Продольная или поперечная рулевая тяга с цельной соединительной трубой и способ ее изготовления - RU2732807C2
Код документа: RU2732807C2
Чертежи




Описание
Изобретение относится к продольной или поперечной рулевой тяге с цельной соединительной трубой и к способу изготовления такой продольной или поперечной рулевой тяги согласно родовым понятиям независимых пунктов 1, 12 и 23 формулы изобретения.
Соединительные трубы, которые соединяют между собой два шарнирных присоединения продольной рулевой тяги или поперечной рулевой тяги, известны из уровня техники. В публикации DE 10351463 А1 раскрыта система рулевых тяг, которая называется также рулевым валом, транспортного средства хозяйственного назначения, прежде всего тяжелого транспортного средства хозяйственного назначения. Система рулевых тяг имеет продольную рулевую тягу, которая называется также рулевой толкающей штангой, и поперечную рулевую тягу. Ориентированная по существу в продольном направлении транспортного средства продольная рулевая тяга и ориентированная по существу в поперечном направлении транспортного средства поперечная рулевая тяга состоят в кинематической связи через рычажные структуры. Поперечная рулевая тяга имеет соединительную трубу, выполненную по существу прямой. Продольная рулевая тяга имеет изогнуто выполненную соединительную трубу, чтобы при повороте управляемых колес избежать столкновения с расположенным по соседству колесом транспортного средства.
Из GB 488531 А известна продольная рулевая тяга с многоэлементной соединительной трубой, причем соединительная труба выполнена из вложенных друг в друга трубных отрезков.
В DE 102006040072 А1 описан полый профиль безрельсового транспортного средства с двигателем с защитным кожухом, который выполнен вокруг изготовленного методом формовки высоким внутренним давлением конструктивного элемента.
В смонтированном состоянии продольные рулевые тяги и поперечные рулевые тяги с прямой соединительной трубой могут подвергаться действию растягивающих, сжимающих нагрузок или нагрузок при продольном изгибе или также наложению нескольких из этих видов нагрузок. При прямых продольных рулевых тягах или поперечных рулевых тягах, например, при наезде на бордюрный камень под острым, при рассмотрении в виде сверху на транспортное средство хозяйственного назначения, углом между колесом транспортного средства и бордюрным камнем в продольную рулевую тягу вводятся большие силы, действующие на колесо. В этом случае возникает опасность продольного изгиба прямой соединительной трубы. Согласно теории изгиба тонких упругих стержней Эйлера этот продольный изгиб зачастую происходит приблизительно посредине продольной протяженности продольных рулевых тяг или поперечных рулевых тяг. Изогнуто выполненные продольные рулевые тяги и поперечные рулевые тяги, наряду с растягивающими, сжимающими нагрузками и нагрузками при продольном изгибе, могут быть подвержены также действию изгибающих нагрузок, а также наложению нескольких из вышеназванных видов нагрузок. В зависимости от того, идет ли речь о прямой или изогнутой продольной рулевой тяге или поперечной рулевой тяге и какой вид нагрузки или какие виды нагрузки имеют место в данном случае, в продольных рулевых тягах или поперечных рулевых тягах вдоль их продольной протяженности могут иметься механические напряжения разной силы. Назначение размеров продольных рулевых тяг и поперечных рулевых тяг направлено соответственно на то, чтобы надежно предотвратить выход из строя в областях с максимальным напряжением. Как результат этого, продольные рулевые тяги или поперечные рулевые тяги, при рассмотрении вдоль их продольной протяженности, в широких частях зачастую рассчитаны с чрезмерно большими размерами и, как результат этого, имеют относительно большую массу.
Задача изобретения состоит в том, чтобы предоставить продольную рулевую тягу или поперечную рулевую тягу с цельной соединительной трубой, которая имеет относительно малую массу и, тем не менее, может надежно воспринимать возникающие механические напряжения.
Согласно настоящему изобретению данная задача решена посредством продольной или поперечной рулевой тяги, имеющей цельную соединительную трубу, конечные участки которой вмещают соответственно части шарнирных присоединений и которая участками, т.е. на отдельных участках, усилена посредством по меньшей мере одного соединенного с силовым замыканием с соединительной трубой трубного отрезка, который своей внешней стенкой или своей внутренней стенкой по всей площади прилегает к стенке соединительной трубы с образованием прессового соединения, причем соединительная труба пластически деформирована радиально в окружном направлении в пределах отстоящего от концов соединительной трубы соединительного участка, на котором соединительная труба имеет, по сравнению со своими недеформированными радиально в окружном направлении участками, увеличенный внутренний и внешний диаметр или уменьшенный внутренний и внешний диаметр.
Предпочтительные формы выполнения и усовершенствования являются предметов зависимых пунктов формулы изобретения.
Продольная протяженность вышеупомянутого трубного отрезка меньше, чем продольная протяженность соединительной трубы. Два шарнирных присоединения продольной рулевой тяги или поперечной рулевой тяги расположены на концах соединительной трубы. Соединительная труба и трубный отрезок имеют предпочтительно кольцевидное поперечное сечение. Внутренний диаметр и внешний диаметр, геометрия поперечного сечения, а также толщины стенки соединительной трубы и трубного отрезка вдоль их продольной протяженности предпочтительно постоянны.
В транспортных средствах хозяйственного назначения передача поворотного движения с рулевого колеса на колеса транспортного средства осуществляется, как правило, через систему рулевых тяг, которая имеет соответственно по меньшей мере одну поперечную рулевую тягу и одну продольную рулевую тягу. В смонтированном положении поперечная рулевая тяга в значении изобретения простирается в транспортном средстве хозяйственного назначения по меньшей мере по существу в поперечном направлении транспортного средства и соединяет рычаг рулевой трапеции стойки колеса первой стороны транспортного средства с рычагом рулевой трапеции противолежащей стойки колеса другой стороны транспортного средства. В смонтированном положении продольная рулевая тяга в значении изобретения простирается в транспортном средстве хозяйственного назначения по меньшей мере по существу в продольном направлении транспортного средства и соединяет рулевой механизм, прежде всего рычаг рулевого механизма, с рычагом поворотного кулака, который предназначен для одной из двух стоек колеса, которые соединены поперечной рулевой тягой.
Продольная рулевая тяга или поперечная рулевая тяга, предпочтительно, имеет два уменьшенных в диаметре конечных участка с шарнирным присоединением на каждом из них, причем шарнирные присоединения выполнены, предпочтительно, в виде шаровых шарниров, прежде всего в виде радиальных шаровых шарниров. В выполненном в виде радиального шарового шарнира шарнирном присоединении соответствующий конечный участок соединительной трубы вмещает хвостовик радиального шарового шарнира. За счет этого хвостовик образует присоединительную область расположенного на конце соединительной трубы шарнирного присоединения. Хвостовик может быть соединен с конечным участком соединительной трубы разъемно или неразъемно, причем выполненный неразъемным вариант соединения, предпочтительно, выполнен с геометрическим замыканием, но может быть выполнен также как сплошное соединение. Например, хвостовик может быть соединен с конечным участком соединительной трубы разъемно с помощью резьбового соединения, причем хвостовик имеет, преимущественным образом, внешнюю резьбу, а конечный участок соединительной трубы - ответную внутреннюю резьбу. Возможно, конечно, также резьбовое соединение, которое выполнено неразъемным, например посредством зачеканивания. Альтернативно, хвостовик может быть соединен с геометрическим или силовым замыканием с конечным участком соединительной трубы неразъемно с помощью рифленого профиля. В этом случае рифленый профиль простирается, сопрягаясь по форме, в осевом направлении хвостовика и конечного участка и имеет равномерно отстоящие друг от друга в осевом направлении канавки.
