Вакуумный концевой ролик - RU2730807C1
Код документа: RU2730807C1
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройствам для конвейерной транспортировки материала.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Одним из важных этапов процесса изготовления многих изделий является транспортировка материала по маршруту изготовления. В конкретном случае изготовления впитывающих изделий при непрерывном процессе материалы и компоненты изделия, которые составляют часть изготовленных впитывающих изделий, перемещаются по различным системам конвейеров в процессе производства. Этапы обработки, такие как этапы связывания или нанесение впитывающего материала или т. п., могут выполняться во время процесса производства для производства впитывающих изделий. В некоторых случаях материалы и компоненты изделия могут перемещаться между смежными системами конвейеров во время процесса производства. Передача из одной системы конвейера в следующую может быть источником производственных ошибок или неисправностей. Например, материалы и компоненты изделия могут сморщиваться, край материалов или компонентов изделия может загибаться, или, особенно при высокоскоростных процессах производства, воздух может проникать под передний край компонента изделия, приводя к тому, что компонент переворачивается, перекашивается или даже слетает с системы конвейера. Соответственно, желательными являются улучшенные системы конвейеров, предназначенные для безопасной и последовательной передачи материалов и компонентов изделия между системами конвейеров во время процесса производства.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к нескольким альтернативным вариантам исполнения и способам конвейерной транспортировки материала.
В первом иллюстративном примере вакуумная система конвейера может содержать вакуумный ящик, проходящий между первым концом ящика и вторым концом ящика и содержащий первую дискретную вакуумную камеру, концевой ролик, расположенный смежно с первым концом ящика и содержащий вторую дискретную вакуумную камеру, и перфорированный элемент, расположенный как на концевом ролике, так и на вакуумном ящике.
Во втором иллюстративном примере первый иллюстративный пример может дополнительно содержать единственный источник вакуума, который подает вакуум как в первую дискретную вакуумную камеру, так и во вторую дискретную вакуумную камеру.
В третьем иллюстративном примере любой из первого или второго иллюстративных примеров может дополнительно содержать первый источник вакуума, который подает вакуум в первую дискретную вакуумную камеру, и второй источник вакуума, который подает вакуум во вторую дискретную вакуумную камеру.
В четвертом иллюстративном примере вторая дискретная вакуумная камера по любому из иллюстративных примеров от первого до третьего может быть внешней по отношению к первой дискретной вакуумной камере.
В пятом иллюстративном примере первый конец ящика по любому из иллюстративных примеров от первого до четвертого может содержать впускной конец системы вакуумного конвейера.
В шестом иллюстративном примере вторая дискретная вакуумная камера по любому из иллюстративных примеров от первого до пятого может по существу не иметь препятствий.
В седьмом иллюстративном примере концевой ролик по любому из иллюстративных примеров от первого до шестого может содержать неподвижный вал и приводной ролик, а углубление в неподвижном вале может образовывать вторую дискретную вакуумную камеру.
В восьмом иллюстративном примере площадь поперечного сечения области, ограниченной углублением по седьмому иллюстративному примеру, может составлять от приблизительно 25% до приблизительно 50% площади поперечного сечения части неподвижного вала, не содержащей углубление.
В девятом иллюстративном примере приводной ролик по любому из седьмого или восьмого иллюстративных примеров может содержать множество отверстий, позволяющих потоку воздуха протекать во вторую дискретную вакуумную камеру, и при этом отверстия могут быть скошенными.
В десятом иллюстративном примере любой из иллюстративных примеров от седьмого до девятого может дополнительно содержать канал для потока воздуха, расположенный смежно с приводным роликом, и лабиринтное уплотнение, соединяющее приводной ролик с каналом для потока воздуха.
В одиннадцатом иллюстративном примере система вакуумного конвейера может содержать вакуумный ящик, проходящий между первым концом ящика и вторым концом ящика, при этом вакуумный ящик содержит вакуумную камеру вакуумного ящика, концевой ролик, расположенный смежно с первым концом ящика, причем концевой ролик содержит вакуумную камеру концевого ролика, перфорированный элемент, расположенный как на концевом ролике, так и на вакуумном ящике, первый дискретный канал для потока воздуха, соединяющий вакуумную камеру вакуумного ящика с источником вакуума, второй дискретный канал для потока воздуха, соединяющий вакуумную камеру концевого ролика с источником вакуума.
В двенадцатом иллюстративном примере второй дискретный канал для потока воздуха по одиннадцатому иллюстративному примера может проходить, по меньшей мере частично, через вакуумную камеру вакуумного ящика.
В тринадцатом иллюстративном примере первый дискретный канал для потока воздуха по одиннадцатому или двенадцатому иллюстративному примеру может соединять вакуумную камеру вакуумного ящика с первым источником вакуума, а второй дискретный канал для потока воздуха может соединять вакуумную камеру концевого ролика со вторым источником вакуума, который является отдельным от первого источника вакуума.
В четырнадцатом иллюстративном примере любой из иллюстративных примеров от одиннадцатого до тринадцатого может дополнительно содержать лабиринтное уплотнение между вторым дискретным каналом для потока воздуха и концевым роликом.
В пятнадцатом иллюстративном примере лабиринтное уплотнение по четырнадцатому иллюстративному примеру может содержать уплотнительный элемент, и при этом уплотнительный элемент может проходить вокруг концевого ролика на длину, равную от 5% до 25% длины окружности концевого ролика.
В шестнадцатом иллюстративном примере второй дискретный канал для потока воздуха по любому из иллюстративных примеров от одиннадцатого до пятнадцатого может содержать регулируемую впускную пластину.
В семнадцатом иллюстративном примере система вакуумного конвейера может содержать вакуумный ящик, проходящий между первым концом ящика и вторым концом ящика, при этом вакуумный ящик содержит вакуумную камеру вакуумного ящика, концевой ролик, расположенный смежно с первым концом ящика, при этом концевой ролик содержит вакуумную камеру концевого ролика, и перфорированный элемент, расположенный как на концевом ролике, так и на вакуумном ящике, и при этом вакуумная камера концевого ролика по существу не имеет препятствий.
В восемнадцатом иллюстративном примере система по семнадцатому иллюстративному примеру может дополнительно содержать первый канал для потока воздуха, соединяющий вакуумную камеру вакуумного ящика с первым источником вакуума, и второй канал для потока воздуха, соединяющий вакуумную камеру концевого ролика либо с первым источником вакуума, либо со вторым источником вакуума.
В девятнадцатом иллюстративном примере концевой ролик по семнадцатому или восемнадцатому примерам может содержать неподвижный вал и приводной ролик, а углубление в неподвижном вале может образовывать вакуумную камеру концевого ролика.
