Режущий инструмент с зажимным механизмом - RU2502582C2
Код документа: RU2502582C2
Чертежи








Описание
Область техники, к которой относится изобретение
Изобретение относится к области режущих инструментов, имеющих зажимные механизмы, а именно зажимные механизмы между державкой и хвостовиком.
Уровень техники
Использование зажимных механизмов широко распространено в отрасли режущих инструментов. Существует множество типов зажимных механизмов для широкого круга применений.
В некоторых режущих инструментах режущая пластина, обычно выполненная из твердого сплава или другого твердого материала, удерживается в державке для режущих пластин, обычно выполненной из стали. При большом вылете, когда отношение длины к диаметру режущего инструмента относительно велико, предпочтительно использовать твердосплавный хвостовик, для того чтобы увеличить общую жесткость режущего инструмента. Такое использование твердосплавного хвостовика, однако, также предпочтительно в режущих инструментах, имеющих более короткий вылет. В таком типе режущих инструментов режущая пластина или множество режущих пластин удерживаются внутри державки для режущих пластин, выполненной из стали, а державка для режущих пластин удерживается твердосплавным хвостовиком.
Существует несколько типов механизмов для прикрепления державки для режущих пластин к твердосплавному хвостовику. В некоторых механизмах, державка для режущих пластин отводится назад посредством зажимного болта, который продолжается вдоль сквозного отверстия в хвостовике. Зажатие державки для режущих пластин к хвостовику происходит затягиванием зажимного болта с задней стороны хвостовика. Недостатком такого зажатия является то, что для того чтобы заменить державку для режущих пластин, необходимо убрать хвостовик из его положения в станке, для того чтобы иметь возможность ослабить зажимной болт. Такая задача, конечно, трудоемка и требует много времени.
В других механизмах затягивание державки для режущих пластин выполняется зажимным болтом, который проходит через переднюю сторону или боковую сторону державки для режущих пластин. Зажимной болт может зацепляться с державкой для режущих пластин или хвостовиком. Такое зажатие требует выполнения дополнительных резьб, что является относительно затратным в твердосплавном хвостовике. Более того, дополнительные отверстия в державке для режущих пластин снижают способность плавного отведения стружек, которые образуются во время обработки.
В других режущих инструментах задний конец стальной державки для режущих пластин припаян к переднему концу твердосплавного хвостовика. Недостатком такого соединения является относительно большое расстояние между твердосплавным хвостовиком и точкой прикладывания усилия к режущей пластине во время обработки. Когда усилия, приложенные к режущей пластине, в основном радиальные, такое относительно большое расстояние снижает преимущество наличия жесткого хвостовика и обеспечивает развитие деформации и вибрации в державке для режущих пластин.
В патенте США № 6394465, выданном Guy, описано зажимное устройство (1, 25, 35) для съемного зажатия вставляемого элемента (9, 27, 38) хвостовиком. Зажимное устройство содержит зажимной элемент, имеющий установочное отверстие (11, 26, 40), образованное объединением участка (19A, 31A, 41A) входного отверстия и участка (19В, 31В, 41В) захватывающего отверстия, для свободного скользящего введения в хвостовик и извлечения из него в отношении участка входного отверстия и его зажатия зажимной поверхностью участка захватывающего отверстия при его принудительном смещении в него из участка входного отверстия. Причем участки входного и захватывающего отверстий имеют продольные оси (20A, 20В; 32А, 32В; 43А, 43B), отстоящие по меньшей мере вдоль их участка.
Зажимное устройство согласно указанному патенту обеспечивает надежное зажатие хвостовика участком захватывающего отверстия. Однако надежное зажатие поддерживается посредством внешнего усилия, прикладываемого дополнительным устройством, таким как гильза, зажимной винт или гаечный ключ (17, 29, 35). Внешнее усилие обеспечивает то, что хвостовик остается прижатым к участку захватывающего отверстия. Без дополнительного устройства, зажимное устройство согласно указанному патенту не может работать само по себе, поскольку, любое внешнее усилие, приложенное на захваченный хвостовик, в направлении, перпендикулярном продольному направлению хвостовика, вытянет хвостовик из участка захватывающего отверстия.
Задачей настоящего изобретения является создание зажимного механизма, который значительно ослабляет или устраняет вышеуказанные недостатки.
Дополнительной задачей настоящего изобретения является создание зажимного механизма, который остается надежно зафиксированным без необходимости в каком-либо дополнительном устройстве.
Еще одной задачей настоящего изобретения является создание легкого и простого в использовании зажимного механизма.
Еще одной дополнительной задачей настоящего изобретения является создание зажимного механизма с удлиненной опорой охватывающей части охватываемой частью, а, в частности, твердосплавным хвостовиком.
Еще одной дополнительной задачей настоящего изобретения является создание режущего инструмента, имеющего зажимной механизм, который остается надежно зафиксированным без необходимости в каком-либо дополнительном устройстве. Такой режущий инструмент обеспечивает легкий и простой в использовании зажимной механизм и преимущество наличия дополнительной опоры режущей головке удлиненной опорой хвостовика. Эти преимущества особенно применимы при использовании твердосплавного хвостовика, который поддерживает стальную державку для режущих пластин.
Раскрытие изобретения
Согласно настоящему изобретению предлагается зажимной механизм, содержащий охватываемую часть и охватывающую часть;
причем охватываемая часть содержит:
корпус, имеющий переднюю поверхность хвостовика в его передней части;
фиксирующий выступ, продолжающийся вперед от передней поверхности хвостовика, причем фиксирующий выступ имеет вращательную симметрию относительно оси фиксирующего выступа, диаметр фиксирующего выступа и радиус фиксирующего выступа в заданном первом сечении, перпендикулярном оси фиксирующего выступа, и переднюю поверхность фиксирующего выступа в его передней части; и
выравнивающий выступ, продолжающийся вперед относительно передней поверхности фиксирующего выступа, причем выравнивающий выступ имеет вращательную симметрию относительно оси выравнивающего выступа и диаметр выравнивающего выступа в заданном втором сечении;
причем охватывающая часть содержит:
охватывающий корпус, имеющий заднюю поверхность державки в его задней части;
фиксирующее отверстие, имеющее передний конец фиксирующего отверстия в его передней части, продолжающийся вперед от задней поверхности державки, причем фиксирующее отверстие содержит:
участок установочного отверстия, имеющий радиус установочного отверстия в заданном третьем сечении и ось установочного отверстия, и
участок захватывающего отверстия, имеющий радиус захватывающего отверстия в заданном третьем сечении и ось захватывающего отверстия, причем ось захватывающего отверстия отстоит от оси установочного отверстия на ненулевое первое расстояние; и
выравнивающее отверстие, продолжающееся вперед относительно переднего конца фиксирующего отверстия, причем выравнивающее отверстие имеет ось выравнивающего отверстия, которая отстоит на второе расстояние от оси захватывающего отверстия, и диаметр выравнивающего отверстия в заданном четвертом сечении; при этом:
в незажатом положении зажимного механизма радиус захватывающего отверстия меньше радиуса фиксирующего выступа;
осевое расположение заданного первого сечения совпадает с осевым расположением заданного третьего сечения в зажатом положении зажимного механизма; и
осевое расположение заданного второго сечения совпадает с осевым расположением заданного четвертого сечения в зажатом положении зажимного механизма.