Канавки могут быть выполнены замкнутыми по окружности и не замкнутыми по окружности. При выполненных не замкнутыми по окружности канавках они простираются согласно DE 10223306 А1, при рассмотрении в поперечном сечении хвостовика и конечного участка, преимущественным образом, в виде двух имеющих одинаковую величину, отделенных друг от друга и расположенных напротив друг друга окружных участков, каждый из которых больше чем четверть и меньше чем половина всей окружности.
Приданный хвостовику рифленый профиль может быть выполнен со снятием стружки или без снятия стружки, прежде всего посредством исходного формообразования или пластического деформирования. Рифленый профиль конечного участка соединительной трубы может быть выгодным образом выполнен при вставленном хвостовике в соединении с уже изготовленным, соответствующим по форме рифленым профилем хвостовика с помощью процесса горячей чеканки. Процесс горячей чеканки, который называется также горячей запрессовкой, осуществляется, предпочтительно, с заранее нагретым конечным участком соединительной трубы. Горячая запрессовка имеет преимущество, состоящее в том, что между конечным участком соединительной трубы и хвостовиком шарового шарнира достигается особо жесткая посадка, потому что во время охлаждения охватывающий хвостовик конечный участок соединительной трубы подвергается усадке и за счет этого прочно прилегает к хвостовику.
В корпусе радиального шарового шарнира расположен шаровидный конец шаровой цапфы, которая простирается по существу под прямым углом к направлению протяженности хвостовика. На этом основании радиальные шаровые шарниры зачастую называются также угловыми шаровыми шарнирами. Альтернативно, по меньшей мере одно из обоих шарнирных присоединений может быть выполнено также в виде осевого шарового шарнира. По меньшей мере одно из обоих шарнирных присоединений выгодно соединено с соединительной трубой с возможностью смещения в осевом направлении конечного участка, чтобы предоставить возможность точной юстировки расстояния от одного шарнирного присоединения до другого. При этом точная юстировка осуществляется с помощью резьбовой структуры, которая предоставляет возможность осевого смещения хвостовика относительно конечного участка соединительной трубы. После точной юстировки настроенная позиция шарнирного присоединения относительно соединительной трубы может быть зафиксирована с помощью охватывающего конечный участок соединительной трубы хомута. При такой форме выполнения конечный участок соединительной трубы имеет несколько продольных прорезей, чтобы предоставить возможность зажатия. Альтернативно, для точной юстировки может быть применена также система точной настройки с расположенной между конечным участком соединительной трубы и хвостовиком радиального шарового шарнира юстировочной втулкой с внутренней и внешней резьбой согласно DE 19900264 А1. Другая возможность фиксации положения шарнирного присоединения относительно соединительной трубы после точной юстировки представляет собой заклинивание внешней резьбы хвостовика относительно внутренней резьбы конечного участка с помощью одной или нескольких контргаек.
По меньшей мере один трубный отрезок может быть расположен внутри соединительной трубы, причем внешняя стенка трубного отрезка по всей площади прилегает к внутренней стенке соединительной трубы. В таком расположении имеется преимущество, состоящее в том, что проходящая всплошную внешняя стенка соединительной трубы одновременно представляет собой внешнюю окружную поверхность образованного из соединительной трубы и трубного отрезка конструктивного узла. Это представляет собой преимущество при транспортировке и монтаже, потому что благодаря гладкой внешней окружной поверхности возникает меньшая опасность травмирования. Альтернативно, по меньшей мере один трубный отрезок может быть расположен также снаружи от соединительной трубы, причем при такой форме выполнения внутренняя стенка трубного отрезка по всей площади прилегает к внешней стенке соединительной трубы. Такая форма выполнения обладает преимуществами при изготовлении и контроле качества конструктивного узла, состоящего из соединительной трубы и трубного отрезка, потому что прессовое соединение между соединительной трубой и трубным отрезком является хорошо доступным и обозримым.
Соединительная труба вдоль своей продольной протяженности имеет, прежде всего, прямолинейную протяженность. Под прямолинейной протяженностью понимается, что воображаемая соединительная линия между осевыми линиями присоединительных областей двух расположенных на обоих концах соединительной трубы шарнирных присоединений равнозначна осевой линии соединительной трубы. Это значит, что соединительная труба может иметь прямолинейную протяженность вдоль всей своей продольной протяженности. Усиление соединительной трубы участками за счет по меньшей мере одного соединенного с силовым замыканием с соединительной трубой трубного отрезка осуществляется, прежде всего, в зависимости от имеющихся вдоль продольной протяженности соединительной трубы нагрузок. Прямые соединительные трубы для соединения двух шарнирных присоединений продольной рулевой тяги или поперечной рулевой тяги могут подвергаться действию растягивающих, сжимающих или изгибающих нагрузок или также наложению нескольких из этих видов нагрузок. Прямые соединительные трубы для соединения двух шарнирных присоединений продольной рулевой тяги или поперечной рулевой тяги не предусмотрены для передачи моментов вращения и, как результат этого, для восприятия скручивающих нагрузок. В соединительной трубе с прямолинейной продольной протяженностью трубный отрезок расположен, преимущественным образом, посредине соединительной трубы, потому что при перегрузке за счет действующих в продольном направлении соединительной трубы сжимающих сил соединительная труба зачастую выходит из строя в этой средней области вследствие продольного изгиба. Усиление средней области за счет соединенного с силовым замыканием с соединительной трубой трубного отрезка осуществляется, в свою очередь, таким образом, что трубный отрезок своей внешней стенкой или своей внутренней стенкой по всей площади прилегает к внутренней стенке или к внешней стенке средней области прямой соединительной трубы с образованием прессового соединения. За счет этого повышается существенный для теории изгиба тонких упругих стержней Эйлера момент инерции площади, который называется также вторым моментом площади и, вместе с тем, также запас прочности в отношении продольного изгиба в средней области прямой соединительной трубы.
Частичное усиление областей соединительной трубы с высокими нагрузками с помощью одного или нескольких трубных отрезков дает преимущество, состоящее в том, что соединительная труба может быть выполнена сравнительно легкой, потому что геометрия ее поперечного сечения не должна ориентироваться на максимальную нагрузку соединительной трубы. За счет этого возможно снижение массы соединительной трубы, которое вследствие относительно больших площадей поперечного сечения и относительно больших длин конструктивных элементов особо существенно сказывается, прежде всего, в продольных рулевых тягах и поперечных рулевых тягах для безрельсовых транспортных средств хозяйственного назначения с двигателем, таких как, например, грузовые автомобили и автобусы. Вследствие меньшего расхода материала возможно также снижение затрат на изготовление. Дополнительная масса за счет отрезка или трубных отрезков существенно меньше, чем снижение массы соединительной трубы за счет описанных ранее мер. За счет этого может быть снижен так называемый вес транспортного средства хозяйственного назначения в порожнем состоянии и, вместе с тем, повышена загрузка пассажирами или грузом, что, наряду с дальнейшей экономической выгодой, влечет за собой также пользу для окружающей среды вследствие снижения выбросов СО2.
