Ударостойкий подшипник для хронометра - RU2603236C2
Код документа: RU2603236C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к области ударостойких подшипников (подшипников с амортизирующим устройством) для хронометра и к способам их изготовления. В частности, изобретение относится к ударостойкому подшипнику, предназначенному для помещения в него цапфы оси баланса механизма механических наручных часов.
Уровень техники, предшествующий изобретению
В патенте CH 700496 описан ударостойкий подшипник, образованный монокристаллом кремния и включающий в себя центральный участок и радиальные упругие рычаги, соединяющие данный центральный участок с периферийным кольцевым участком. Центральный участок включает в себя развальцованное отверстие в форме четырехсторонней пирамиды. Во-первых, следует отметить, что дно четырехстороннего отверстия не является оптимальным для поддержки цапфы. Что касается изготовления отверстия подобного типа, то в вышеуказанном патенте предлагается анизотропное жидкостное химическое травление. Отмечается, что для этого кремниевая подложка должна быть надлежащим образом ориентирована для обеспечения возможности обработки пирамидального отверстия. Затем, для обработки остальной части монокристальной кремниевой детали и, в частности, упругих рычагов в вышеуказанном патенте предлагается использовать другую технологию обработки, а именно глубокое реактивное ионное травление (DRIE). Для применения данной последней технологии требуются сложные дорогостоящие заводы, которые отличаются от заводов, используемых для анизотропного жидкостного химического травления. Поэтому производственная себестоимость ударостойких подшипников, изготовляемых в соответствии с идеями вышеуказанного патента, является относительно высокой. Следует отметить, что использование двух разных технологий на разных заводах для обработки кремниевых деталей не следует из стремления авторов патента CH 700496 непременно усложнить способ изготовления кремниевых ударостойких подшипников. На самом деле это обусловлено свойствами монокристаллического кремния. Действительно расположение кремниевой подложки, необходимой для создания развальцованного пирамидального отверстия, не позволяет получить упругую структуру, рычаги которой имеют, по существу, вертикальные боковые стенки или периферийный кольцевой участок.
В целом, изобретатель по настоящей заявке заметил, что кремний не допускает обработки структуры, по существу, с вертикальными стенками и образует изогнутость при травлении в кислотной ванне. Кроме этого, для создания отверстий в монокристаллической кремниевой пластине с вертикальными стенками возможна лишь определенная ориентация кремниевого кристалла в пластине (несовместимая с ориентацией для получения пирамидальных отверстий). Возможные направления для подобных вертикальных стенок ограничены, а вертикальные стенки формируются лишь на планарных поверхностях.
В патентной заявке WO 2009/060074 описаны ударостойкие подшипники, включающие в себя цельную кремниевую деталь и сопряженный с ней камень с отверстием. Подобная цельная деталь определяет упругую структуру и краевой камень. Она формируется в кремниевой пластине с использованием хорошо известных технологий фотолитографии и травления. В данном патентном документе отмечается, что цельные детали могут изготавливаться из кремния или другого, предпочтительно монокристаллического, материала, который легко подвергается обработке с использованием технологии фотолитографии или химического травления. Других примеров, кроме кремния, не приводится. Что касается кремния, то, как отмечалось выше, хотя в вертикальных стенках можно формировать пазы или отверстия, их форма ограничена. В частности, невозможно получить форму, показанную на фигурах из вышеуказанного патентного документа, при помощи химического травления кремниевой кристаллической пластины. Идеи вышеуказанного патента, относящиеся к способу изготовления ударостойких подшипников из монокристаллического материала, остаются неясными. Ясно описан лишь вариант с кремнием. Ограничения и недостатки варианта осуществления с кремниевым кристаллом были рассмотрены в патенте CH 700496. Кроме этого, непонятно, что именно подразумевается в нем под химическим травлением. В любом случае, можно сделать вывод о том, что упругие структуры, подобные тем, что показаны на фигурах, изготовлены не в кислотной ванне, а с использованием глубокого реактивного ионного травления, как в патенте CH 700496.
Заявителем по патентной заявке WO 2009/060074 также была подана патентная заявка EP 2015147 (с теми же датами приоритета). В данном последнем документе раскрывается ударостойкий подшипник, образованный диском из монокристаллического материала; указанный диск формирует упругую структуру и центральный участок с глухим отверстием, предназначенный для помещения в него цапфы баланса. По одному из вариантов упругая структура определяет три чередующиеся спирали. Глухое отверстие имеет плоскодонную цилиндрическую форму, как это показано на фигурах. Следует отметить, что плоскодонная цилиндрическая форма не является оптимальной, поскольку цапфа перемещается и трется о цилиндрический участок неравномерно из-за того, что отверстие шире, чем входящий в него участок цапфы. По основному варианту осуществления из данного патентного документа предлагается использовать монокристаллический кремниевый диск или пластину, которая обрабатывается с использованием хорошо известных технологий фотолитографии (также именуемых химическими процессами).