Предпочтительно, в зажатом положении зажимного механизма фиксирующий выступ примыкает к участку захватывающего отверстия по его захватывающей поверхности вдоль захватывающего углового продолжения, которое составляет более 180°, а выравнивающий выступ примыкает к участку выравнивающего отверстия.
Обычно захватывающее угловое продолжение составляет более 180° и менее 190°.
При сборке зажимного механизма на первом сборочном этапе охватывающий элемент подводится в осевом направлении к охватываемому элементу, так что выравнивающее отверстие свободно направляется в осевом направлении над выравнивающим выступом, и участок установочного отверстия свободно направляется в осевом направлении над фиксирующим выступом;
на втором сборочном этапе участок установочного отверстия поворачивается относительно оси выравнивающего отверстия, так что участок захватывающего отверстия принудительно располагается на фиксирующем выступе.
Предпочтительно, участок захватывающего отверстия охватывающей части остается зафиксированным на фиксирующем выступе охватываемой части без необходимости в каком-либо дополнительном устройстве.
При необходимости в зажатом положении задняя поверхность державки примыкает к передней поверхности хвостовика.
В одном варианте осуществления фиксирующий выступ сужается назад под первым углом выступа относительно оси фиксирующего выступа;
фиксирующее отверстие сужается назад под первым углом отверстия относительно оси захватывающего отверстия; и
первый угол отверстия может быть аналогичен первому углу выступа или быть немного больше него.
Обычно первый угол выступа составляет от 1° до 20°.
При необходимости в зажатом положении задняя поверхность державки примыкает к передней поверхности хвостовика.
В одном варианте осуществления выравнивающий выступ сужается вперед под вторым углом выступа;
выравнивающее отверстие сужается вперед под вторым углом отверстия; и
второй угол отверстия может быть аналогичен второму углу выступа или немного больше него.
Обычно, второй угол выступа составляет от 2° до 30°.
В одном варианте выполнения в зажатом положении задняя поверхность державки не примыкает к передней поверхности хвостовика.
Обычно, первое расстояние составляет от 0,2 мм до 2 мм.
Также обычно, фиксирующий выступ имеет длину фиксирующего выступа;
выравнивающий выступ имеет длину выравнивающего выступа; и
длина выравнивающего выступа больше длины фиксирующего выступа.
В другом варианте настоящее изобретение относится к режущему инструменту, имеющему зажимной механизм, содержащий охватываемый элемент и охватывающий элемент, которые образуют два компонента. Режущий инструмент может дополнительно содержать режущую пластину, и выравнивающий выступ может продолжаться вперед до точки, которая находится в общем радиально внутри относительно режущей пластины.
Краткое описание чертежей
Чтобы лучше понять настоящее изобретение и показать, как оно может быть осуществлено на практике, будет сделана ссылка на сопроводительные чертежи, на которых:
фиг.1 - вид в перспективе режущего инструмента, зажатого зажимным механизмом согласно настоящему изобретению;
фиг.2 - вид в перспективе с пространственным разнесением элементов режущего инструмента по фиг.1;
фиг.3 - вид сзади в перспективе с пространственным разнесением элементов режущего инструмента по фиг.1;
фиг.4 - вид спереди хвостовика;
фиг.5 - местный вид сверху хвостовика;
фиг.6 - вид сзади державки для режущих пластин;
фиг.7 - вид сбоку державки для режущих пластин в сечении вдоль линии VII-VII на фиг.6;
фиг.8 - вид державки для режущих пластин в сечении вдоль линии VIII-VIII на фиг.7;
фиг.9 - продольный вид собранного хвостовика и державки для режущих пластин в сечении по линии IX-IX на фиг.10;
фиг.10 - вид собранного хвостовика и державки для режущих пластин в сечении по линии X-X на фиг.9;
фиг.11 - продольный вид в сечении собранного хвостовика и державки для режущих пластин согласно другому варианту осуществления настоящего изобретения; и
фиг.12 - продольный вид в сечении собранного хвостовика и державки для режущих пластин согласно другому варианту выполнения настоящего изобретения.
Подробное описание изобретения
Со ссылкой сначала на фиг.1-5. На фиг.1-3 показан режущий инструмент 10, зажатый зажимным механизмом 12 согласно настоящему изобретению. Режущий инструмент 10 имеет ось A режущего инструмента и содержит хвостовик 14 и державку 16 для режущих пластин, которая разъемно присоединена к хвостовику 14. В описании описана охватываемая часть зажимного механизма в виде хвостовика 14 и охватывающая часть зажимного механизма в виде державки 16 для режущих пластин. Однако следует понимать, что в общем, охватываемая часть является просто первым компонентом, а охватывающая часть является вторым компонентом.
Хвостовик 14 согласно настоящему изобретению выполнен из твердого сплава. Однако настоящее изобретение не ограничено только хвостовиками, выполненными из твердого сплава, и могут быть в равной степени использованы другие материалы хвостовиков, такие как закаленная сталь, инструментальная сталь или т.п.
Державка 16 для режущих пластин согласно настоящему изобретению выполнена из инструментальной стали. Однако настоящее изобретение не ограничено только державками для режущих пластин, выполненными из инструментальной стали, и могут быть в равной степени использованы другие материалы, тем не менее, предпочтительно, чтобы материал державки для режущих пластин был мягче материала хвостовика.
Державка 16 для режущих пластин снабжена вторым корпусным элементом 17 и гнездом 18 под режущую пластину в переднем участке 20 державки 16 для режущих пластин. Режущая пластина 22 надежно удерживается в гнезде 18 под режущую пластину посредством зажимного винта 24. Углубление 26 для стружки продолжается назад от режущей пластины 22, для того чтобы достаточно удалять стружки, образуемые во время обработки. Охлаждающее отверстие 27 державки для режущих пластин выполнено в стружковой впадине 26, для того чтобы подавать охлаждающую жидкость к режущей пластине 22 во время обработки.
Гнездо 18 под режущую пластину, а также тип фиксации режущей пластины 22 в гнезде 18 под режущую пластину не являются существенными признаками настоящего изобретения и, следовательно, не будут описаны ниже. Более того, отсутствует необходимость в фиксировании режущей пластины 22 в державке 16 для режущих пластин посредством зажимного винта 24, и могут быть в равной степени использованы другие способы фиксации. Например, режущая пластина 22 может быть зафиксирована посредством зажима. В качестве альтернативы, режущая пластина может быть припаяна к гнезду под режущую пластину или может быть выполнена заодно целое с державкой для режущих пластин, чтобы иметь единую цельную конструкцию. В таком случае вся державка фактически является сменной вставкой.