Согласно альтернативной форме выполнения изобретения соединительная труба имеет отличающуюся от прямолинейной протяженности протяженность. Под отличающейся от прямолинейной протяженности протяженностью понимается, что воображаемая соединительная линия между осевыми линиями присоединительных областей двух расположенных на обоих концах соединительной трубы шарнирных присоединений не полностью равнозначна осевой линии соединительной трубы. Соединительная труба может иметь отличающуюся от прямолинейной протяженности протяженность вдоль всей своей продольной протяженности, или на частичном участке, или на нескольких частичных участках. Область или области с отличающейся от прямолинейной протяженности протяженностью могут иметь равномерную постоянную кривизну или разные радиусы кривизны. Область или области с отличающейся от прямолинейной протяженности протяженностью могут находиться двухмерно в единственной плоскости или могут быть расположены трехмерно в нескольких плоскостях. Для предотвращения столкновений с другими конструктивными элементами, такими как, например, управляемыми колесами транспортного средства, соединительные трубы для соединения двух шарнирных присоединений продольной рулевой тяги или поперечной рулевой тяги зачастую по конструктивным условиям выполнены изогнутыми, коленчатыми или искривленными иным образом.
Внутренний диаметр и внешний диаметр, геометрия поперечного сечения, а также толщины стенки соединительной трубы и трубного отрезка в этой форме выполнения тоже, преимущественным образом, постоянны вдоль всей их продольной протяженности. В этом отношении в соединительной трубе в областях, в которых она имеет отличающуюся от прямолинейной протяженности протяженность, это может привести к незначительным отклонениям. Эти отклонения обусловлены технологически и возникают, прежде всего, тогда, когда имеет место относительно малый радиус кривизны и кривизна образуется за счет гибки соединительной трубы. При теоретическом рассмотрении соединительная труба представляет собой изогнутый стержень с более или менее сильно выраженной в зависимости от конструктивного оформления кривизной, который на обоих концах установлен на шарнирах. Вследствие этого в качестве видов нагрузки могут возникать растяжение, сжатие, изгиб и продольный изгиб. Скручивающие нагрузки возникать не могут.
Трубный отрезок, предпочтительно, расположен в области искривленного участка соединительной трубы. Прежде всего, в соединительных трубах, которые имеют существенно отличающуюся от прямолинейной протяженности протяженность и в которые со стороны конца вводятся большие силы растяжения или сжатия, на искривленных участках возникает относительно большая изгибающая нагрузка. Расположенные в области этих искривленных участков соединительной трубы отрезки трубы способствуют тому, что вышеназванные пики нагрузки могут быть надежно поглощены. За счет этого предотвращаются недопустимые деформации соединительной трубы, которые могли бы привести к непреднамеренному изменению колеи и к обусловленному этим повышенному износу шин.
В выгодном усовершенствовании изобретения соединительная труба или трубный отрезок в пределах общего, отстоящего от концов соединительной трубы соединительного участка пластически деформированы радиально в окружном направлении. Проходящая радиально в окружном направлении пластическая деформация одной из обеих сторон соединения, соединительной трубы или трубного отрезка, является выгодной для того, чтобы привести трубный отрезок его внешней стенкой или его внутренней стенкой до прилегания по всей площади к внутренней стенке или внешней стенке соединительной трубы с образованием прессового соединения. Теоретически было бы также мыслимым производить расчет допусков на диаметр соединительной трубы и трубного отрезка таким образом, чтобы для достижения прессового соединения между соединительной трубой и трубным отрезком была предусмотрена прессовая посадка. Конечно, это было бы реализуемо с большими производственными затратами и поэтому экономически не выгодно. Выполнение прессового соединения посредством напрессовки после предшествующего нагрева стороны соединения, имеющей больший диаметр, на другую сторону соединения, которая перед соединением может быть дополнительно охлаждена, реализуемо в любом случае тоже с повышенными затратами.
Поэтому в исходном состоянии обе стороны соединения, соединительная труба и трубный отрезок, имеют в отношении соответственно соприкасающихся после образования прессового соединения внешней и внутренней окружных поверхностей, преимущественным образом, посадку с зазором. Для выполнения прессового соединения одна из обеих сторон соединения, соединительная труба или трубный отрезок, для перекрытия образованного за счет посадки с зазором, проходящего по окружности кольцевого зазора между соединительной трубой и трубным отрезком пластически деформируется в пределах общего, отстоящего от концов соединительной трубы соединительного участка. При этом другая из обеих сторон соединения, которая имеет, преимущественным образом, относительно малый допуск на диаметр, который, прежде всего по порядку величины, находится в диапазоне способности другой из обеих сторон соединения к упругой деформации, деформируется лишь упруго. На соединительном участке трубный отрезок может быть расположен внутри соединительной трубы и после своей, проходящей радиально в окружном направлении пластической деформации посредством увеличения диаметра прилегать по всей площади к внутренней стенке соединительной трубы с образованием прессового соединения или соединительная труба за счет проходящей радиально в окружном направлении пластической деформации в пределах соединительного участка уменьшается в диаметре и приводится в прилегание по всей площади к внешней стенке трубного отрезка. Альтернативно, трубный отрезок в исходном состоянии перед выполнением прессового соединения может быть расположен концентрично с соединительной трубой и снаружи от нее и в пределах общего соединительного участка или трубный отрезок посредством уменьшения диаметра, или соединительная труба посредством увеличения диаметра приводится в прилегание по всей площади к соответственно другой стороне соединения.
Согласно альтернативной форме выполнения изобретения соединительная труба и трубный отрезок пластически деформированы радиально в окружном направлении в пределах общего, отстоящего от концов соединительной трубы соединительного участка. В зависимости от допусков на диаметр соединительной трубы и/или трубного отрезка может быть, как было описано ранее, что достаточно проходящей радиально в окружном направлении пластической деформации только одной из обеих сторон соединения, соединительной трубы или трубного отрезка. При этом для местного усиления соединительной трубы за счет по меньшей мере одного соединенного с соединительной трубой с силовым замыканием трубного отрезка другая сторона соединения, соединительная труба и трубный отрезок, деформируется лишь упруго. При больших допусках на диаметр как соединительной трубы, так и трубного отрезка выгодна проходящая в окружном направлении пластическая деформация соединительной трубы, а также трубного отрезка в пределах общего, отстоящего от концов соединительной трубы соединительного участка. За счет этого в пределах диапазона разброса от теоретически наименьшего возможного до теоретически наибольшего возможного зазора между сторонами соединения, соединительной трубой и трубным отрезком, соединительная труба надежно усиливается участками с образованием прессового соединения за счет по меньшей мере одного соединенного с силовым замыканием с соединительной трубой трубного отрезка.
По сравнению с не деформированными радиально в окружном направлении участками соединительная труба имеет на соединительном участке увеличенный внутренний и внешний диаметр или уменьшенный внутренний и внешний диаметр. Переход от не деформированных радиально в окружном направлении участков соединительной трубы к соединительному участку соединительной трубы выполнен, предпочтительно, коническим в окружном направлении. Соединительный участок простирается по меньшей мере вдоль длины искривленного участка. С одной стороны или с обеих сторон соединительный участок может простираться также за пределы искривленного участка в направлении концов соединительной трубы. В этом случае, наряду с выполненной изогнутой областью, соединительной трубы дополнительно усиливается также по меньшей мере одна примыкающая к изогнутой области область с прямолинейной протяженностью.
