнего и внутреннего шлицов устройства эвольвентного шлицевого соединения, изготовленного с использованием процесса c-фрезерования, иллюстрирующая начальный диаметр, большой и малый внешний диаметры, большой и малый внутренние диаметры и окружной шаг
500 схематическое изображение заготовки с частным разрезом, выполненным по линии 5-5 на фиг.5А, подвергаемой механической обработке угловой карбидной концевой фрезой с углублениями, вырезанными в уступе и базовой части заготовки
500А перспективный схематический вид заготовки, иллюстрирующий готовые наружные шлицы на верхней цилиндрической части и углубления для инструмента, вырезанные в промежуточном уступе и базовой части
500В схематический вид сверху заготовки, изображенной на фиг.5
500С вид в поперечном разрезе, выполненном по линии 5С-5С на фиг.5В
503R, 505R, 507R, 509R, 511R, 513R, 515R, 517R, 519R, 521R, 523R, 525R, 527R, 52 9R углубление в наружных шлицах для зазора для инструмента
503S, 505S, 507S, 509S, 511S, 513S, 515S, 517S, 519S, 521S, 523S, 525S, 527S, 529S впадины между зубьями, внешняя впадина для сопряженного внутреннего зуба
504Т, 506Т, 508Т, 510Т, 512Т, 514Т, 516Т, 518Т, 520Т, 522Т, 524Т, 526Т, 528Т, 530Т зубья наружных шлицов
531 устройство охватываемого соединения, заготовка
531А устройство охватываемого соединения или с наружными шлицами
531В базовая часть устройства охватываемого соединения
531С цилиндрическая часть устройства охватываемого соединения
532 уступ на охватываемой детали
535 верх цилиндра
536 инструмент с концевой фрезой, угловой, прямой или эвольвентной
536А желобковый конец инструмента
536В желобковый конец инструмента
536R стрелка, указывающая направление вращения инструмента 506
537А вращение заготовки 501 для ее позиционирования для следующего прохода инструмента 506
539 шаг или проход вниз инструмента 506 с концевой фрезой
540 вектор извлечения инструмента вдоль профиля углубления
541 вертикальный вектор инструмента
542 вектор позиционирования инструмента
5993 указатель на наружные шлицы
600 перспективный схематический вид внутренних шлицов, выполненной в расточенном отверстии в заготовке, причем расточенное отверстие оканчивается на поверхности взаимодействия расточенного отверстия
600А вид в поперечном разрезе, выполненном по линии 6А-6А на фиг.6, иллюстрирующий внутренние шлицы и углубления, вырезанные в поверхности взаимодействия расточенного отверстия и верхней части заготовки
600В вид сверху заготовки, проиллюстрированной на фиг.6 и 6А, иллюстрирующий верхнюю поверхность верхней части заготовки
602R, 604R, 606R, 608R, 610R, 612R, 614R, 616R, 618R, 620R, 622R, 624R, 626R, 628R углубление во внутренних шлицах для зазора для инструмента
602S, 604S, 606S, 608S, 610S, 612S, 614S, 616S, 618S, 620S, 6223, 624S, 626S, 628S впадины между зубьями, внешняя впадина для сопряженного зуба наружных шлицов
603Т, 605Т, 607Т, 609Т, 611Т, 613Т, 615Т, 617Т, 619Т, 621Т, 623Т, 626Т, 627Т зубья внутренних шлицов
630С поверхность зацепления расточенного отверстия
631 базовая часть охватывающего втулочного устройства
631А соединительное устройство внутренних шлицов
631В внутренние шлицы в расточенном отверстии
632 верхняя часть охватывающего втулочного устройства
700 схематический вид в поперечном разрезе охватываемого шлицевого устройства и охватывающего втулочного устройства, находящихся полностью во взаимном зацеплении или сопряженных вместе
700А схематический вид в поперечном разрезе охватываемого шлицевого устройства и охватывающего втулочного устройства, находящихся не полностью во взаимном зацеплении или сопряженных вместе