Как видно из фиг.2, хвостовик 14, имеющий ось B хвостовика, имеет удлиненный корпус 28 хвостовика, имеющий диаметр D1 корпуса хвостовика. Во время обработки корпус 28 хвостовика фиксируется посредством переходника или непосредственно режущего станка (не показан). Согласно одному варианту осуществления настоящего изобретения, корпус 28 хвостовика является цилиндрическим. В таком случае корпус 28 хвостовика может быть выполнен с выемкой 30 хвостовика, для того чтобы облегчить прикрепление корпуса 28 хвостовика к режущему станку. Следует понимать, что возможны другие формы корпуса 28 хвостовика. Например, корпус 28 хвостовика может быть коническим, квадратным, шестиугольным или любой другой требуемой формы.
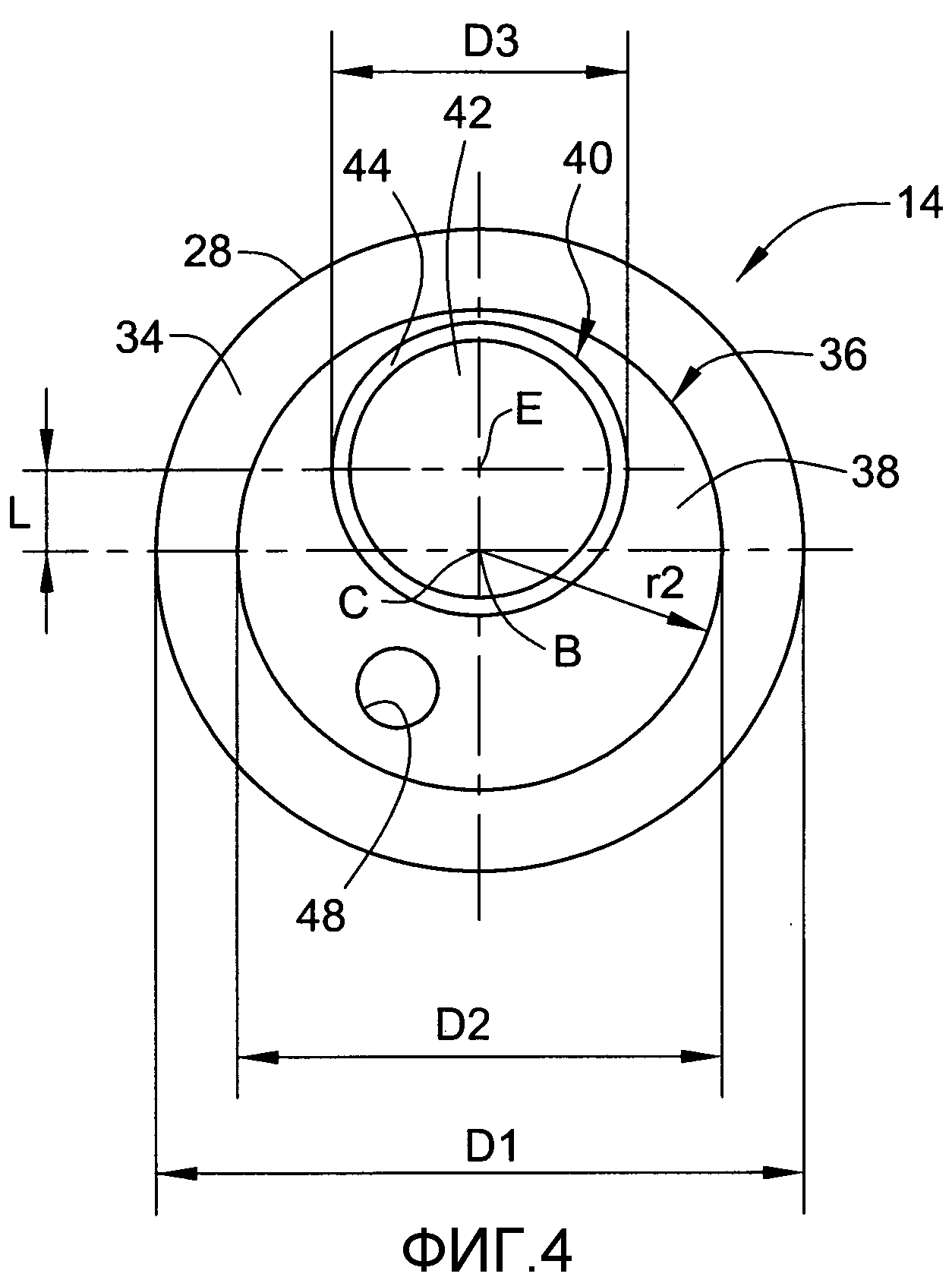
Передний участок 32 корпуса 28 хвостовика выполнен с кольцевой передней поверхностью 34 хвостовика. Передняя поверхность 34 хвостовика может быть плоской и перпендикулярной оси B хвостовика.
Фиксирующий выступ 36 продолжается вперед от передней поверхности 34 хвостовика. Фиксирующий выступ 36 является цилиндрическим, имеющим диаметр D2 фиксирующего выступа, и имеет ось C фиксирующего выступа, которая совпадает с осью B хвостовика. Диаметр D2 фиксирующего выступа, имеющего радиус r2 фиксирующего выступа, меньше диаметра D1 корпуса хвостовика. Фиксирующий выступ 36 продолжается вперед от передней поверхности 34 хвостовика на длину L1 фиксирующего выступа и заканчивается передней поверхностью 38 фиксирующего выступа. Передняя поверхность 38 фиксирующего выступа может быть плоской и перпендикулярной оси C фиксирующего выступа.
Выравнивающий выступ 40 продолжается вперед от передней поверхности 38 фиксирующего выступа. Выравнивающий выступ 40 является цилиндрическим, имеющим диаметр D3 выравнивающего выступа, и имеет ось E выравнивающего выступа. Как видно из фиг.4 и 5, диаметр D3 выравнивающего выступа намного меньше диаметра D2 фиксирующего выступа.
Ось E выравнивающего выступа может быть параллельна оси C фиксирующего выступа. Однако ось E выравнивающего выступа не совпадает с осью C фиксирующего выступа и отстоит от нее на расстояние L. Выравнивающий выступ 40 продолжается вперед от передней поверхности 38 фиксирующего выступа на длину L2 выравнивающего выступа и заканчивается передней поверхностью 42 выравнивающего выступа. В одном варианте осуществления, как показано на фиг.5, длина L2 выравнивающего выступа больше длины L1 фиксирующего выступа. Однако в других вариантах осуществления длина L2 выравнивающего выступа может быть равна или меньше длины L1 фиксирующего выступа.
В одном варианте осуществления выравнивающий выступ 40 имеет армированный участок 44, смежный передней поверхности 38 фиксирующего выступа. Аналогично фиксирующий выступ 36 может быть выполнен со вторым армированным участком 46, смежным передней поверхности 34 хвостовика. В некоторых вариантах осуществления хвостовик 14 дополнительно выполнен с охлаждающим отверстием 48 хвостовика, которое продолжается от задней поверхности 50 хвостовика 14 к передней поверхности 38 фиксирующего выступа.