Материалы соединительной трубы и трубного отрезка выгодным образом имеют разные пределы текучести. Предел текучести, который указывается, как правило, в Н/мм2 или МПа, - это характеристика материала и означает такое напряжение, до которого материал при нагружении не проявляет долговременной пластической деформации. При непревышении предела текучести материал после снятия нагрузки упруго возвращается в свою первоначальную форму, в отличие от этого при превышении сохраняется пластическое изменение формы. При растягивающей нагрузке, как она имеет место, если диаметр соединительной трубы и/или трубного отрезка расширяется, предел текучести называется пределом текучести при растяжении. Во взаимосвязи со сжимающей нагрузкой, как она имеет место, если соединительная труба и/или трубный отрезок уменьшается в диаметре, предел текучести называется пределом текучести при сжатии.
Принцип действия соединения с силовым замыканием соединительной трубы и трубного отрезка с образованием прессового соединения основывается на разных пределах текучести сторон соединения, соединительной трубы и трубного отрезка. После образования прессового соединения трубный отрезок на соединительном участке своей внешней стенкой или своей внутренней стенкой прилегает по всей площади к внутренней стенке или к внешней стенке соединительной трубы. Перед этим или соединительная труба, или трубный отрезок были нагружены упруго до своего предела текучести, а другая из обеих сторон соединения - за пределы своего предела текучести. Альтернативно, обе стороны соединения перед этим были нагружены выше своего соответствующего предела текучести. Так как вышеназванными нагрузками вызывается или только упругая, или упругая и пластическая деформация соединительной трубы и/или трубного отрезка, то при снятии нагрузки происходит соответственно обратное пружинение на величину упругой составляющей деформации. Для того чтобы прессовое соединение между трубным отрезком и соединительной трубой могло быть осуществлено, материал одной из обеих сторон соединения должен иметь более высокий предел текучести, то есть более высокую упругость.
Для того чтобы, например, при расположении с охватывающем внешнюю стенку соединительной трубы трубным отрезком можно было реализовать желаемое прессовое соединение посредством увеличения диаметра обеих сторон соединения, материал трубного отрезка должен иметь более высокий предел текучести при растяжении, чем материал соединительной трубы. Во время увеличения диаметра по меньшей мере соединительная труба претерпевает деформацию с упругой и пластической составляющей. После прекращения действия необходимой для увеличения диаметра силы деформации внешний диаметр соединительной трубы уменьшается на упругую составляющую деформации. Во время увеличения диаметра соединительной трубы трубный отрезок нагружается или только упруго, или упруго и пластически, то есть выше предела текучести при растяжении. После прекращения действия необходимой для увеличения диаметра силы деформации внутренний диаметр трубного отрезка тоже уменьшается. Вследствие того, что предел текучести при растяжении материала трубного отрезка больше, чем таковой материала соединительной трубы, после прекращения действия необходимой для увеличения диаметра силы деформации трубный отрезок в пределах соединительного участка отпружинивает сильнее, чем соединительная труба. То есть, если бы меньшее обратное пружинение соединительной трубы не препятствовало бы полному снятию нагрузки с трубного отрезка, то после прекращения действия необходимой для увеличения диаметра силы деформации внутренний диаметр трубного отрезка уменьшился бы больше, чем прилегающий по всей площади внешний диаметр соединительной трубы. За счет этого вызывается эффект зажатия, который приводит на соединительном участке к соединению с силовым замыканием соединительной трубы с трубным отрезком с образованием прессового соединения.
Соединительная труба и трубный отрезок выполнены, преимущественным образом, из одинакового материала, прежде всего из стали. Материалы сторон соединения, соединительной трубы и трубного отрезка, выбираются, преимущественным образом, однотипными, чтобы избежать ослабления или разъединения прессового соединения между сторонами соединения, соединительной трубой и трубным отрезком, под действием температуры. При использовании для соединительной трубы и трубного отрезка разных материалов в зависимости от коэффициентов теплового расширения выбранных материалов при температурах выше или ниже температуры, которая была при соединении соединительной трубы и трубного отрезка, может произойти ослабление или разъединение прессового соединения между обеими сторонами соединения.
Согласно предпочтительной форме выполнения изобретения материал соединительной трубы имеет более высокий предел текучести при растяжении, чем материал трубного отрезка. В этом случае прессовое соединение с силовым замыканием может быть достигнуто тогда, когда трубный отрезок расположен внутри соединительной трубы и обе стороны соединения увеличиваются в диаметре вместе. Такая форма выполнения выгодна, прежде всего, тогда, когда трубный отрезок расположен в области искривленного участка соединительной трубы, потому что вследствие расположенного внутри трубного отрезка внешняя стенка соединительной трубы выполнена по меньшей мере по существу гладкой, и тем самым гибка соединительной трубы для образования искривленного участка упрощается. При этом предел текучести при растяжении материала соединительной трубы может иметь, например величину 460 МПа, а материала трубного отрезка - величину 355 МПа. Соответственно этому разница между обеими величинами предела текучести при растяжении составляет 105 МПа. За счет пар материалов, которые имеют еще более значительную разницу между обеими величинами предела текучести при растяжении, надежность процесса при образовании прессового соединения с силовым замыканием может быть повышена далее.
Чем больше разница между величинами предела текучести при растяжении, тем больше разница между теоретическими путями обратного пружинения после выполнения прессового соединения, если бы стороны соединения, соединительная труба и трубный отрезок, теоретически могли бы полностью разгрузиться на соответствующую упругую составляющую деформации. После увеличения диаметра соединительной трубы и трубного отрезка в пределах соединительного участка и последующего за этим прекращения действия примененной для увеличения диаметра силы соединения трубный отрезок отпружинивает в диаметре на меньшую величину, чем отпружинила бы соединительная труба, если бы образование прессового соединения с трубным отрезком не препятствовало бы полному снятию нагрузки. О разнице путей, который проходится трубным отрезком при снятии с него нагрузки после соединения и который был бы пройден соединительной трубой, если бы ей не препятствовал в этом трубный отрезок, можно было бы говорить как о перекрытии. Относительно большое перекрытие в этом значении выгодно, прежде всего, тогда, когда трубный отрезок расположен на искривленном участке соединительной трубы, потому что в рамках выполнения искривленного участка величина перекрытия могла бы быть участками снижена за счет пластической деформации. Если материал соединительной трубы имеет более высокий предел текучести при растяжении, чем материал трубного отрезка, то прессовое соединение с силовым замыканием альтернативно может быть достигнуто также в том случае, если трубный отрезок охватывает соединительную трубу и обе стороны соединения вместе уменьшаются в диаметре.
Трубный отрезок, предпочтительно, имеет меньшую толщину стенки, чем соединительная труба. Трубный отрезок служит для того, чтобы воспринимать пики нагрузки по ходу соединительной трубы. Поэтому трубный отрезок достаточно выполнить с толщиной стенки, которая меньше, чем толщина стенки соединительной трубы. Основную часть возникающих нагрузок берет на себя соединительная труба. Продольная протяженность по меньшей мере одного трубного отрезка меньше, прежде всего существенно меньше, чем продольная протяженность соединительной трубы. Если трубный отрезок расположен в области искривленного участка соединительной трубы, то за счет меньшей по сравнению с соединительной трубой толщины стенки трубного отрезка гибка соединительной трубы для образования искривленного участка упрощается. В отношении внутреннего и внешнего диаметра, а также толщины стенки соединительная труба имеет, предпочтительно, стандартные размеры, потому что трубный материал со стандартными размерами можно приобрести выгоднее, чем таковой со специальными размерами и потому что вследствие большей по сравнению с трубным отрезком длины его требуется больше. Если необходимо, то трубный материал со специальными размерами вследствие меньшей потребности используется, предпочтительно, для трубного отрезка.