В двадцатом иллюстративном примере площадь поперечного сечения области, ограниченной углублением по девятнадцатому иллюстративному примеру, может составлять от приблизительно 25% до приблизительно 50% площади поперечного сечения части неподвижного вала, не содержащей углубление.
Приведенное выше краткое описание некоторых примерных вариантов осуществления не предназначено для описания каждого раскрытого варианта осуществления или каждого исполнения аспектов настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Аспекты настоящего изобретения могут стать более понятными с учетом следующего подробного описания различных вариантов осуществления в связи с прилагаемыми графическими материалами, на которых:
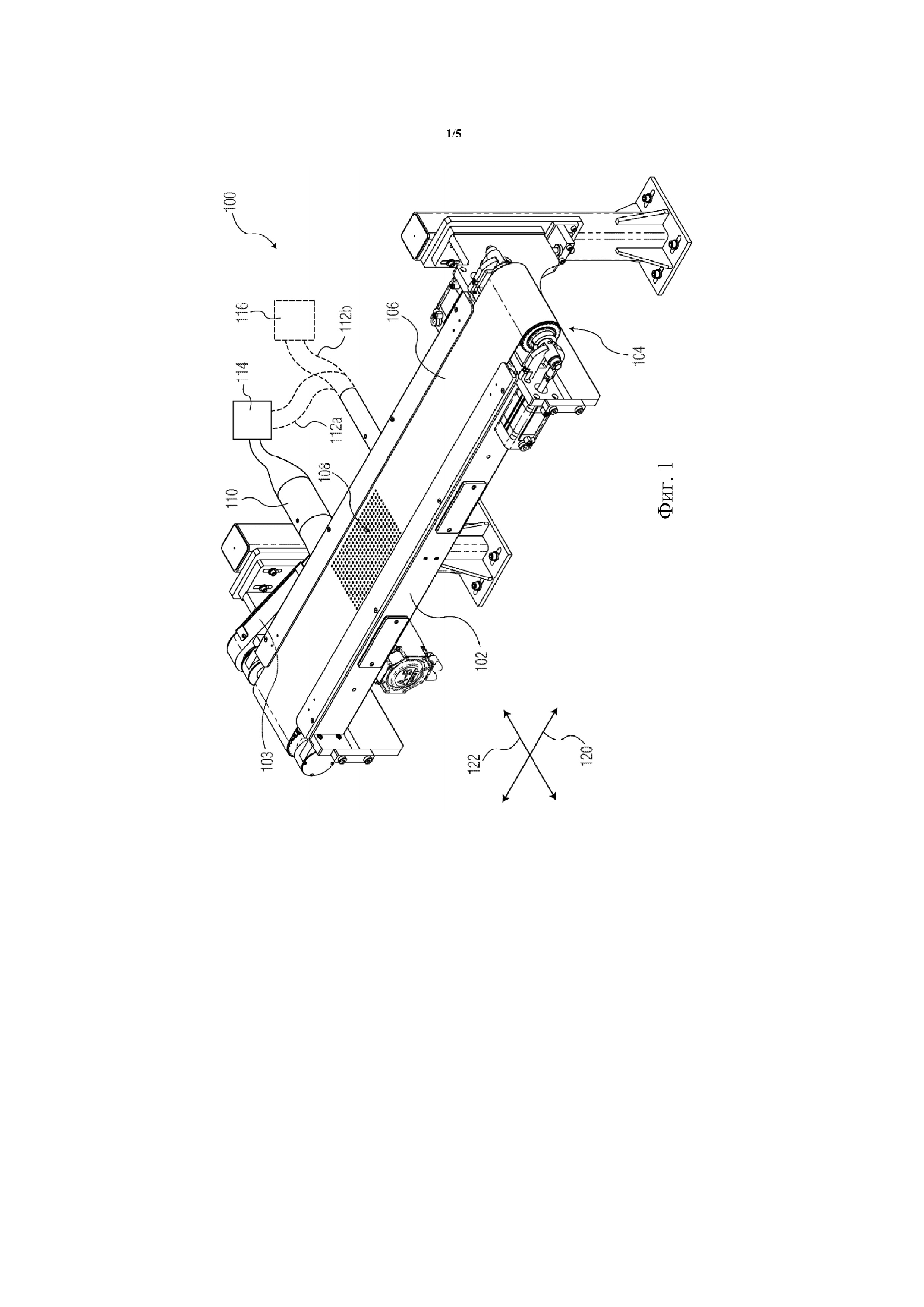
фиг. 1 представляет собой вид в перспективе системы вакуумного конвейера согласно аспектам настоящего изобретения;
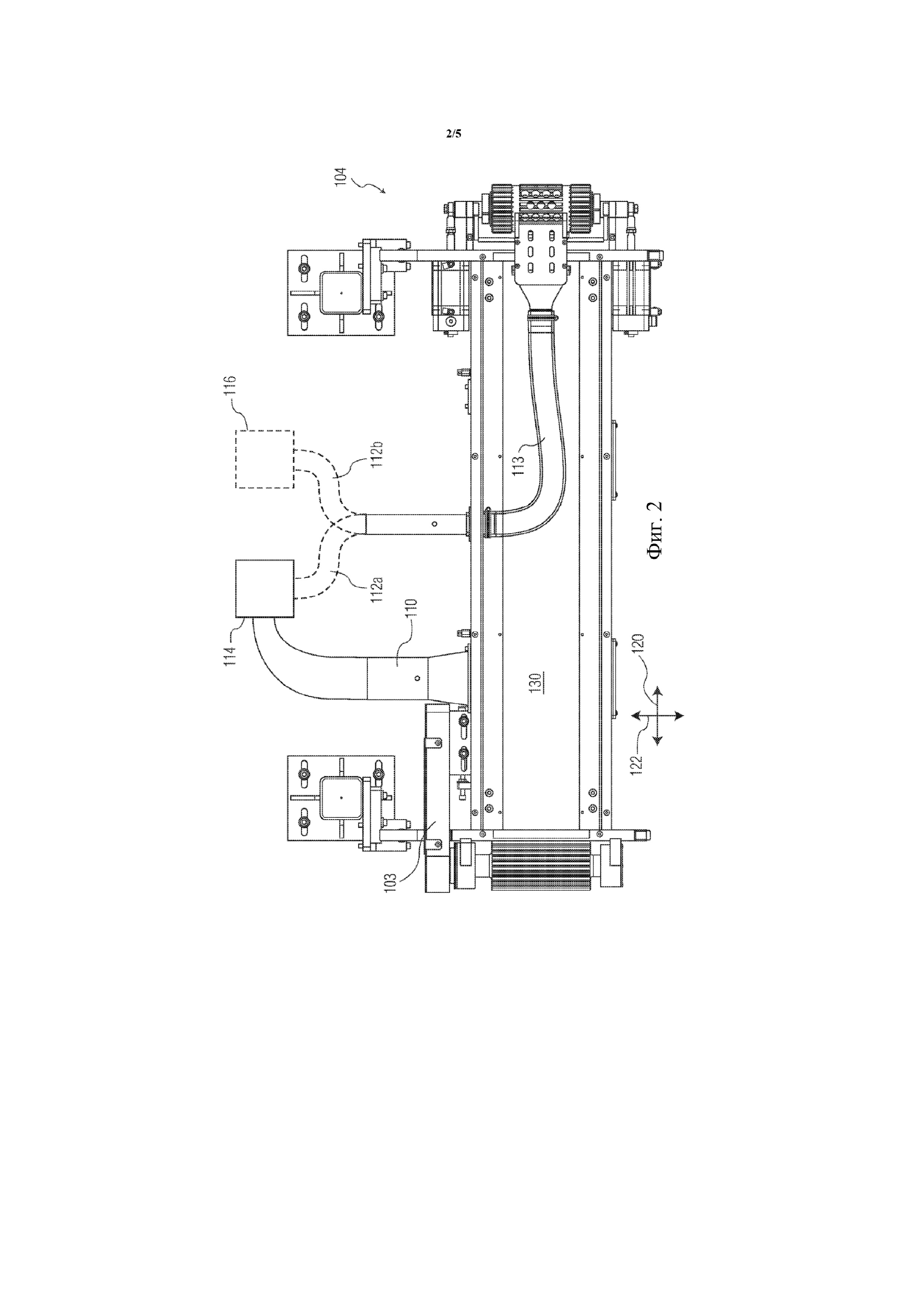
фиг. 2 представляет собой частичный вид в перспективе системы вакуумного конвейера по фиг. 1, изображающий внутренние компоненты системы;
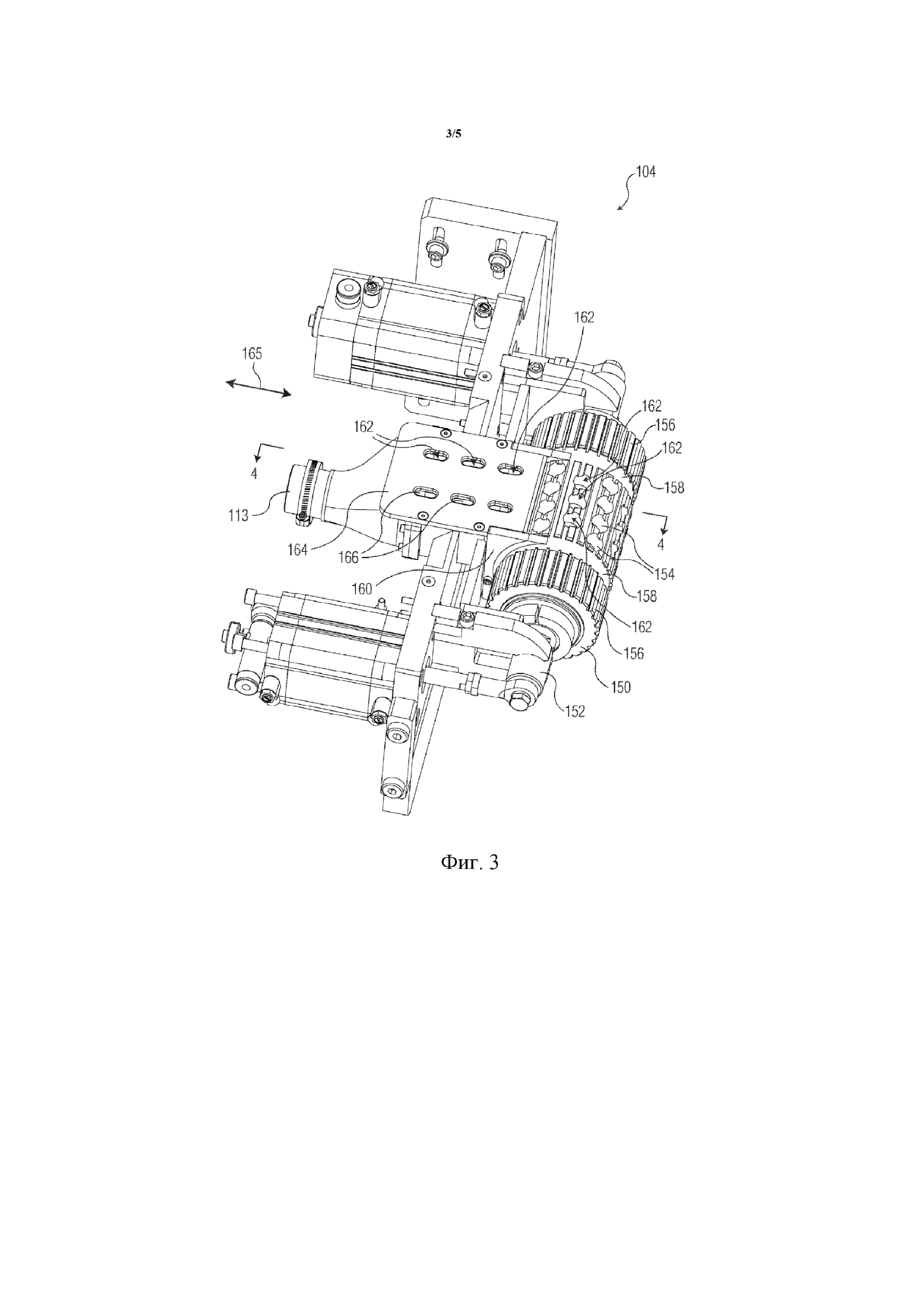
фиг. 3 представляет собой вид в перспективе узла концевого ролика системы вакуумного конвейера по фиг. 1 согласно аспектам настоящего изобретения;
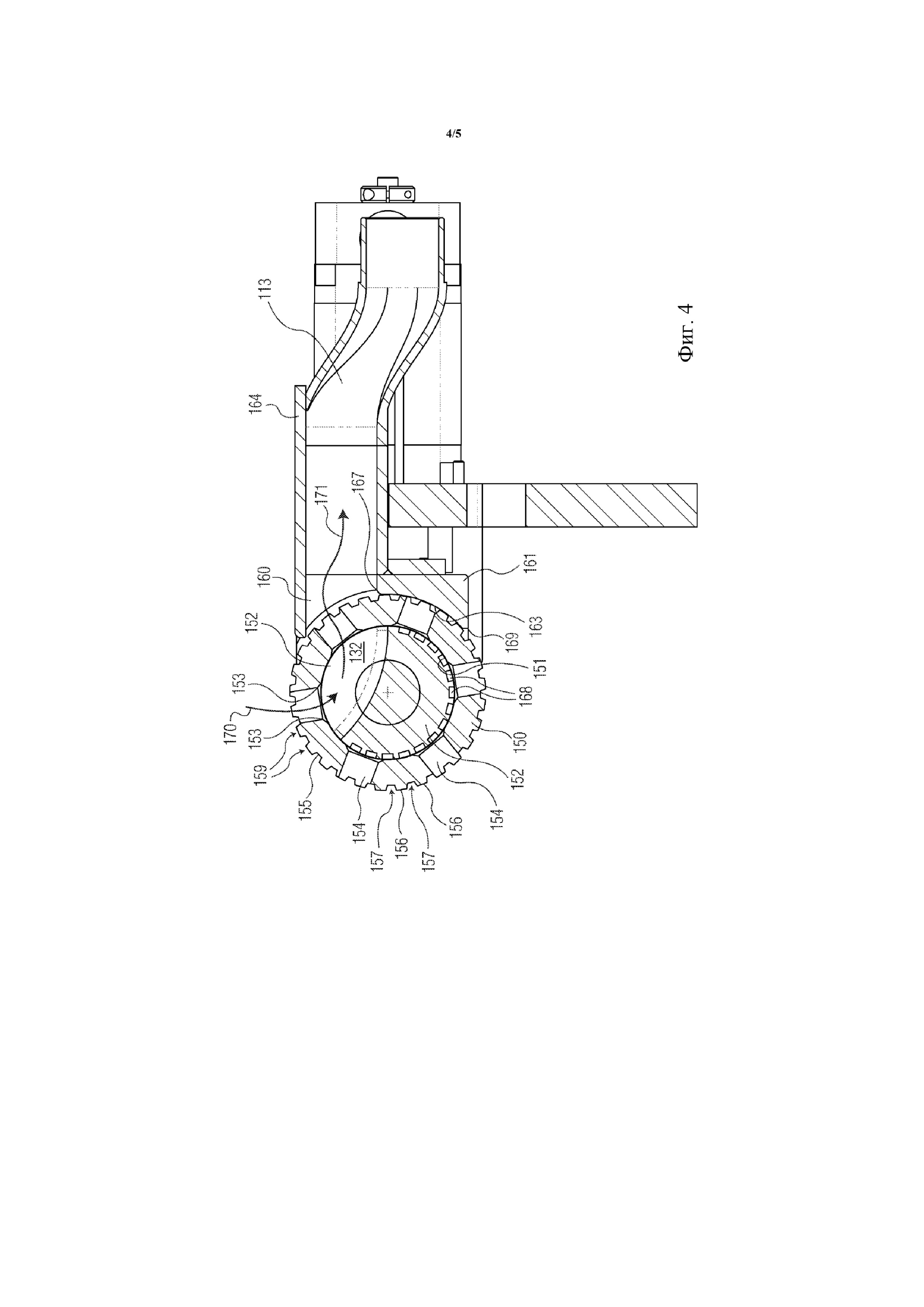
фиг. 4 представляет собой вид узла концевого ролика по фиг. 3 в поперечном разрезе, взятом по линии 4—4; и
фиг. 5 представляет собой вид вала концевого ролика узла концевого ролика по фиг. 3 в поперечном разрезе, взятом по линии 4—4.