Далее будет сделана ссылка на фиг.6-8, на которых показана державка 16 для режущих пластин. Как показано, державка 16 для режущих пластин содержит фиксирующее отверстие 52, которое открывается к заднему концу державки 16 для режущих пластин. Задний конец державки имеет заднюю поверхность 54 державки, которая может быть плоской и перпендикулярна оси G державки.
Фиксирующее отверстие 52 содержит два участка отверстия, а именно, участок 56 захватывающего отверстия и участок 58 установочного отверстия. Как лучшим образом видно на фиг.6, участок 56 захватывающего отверстия соединен с участком 58 установочного отверстия. Участок 56 захватывающего отверстия имеет ось H захватывающего отверстия, которая совпадает с осью G державки, и радиус R1 захватывающего отверстия. Периферийная поверхность участка 56 захватывающего отверстия является захватывающей поверхностью 60. Фиксирующее отверстие 52 продолжается вперед от задней поверхности 54 державки на длину L3 фиксирующего отверстия и заканчивается на переднем конце 62 фиксирующего отверстия. Передний конец 62 фиксирующего отверстия может быть плоским и перпендикулярным оси G державки.
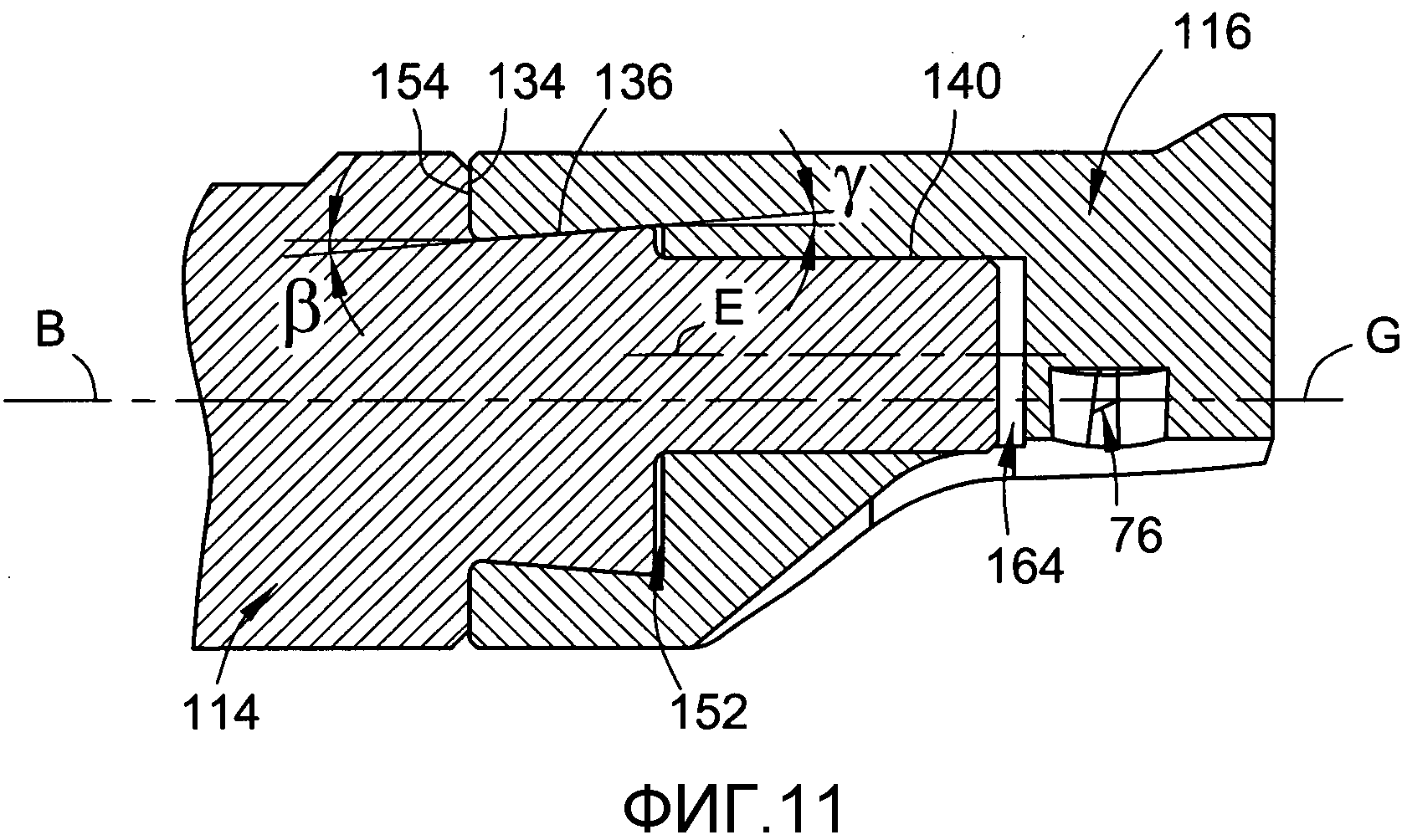
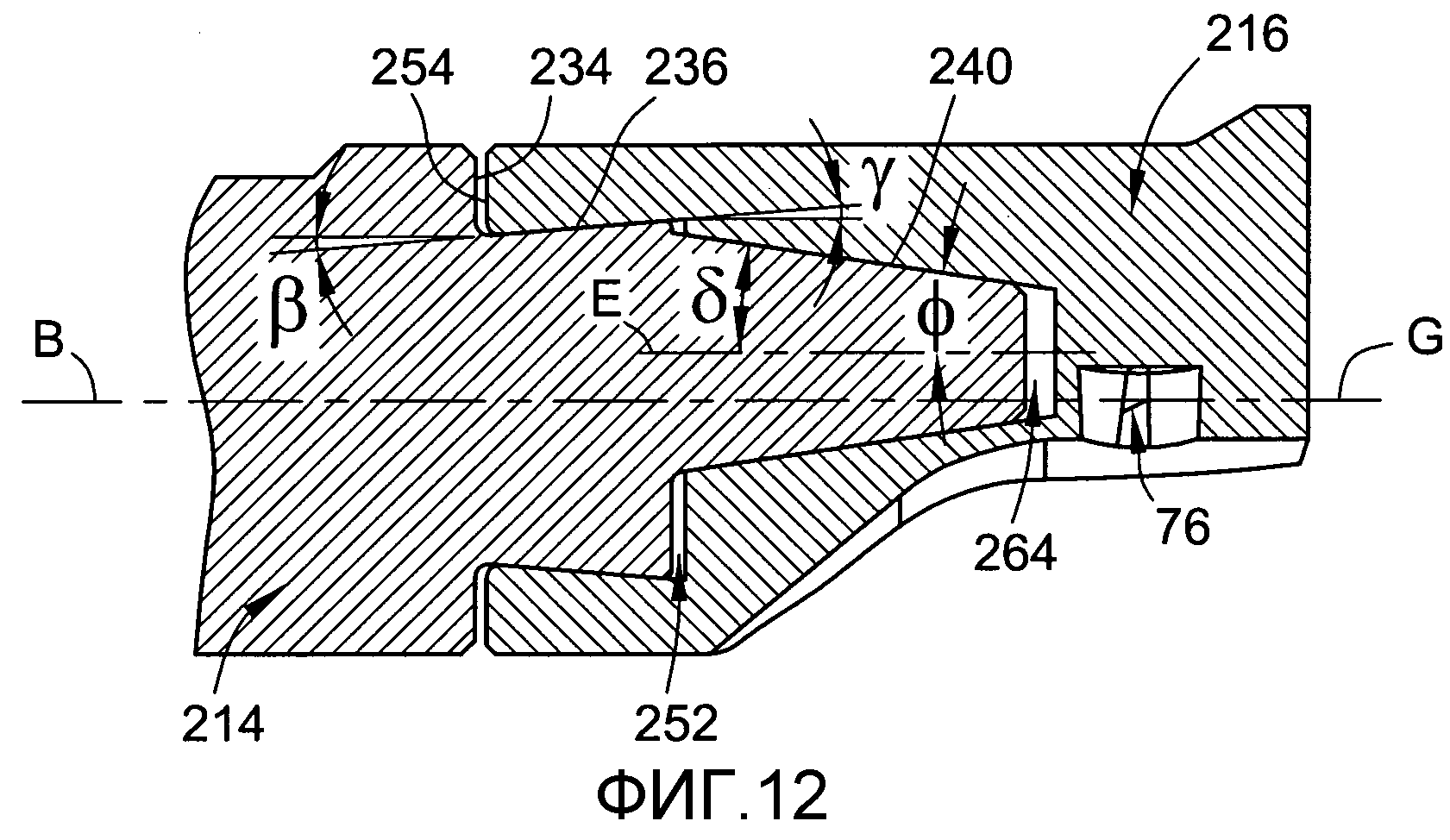
Радиус R1 захватывающего отверстия немного меньше радиуса r2 фиксирующего выступа, то есть R1 Участок 56 захватывающего отверстия имеет захватывающее угловое продолжение α, которое составляет более 180°. Обычно, захватывающее угловое продолжение α составляет более 180° и менее 190°. Согласно одному варианту осуществления, захватывающее угловое продолжение α составляет 184° с отклонением в ±0,5°. Участок 58 установочного отверстия имеет ось K установочного отверстия, которая может быть параллельна оси G державки, и, радиус R2 установочного отверстия. Радиус R2 установочного отверстия больше радиуса r2 фиксирующего выступа и больше радиуса R1 захватывающего отверстия, то есть R2>r2>R1. Обычно, радиус R2 установочного отверстия больше радиуса r2 фиксирующего выступа на от 0,01 мм до 1 мм. Согласно одному варианту осуществления, радиус R2 установочного отверстия больше радиуса r2 фиксирующего выступа на 0,1 мм. Как видно на фиг.6, ось K установочного отверстия отстоит на ненулевое первое расстояние M от оси H захватывающего отверстия. Линия, соединяющая ось K установочного отверстия и ось H захватывающего отверстия, может образовывать биссектрису захватывающего углового продолжения α, если смотреть на державку 16 для режущих пластин сзади. Первое расстояние M обычно составляет от 0,2 мм до 2 мм. Однако, большая или меньшая величина первого расстояния M может быть выбрана в зависимости от размера режущего инструмента 10. Согласно одному варианту осуществления, первое расстояние M составляет около 0,9 мм. Выравнивающее отверстие 64 продолжается вперед от фиксирующего отверстия 52 на длину L4 выравнивающего отверстия и заканчивается передним концом 66 выравнивающего отверстия. Как видно на фиг.7, длина L4 выравнивающего отверстия больше длины L3 фиксирующего отверстия. Однако в других вариантах осуществления длина L4 выравнивающего отверстия может быть равна или меньше длины L3 фиксирующего отверстия. Выравнивающее отверстие 64 имеет ось N выравнивающего отверстия и диаметр D4 выравнивающего отверстия, имеющего радиус R3 выравнивающего отверстия. Диаметр D4 выравнивающего отверстия немного больше диаметра D3 выравнивающего выступа, для того чтобы обеспечить свободную установку выравнивающего выступа 40 в выравнивающее отверстие 64. В некоторых вариантах осуществления диаметр D4 выравнивающего отверстия больше диаметра D3 выравнивающего выступа на от 0,005 мм до 0,5 мм. Ось N выравнивающего отверстия может быть параллельна оси H захватывающего отверстия. Как показано на фиг.6, ось N выравнивающего отверстия не совпадает с осью H захватывающего отверстия и отстоит от нее на второе расстояние Q. В одном варианте осуществления выравнивающее отверстие 64, в его задней части, выполнено с расширением 68 отверстия. Расширение 68 отверстия служит для двух целей. Первая: оно облегчает установку выравнивающего выступа 40 в выравнивающее отверстие 64. Вторая: оно зацепляется с армированным участком 44 между фиксирующим выступом 36 и выравнивающим выступом 40. Обычно державка 16 для режущих пластин может быть выполнена с по меньшей мере одной выемкой 70 державки, для того чтобы облегчить использование гаечного ключа (не показан) для окончательного затягивания державки 16 для режущих пластин на хвостовике 14. Способ использования зажимного механизма 12, а именно установка державки 16 для режущих пластин на хвостовик 14, будет описан ниже. Сначала державку 16 для режущих пластин выравнивают в осевом направлении с хвостовиком 14, так что выравнивающий выступ 40 вставляется в выравнивающее отверстие 64, и ось E выравнивающего выступа по существу совпадает с осью N выравнивающего отверстия. Термин «по существу совпадает» означает то, что ось E выравнивающего выступа может совпадать с осью N выравнивающего отверстия в пределах производственных допусков между выравнивающим выступом 40 и выравнивающим отверстием 64. Затем фиксирующий выступ 36 выравнивают в осевом направлении с участком 58 установочного отверстия. На следующем этапе державку 16 для режущих пластин перемещают прямолинейно в осевом направлении к хвостовику 14 до тех пор, пока задняя поверхность 54 державки не упрется в переднюю поверхность 34 хвостовика. Следует понимать, что до этого этапа - отсутствует напряжение между державкой 16 для режущих пластин и хвостовиком 14. Затем державку 16 для режущих пластин