700В схематический вид в поперечном разрезе охватываемого шлицевого устройства и охватывающего втулочного устройства, отделенных друг от друга
700С вид в поперечном разрезе, выполненном по линии 7С-7С на фиг.7, иллюстрирующий наружные шлицы охватываемого шлицевого устройства и внутренние шлицы охватывающего шлицевого устройства, находящиеся во взаимном зацеплении
700D вид в увеличенном масштабе участка с фиг.7 700Е схематический вид в поперечном разрезе фиг.7, показанной в сопоставлении с видом существующего технического решения на фиг.3, иллюстрирующий, что устройство, выполненное с помощью процесса c-фрезерования, имеет эффективную ширину поверхности EF, равную длине шлицевого соединения, SC, и что эффективная ширина поверхности EF при существующем техническом решении гораздо меньше чем EF при той же длине шлицевого соединения, SC
800 вид спереди примера выполнения изобретения, а именно, охватываемого шлицевого устройства, иллюстрирующий наружные шлицы, подвергаемые c-фрезерованию на заготовке с использованием концевой фрезы, ориентированной под наклоном под углом 45°
800А перспективный вид примера выполнения изобретения, а именно, шпиндель, имеющий устройство охватываемого шлицевого устройства, включающее в себя наружные шлицы после завершения процесса c-фрезерования заготовки
800В вид сверху на заготовку с фиг.8А
800С вид с фиг.8В в поперечном разрезе, выполненном по линии 8С-8С на фиг.8В
800D другой пример выполнения изобретения, а именно, заготовка, сходная с заготовкой, проиллюстрированной на фиг.8А, с круговым понижением в уступе, прилегающем к наружным шлицам
800Е вид сверху на фиг.8D
800F вид в поперечном разрезе, выполненном по линии 8F-8F на фиг.8Е
800G вид сверху, выполненный вдоль линий 8G-8G с фиг.8, иллюстрирующий инструмент, фрезерующий внешнее пространство в цилиндрической части охватываемого шлицевого устройства, которое может сопрягаться с зубом внутренних шлицов
801 основание заготовки
802 промежуточная часть заготовки
803 верх цилиндрической части заготовки
804 уступ заготовки
820 держатель инструмента
821 зажимной патрон
825 5-осная концевая фреза Mazak
831 заготовка шпинделя
832 обод шпинделя
833 отверстия под болты с резьбой
834 шпиндель
836 прилегающий уступ
836А прилегающий уступ
836G желоб в прилегающем уступе 836А
836С выемка, часть желоба 836G
837 верх цилиндрической части охватываемого шлицевого устройства
839Т, 841Т, 843Т, 845Т, 847Т зуб наружных шлицов
840R, 842R, 844R, 846R, 848R углубление в промежутке между зубьями
840S, 842S, 844S, 846S, 848S угол впадины для приема зуба сопряженной внутренних шлицов
860 углубление в ободе 831 шпинделя
869Т, 871Т, 873Т, 875Т, 877Т зуб наружных шлицов
8703, 872S, 874S, 876S, 878S угол впадины для приема зуба сопряженной внутренних шлицов
880 канал в шпинделе
888, 889 тиски для заготовки
897 стрелка, указывающая на наружные шлицы с фиг.8А
897А наружные шлицы
900 схематическое представление процесса c-фрезерования, иллюстрирующее режущий инструмент для c-фрезерования из карбида под углом наклона 45° относительно заготовки.
900А схематическое представление режущего инструмента для c-фрезерования из карбида под углом наклона β и углом при вершине части впадины, 2α, показанное как часть эллиптической проекции, для определения угла конуса инструмента, 2τ.
900В вид, полученный по линии 9В-9В с фиг.9А с эллиптической проекцией, повернутой на 90° против часовой стрелки с ориентацией эллиптической проекции угла при вершине части впадины с режущим профилем, показанным на фиг.9С
900С часть изображения с фиг.8С в увеличенном масштабе, иллюстрирующая карбидный инструмент для c-фрезерования, ориентированный в направлении эллиптической проекции угла при вершине части впадины.