Повторное использование ссылочных позиций в настоящем описании и в графических материалах направлено на представление одинаковых или аналогичных признаков или элементов настоящего изобретения. Дополнительно, хотя аспекты настоящего изобретения могут подвергаться различным модификациям и выполняться в альтернативных формах, их характерные признаки были продемонстрированы на примере на графических материалах и будут описаны подробно. Однако следует понимать, что нет намерения ограничить аспекты настоящего изобретения конкретными описанными вариантами осуществления. Наоборот, настоящее изобретение должно охватывать все модификации, эквиваленты и альтернативы, попадающие в рамки сути и объема настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к нескольким альтернативным вариантам исполнения и способам конвейерной транспортировки материала. В некоторых высокоскоростных процессах производства перемещение материалов и компонентов изделия из одной системы конвейера в другую систему конвейера может привести к нежелательному перемещению материалов и компонентов изделия, от незначительного скоса материалов и компонентов изделия относительно желаемых положений на всем пути до полного вытеснения материалов и компонентов из системы конвейера. Как правило, в системах конвейеров используется вакуумное давление, чтобы помогать удерживать материалы и компоненты изделия на месте на конвейере, когда материалы и компоненты перемещаются внутри системы. Однако это вакуумное давление может быть трудно локализовать на переднем и/или заднем концах конвейерных систем, что делает переход из одной конвейерной системы в другую конвейерную систему источником производственных проблем. Настоящее изобретение относится к системам вакуумной конвейерной транспортировки с улучшенными характеристиками удержания материалов и компонентов изделия на конвейерных системах и вдоль желаемых маршрутов конвейерной транспортировки, когда материалы и компоненты переходят из одной конвейерной системы в другую конвейерную систему.
Представленное далее подробное описание необходимо читать со ссылкой на графические материалы, на которых подобные элементы на разных графических материалах пронумерованы одинаково. Подробное описание и графические материалы, которые не обязательно выполнены в масштабе, изображают иллюстративные варианты осуществления и не предназначены для ограничения объема настоящего изобретения. Изображенные иллюстративные варианты осуществления задуманы только в качестве примера. Выбранные признаки любого иллюстративного варианта осуществления могут быть включены в дополнительный вариант осуществления, если явно не указано иное.
При представлении элементов настоящего изобретения или его предпочтительного варианта (вариантов) осуществления употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» предусматривает, что имеется один или более элементов. Термины «содержащий», «включающий» и «имеющий» имеют включающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных. Без отклонения от сути и объема настоящего изобретения может быть предложено много его модификаций и вариантов. Следовательно, примерные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
Определения
Термин «нетканый» в данном документе означает материалы и полотна из материала, которые образованы без помощи ткацкого процесса или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не распознаваемым способом, как в случае трикотажного полотна. Нетканые материалы или полотна можно образовать с помощью многих способов, таких как, помимо прочего, способы создания материалов мелтблаун, способы создания материалов спанбонд, способы создания кардочесанного полотна и т. д.