эксцентрично поворачивают относительно хвостовика 14, вокруг оси E выравнивающего выступа, в фиксирующем направлении державки 16 для режущих пластин, так что выравнивающее отверстие 64 удерживает выравнивающий выступ 40 в качестве оси, опираясь на его часть, и фиксирующий выступ 36 принудительно вставляется в участок 56 захватывающего отверстия. Поскольку радиус R1 захватывающего отверстия немного меньше радиуса r2 фиксирующего выступа, державка 16 для режущих пластин должна принудительно поворачиваться, например, гаечным ключом, зацепленным с выемкой 70 державки, так что участок 56 захватывающего отверстия немного увеличивается вследствие упругости державки 16 для режущих пластин. Державку 16 для режущих пластин эксцентрично поворачивают до тех пор, пока фиксирующий выступ 36 полностью не упрется в захватывающую поверхность 60 участка 56 захватывающего отверстия, таким образом, образуя периферийную посадку с натягом, в которой периферийная внешняя поверхность 36 фиксирующего выступа примыкает к периферийной внутренней поверхности участка 56 захватывающего отверстия. На данном этапе относительное вращение между державкой 16 для режущих пластин и хвостовиком 14 прекращается, и затягивающий снаружи гаечный ключ может быть убран, поскольку выравнивающий выступ упирается в участок выравнивающего отверстия, и фиксирующий выступ 36 независимо и надежно удерживается участком 56 захватывающего отверстия, поскольку захватывающее угловое продолжение α участка 56 захватывающего отверстия составляет более 180°. Таким образом, режущий инструмент 10 обеспечивает зажимной механизм 12, который остается надежно зафиксированным без необходимости в каком-либо дополнительном устройстве, и, таким образом, два элемента 14, 16 прикреплены друг к другу без удерживающего винта или другого механизма, прикрепляющего державку 16 для режущих пластин к фиксирующему выступу 36 или выравнивающему выступу 40. Более того, как легко понятно специалисту в данной области техники, зажимной механизм 12 легко и просто использовать, поскольку требуется только очень малое относительное перемещение, чтобы обеспечить периферийную посадку с натягом, обычно около 2°, между державкой 16 для режущих пластин и хвостовиком 14, чтобы перейти из расфиксированного положения в зафиксированное положение и обратно. Как показано на фиг.3 и 6, на которых показан вид державки 16 для режущих пластин сзади, для того чтобы перевести державку 16 для режущих пластин в зафиксированное положение относительно хвостовика 14, державку 16 для режущих пластин эксцентрично поворачивают в направлении против часовой стрелки, как показано фиксирующим направлением 72. Соответственно, для того чтобы перевести державку 16 для режущих пластин в расфиксированное положение относительно хвостовика 14, державку 16 для режущих пластин эксцентрично поворачивают в направлении часовой стрелки, как показано расфиксирующим направлением 74. Когда режущий инструмент 10 используется в процессе резания, тангенциальные усилия FT, действующие на режущую пластину 22 во время обработки, стремятся удерживать державку 16 для режущих пластин прижатой к хвостовику 14, таким образом, способствуя усилению затягивания зажимного механизма 12. Специалисту в данной области техники понятно, что также радиальные усилия FR и осевые усилия FA, которые действуют на режущую пластину 22 во время обработки, стремятся удерживать державку 16 для режущих пластин прижатой к хвостовику 14. Простое и легкое зажатие режущей головки 16 с хвостовиком 14 обеспечивает легкую замену державки 16 для режущих пластин, при этом хвостовик 14 остается зажатым в режущем станке. Таким образом, могут быть сэкономлены время и силы во время замены державки 16 для режущих пластин. Для того чтобы извлечь державку 16 для режущих пластин из хвостовика 14, последний просто эксцентрично поворачивают, посредством гаечного ключа, относительно хвостовика 14 в расфиксирующем направлении 74. Это вызывает вращение выравнивающего выступа 40, который служит в качестве оси, внутри выравнивающего отверстия 64, и вызывает расцепление фиксирующего выступа 36 с участком 56 захватывающего отверстия и свободную остановку внутри участка 58 установочного отверстия. На данном этапе отсутствует напряжение между державкой 16 для режущих пластин и хвостовиком 14, и державка 16 для режущих пластин может быть свободно вытянута прямолинейно вперед и извлечена из хвостовика 14. Более того, поскольку в зафиксированном положении фиксирующий выступ 36 надежно примыкает внутри участка 56 захватывающего отверстия, а выравнивающий выступ примыкает к участку выравнивающего отверстия, положение державки 16 для режущих пластин, и, таким образом, положение активной режущей кромки режущей пластины 22 хорошо определено в пределах допусков. Следовательно, когда хвостовик 14 остается зажатым в режущем станке и заменяется только державка 16 для режущих пластин, новая державка 16 для режущих пластин будет зажата на хвостовике 14 с тем же расположением и направлением ориентации режущей пластины 22, и обеспечивается хорошая стабильность позиционирования. Таким образом, достигается быстрая и экономичная замена державки 16 для режущих пластин, а длительное регулирование режущего края новой режущей пластины 22 предпочтительно исключается. Поскольку только малое угловое перемещение требуется, для того чтобы перевести державку 16 для режущих пластин из расфиксированного положения в зафиксированное положение, режущий инструмент 10, использующий зажимной механизм 12 согласно настоящему изобретению, особенно полезен в труднодоступных местах, в