900D вид, подобный показанному на фиг.9, иллюстрирующий материал, еще не удаленный c-фрезерованием
900Е схематический вид инструмента, угол наклона, угол части впадины и эллипс для расчета угла при вершине конуса инструмента
901 направление движения карбидного режущего инструмента для c-фрезерования
1000 носитель с расточенным отверстием и внутренними шлицами, выполненный процессом c-фрезерования
1000А вид сверху на фиг.10
1003Т, 1005Т, 1007Т зубья внутренних шлицов
1002R, 1004R, 1006R, 1008R углубление в поверхности взаимодействия расточенного отверстия 1030С
1002S, 1004S, 1006S, 1008S угол впадины для приема зуба сопряженного наружных шлицов
1020 расточенное отверстие и внутренние шлицы
1030С поверхность зацепления расточенного отверстия
1100 вид спереди режущего инструмента эвольвентной карбидной
концевой фрезы, имеющей первый и второй желобки
1100А вид с торца режущего инструмента эвольвентной карбидной концевой фрезы
1100В изображение в увеличенном масштабе поверхностей эвольвентной концевой фрезы, иллюстрирующее различные радиусы, R1, R2 и R3
1101 длина инструмента, приблизительно 4 дюйма (101,6 мм)
1102 режущий инструмент эвольвентной карбидной концевой фрезы
1103 диаметр зажимного патрона инструмента, приблизительно 0,56 дюйма (14,2 мм)
1104 первый желобок
1105 второй желобок
1107 первый угол резания с поправкой на радиусы R1, R2 и R3
1200 вид спереди режущего инструмента угловой карбидной торцевой фрезы.
1200А вид с торца режущего инструмента угловой карбидной концевой фрезы с фиг.12.
1201 диаметр зажимного патрона режущего инструмента угловой карбидной концевой фрезы, приблизительно 0,56 дюйма (14,2 мм)
1202 длина режущего инструмента, приблизительно 4 дюйма (101,6 мм)
1203 угол впадины инструмента при вершине 41,40°
1204 длина режущих поверхностей, приблизительно 0,543 дюйма (13,8 мм)
1205 длина желобковых поверхностей, приблизительно 0,875 дюйма (22.2)
1206, 1205 первый желобок
1208, 1209 второй желобок
В зазор
ВС основная окружность, окружность на которой построены профили эвольвентного шлицевого зуба
CR радиальный зазор
D начальный диаметр, диаметр начальной окружности, который определяется как отношение числа зубьев к диаметральному питчу
Db диаметр основной окружности
СР окружной шаг, расстояние вдоль начальной окружности между соответствующими точками прилегающих шлицевых зубьев
L1 длина наружных шлицов, полученного процессом c-фрезерования
L2 длина внутренних шлицов, полученной процессом с-фрезерования
Р диаметральный питч, количество шлицевых зубьев на дюйм начального диаметра
R1, R2, R3 радиусы режущего инструмента эвольвентной карбидной концевой фрезы 1102
ТТ толщина зуба при начальном диаметре
SW ширина впадины при начальном диаметре
Dfi внутренний диаметр формы
Dfe внешний диаметр формы
Dai малый внутренний диаметр
Dre малый внешний диаметр
Dae большой внешний диаметр
Dri большой внутренний диаметр
SAi угол впадины во внутренних шлицах
SAe угол впадины во наружных шлицах
Tai угол зуба во внутренних шлицах
Тае угол зуба во наружных шлицах
Cr соответствующее существующим техническим решениям кольцевое углубление для режущего инструмента, равное кольцевым углублениям 103, 203
SC длина шлицевого соединения
EF эффективная ширина лицевой поверхности согласно существующим техническим решениям
EFs эффективная ширина лицевой поверхности при с-фрезеровании
FW ширина изготовленной лицевой поверхности
α половина угла части впадины
β угол наклона
τ половина угла конуса инструмента
Х координата на эллиптической проекции
Y координата на эллиптической проекции
W1 большая полуось эллипса инструмента
W2 малая полуось эллипса инструмента
Ф угол зацепления, угол между линией, касательной относительно эвольвентной и радиальной линии в точке касания
Реферат
Изобретение относится к машиностроению и может быть использовано при изготовлении шлицевых соединений путем сочетания операций строгания и фрезерования. Режущий инструмент может продвигаться по всей используемой части шлицевого элемента и вытачивать углубление для инструмента в лицевой поверхности прилегающей детали, такой как уступ, перед отводом в обратном направлении с повторением цикла. Приведены конструктивные особенности выполнения охватываемого и охватывающего шлицевых устройств шлицевого соединительного устройства и варианты способов изготовления шлицов. Увеличивается прочность шлицевого соединения. 6 н. и 9 з.п. ф-лы, 12 ил.