Термин «спанбонд» в данном документе означает волокна малого диаметра, которые формируют путем экструдирования расплавленного термопластичного материала в виде элементарных нитей из множества мелких капилляров экструдера с круглой или другой конфигурацией, при этом диаметр экструдированных элементарных нитей затем быстро уменьшают с помощью традиционного способа, такого как, например, эжекторное вытягивание, и способов, которые описаны в патенте США № 4340563, выданном Appel и соавт., в патенте США № 3692618, выданном Dorschner и соавт., в патенте США № 3802817, выданном Matsuki и соавт., в патентах США № 3338992 и № 3341394, выданных Kinney, в патенте США № 3502763, выданном Hartmann, в патенте США № 3502538, выданном Peterson, и в патенте США № 3542615, выданном Dobo и соавт., каждый из которых включен в данный документ с помощью ссылки в полном его объеме. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины нити в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не являются клейкими при их осаждении на собирающую поверхность.
Термин «сверхвпитывающий» в данном документе означает набухающий в воде, нерастворимый в воде органический или неорганический материал, способный при наиболее благоприятных условиях впитывать по меньшей мере приблизительно в 15 раз больше своего веса и согласно одному варианту осуществления по меньшей мере приблизительно в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Сверхвпитывающими материалами (SAM) могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. Кроме того, материалами SAM могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Фиг. 1 представляет собой вид в перспективе системы 100 вакуумного конвейера. Система 100 вакуумного конвейера может, как правило, содержать вакуумный ящик 102, узел 104 вакуумного концевого ролика и подвижный ленточный элемент 106. Подвижный ленточный элемент 106 может приводиться в действие узлом 103 ленточного двигателя, который может приводить в движение ленточный элемент 106 для перемещения вокруг вакуумного ящика 102 и узла 104 вакуумного концевого ролика в машинном направлении 120.
Вакуумный ящик 102 может, как правило, иметь полую внутреннюю часть, образующую дискретную вакуумную камеру 130 вакуумного ящика (как показано на фиг. 2), при этом полая внутренняя часть может быть соединена с каналом 110 для потока воздуха. Канал 110 для потока воздуха, в свою очередь, может быть соединен с источником 114 вакуума. Таким образом, источник 114 вакуума может создавать перепад давления в вакуумном ящике 102 относительно пространства снаружи вакуумного ящика 102. В некоторых вариантах осуществления вакуумный ящик 102 может иметь пористую верхнюю поверхность, которая в сочетании с источником 114 вакуума создает всасывающую силу на пористой верхней поверхности вакуумного ящика 102, когда воздух втягивается в вакуумный ящик 102 из-за перепада давления между внутренней частью вакуумного ящика 102 и наружной частью вакуумного ящика 102. В других вариантах осуществления вакуумный ящик 102 может быть закрыт только с трех сторон, в то время как верхняя часть остается открытой. В таких вариантах осуществления ленточный элемент 106 может действовать в качестве верхней поверхности вакуумного ящика 102.
Ленточный элемент 106, как правило, может состоять из любого количества подходящих гибких материалов и в некоторых вариантах осуществления может содержать экран. Например, ленточный элемент 106 может состоять из любого резинового материала, имеющего подходящие характеристики гибкости, позволяющие ленточному элементу 106 изгибаться вокруг узла 104 вакуумного концевого ролика. Альтернативно ленточный элемент 106 может состоять из любого подходящего металлического материала, который обладает подходящей гибкостью. В целом, эти типы ленточных или экранных элементов хорошо известны в данной области техники. Одним важным аспектом ленточного элемента 106 является то, что ленточный элемент 106 содержит пористую область 108. Как упоминалось ранее, вакуумный ящик 102 может быть оснащен источником 114 вакуума для создания перепада давления в вакуумном ящике 102 относительно пространства снаружи вакуумного ящика 102. Пористая область 108 ленточного элемента 106 позволяет воздуху проходить через ленточный элемент 106 и в вакуумный ящик 102 из-за перепада давления, создавая тем самым всасывающую силу на ленточном элементе 106. Эта всасывающая сила помогает поддерживать положение материалов и компонентов изделия, транспортируемых на ленточном элементе 106.
Несмотря на отображение на фиг. 1 только в небольшой области относительно размера ленточного элемента 106, в других предполагаемых вариантах осуществления пористая область 108 может принимать любые форму или размер. Например, пористая область 108 может проходить вдоль ленточного элемента 106 вплоть до всей длины ленточного элемента 106. Дополнительно на фиг. 1 пористая область 108 проходит приблизительно по всей длине направления 122, поперечного машинному, ленточного элемента 106. Однако в других вариантах осуществления пористая область 108 может проходить только по части длины направления 122, поперечного машинному, ленточного элемента 106, например, по длине направления 122, поперечного машинному, приблизительно равной длине 122 направления, поперечного машинному, материалов или компонентов изделия, которые необходимо транспортировать на системе 100 вакуумного конвейера.
Узел 104 вакуумного концевого ролика, как правило, может быть расположен смежно с одним концом системы 100 вакуумного конвейера. В некоторых вариантах осуществления узел 104 вакуумного концевого ролика может быть расположен смежно с впускным концом системы 100, на котором материал подается в систему 100. Однако в других вариантах осуществления узел 104 вакуумного концевого ролика может быть расположен смежно с выпускным концом системы 100, на котором материал выходит из системы 100. Как будет более подробно описано ниже, узел 104 вакуумного концевого ролика может содержать дискретную вакуумную камеру 132 концевого ролика (как видно на фиг. 4), которая является отдельной от вакуумной камеры 130 вакуумного ящика, отличается от нее и не соединена по текучей среде с вакуумной камерой 130 вакуумного ящика. Система 100 вакуумного конвейера может дополнительно содержать канал для потока воздуха, являющийся отдельным от канала 110 для потока воздуха и который соединяет узел 104 вакуумного концевого ролика с источником вакуума. В некоторых предусмотренных вариантах осуществления система 100 может содержать канал 112a для потока воздуха, который соединяет узел 104 вакуумного концевого ролика с источником 114 вакуума, причем этот же источник вакуума соединен с каналом 110 для потока воздуха и вакуумным ящиком 102. Однако в других предусмотренных вариантах осуществления система 100 может содержать канал 112b для потока воздуха, который соединяет узел 104 вакуумного концевого ролика с источником 116 вакуума, который является отдельным от источника 114 вакуума. В целом, источники 114 и/или 116 вакуума могут представлять собой вакуумные насосы, вентиляторы или любой другой подходящий источник энергии, выполненный с возможностью проведения потока воздуха из вакуумной камеры 130 вакуумного ящика и концевой вакуумной камеры 132. Источники 114 и/или 116 вакуума могут быть настроены для обеспечения регулируемых перепадов давления в вакуумной камере 130 вакуумного ящика и/или вакуумной камере 132 концевого ролика. В других вариантах осуществления каналы 110 и/или 112a, 112b для потока воздуха могут содержать один или более демпферов, которые могут быть отрегулированы для обеспечения разных перепадов давления в вакуумной камере 130 вакуумного ящика и/или вакуумной камере 132 концевого ролика.