которых пространство, доступное для снятия державки 16 для режущих пластин, в некоторой степени ограничено. Поскольку заменить державку 16 для режущих пластин легко, предпочтительно использовать несколько типов державок для режущих пластин при необходимости, то есть после использования данной державки для режущих пластин она может быть легко заменена другой державкой для режущих пластин, которая может иметь другое назначение и удерживать другой тип режущей пластины в ней. Таким образом, может быть экономически выгодным выполнить несколько так называемых «заготовок» державок для режущих пластин, имеющих одинаковый зажимной участок для зацепления с одним хвостовиком 14. Затем передний участок каждого из державок для режущих пластин может быть легко обработан, чтобы соответствовать требованиям определенного назначения. Как показано на фиг.7, передний конец 66 выравнивающего отверстия 64 продолжается вперед почти до переднего участка 20 державки 16 для режущих пластин. В некоторых вариантах осуществления, как показано, например на фиг.7 и 9, выравнивающее отверстие 64 открывается к разгрузочному отверстию 76 гнезда под режущую пластину, которое является частью гнезда 18 под режущую пластину. Этот признак в действительности означает, что в зафиксированном положении державки 16 для режущих пластин на хвостовике 14 выравнивающий выступ 40 продолжается вперед до точки, или почти до точки, которая находится радиально внутри относительно режущей пластины 22. Этот признак также относится к вариантам осуществления, показанным на фиг.11 и 12. А именно, даже если выравнивающее отверстие не открывается к разгрузочному отверстию 76 гнезда под режущую пластину, тем не менее, выравнивающий выступ продолжается вперед до точки, или почти до точки, которая находится радиально внутри относительно режущей пластины 22. Поскольку материал хвостовика 14 обычно намного тверже материала державки 16 для режущих пластин, например, твердый сплав по сравнению с инструментальной сталью, поддержка выравнивающего отверстия 64 выравнивающим выступом 40 по существу увеличивает общую жесткость державки 16 для режущих пластин. Таким образом, настоящее изобретение обеспечивает зажимной механизм с удлиненной опорой хвостовика. Удлиненная опора хвостовика особенно предпочтительна, когда хвостовик выполнен из твердого сплава. Таким образом, режущий инструмент 10 имеет преимущество в двух аспектах. Во-первых, конструкция державки 16 для режущих пластин из инструментальной стали делает ее относительно дешевой, легкой в производстве и легкозаменяемой. Во-вторых, удлиненная опора твердосплавного хвостовика обеспечивает режущий инструмент 10 высокой жесткостью, аналогичной жесткости, которую он мог бы иметь, если бы был весь выполнен из твердого сплава. Таким образом, увеличением жесткости режущего инструмента 10 он менее подвержен изгибу и колебаниям и, следовательно, может работать с высокой точностью. На фиг.9 показан продольный вид в сечении собранного хвостовика 14 и державки 16 для режущих пластин, зажатой зажимным механизмом 12 согласно настоящему изобретению. Как показано, в зажатом положении фиксирующий выступ 36 удерживается внутри фиксирующего отверстия 52, выравнивающий выступ 40 удерживается внутри выравнивающего отверстия 64, а задняя поверхность 54 державки примыкает к передней поверхности 34 хвостовика. На фиг.10 показано сечение фиксирующего выступа 36 и фиксирующего отверстия 52, когда державка 16 для режущих пластин установлена на хвостовик 14. Как показано на фиг.10, в зажатом положении фиксирующего выступа 36 он зажат участком 56 захватывающего отверстия и полностью примыкает к захватывающей поверхности 60 вдоль захватывающего углового продолжения α, которое составляет более 180°. В этом положении участок 58 установочного отверстия не примыкает. Как уже отмечалось, выравнивающий выступ примыкает к участку выравнивающего отверстия (не показано на этом чертеже), и державка 16 для режущих пластин остается зажатой в хвостовике 14 без какого-либо дополнительного устройства или усилия. Следовательно, для того чтобы перевести державку 16 для режущих пластин в незажатое положение относительно хвостовика 14, должен быть использован гаечный ключ, для того чтобы эксцентрично повернуть державку 16 для режущих пластин в расфиксирующем направлении 74 относительно хвостовика 14. На фиг.11 показан продольный вид в сечении собранного хвостовика и державки для режущих пластин, зажатой согласно другому варианту осуществления зажимного механизма согласно настоящему изобретению. В этом варианте осуществления одинаковые ссылочные позиции, которые использовались в отношении варианта осуществления, показанного на фиг.1-10, обозначены аналогичными ссылочными позициями, но увеличенными на 100. В этом варианте осуществления державка 116 для режущих пластин зажата к хвостовику 114. Хвостовик 114 содержит переднюю поверхность 134 хвостовика. Фиксирующий выступ 136 продолжается вперед от передней поверхности 134 хвостовика. Выравнивающий выступ 140 продолжается вперед от фиксирующего выступа 136. Фиксирующий выступ 136 сужается назад и скошен под первым углом β выступа относительно оси B хвостовика. Первый угол β выступа может составлять от 1° до 20°. Согласно конкретному варианту осуществления настоящего изобретения, первый угол β выступа составляет 10°. Державка 116 для режущих пластин имеет заднюю поверхность 154 державки. Фиксирующее отверстие 152 продолжается вперед от задней поверхности 154 державки. Фиксирующее отверстие 152 сужается назад и скошено под первым углом γ отверстия относительно оси G