Согласно усовершенствованию изобретения по меньшей мере один конечный участок соединительной трубы выполнен уменьшенным в диаметре. Уменьшенный в диаметре конечный участок служит для пристыковки соединительной трубы к присоединительному конструктивному элементу. Конечный участок выполнен без усиления за счет трубного отрезка и может иметь внешнюю окружную поверхность наподобие цилиндрической боковой поверхности. Соединительная труба имеет выполненный, преимущественным образом, коническим в окружном направлении переход по меньшей мере к одному уменьшенному в диаметре конечному участку. Соединительный участок и конечный участок, предпочтительно, отстоят друг от друга. Уменьшенный в диаметре конечный участок может иметь внутреннюю резьбу, которая простирается, прежде всего, вдоль всей длины конечного участка. Помимо этого, конечный участок может иметь одну или несколько продольных прорезей, которые в сочетании с хомутом пригодны для радиального зажатия конечного участка. Предпочтительно, предусмотрены две диаметрально противолежащие продольные прорези, которые пронизывают цилиндрическую боковую поверхность конечного участка в одной плоскости в осевом направлении. Образованные таким образом продольные прорези могут быть выгодно выполнены за одну технологическую операцию посредством пиления. Находящийся напротив уменьшенного в диаметре конечного участка конечный участок соединительной трубы может быть отрезан по размеру с сохранением первоначальной исходной формы или тоже выполнен уменьшенным в диаметре. Соединительная труба и/или трубный отрезок выгодно выполнены в виде бесшовных холоднотянутых стальных труб. Использование бесшовных холоднотянутых стальных труб в качестве исходного материала для соединительной трубы и/или трубного отрезка является преимуществом, прежде всего, тогда, когда для образования прессового соединения с силовым замыканием обе стороны соединения на соединительном участке увеличиваются в диаметре. Возникающая в соединительной трубе и отрезке трубы при увеличении диаметра растягивающая нагрузка может особо хорошо выдерживаться трубами, периметр которых не ослаблен швом. Выгодным образом могут быть использованы бесшовные холоднотянутые прецизионные стальные трубы по EN 10305-1, которые были подвергнуты термообработке способом нормализации. Нормализация служит, например, для того, чтобы устранять вызванные за счет наклепа во время холодного протягивания неравномерности кристаллической структуры. За счет этого может быть целенаправленно достигнута мелкозернистая, равномерная кристаллическая структура с хорошими свойства деформируемости как исходная база для увеличения диаметра соединительной трубы и трубного отрезка.
Согласно альтернативной форме выполнения соединительная труба и/или трубный отрезок выполнены в виде сварных стальных труб с продольным швом. Использование в качестве исходного материала для соединительной трубы и/или трубного отрезка относительно недорогих сварных стальных труб с продольным швом принимается в расчет, прежде всего, тогда, когда для образования прессового соединения с силовым замыканием обе стороны соединения на соединительном участке обжимаются. Улучшить технологические свойства сварных стальных труб с продольным швом может термообработка способом отжига. Сварные стальные трубы с продольным швом принимаются в расчет в качестве исходного материала также в форме выполнения с расположенным в области искривленного участка соединительной трубы трубным отрезком, прежде всего при относительно большом радиусе кривизны. В этом случае следует следить за тем, чтобы продольный сварной шов находился в области нейтральных волокон. Нейтральными волокнами называется слой работающего на изгиб поперечного сечения, длина которого в процессе гибки не изменяется. Гибка не вызывает там растягивающих или сжимающих напряжений. Наряду со сварными стальными трубами с продольным швом, в качестве исходного материала для соединительной трубы и/или трубного отрезка пригодны также сварные стальные трубы со спиральным швом.
Помимо этого, изобретение относится к способу изготовления продольной рулевой тяги или поперечной рулевой тяги, как они были описаны ранее, причем сначала трубную заготовку трубного отрезка позиционируют внутри трубной заготовки соединительной трубы, и затем диаметр обеих трубных заготовок увеличивают в пределах соединительного участка посредством перемещаемой в общем осевом направлении обеих трубных заготовок оправки с завышенным размером. За счет этого создают прессовое соединение с силовым замыканием между обеими сторонами соединения. В связи с этим под трубной заготовкой трубного отрезка или же соединительной трубы понимается исходный материал для трубного отрезка или же для соединительной трубы. При этом речь идет, преимущественным образом, о бесшовных холоднотянутых стальных трубах с прямолинейной протяженностью, которые соответственно порезаны на необходимую рабочую длину. Позиционирование заготовки трубного отрезка в заготовке соединительной трубы осуществляют выгодным образом посредством перемещаемой внутри трубной заготовки соединительной трубы контропоры, которая действует как упор. Между трубной заготовкой трубного отрезка и трубной заготовкой соединительной трубы имеет место, преимущественным образом, посадка с зазором с относительно малым зазором, чтобы обе стороны соединения могли перемещаться относительно друг друга без приложения большой силы.
Увеличение диаметра трубной заготовки трубного отрезка и трубной заготовки соединительной трубы в пределах соединительного участка посредством перемещаемой в общем осевом направлении обеих трубных заготовок оправки с завышенным размером осуществляют, преимущественным образом, поступательно в осевом направлении. В связи с этим под завышенным размером понимается, что оправка имеет внешний диаметр, например, 38 мм, который больше, чем внутренний диаметр трубной заготовки трубного отрезка перед увеличением диаметра, который составляет, например, 37 мм. Оправка имеет свой завышенный размер, предпочтительно, не вдоль всей своей продольной протяженности в осевом направлении, а только в относительно небольшой области своей продольной протяженности, которая образована в виде проходящего кольцеобразно в окружном направлении фасонного утолщения. За счет этого необходимая для увеличения диаметра сила деформации может поддерживаться относительно малой. Вдоль своей остальной продольной протяженности оправка имеет с окружной стороны по существу проходящую в окружном направлении выборку для снижения трения между оправкой и внутренней стенкой трубной заготовки трубного отрезка.
Посредством увеличения диаметра в пределах соединительного участка трубная заготовка трубного отрезка становится трубным отрезком, а трубная заготовка соединительной трубы - соединительной трубой. В рамках увеличения диаметра трубного отрезка и соединительной трубы соединительная трубы может быть деформирована упруго или пластически. При находящемся внутри отрезке трубы увеличение диаметра осуществляют, преимущественным образом, так, что в пределах соединительного участка соединительная труба имеет остаточную пластическую деформацию, связанную с незначительным увеличением внешнего диаметра. В этом случае внутренний и внешний диаметр трубного отрезка и соединительной трубы в пределах соединительного участка больше, чем за пределами соединительного участка. За счет такого способа выполнения достигается, что в случае недейственности прессового соединения с силовым замыканием между сторонами соединения, соединительной трубой и трубным отрезком, действует сохранение положения с геометрическим замыканием, которое удерживает трубный отрезок в его положении в осевом направлении внутри соединительной трубы.