Краткое изложение сущности изобретения
Цель настоящего изобретения заключается в том, чтобы найти решение для проблемы сложной и дорогостоящей обработки цельных монокристаллических деталей, а также предложить ударостойкий подшипник, образованный цельной деталью, формирующей упругую структуру и центральный участок, на котором выполнено отверстие, предназначенное для приема цапфы системы вращающихся шестерен, которая может обрабатываться на промышленном уровне при относительно низкой себестоимости, но с высоким качеством.
Другая цель изобретения заключается в том, чтобы предложить ударостойкий подшипник вышеуказанного типа, в котором имеется глухое отверстие, форма которого желательно позволяет осуществлять надлежащее выравнивание оси системы вращающихся шестерен, шарнирно установленной в подобном глухом отверстии, и свести к минимуму трение.
Еще одна цель настоящего изобретения заключается в том, чтобы предложить ударостойкий подшипник, который имеет привлекательный и характерный внешний вид.
Настоящее изобретение относится к ударостойкому подшипнику для хронометра, включающему в себя упругую структуру и центральный участок, опирающийся на подобную упругую структуру, на подобном центральном участке имеется глухое отверстие, предназначенное для приема цапфы системы вращающихся шестерен хронометра. Упругая конструкция и центральный участок образованы цельной деталью, образованной монокристаллическим кварцем, а глухое отверстие имеет три наклонные грани, совместно определяющие усеченную или неусеченную трехгранную пирамиду.
По предпочтительному варианту цельная деталь является пластиной с отверстием, ось которой, проходящая перпендикулярно двум ее основным поверхностям, расположена почти параллельно оптической оси монокристаллического кварца.
Настоящее изобретение также относится к двум основным вариантам осуществления способа изготовления ударостойкого подшипника, в котором упругая структура и центральный участок, опирающийся на упругую структуру, с имеющимся в нем глухим отверстием, изготовлены из монокристаллического кварца.