державки. Первый угол γ отверстия может быть равен первому углу β выступа или немного больше его. Выравнивающее отверстие 164 продолжается вперед от фиксирующего отверстия 152. Конструкция фиксирующего отверстия 152, за исключением его сужения назад под первым углом γ отверстия, аналогична конструкции фиксирующего отверстия 52, описанной со ссылкой на вариант осуществления, показанный на фиг.1-10. Таким образом, фиксирующее отверстие 152 содержит участок захватывающего отверстия и участок установочного отверстия, который в сечении аналогичен сечению, показанному на фиг.10. Фиксация державки 116 для режущих пластин на хвостовике 114 выполняется аналогично тому, как описано со ссылкой на вариант осуществления, показанный на фиг.1-10. Однако, поскольку фиксирующий выступ 136 и фиксирующее отверстие 152 сужаются назад, державка 116 для режущих пластин жестко зафиксирована на хвостовике 116. Таким образом, даже если державка 116 для режущих пластин подвержена большим осевым усилиям, которые стремятся вытянуть державку 116 для режущих пластин из ее гнезда во время обработки, державка 116 для режущих пластин будет сопротивляться отсоединению от хвостовика 114. На фиг.12 показан продольный вид в сечении собранного хвостовика и державки для режущих пластин, зажатой согласно еще одному варианту осуществления зажимного механизма согласно настоящему изобретению. В этом варианте осуществления одинаковые ссылочные позиции, которые использовались в отношении варианта осуществления, показанного на фиг.1-10, обозначены аналогичными ссылочными позициями, но увеличенными на 200. В этом варианте осуществления державка 216 для режущих пластин зажата на хвостовике 214. Хвостовик 214 содержит переднюю поверхность 234 хвостовика. Фиксирующий выступ 236 продолжается вперед от передней поверхности 234 хвостовика. Фиксирующий выступ 236 сужается назад и скошен под первым углом β выступа относительно оси B хвостовика, аналогично первому углу β выступа, как описано в отношении фиг.11. Выравнивающий выступ 240 продолжается вперед от фиксирующего выступа 236. Выравнивающий выступ 240 сужается вперед и скошен под вторым углом δ выступа относительно оси E выравнивающего выступа. Второй угол δ выступа может составлять от 2° до 30°. Согласно конкретному варианту осуществления настоящего изобретения, второй угол δ выступа составляет 10°. Державка 216 для режущих пластин имеет заднюю поверхность 254 державки. Фиксирующее отверстие 252 продолжается вперед от задней поверхности 254 державки. Фиксирующее отверстие 252 сужается назад и скошено под первым углом γ отверстия относительно оси G державки, аналогично первому углу γ отверстия, как описано в отношении фиг.11. Выравнивающее отверстие 264 продолжается вперед от фиксирующего отверстия 252. Выравнивающее отверстие 264 сужается вперед и скошено под углом вторым φ отверстия. Второй угол φ отверстия может быть равен второму углу δ выступа или может быть немного больше него. Конструкция фиксирующего отверстия 252, за исключением его сужения назад под первым углом γ отверстия, аналогична конструкции фиксирующего отверстия 52, описанной ранее со ссылкой на вариант осуществления, показанный на фиг.1-10. Таким образом, фиксирующее отверстие 252 содержит участок захватывающего отверстия и участок установочного отверстия, который в сечении аналогичен сечению, показанному на фиг.10. Для того чтобы перевести державку 216 для режущих пластин в зажатое положение с хвостовиком 214, державку 216 для режущих пластин выравнивают в осевом направлении с хвостовиком 214. Затем державку 216 для режущих пластин перемещают в осевом направлении к хвостовику 214 до тех пор, пока выравнивающее отверстие 264 не упрется в выравнивающий выступ 240. В этом положении, а также в конечном зажатом положении задняя поверхность 254 державки отстоит от передней поверхности 234 хвостовика. Фиксация державки 216 для режущих пластин на хвостовике 214 выполняется аналогично тому, как описано со ссылкой на вариант осуществления, показанный на фиг.1-10. Однако, поскольку фиксирующий выступ 236 и фиксирующее отверстие 252 сужаются назад, державка 216 для режущих пластин жестко зафиксирована на хвостовике 216. Таким образом, даже если державка 216 для режущих пластин подвержена большим осевым усилиям, которые стремятся вытянуть державку 216 для режущих пластин из ее гнезда во время обработки, расцепление державки 216 для режущих пластин будет предотвращено. Более того, поскольку выравнивающее отверстие 264 надежно упирается в выравнивающий выступ 240 вследствие их взаимного сужения вперед, дополнительная поддержка будет приложена к режущей пластине во время обработки, поскольку даже небольшой зазор между выравнивающим выступом 240 и выравнивающим отверстием 264 исключен. Хотя настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что могут быть выполнены различные изменения и дополнения, не выходящие за рамки сущности или объема изобретения, как ниже заявлено. Например, фиксирующее направление 72 и расфиксирующее направление 74 необязательно должны быть такими, как показано на чертежах, и они могут быть противоположно ориентированы для противоположно направленной фиксации державки для режущих пластин относительно хвостовика. Зажимной механизм 12 необязательно должен использоваться только для зажатия державки для режущих пластин, составляющей охватывающую часть, на хвостовике, составляющем охватываемую часть. Таким образом, зажимной механизм 12 может быть использован для зажатия вместе двух охватываемой и охватывающей частей переходника, продолжающихся стержней и подобного, причем охватываемая и охватывающая части содержат ответные компоненты. Как показано, фиксирующий выступ, а также фиксирующее отверстие могут быть в общем цилиндрическими или коническими. Аналогично, выравнивающий выступ, а также выравнивающее отверстие могут быть в общем цилиндрическими или коническими. То есть они все имеют вращательную симметрию относительно заданной продольной оси. Следовательно, для того чтобы описать диаметральную взаимосвязь между соответствующим выступом хвостовика и соответствующим ему отверстием державки в случае, когда они являются коническими, взаимосвязь измеряется относительно заданного сечения, которое перпендикулярно соответствующей продольной оси, и заданное сечение выступа хвостовика совпадает с соответствующим сечением отверстия державки в зажатом положении зажимного механизма.