Наличие различающихся вакуумной камеры 130 вакуумного ящика и вакуумной камеры 132 концевого ролика позволяет лучше контролировать перепады давления в каждой из камер 130, 132. Такой улучшенный контроль может помочь в обеспечении поддержания транспортируемыми материалами и компонентами изделия своего положения при прохождении ими маршрута через процесс производства, как вдоль системы вакуумного конвейера, такой как система 100, так и во время переходов между смежными системами конвейеров.
Фиг. 2 представляет собой вид в перспективе системы вакуумного конвейера по фиг. 1 с удаленным ленточным элементом 106. Как можно видеть на фиг. 2, канал 112a (или 112b) для потока воздуха, соединяющий узел 104 вакуумного концевого ролика с одним из источников 114, 116 вакуума, может дополнительно соединяться с каналом 113 для потока воздуха, который проходит, по меньшей мере частично, через вакуумную камеру 130 вакуумного ящика. Хотя показанная вакуумная камера 130 вакуумного ящика изображена в виде одной камеры, в других вариантах осуществления вакуумная камера 130 вакуумного ящика может содержать две или более вакуумные камеры с дополнительными каналами для потока воздуха, соединяющими каждую вакуумную камеру с источником вакуума (или с тем же источником вакуума в некоторых вариантах осуществления). В еще других предусмотренных вариантах осуществления вакуумная камера 130 может содержать любое подходящее количество камер, например от 1 камеры до 5 камер.
Как описано ранее, система 100 вакуумного конвейера может быть пригодна для транспортировки материалов и компонентов изделий, используемых при изготовлении впитывающих изделий. Примеры материалов, которые может транспортировать система 100 вакуумного конвейера, включают полотна, изготовленные из любого из множества материалов, таких как синтетические волокна (например, волокна из сложных полиэфиров или пропилена), натуральные волокна (например, древесные или хлопковые волокна), комбинация натуральных и синтетических волокон, пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластмассовые пленки или т. п. Такие материалы могут быть в форме различных тканых и нетканых текстильных материалов, которые могут включать текстильный материал спанбонд, текстильный материал мелтблаун, материал, полученный по технологии коформ, кардочесанное полотно, связанное кардочесанное полотно, двухкомпонентный текстильный материал спанбонд, материал, полученный по технологии спанлейс или т. п., а также их комбинации.
Система 100 вакуумного конвейера также может быть пригодна для транспортировки компонентов впитывающего изделия, таких как впитывающие сердцевины. Иллюстративные впитывающие сердцевины могут состоять, как правило, из ворса из пульпы, SAM или ворса из пульпы в комбинации с SAM. Система 100 вакуумного конвейера может быть особенно полезна при транспортировке материалов и компонентов изделия, которые являются тонкими и гибкими, например, впитывающих сердцевин, которые равны или превышают 75% по весу SAM.
Следует понимать, что хотя используемые в настоящем документе примеры, описывающие материалы, которые могут транспортироваться системой 100 вакуумного конвейера, включают материалы и изделия, используемые при производстве впитывающих изделий, эти конкретные применения в любом случае не ограничивают систему 100 вакуумного конвейера. Скорее система 100 вакуумного конвейера может быть пригодна для транспортировки любого подходящего материала, компонента или продукта.
Чтобы успешно транспортировать такие материалы и компоненты изделия, например, гарантируя, что материалы и компоненты изделия сохраняют свои положения при перемещении в течение всего процесса производства, источник 114 вакуума (и, возможно, 116) может быть выполнен с возможностью обеспечения конкретных перепадов давления в вакуумной камере 130 вакуумного ящика и вакуумной камере 132 концевого ролика (как видно на фиг. 4). В некоторых вариантах осуществления источником 114 вакуума (и, возможно, 116) могут быть вентиляторы, рассчитанные на скорость от приблизительно 1000 кубических футов в минуту (куб. фт/мин) до приблизительно 10000 куб. фт/мин. Такой источник (источники) вакуума может создавать давления от приблизительно 0,5 дюйма водяного столба (0,125 кПа) до приблизительно 100 дюймов водяного столба (25 кПа) внутри вакуумной камеры 130 вакуумного ящика и внутри вакуумной камеры 132 концевого ролика. В других вариантах осуществления источник 114 (и/или 116) вакуума может создавать давление от приблизительно 1 дюйма водяного столба (0,25 кПа) до приблизительно 10 дюймов водяного столба (25 кПа) внутри вакуумной камеры 130 вакуумного ящика и внутри вакуумной камеры 132 концевого ролика.
Фиг. 3 представляет собой вид в перспективе узла 104 концевого ролика системы 100 вакуумного конвейера. Узел 104 концевого ролика, как правило, содержит концевой ролик 150 и вал 152 концевого ролика. Концевой ролик 150 и вал 152 концевого ролика выполнены в конфигурации приводной ролик / неподвижный вал, в которой вал 152 концевого ролика сохраняет свое вращательное положение на протяжении всей работы системы 100 вакуумного конвейера, а концевой ролик 150 вращается вокруг вала 152 концевого ролика во время работы системы 100 вакуумного конвейера.
Концевой ролик 150, как правило, содержит отверстия 154, выступы 156 и гладкие участки 158. Отверстия 154 могут позволять воздуху проходить через концевой ролик 150 и в вакуумную камеру 132 концевого ролика (как видно на фиг. 4), как показано путями 162 потока воздуха. Выступы 156 могут взаимодействовать с уплотнительным элементом 161 (как можно дополнительно увидеть на фиг. 4), чтобы обеспечивать уплотнение между каналом 113 для потока воздуха и концевым роликом 150. Аналогично, гладкие участки 158 могут взаимодействовать с уплотнительными элементами 160, чтобы обеспечивать уплотнение между каналом 113 для потока воздуха и концевым роликом 150.