Способ изготовления по изобретению позволяет получить высококачественный прозрачный ударостойкий подшипник при помощи относительно недорогого способа, который требует обработки лишь в химических ваннах. Кроме этого, данный способ позволяет обрабатывать глухое отверстие под подшипник, дно которого по меньшей мере частично определяется трехгранной пирамидой, в грани которой упирается встык цапфа системы вращающихся шестерен. Подобное глухое отверстие обеспечивает улучшенную центровку оси системы вращающихся шестерен, а также сводит к минимуму трение. Техническое преимущество прозрачного подшипника также заключается в том, что он упрощает проверку наличия масла в отверстии.
Другие конкретные признаки и преимущества изобретения будут рассмотрены ниже в подробном описании изобретения.
Краткое описание чертежей
Изобретение будет рассмотрено ниже со ссылкой на прилагаемые чертежи, используемые в качестве неограничивающих примеров, где:
на фиг. 1 показан вид в сечении одного из вариантов осуществления ударостойкого подшипника по изобретению;
на фиг. 2 показан вид сверху монокристаллического кварцевого диска, образующего ударостойкий подшипник по фиг. 1;
на фиг. 3 показан схематический вид в перспективе кристалла монокристаллического кварца, пластина которого разрезана для изготовления диска по фиг. 2;
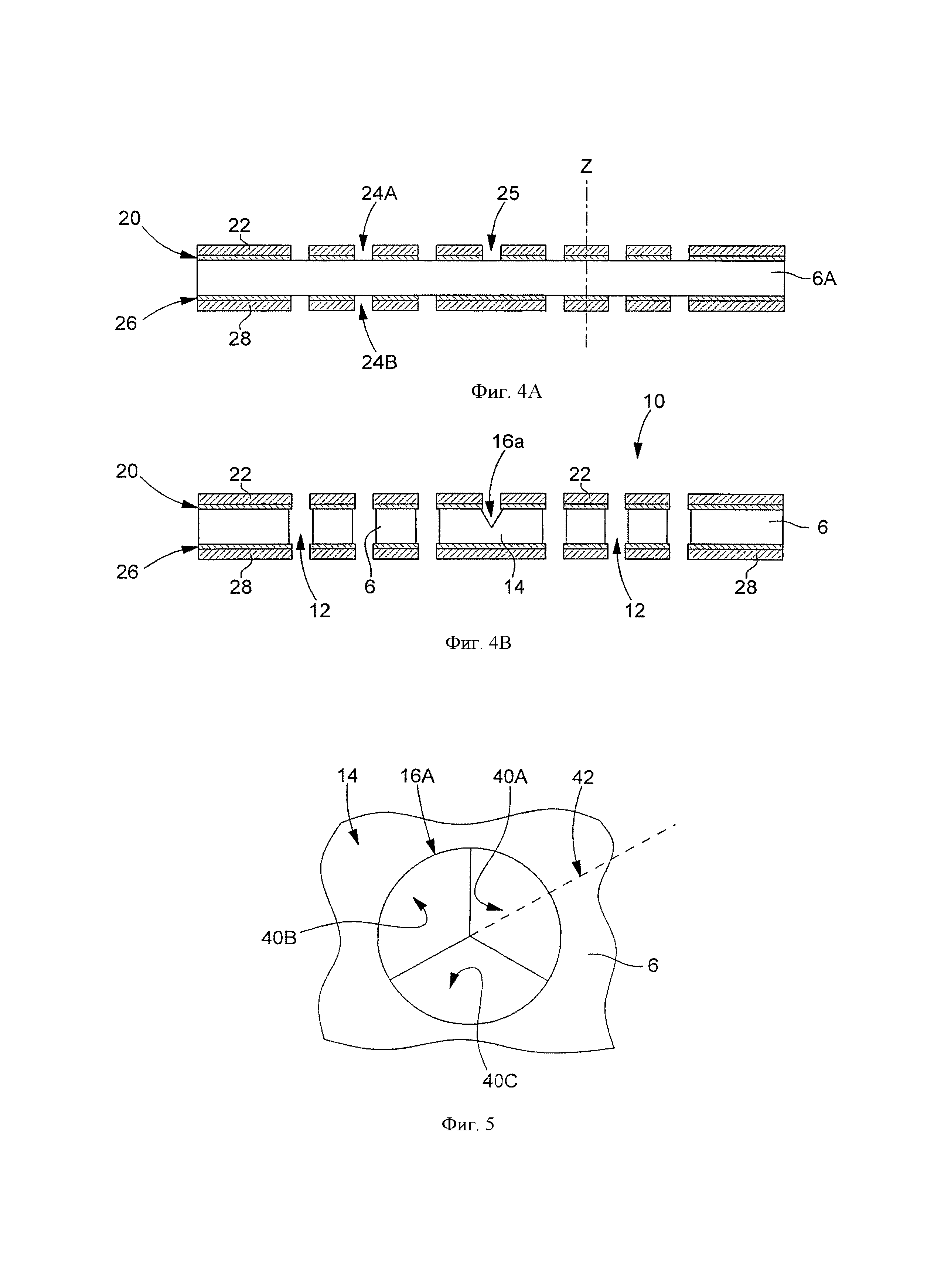
на фиг. 4A показан вид в сечении кварцевой пластины, покрытой с двух ее основных сторон маской, используемой для защиты при травлении кварца в ванне;
на фиг. 4B показан схематический вид в сечении пластины по фиг. 4A после обработки в химической ванне, используемой для анизотропного травления кварца;
на фиг. 5 показан вид в плане глухого отверстия, проделанного в кварцевой пластине, прошедшей обработку с использованием способа по изобретению;
на фиг. 6 показан вид в плане второго варианта осуществления глухого отверстия, проделанного в кварцевой пластине, прошедшей обработку с использованием способа по изобретению;