Формула
базовую часть, цилиндрическую часть и расположенный между ними уступ; при этом указанная цилиндрическая часть включает в себя наружные шлицы, которые включают в себя множество впадин, разнесенных по окружности между собой с образованием множества зубьев между смежными впадинами, причем указанные впадины между зубьями образуются сторонами смежных зубьев и желобком, соединяющим указанные смежные зубья; и
каждая из указанного множества указанных впадин выполнена с углубленным участком шлицев для образования зазора для инструмента, проходящего под углом в указанный уступ и указанную базовую часть.
причем указанные внутренние шлицы включают в себя множество впадин, разнесенных по окружности между собой с образованием множества зубьев между смежными впадинами, образованными сторонами смежных зубьев и желобками, соединяющими указанные смежные зубья; и
каждая из указанного множества указанных впадин между зубьями выполнена с углубленным участком шлицев для образования зазора для инструмента, проходящего под углом в указанную поверхность зацепления расточенного отверстия.
охватываемое шлицевое устройство, включающее в себя базовую часть, цилиндрическую часть и уступ, причем указанная цилиндрическая часть включает в себя наружные шлицы, которые включают в себя множество первых впадин, разнесенных по окружности между собой с образованием зубьев наружных шлицев между смежными первыми впадинами, причем каждая из указанных первых впадин между зубьями образуется сторонами смежных зубьев наружных шлицев и желобком, соединяющим смежные зубья наружных шлицев; и каждая из указанного множества указанных первых впадин включает в себя углубленный участок шлицев для образования зазора для инструмента, проходящего под углом и в форме конуса в указанный уступ и базовую часть указанного охватываемого шлицевого устройства;
охватывающее шлицевое устройство, включающее в себя базовую часть, верхнюю часть и втулочную часть, по существу, цилиндрической формы, имеющую внутреннюю окружность, где указанная втулочная часть включает в себя внутренние шлицы, которые оканчиваются на поверхности зацепления расточенного отверстия и включают в себя множество вторых впадин, разнесенных по окружности между собой с образованием зубьев внутренних шлицев между смежными вторыми впадинами, причем указанные вторые впадины между зубьями образуются сторонами смежных зубьев внутренних шлицев и желобками, соединяющими указанные зубья внутренних шлицев; и каждая из указанного множества указанных вторых впадин включает в себя углубленный участок внутренних шлицев для образования зазора для инструмента, проходящего под углом и в форме конуса в указанную поверхность зацепления расточенного отверстия;
при этом каждый из указанного множества зубьев наружных шлицев помещается в соответствующей одной из указанного множества указанных вторых впадин указанных внутренних шлицев и
каждый из указанного множества зубьев внутренних шлицев помещается в соответствующей одной из указанного множества указанных первых впадин указанных наружных шлицев.
указанный уступ указанного охватываемого шлицевого устройства взаимодействует с указанной верхней частью указанного охватывающего шлицевого устройства.
указанный уступ указанного охватываемого шлицевого устройства взаимодействует с указанной верхней частью указанного охватывающего шлицевого устройства.
определение нагрузки, которую должны нести указанные наружные шлицы;
выбор начального диаметра указанных наружных шлицев на основе указанной определенной нагрузки;
выбор количества зубьев так, чтобы окружной шаг был достаточно велик и чтобы указанные зубья указанных наружных шлицев были достаточно велики и способны воспринимать указанную нагрузку;
определение длины указанных наружных шлицев на основе указанной определенной нагрузки и указанного выбранного начального диаметра указанных наружных шлицев;
выбор угла наклона инструмента, β;
выбор угла при вершине части впадины, α;
определение угла при вершине конуса инструмента, 2τ, на основании алгоритма, выраженного на основании β и α;
установление размеров инструмента в зависимости от заданных размеров наружных шлицев;
зажим подходящей заготовки в концевой фрезе;
фрезерование подходящей впадины между зубьями в указанной заготовке с использованием указанного инструмента и концевой фрезы.