По меньшей мере один конечный участок соединительной трубы, преимущественным образом, уменьшают в диаметре, причем уменьшение диаметра происходит посредством перемещаемой в осевом направлении соединительной трубы матрицы с коническим входным отверстием, причем матрица перемещается по внешнему контуру соединительной трубы. На своей обращенной к соединительной трубе стороне матрица имеет коническое входное отверстие с углом раскрытия, преимущественным образом, от 12° до 15°. Насаживание матрицы на находящийся со стороны конца внешний периметр соединительной трубы может быть осуществлено после того, как оправка была вытянута из соединительной трубы. Насаживание матрицы выгодным образом осуществляют при погруженной в соединительную трубу оправке, причем в области, в которой матрицу насаживают на соединительную трубу, оправка имеет внешний диаметр, который соответствует внутреннему диаметру уменьшенного в диаметре конечного участка. За счет этого можно противодействовать продольному изгибу соединительной трубы во время насаживания матрицы.
Уменьшение диаметра соединительной трубы выгодным образом осуществляют при том же закреплении, что и увеличение диаметра трубной заготовки трубного отрезка и трубной заготовки соединительной трубы. По сравнению с отдельными рабочими операциями это особо выгодно тогда, когда насаживание матрицы при погруженной в соединительную трубу оправке осуществляют так, как это описано ранее. В зависимости от формы выполнения соединительной трубы затем посредством гибки соединительной трубы может быть выполнен искривленный участок.
В последующем, изобретение разъясняется подробнее с помощью изображающих лишь примеры выполнения чертежей, причем к одинаковым деталям конструкции или элементам относятся одинаковые ссылочные обозначения. При этом показано на:
Фиг.1 передний мост транспортного средства хозяйственного назначения с компонентами рулевого управления согласно уровню техники в изображении в перспективе,
Фиг.2 продольная рулевая тяга с изогнутой соединительной трубой согласно первой форме выполнения изобретения в изображении в разрезе,
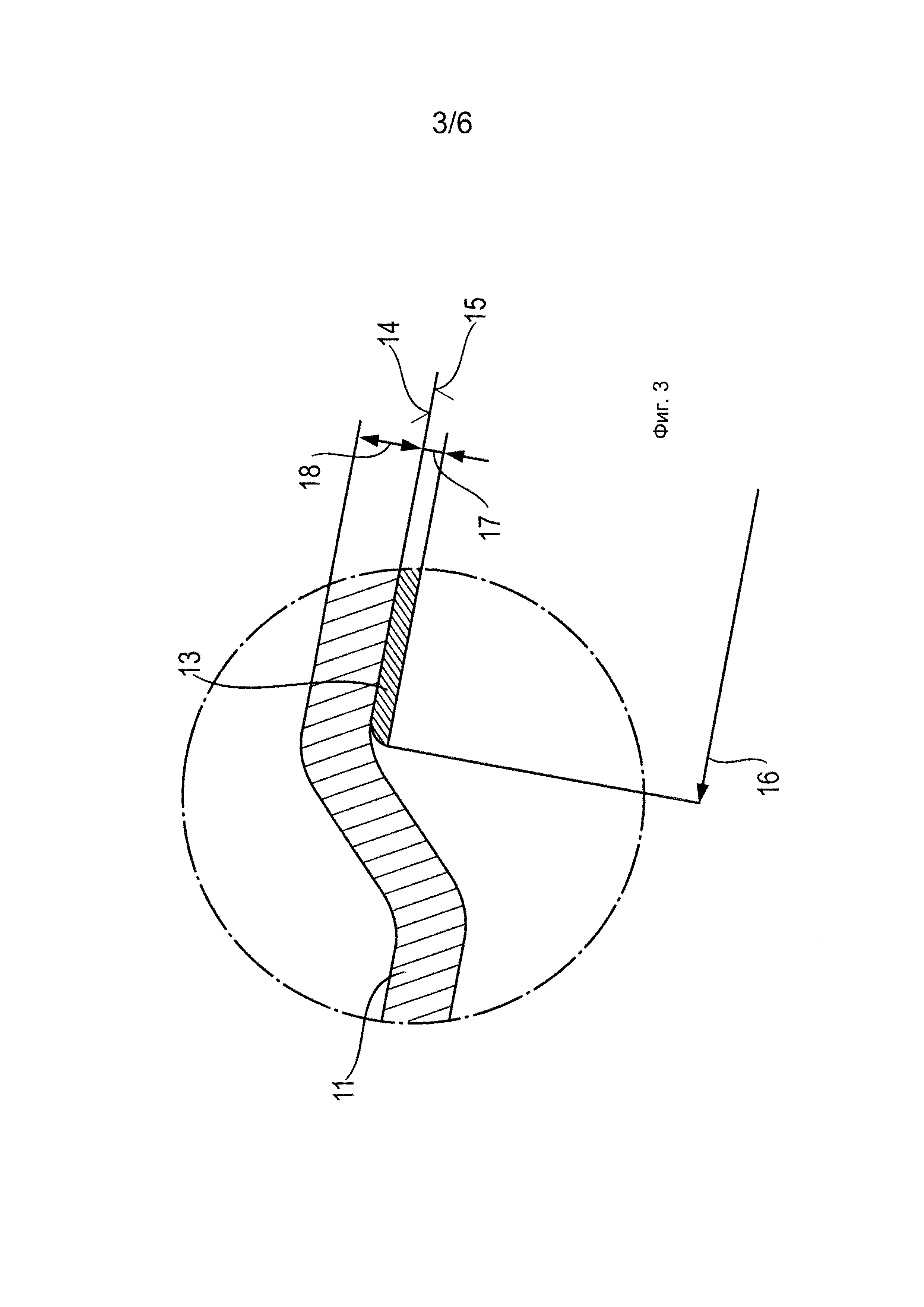
Фиг.3 увеличенный детальный вид не в масштабе на фрагмент X согласно фиг. 2,
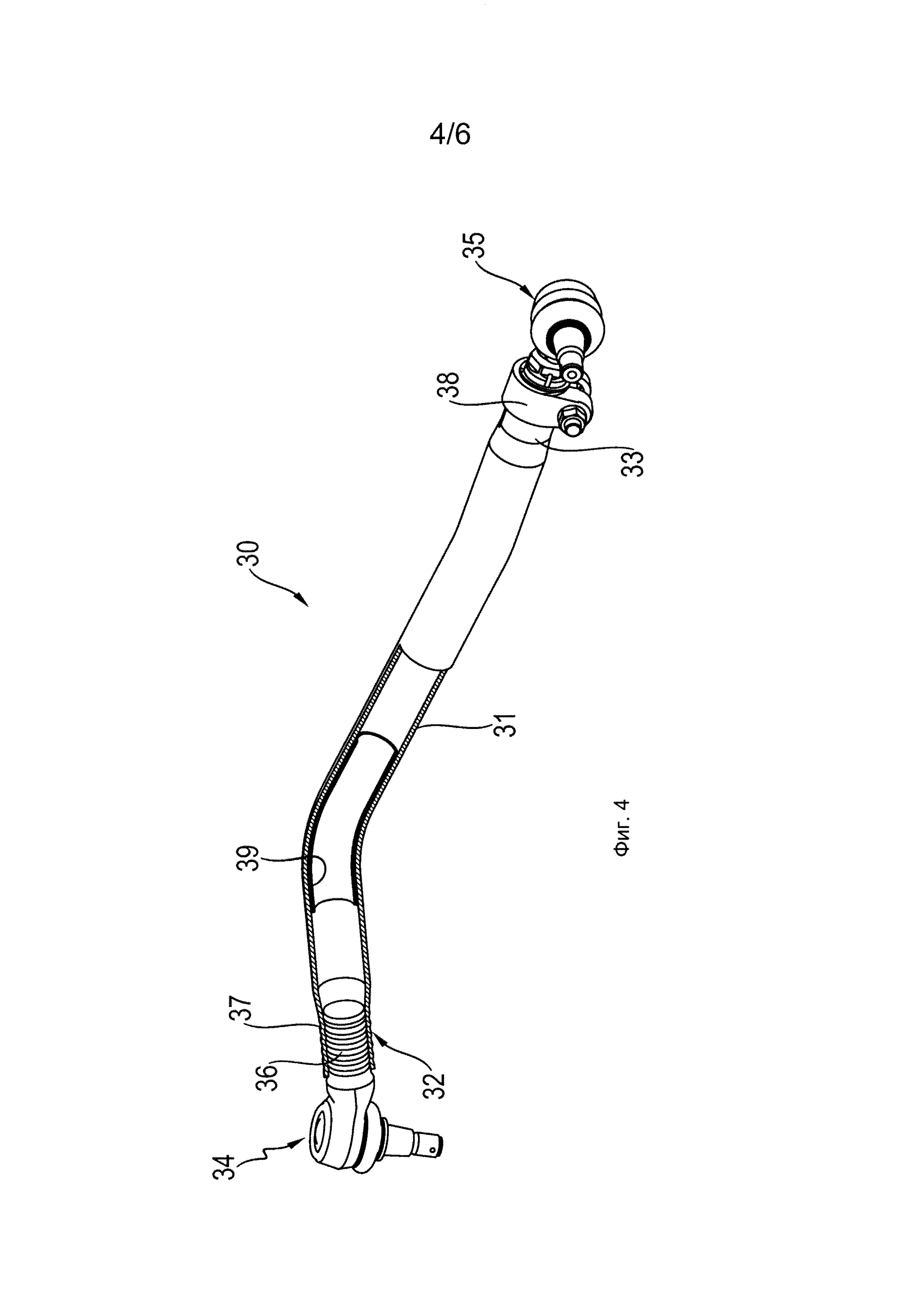
Фиг.4 продольная рулевая тяга с изогнутой соединительной трубой согласно второй форме выполнения изобретения в изображении с частичным разрезом,
Фиг.5 схематическое изображение способа изготовления соединительной трубы продольной рулевой тяги согласно третьей форме выполнения,
Фиг.6 увеличенный детальный вид на фрагмент Y согласно фиг. 5.
На фиг. 1 показан известный из уровня техники передний мост 1 транспортного средства хозяйственного назначения с системой рулевых тяг, которая имеет продольную рулевую тягу 2 и поперечную рулевую тягу 3. Ориентированная по существу в продольном направлении 4 транспортного средства продольная рулевая тяга 2 и ориентированная по существу в поперечном направлении 5 транспортного средства поперечная рулевая тяга 3 состоят в кинематической связи через рычажные структуры. Поперечная рулевая тяга 3 имеет выполненную прямой соединительную трубу 6. Продольная рулевая тяга 2 имеет изогнуто выполненную соединительную трубу 7. Поперечная рулевая тяга 3 простирается в поперечном направлении 5 транспортного средства и соединяет рычаг 8 рулевой трапеции стойки колеса первой стороны транспортного средства с закрытым другим конструктивным элементом рычагом рулевой трапеции противолежащей стойки колеса другой стороны транспортного средства. Продольная рулевая тяга 2 простирается по существу в продольном направлении 4 транспортного средства и соединяет рычаг рулевого механизма с рычагом 9 поворотного кулака, который предназначен для одной из обеих стоек колеса, которые соединены поперечной рулевой тягой 3.