на фиг. 7 показан вид в сечении вдоль линии VII-VII на фиг. 6 для варианта, который отличается от варианта по фиг. 6 лишь тем, что на начальном участке глухого отверстия нет вертикальной стенки, но, тем не менее, имеется резкий склон;
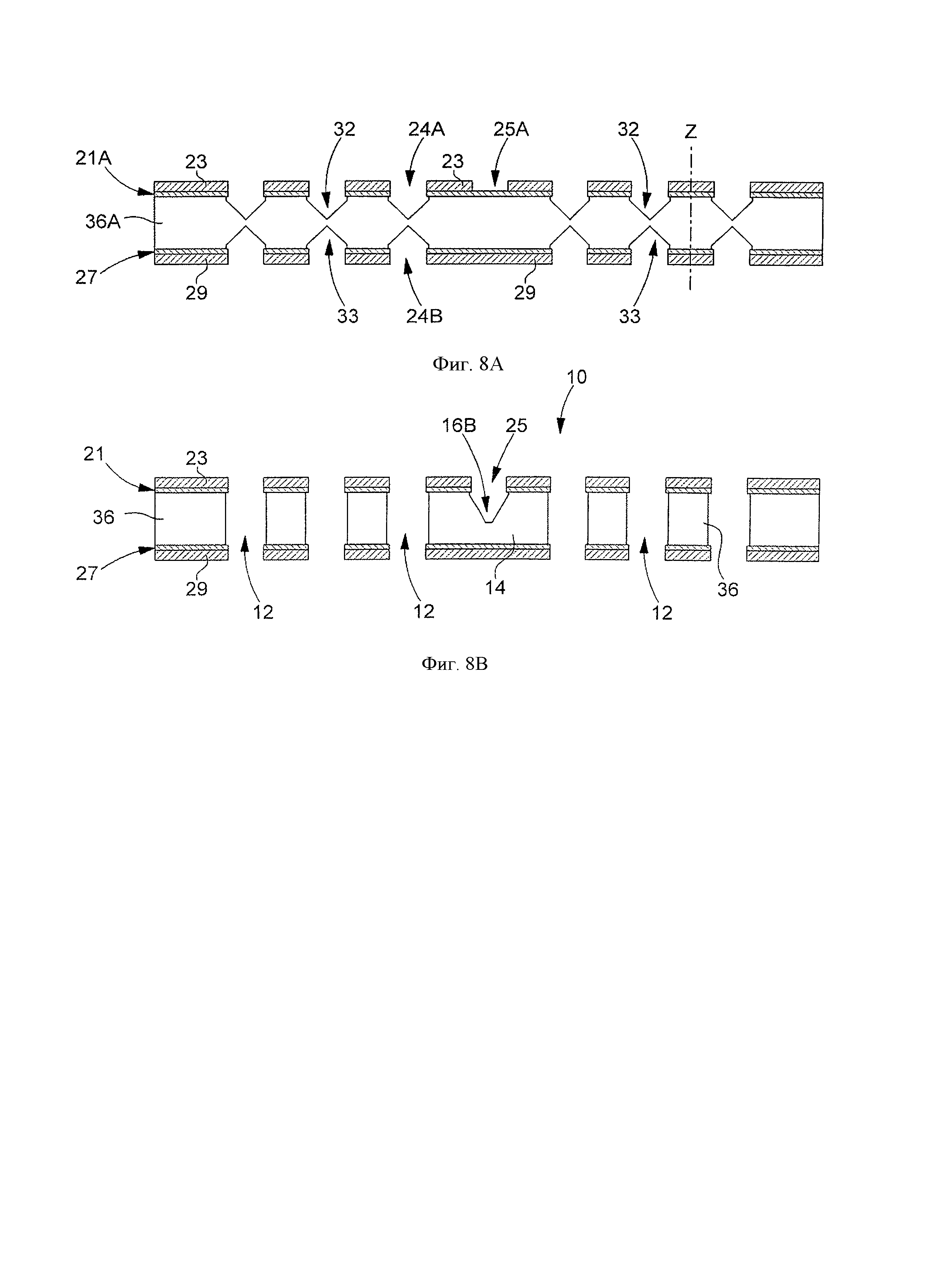
на фиг. 8A и 8B показаны виды в сечении, соответствующие видам по фигурам 4A и 4B, но с более толстой кварцевой пластиной и глухим отверстием большего диаметра, форма которого аналогична форме глухого отверстия по фигурам 6 и 7.
Подробное описание изобретения
Ударостойкий подшипник 2 по изобретению будет рассмотрен ниже со ссылкой на фигуры 1, 2, 3 и 5. Данный ударостойкий подшипник расположен на мосту или платине 4 хронометра и включает в себя монокристаллическую кварцевую пластину 6 (диск или круговую пластину) и основание 8, в котором имеется выемка для пластины 6. Данная пластина включает в себя упругую структуру 10, образованную, по существу, круговыми пазами 12, выточенными в пластине, и центральный участок 14, опирающийся на данную упругую структуру, с имеющимся в нем глухим отверстием 16, предназначенным для приема цапфы системы вращающихся шестерен (не показана) механизма хронометра. Пазы, по существу, имеющие форму дуги окружности, образуют между ними упругие спиральные рычаги, соединяющие центральный участок с периферийной областью пластины 6. Таким образом, данная упругая структура и центральный участок выполнены в виде одной детали из монокристаллического кварца.
За счет расположения упругой структуры на периферии центрального участка 14 последний может совершать перемещения в плоскости пластины 6, а также, до определенной степени, вертикально. Для этого между упругой структурой 10 и дном выемки в основании 8 предпочтительно имеется зазор. Подшипник 2 является подвешенным ударостойким подшипником. Следует отметить, что основание включает в себя отверстие для прохода шпинделя системы шестерен и выступает в качестве стопора в случае сильного осевого и/или вертикального удара. Следует отметить, что стопор может быть выполнен иным образом, а также, что как вариант, пластина 6 может быть непосредственно расположена на мосту или платине 4 без промежуточного элемента.