Реферат
Зажимной механизм содержит охватываемую часть и охватывающую часть, выполненные с возможностью регулирования между незажатым положением и зажатым положением относительно друг друга. При этом охватываемая часть содержит первый корпусной компонент, имеющий ось и переднюю поверхность, фиксирующий выступ и выравнивающий выступ, продолжающийся вперед относительно передней поверхности фиксирующего выступа, причем выравнивающий выступ имеет ось, которая отстоит от оси фиксирующего выступа на ненулевое расстояние. Охватывающая часть содержит второй корпусной компонент, имеющий ось и заднюю поверхность, фиксирующее отверстие, продолжающееся вперед относительно задней поверхности и имеющее передний конец, причем фиксирующее отверстие содержит участок установочного отверстия, участок захватывающего отверстия, причем ось захватывающего отверстия отстоит от оси установочного отверстия на ненулевое первое расстояние, выравнивающее отверстие, продолжающееся вперед относительно переднего конца фиксирующего отверстия, причем ось выравнивающего отверстия отстоит от оси захватывающего отверстия на ненулевое второе расстояние. В незажатом положении выравнивающий выступ занимает выравнивающее отверстие, фиксирующий выступ занимает участок установочного отверстия фиксирующего отверстия, не образуется посадка с натягом между фиксирующим выступом и фиксирующим отверстием и охватываемый элемент может быть извлечен из охватывающего элемента, а в зажатом положении выравнивающий выступ примыкает к участку выравнивающего отверстия, фиксирующий выступ занимает участок захватывающего отверстия фиксирующег
Формула
при этом охватываемая часть содержит:
первый корпусной компонент (28), имеющий ось (B) первого компонента, определяющую направление спереди назад, и переднюю поверхность (34) первого компонента,
фиксирующий выступ (36, 136, 236), продолжающийся вперед относительно передней поверхности (34) первого компонента, причем фиксирующий выступ имеет радиус (r2) фиксирующего выступа, ось (C) фиксирующего выступа и переднюю поверхность (38) фиксирующего выступа, и
выравнивающий выступ (40, 140, 240), продолжающийся вперед относительно передней поверхности (38) фиксирующего выступа, причем выравнивающий выступ имеет ось (E) выравнивающего выступа, которая отстоит от оси (C) фиксирующего выступа на ненулевое расстояние, и переднюю поверхность (42) выравнивающего выступа,
при этом охватывающая часть содержит:
второй корпусной компонент (17), имеющий ось (G) второго компонента, определяющую направление спереди назад, и заднюю поверхность (54, 154, 254) второго компонента,
фиксирующее отверстие (52, 152, 252), продолжающееся вперед относительно задней поверхности (54, 154, 254) второго компонента и имеющее передний конец (62) фиксирующего отверстия, причем фиксирующее отверстие содержит:
участок (58) установочного отверстия, имеющий радиус (R2) установочного отверстия и ось (K) установочного отверстия,
участок (56)захватывающего отверстия, имеющий радиус (R1) захватывающего отверстия и ось (H) захватывающего отверстия, которая отстоит от оси (K) установочного отверстия на ненулевое первое расстояние (M), причем участок захватывающего отверстия соединен с участком установочного отверстия, и
выравнивающее отверстие (64, 164, 264), продолжающееся вперед относительно переднего конца (62) фиксирующего отверстия, причем выравнивающее отверстие имеет ось (N) выравнивающего отверстия, которая отстоит от оси (H) захватывающего отверстия на ненулевое второе расстояние (Q),
при этом в незажатом положении:
выравнивающий выступ занимает выравнивающее отверстие,
фиксирующий выступ занимает участок установочного отверстия фиксирующего отверстия,
не образуется посадка с натягом между фиксирующим выступом и фиксирующим отверстием, и
охватываемая часть может быть извлечена из охватывающей части, а в зажатом положении:
выравнивающий выступ примыкает к участку выравнивающего отверстия, фиксирующий выступ занимает участок захватывающего отверстия фиксирующего отверстия,
фиксирующий выступ примыкает к захватывающей поверхности (60) участка захватывающего отверстия,
образуется посадка с натягом между фиксирующим выступом и фиксирующим отверстием, а
участок (56) захватывающего отверстия без использования дополнительного средства остается зафиксированным на фиксирующем выступе (36).
фиксирующее отверстие (152, 252) сужается назад под первым углом (γ) отверстия, и
первый угол (γ) отверстия равен первому углу (β) выступа.
выравнивающее отверстие (264) сужается вперед под вторым углом (φ) отверстия, и
второй угол (φ) отверстия равен второму углу (δ) выступа.
выравнивающий выступ (40) имеет длину (L2) выравнивающего выступа; и
длина (L2) выравнивающего выступа больше длины (L1) фиксирующего выступа.
Комментарии