По меньшей мере в некоторых вариантах осуществления узел 104 концевого ролика может дополнительно содержать регулируемую впускную пластину 164. В этих вариантах осуществления регулируемая впускная пластина 164 может покрывать часть канала 113 для потока воздуха и может дополнительно содержать отверстия 166. Например, регулируемая впускная пластина 164 может представлять собой верхнюю часть канала 113 для потока воздуха, а отверстия 166 могут позволять воздуху поступать в канал 113 для потока воздуха, как показано путями 162 потока воздуха, тем самым обеспечивая всасывающую силу на регулируемой впускной пластине 164. Таким образом системы 100 вакуумных конвейеров, содержащие регулируемую впускную пластину 164, могут обеспечивать всасывающую силу на материалах и компонентах изделия, когда они переправляются на узел 104 концевого ролика и переходят через узел 104 концевого ролика, но до того, как они переправятся на вакуумную камеру 130 вакуумного ящика. По меньшей мере в некоторых вариантах осуществления, где система 100 вакуумного конвейера содержит регулируемую впускную пластину 164, регулируемая впускная пластина 164 может перемещаться в направлении, указанном стрелками 165. Перемещение регулируемой впускной пластины 164 по пути, выровненном со стрелками 165, может регулировать как расположение всасывающей силы благодаря изменению положения отверстий 166 (и/или открытия зазора между концевым роликом 150 и регулируемой впускной пластиной 164), так и уровень всасывающей силы внутри канала 113 для потока воздуха на регулируемой впускной пластине 164. В других вариантах осуществления пластина 164 может быть регулируемой в направлении, отличном от изображенного стрелками 165, например, в направлении, имеющем любой угол относительно стрелок 165. В некоторых из этих вариантов осуществления пластина 164 может содержать пару пластин с выровненными отверстиями. Перемещение верхней пластины из пары в любом направлении может смещать выравнивание отверстий каждой из пары пластин, тем самым регулируя мощность всасывания на пластине 164.
Фиг. 4 представляет собой вид узла 104 концевого ролика в поперечном разрезе, проведенном по линии 4—4. Как можно дополнительно увидеть на виде в профиль на фиг. 4, вакуумный концевой ролик 150 содержит отверстия 154 и выступы 156. Отверстия 154 вакуумного концевого ролика 150 могут соединять по текучей среде внешнюю часть вакуумного концевого ролика 150 с внутренней частью вакуумного концевого ролика 150 и с каналом 113 для потока воздуха. Как описано выше, источник 114 (и/или 116) вакуума может быть соединен с каналом 112 для потока воздуха, который соединяется с каналом 113 для потока воздуха. Соответственно, во время работы источника 114 (и/или 116) вакуума воздух может перемещаться извне вакуумного концевого ролика 150 во внутреннюю часть вакуумного концевого ролика 150 через одно или более отверстий 154 и в вакуумную камеру 132 концевого ролика, как показано стрелкой 170. Вакуумная камера 132 концевого ролика может быть образована посредством углубления в вале 152 концевого ролика. Воздух, который вошел в вакуумную камеру 132 концевого ролика, может дополнительно перемещаться из вакуумной камеры 132 концевого ролика через одно или более дополнительных отверстий 154 и в канал 113 для потока воздуха под действием источника 114 (и/или 116) вакуума, как показано стрелкой 171. Таким образом, источник 114 (и/или 116) вакуума, каналы 113, 112 для потока воздуха и узел 104 концевого ролика могут быть выполнены с возможностью получения всасывающей силы на наружной поверхности вакуумного концевого ролика 150. По меньшей мере в некоторых вариантах осуществления отверстия 154 могут иметь скошенные внутренние края 153, чтобы способствовать созданию плавного потока воздуха, протекающего в вакуумную камеру 132 концевого ролика. В других вариантах осуществления вместо скошенных внутренних краев 153 отверстия 154 могут содержать наклонные стенки, так, что отверстия 154 расширяются по мере того, как они проходят в направлении вакуумной камеры концевого ролика 132.
Вакуумный концевой ролик 150 может содержать как выступы 156, так и углубления 157 и может быть дополнительно описан как имеющий как внутренний диаметр, так и наружный диаметр из-за выступов 156 и углублений 157. Таким образом, вакуумный концевой ролик 150 может содержать как поверхности 155, которые могут представлять собой поверхность внутреннего диаметра вакуумного концевого ролика 150, так и поверхности 159, которые могут представлять собой поверхность наружного диаметра вакуумного концевого ролика 150.
Поверхности 159 могут представлять собой самую наружную часть выступов 156, и выступы 156 могут взаимодействовать с уплотнительным элементом 161, чтобы образовывать уплотнение между вакуумным концевым роликом 150 и каналом 112 для потока воздуха. Например, выступы 156 и уплотнительный элемент 161 могут быть выполнены так, чтобы между поверхностями 159 и уплотнительным элементом 161 имелся очень маленький зазор, когда выступы 156 проходят смежно с уплотнительным элементом 161. Эта тесная посадка образует уплотнение между вакуумным концевым роликом 150 и каналом 113 для потока воздуха, чтобы помогать предотвращать попадание воздуха в канал 113 для потока воздуха из мест, отличных от вакуумного концевого ролика 150 и вакуумной камеры 132 концевого ролика. Места, где воздух поступает в канал 113 для потока воздуха из мест, отличных от вакуумного концевого ролика 150 и вакуумной камеры 132 концевого ролика, могут рассматриваться как «утечки». Например, воздух, поступающий в канал 113 для потока воздуха из мест, отличных от вакуумного концевого ролика 150 и вакуумной камеры 132 концевого ролика, уменьшает величину перепада давления, который источник 114 (и/или 116) вакуума может создать между вакуумной камерой 132 концевого ролика и наружной частью вакуумного концевого ролика 150. Этот уменьшенный перепад давления соответствует уменьшенной всасывающей силе на поверхности вакуумного концевого ролика 150. Дополнительно конкретная конфигурация уплотнительного элемента 161 и углублений 157 и поверхностей 159 на вакуумном концевом ролике 150, как показано на фиг. 4, может называться лабиринтным уплотнением. В этой конфигурации, когда вакуумный концевой ролик 150 вращается вокруг вала 152 концевого ролика, воздух оказывается захвачен в углублениях 157, когда они проходят уплотнительный элемент 161. Эти захваченные карманы воздуха дополнительно помогают препятствовать любому потоку воздуха, протекающему извне вакуумного концевого ролика 150 в канал 113 для потока воздуха между вакуумным концевым роликом 150 и уплотнительным элементом 161 из-за относительно более низкого давления в канале 113 для потока воздуха.