На фиг. 2 изображена продольная рулевая тяга 10 с соединительной трубой 11, которая соединяет между собой два шарнирных присоединения продольной рулевой тяги 10, причем здесь изображено только одно шарнирное присоединение 12. Шарнирное присоединение 12 расположено на конце соединительной трубы 11. Соединительная труба 11 участками усилена за счет соединенного с силовым замыканием с соединительной трубой трубного отрезка 13, причем трубный отрезок 13 своей внешней стенкой 14 по всей площади прилегает к внутренней стенке 24 соединительной трубы 11 с образованием прессового соединения. При этом продольная протяженность трубного отрезка 13 меньше, чем продольная протяженность соединительной трубы 11. Соединительная труба 11 и трубный отрезок 13 имеют вдоль всей своей продольной протяженности по сохраняющейся кольцевидной площади поперечного сечения, причем соединительная труба 11 имеет отличающуюся от прямолинейной протяженности протяженность с образованием искривленного участка 15. Трубный отрезок 13 расположен в области данного искривленного участка 15 соединительной трубы 11. Соединительная труба 11 и трубный отрезок 13 в пределах общего, отстоящего от концов соединительной трубы 11 соединительного участка 16 пластически деформированы радиально в окружном направлении.
Так как трубный отрезок 13 своей внешней стенкой 14 по всей площади прилегает к внутренней стенке 24 соединительной трубы 11 с образованием прессового соединения, то длина соединительного участка 16 соответствует длине трубного отрезка 13. С одной стороны соединительный участок 16 простирается за пределы искривленного участка 15 в направлении конца соединительной трубы 11. Вследствие этого, наряду с изогнуто выполненной областью, а именно с искривленным участком 15, соединительной трубы 11 дополнительно усиливается также примыкающая к изогнутой области область с прямолинейной протяженностью. Материал соединительной трубы 11 имеет более высокий предел текучести при растяжении, чем материал трубного отрезка 13, причем предел текучести при растяжении материала соединительной трубы имеет величину 460 МПА, а материала трубного отрезка - величину 355 МПа. Соответственно этому разница между обеими величинами предела текучести при растяжении составляет 105 МПа.
Толщина 17 стенки трубного отрезка 13 меньше, чем толщина 18 стенки соединительной трубы 11. Конечный участок 19 соединительной трубы 11 выполнен уменьшенным в диаметре по сравнению с диаметром соединительной трубы 11. Соединительная труба 11 имеет выполненный коническим в окружном направлении переход к уменьшенному в диаметре конечному участку 19. Соединительный участок 16 и конечный участок 19 расположены на удалении друг от друга. Уменьшенный в диаметре конечный участок 19 имеет не изображенный особо рифленый профиль 20 с равномерно отстоящими друг от друга в осевом направлении канавками. Шарнирное присоединение выполнено в виде радиального шарового шарнира 12 с хвостовиком 21. Хвостовик 21 имеет рифленый профиль, который выполнен по форме ответным рифленому профилю 20 конечного участка 19. Хвостовик 21 принят конечным участком 19, обхваченный им, и соединен с ним посредством горячей запрессовки. Радиальный шаровой шарнир 12 имеет корпус 22, в котором расположен шаровидный конечный участок шаровой цапфы 23, причем шаровая цапфа 23 простирается по существу под прямым углом к направлению протяженности конечного участка 19 и хвостовика 21. Соединительная труба 11 и трубный отрезок 13 выполнены в виде бесшовных холоднотянутых прецизионных стальных труб по EN 10305-1, которые были повергнуты термообработке способом нормализации. Как становится понятно согласно фиг. 3, переход от не деформированных пластически участков соединительной трубы 11 к соединительному участку 16 соединительной трубы 11 выполнен коническим в окружном направлении.