пошаговое поворотное перемещение указанной заготовки с обеспечением возможности фрезерования множества разделенных одинаковыми расстояниями впадин между зубьями по окружности указанной заготовки с образованием размещенных по окружности зубьев наружных шлицев.
определение нагрузки, которую должны нести внутренние шлицы;
выбор начального диаметра зацепляющихся наружных шлицев;
определение длины указанных внутренних шлицев на основе указанной определенной нагрузки и указанного выбранного начального диаметра указанных наружных шлицев;
выбор количества зубьев N так, чтобы окружной шаг указанных наружных шлицев был достаточно велик и чтобы указанные зубья указанных наружных шлицев были достаточно велики и способны воспринимать указанную нагрузку;
выбор угла при вершине части впадины наружных шлицев, 2α°;
выбор угла при вершине части впадины внутренних шлицев с использованием формулы 2α°-((360/N)°);
выбор угла наклона инструмента, β;
определение угла при вершине конуса инструмента, 2τ, на основании алгоритма, выраженного на основании угла наклона инструмента β и указанного угла при вершине части впадины внутренних шлицев с использованием формулы 2α°-((360/N)°);
установление размеров инструмента с определением радиуса наконечника в форме диаметра на одном конце указанного инструмента и продление конуса указанного инструмента достаточно далеко от указанной части для образования второго конца указанного инструмента;
зажим подходящей заготовки в концевой фрезе;
фрезерование подходящего угла впадины внутренних шлицев в указанной заготовке с использованием указанного инструмента и концевой фрезы.
закрепление заготовки, содержащей верхнюю цилиндрическую часть и прилегающую структуру, например, в виде уступа или расточенного отверстия, причем указанная верхняя цилиндрическая часть имеет торцевую часть и длину;
ориентирование вращательного режущего инструмента под углом наклона к указанной верхней цилиндрической части указанной заготовки;
вращение указанного вращательного режущего инструмента;
взаимодействие указанной торцевой части указанной верхней цилиндрической части указанной заготовки с указанным вращающимся вращательным режущим инструментом;
перемещение указанного вращающегося вращательного режущего инструмента от указанной торцевой части указанной верхней цилиндрической части указанной заготовки вдоль указанной длины указанной верхней части с удалением материала из указанной верхней цилиндрической части указанной заготовки и в указанную прилегающую структуру указанной заготовки с образованием углубления для вращательного режущего инструмента; и
отвод указанного вращательного режущего инструмента от указанной прилегающей структуры указанной заготовки вдоль указанного угла наклона указанного вращающегося вращательного режущего инструмента.
возврат указанного режущего инструмента в первоначальное положение; шаговое перемещение указанной заготовки;
повторение указанных операций взаимодействия указанной торцевой части указанной верхней цилиндрической части указанной заготовки с указанным вращающимся вращательным режущим инструментом;
перемещения указанного вращающегося вращательного режущего инструмента от указанной торцевой части указанной верхней цилиндрической части указанной заготовки вдоль указанной длины указанной верхней части с удалением материала из указанной верхней цилиндрической части указанной заготовки и в указанную прилегающую структуру указанной заготовки с образованием углубления для вращательного режущего инструмента, и
отвода указанного вращательного режущего инструмента от указанной прилегающей структуры указанной заготовки вдоль указанного угла наклона указанного вращающегося вращательного режущего инструмента.
возврат указанного вращательного режущего инструмента в первоначальное положение;
шаговое перемещение указанной заготовки;
повторение указанных операций взаимодействия указанной торцевой части указанного расточенного отверстия с указанным вращающимся вращательным режущим инструментом;
перемещения указанного вращающегося вращательного режущего инструмента от указанной торцевой части указанного расточенного отверстия указанной заготовки вдоль указанной длины указанного расточенного отверстия и в указанную прилегающую структуру указанной заготовки с образованием углубления для вращательного режущего инструмента, и
отвода указанного вращающегося режущего инструмента от указанной прилегающей структуры указанной заготовки вдоль указанного угла наклона указанного вращающегося вращательного режущего инструмента.
Комментарии