Чтобы образовать эффективное лабиринтное уплотнение, может быть необходимо, чтобы конкретные размеры углублений 157 и уплотнительного элемента 161 находились в пределах определенных границ. Например, уплотнительный элемент 161 имеет поверхность 163, которая может изгибаться в соответствии с контуром вакуумного концевого ролика 150. В некоторых вариантах осуществления поверхность 163 уплотнительного элемента 161 может обладать длиной контура, составляющей от приблизительно 5% до приблизительно 25% окружности вакуумного концевого ролика 150. Длина контура поверхности 163 может представлять собой длину поверхности 163 от верхней части 167 уплотнительного элемента до нижней части 169 уплотнительного элемента, как видно на фиг. 4, найденную посредством следования кривизне поверхности 163. Дополнительно углубления 157 могут обладать максимальной шириной от приблизительно 0,5 мм до приблизительно 10 мм. В других вариантах осуществления углубления 157 могут обладать шириной, равной части длины окружности вакуумного концевого ролика 150. В некоторых вариантах осуществления углубления 157 могут обладать максимальной шириной, составляющей от приблизительно 0,5% до приблизительно 5% окружности вакуумного концевого ролика 150. Выступы 156 могут обладать радиальной высотой от приблизительно 2 мм до приблизительно 20 мм.
В некоторых вариантах осуществления максимальная ширина выступов 156 может быть такой же, как максимальная ширина углублений 157. Тем не менее, это не является необходимым во всех вариантах осуществления. Например, максимальная ширина выступов 156 может находиться в диапазоне от приблизительно 50% до приблизительно 200% максимальной ширины углублений 157 в разных вариантах осуществления.
В некоторых дополнительных вариантах осуществления узел 104 концевого ролика может дополнительно содержать углубления 168, расположенные на валу 152 концевого ролика. Подобно углублениям 157 и уплотнительному элементу 161, углубления 168 и внутренняя поверхность 151 вакуумного концевого ролика 150 могут образовывать лабиринтное уплотнение для предотвращения попадания воздуха в вакуумную камеру 132 концевого ролика и/или канал 113 для потока воздуха между вакуумным концевым роликом 150 и валом 152 концевого ролика. В разных вариантах осуществления, углубления 168 могут варьироваться по глубине от приблизительно 2 мм до приблизительно 20 мм. Дополнительно углубления 168 могут обладать максимальной шириной, которая находится в диапазоне от приблизительно 0,5 мм до приблизительно 10 мм в разных предусмотренных вариантах осуществления.
Вакуумная камера 132 концевого ролика может быть образована углублением в вале 152 концевого ролика. Например, часть вала 152 концевого ролика, не содержащая углубление, образующее вакуумную камеру 132 концевого ролика, может иметь первую площадь поверхности поперечного сечения, которая содержит площадь, ограниченную поверхностями 159 вала 152 концевого ролика, как показано на фиг. 5. Кроме того, вал 152 концевого ролика может иметь вторую площадь поверхности поперечного сечения на части вала 152 концевого ролика, содержащей углубление, образующее вакуумную камеру 132 концевого ролика. В примере по фиг. 5 эта вторая площадь поверхности поперечного сечения будет представлять собой первую площадь поверхности поперечного сечения за вычетом области, ограниченной пунктирной линией 176, определяющей углубление, которое образует вакуумную камеру 132 концевого ролика. По меньшей мере в некоторых вариантах осуществления вторая площадь поверхности поперечного сечения может составлять от приблизительно 50% до приблизительно 75% первой площади поверхности поперечного сечения. В качестве некоторых иллюстративных примеров первая площадь поверхности поперечного сечения может составлять от приблизительно 10 дюймов2 (64,5 см2) до приблизительно 150 дюймов2 (968 см2). Соответственно, тогда вторая площадь поверхности поперечного сечения может составлять от приблизительно 5 дюймов2 (32,2 см2) до приблизительно 112,5 дюймов2 (726 см2). Это позволило бы положить площадь поперечного сечения области, образующей вакуумную камеру 132 концевого ролика, например, области, ограниченной пунктирной линией 176, от приблизительно 25% до приблизительно 50% первой площади поперечного сечения. Используя приведенные выше иллюстративные значения площади, это означает, что площадь поперечного сечения области, образующей вакуумную камеру 132 концевого ролика, может составлять от приблизительно 0,5 дюймов2 (3,2 см2) до приблизительно 52,5 дюймов2 (339 см2). Однако следует понимать, что это лишь иллюстративные значения. В других предусмотренных вариантах осуществления концевой ролик 150 и вал 152 концевого ролика могут быть настолько большими или маленькими, насколько это необходимо для любого конкретного желаемого применения системы 100 вакуумного конвейера.
По меньшей мере в некоторых вариантах осуществления вал 152 концевого ролика может обладать дополнительной конструктивной особенностью, благодаря которой вакуумная камера 132 концевого ролика по существу не имеет препятствий. Чем более открытой и гладкой является вакуумная камера 132 концевого ролика, тем меньше турбулентности будет возникать в воздухе, поступающем в вакуумную камеру 132 концевого ролика. Более низкая турбулентность воздуха, присутствующего в вакуумной камере 132 концевого ролика, соответствует более низким уровням давления, которые могут быть достигнуты источником 114 (и/или 116) вакуума при заданном статическом количестве энергии вакуума, подаваемой источником 114 (и/или 116) вакуума. Соответственно, если вакуумная камера 132 концевого ролика по существу не имеет препятствий, то на поверхности 155 концевого ролика может быть получена большая всасывающая сила, чем когда вакуумная камера 132 концевого ролика по существу не является свободной от препятствий. Фраза «по существу не имеет препятствий» может быть истолкована как означающая то, что нет частей вала 152 концевого ролика или механических или других элементов, прикрепленных к валу 152 концевого ролика, которые проходят в вакуумную камеру 132 концевого ролика на величину, превышающую приблизительно 10 мм.
Специалистам в данной области техники должно быть понятно, что аспекты настоящего изобретения могут проявляться во множестве форм, отличных от конкретных вариантов осуществления, описанных и предусмотренных в данном документе. Соответственно, отступление по форме и деталям может быть сделано без отступления от объема и сущности настоящего изобретения, описанных в прилагаемой формуле изобретения.
Реферат
Раскрыто устройство для транспортировки материала в ходе процесса производства. Раскрытая система вакуумного конвейера может содержать вакуумный ящик, проходящий между первым концом ящика и вторым концом ящика, при этом вакуумный ящик содержит вакуумную камеру вакуумного ящика, концевой ролик, расположенный смежно с первым концом ящика, при этом концевой ролик содержит вакуумную камеру концевого ролика, и перфорированный элемент, расположенный как на концевом ролике, так и на вакуумном ящике. Вакуумная система может дополнительно содержать первый канал для потока воздуха, соединяющий вакуумную камеру вакуумного ящика с источником вакуума, и второй канал для потока воздуха, соединяющий вакуумную камеру концевого ролика с источником вакуума. Обеспечивается безопасная и последовательная передача материалов и компонентов изделия между системами конвейеров во время процесса производства. 3 н. и 14 з.п. ф-лы, 5 ил.
Комментарии