На фиг. 4 показана продольная рулевая тяга 30, имеющая соединительную трубу 31, причем конечные участки 32, 33 соединительной трубы 31 вмещают соответственно части шарнирных присоединений 34, 35. Шарнирные присоединения выполнены в виде радиальных шаровых шарниров 34, 35, причем соответствующий конечный участок 32, 33 соединительной трубы 31 вмещает соответственно хвостовик 36 радиального шарового шарнира 34, 35. Хвостовик 36 и конечный участок 32 неразъемно соединены между собой с помощью рифленого профиля 37 с расположенными параллельно и равномерно отстоящими друг от друга в осевом направлении хвостовика 36 и конечного участка 32 канавками. Один из обоих радиальных шаровых шарниров 35 соединен с соединительной трубой 31 с возможностью перемещения в осевом направлении конечного участка 33, чтобы предоставить возможность точной юстировки расстояния между радиальными шаровыми шарнирами 34, 35 относительно друг друга. При этом точная юстировка осуществляется с помощью резьбовой структуры, которая предоставляет возможность осевого перемещения невидимого хвостовика относительно конечного участка 33 соединительной трубы 31. После точной юстировки настроенное положение радиального шарового шарнира 35 относительно соединительной трубы 31 может быть зафиксировано с помощью охватывающего конечный участок 33 соединительной трубы 31 хомута 38. Конечный участок 33 соединительной трубы 31 имеет две продольные прорези, чтобы создать податливость и, тем самым, обеспечить возможность зажатия с помощью хомута 38. Соединительная труба 31 имеет отличающуюся от прямолинейной протяженности протяженность. Соединительная труба 31 участками усилена с помощью соединенного с силовым замыканием с соединительной трубой 31 трубного отрезка 39, причем трубный отрезок 39 своей внешней стенкой по всей площади прилегает к внутренней стенке соединительной трубы 31 с образованием прессового соединения.
На фиг. 5 показан способ изготовления соединительной трубы 41 продольной рулевой тяги, причем сначала трубную заготовку трубного отрезка 40 позиционируют внутри трубной заготовки соединительной трубы 41 и затем посредством перемещаемой в общем осевом направлении 43 обеих трубных заготовок оправки 44 с завышенным размером увеличивают диаметр обеих трубных заготовок в пределах соединительного участка 42. За счет этого создают прессовое соединение с силовым замыканием между обеими сторонами соединения. Трубные заготовки представляют собой бесшовные холоднотянутые стальные трубы с прямолинейной протяженностью, которые соответственно порезаны на необходимую рабочую длину. Позиционирование трубной заготовки трубного отрезка 40 в трубной заготовке соединительной трубы 41 осуществляют посредством перемещаемой внутри трубной заготовки соединительной трубы 41 контропоры 45, которая действует как упор и которую можно видеть на фиг. 6. Между трубной заготовкой трубного отрезка 40 и трубной заготовкой соединительной трубы 41 имеет место, преимущественным образом, посадка с зазором с относительно малым зазором, чтобы обе стороны соединения могли перемещаться относительно друг друга без приложения большой силы.
Увеличение диаметра трубной заготовки трубного отрезка 40 и трубной заготовки соединительной трубы 41 в пределах соединительного участка 42 посредством перемещаемой в общем осевом направлении 43 обеих трубных заготовок 40, 41 оправки 44 с завышенным размером осуществляют, преимущественным образом, поступательно в осевом направлении 43. Оправка 44 имеет свой завышенный размер не вдоль всей своей продольной протяженности в осевом направлении 43, а только в относительно небольшой области своей продольной протяженности, которая образована в виде проходящего кольцеобразно в окружном направлении фасонного утолщения 46. За счет этого необходимая для увеличения диаметра сила деформации может поддерживаться относительно малой. Вдоль своей остальной продольной протяженности оправка 44 имеет с окружной стороны по существу проходящую в окружном направлении выборку 47 для снижения трения между оправкой 44 и внутренней стенкой трубной заготовки трубного отрезка 40. При находящейся внутри трубной заготовке трубного отрезка 40 увеличение диаметра осуществляют таким образом, что в пределах соединительного участка 42 трубная заготовка трубного отрезка 40 и трубная заготовки соединительной трубы 41 подвергаются сохраняющейся, проходящей в окружном направлении радиально пластической деформации, связанной с незначительным увеличением соответствующего внешнего диаметра. За счет такого способа выполнения достигается, что в случае недейственности прессового соединения с силовым замыканием между сторонами соединения, соединительной трубой и трубным отрезком, действует сохранение положения с геометрическим замыканием, которое после окончательного изготовления соединительной трубы 41 удерживает трубный отрезок 40 в его положении в осевом направлении 43 внутри соединительной трубы 41.
Конечный участок 48 соединительной трубы 40 уменьшают в диаметре, причем уменьшение диаметра происходит посредством перемещаемой в осевом направлении 43 матрицы 49 с коническим входным отверстием 50, причем матрица 49 перемещается по внешнему контуру соединительной трубы 41. На своей обращенной к соединительной трубе 41 стороне матрица 49 имеет коническое входное отверстие 50 с углом раскрытия 14°. Насаживание матрицы 49 осуществляют при погруженной в соединительную трубу 40 оправке 44, причем в области, в которой матрицу 49 насаживают на соединительную трубу 41, оправка 44 имеет внешний диаметр, который соответствует внутреннему диаметру уменьшенного в диаметре конечного участка 48. За счет этого можно противодействовать продольному изгибу соединительной трубы 41 во время насаживания матрицы 49. Уменьшение диаметра соединительной трубы 41 осуществляют при том же закреплении, что и увеличение диаметра трубной заготовки трубного отрезка 40 и трубной заготовки соединительной трубы 41. Соединительная труба 41 вдоль своей продольной протяженности имеет прямолинейную протяженность.
Реферат
Изобретение относится к продольной и поперечной рулевой тяге (10, 30) и способу их изготовления. Продольная или поперечная рулевая тяга имеет цельную соединительную трубу (11, 31, 41), конечные участки (19, 32, 33) которой вмещают соответственно части шарнирных присоединений (12, 34, 35). Соединительная труба (11, 31, 41) участками усилена посредством по меньшей мере одного соединенного с силовым замыканием с соединительной трубой (11, 31, 41) трубного отрезка (13, 39, 40), причем трубный отрезок (13, 39, 40) своей внешней стенкой (14) или своей внутренней стенкой по всей площади прилегает к стенке (24) соединительной трубы (11, 31, 41) с образованием прессового соединения, причем соединительная труба (11, 31, 41) пластически деформирована радиально в окружном направлении в пределах отстоящего от концов соединительной трубы (11, 31, 41) соединительного участка (16, 42), на котором соединительная труба (11, 31, 41) имеет, по сравнению со своими недеформированными радиально в окружном направлении участками, увеличенный внутренний и внешний диаметр или уменьшенный внутренний и внешний диаметр. Способ изготовления продольной рулевой тяги (10, 30) или поперечной рулевой тяги включает позиционирование трубной заготовки трубного отрезка (13, 39, 40) внутри трубной заготовки соединительной трубы (11, 31, 41) и увеличение диаметра обеих трубных заготовок в пределах соединительного участка (16, 42) посредством перемещаемой в общем осевом направлении обеих трубных заготовок оправки (44) с завышенным размером. Технический результат заключается в возможности получения продольной рулевой тяги или поперечной рулевой тяги с цельной соединительной трубой, которая имеет относительно малую массу и одновременно надежно воспринимает возникающие механические напряжения. 3 н. и 21 з.п. ф-лы, 6 ил.
Комментарии