Упругая структура может иметь разнообразные варианты конструктивного исполнения в плоскости пластины 6. Достаточно, чтобы центральный участок 14 был соединен упругим образом с периферийным участком основания 8. Между тем компоновка чередующихся спиральных рычагов подобно тому, как это показано на фиг. 2, предпочтительна, поскольку в этом случае длина упругих рычагов увеличивается по сравнению с радиальным расположением рычагов. Для этого использование кварцевой пластины очень важно, поскольку конструкция подобного типа может быть получена в результате процесса травления в ванне, который будет рассмотрен ниже.
Согласно изобретению глухое отверстие 16, обрабатываемое на нижней поверхности центрального участка 14, имеет три наклонные грани 40A, 40B, 40C, совместно, по меньшей мере частично, образующие трехгранную пирамиду (см. фиг. 5). По одному из вариантов каждая из трех граней имеет угол примерно в 40° относительно центральной оси Z глухого отверстия, т.е. срединная прямая линия 42 каждой из трех граней имеет угол примерно в 40° относительно центральной оси глухого отверстия. На дне глухого отверстия могут иметься другие грани (см. фиг. 6), в частности, при увеличении диаметра отверстия. Подобные другие грани образуются в результате травления кварца с использованием способа изготовления по изобретению, рассмотренному ниже.
По одному из предпочтительных вариантов глухое отверстие имеет, по существу, вертикальную боковую стенку на его начальном участке (см. фиг. 7). Поэтому три грани не доходят до внешней поверхности цельной детали, где глухое отверстие открывается, а боковая поверхность глухого отверстия между внешней стороной и тремя гранями имеет более крутой градиент или градиенты, чем три грани. По одному из конкретных вариантов градиент или градиенты, определяемые боковой поверхностью глухого отверстия, меньше двадцати градусов (20°) относительно центральной оси глухого отверстия.
По одному из предпочтительных вариантов осуществления монокристаллическая кварцевая пластина 6 выбирается таким образом, чтобы ось Z, проходящая перпендикулярно двум ее основным граням, являлась примерно оптической осью монокристаллического кварца. На фиг. 3 схематически показан кварцевый кристалл 18 и срез 6A, сделанный в кварцевом кристалле для изготовления пластины, в которой пластина 6 по изобретению впоследствии будет подвергаться обработке. Первый альтернативный вариант осуществления способа изготовления ударостойкого подшипника, включающего в себя упругую структуру и центральный участок, опирающийся на упругую структуру с имеющимся в нем глухим отверстием под цапфу системы вращающихся шестерен часового хронометра, указанная упругая структура и указанный центральный участок выполнены в виде единой детали, предусматривает следующие этапы.
A) Изготовление монокристаллической кварцевой пластины, две основные грани которой, соответственно первая и вторая грани, ориентированы, по существу, перпендикулярно оптической оси кристаллической структуры монокристаллического кварца;
B) Формирование первой маски на первой поверхности монокристаллической кварцевой пластины, указанная первая маска образована в результате фотолитографической обработки таким образом, чтобы она формировала на указанной первой поверхности контуры упругой структуры и глухого отверстия, находящегося в указанной пластине;
C) Обработка упругой структуры и глухого отверстия в монокристаллической кварцевой пластине путем помещения указанной пластины в ванну для химического травления, пригодную для анизотропного травления монокристаллического кварца, что значительно упрощает травление вдоль оптической оси, первая маска выбирается таким образом, чтобы она выдерживала травление в подобной ванне.
Следует отметить, что в случае отверстия с относительно небольшим диаметром, в частности менее примерно 120 микрон (120 µm), скорость формирования отверстия вдоль его центральной оси будет ниже скорости обработки в направлении указанной оси упругой структуры, поэтому можно одновременно формировать глухое отверстие и упругую структуры просто путем травления первой поверхности.
По предпочтительной разновидности в конструкции обрабатываемой упругой структуры имеются изогнутые пазы и/или отверстия, кромки которых имеют по меньшей мере частично изогнутые линии, что оптимизирует упругую структуру, как это было рассмотрено выше.
Предпочтительная разновидность подобного первого варианта осуществления, показанная на фигурах 4A и 4B, включает в себя следующие этапы:
A) Изготовление монокристаллической кварцевой пластины 6A, две основные грани которой, соответственно первая и вторая грани, ориентированы, по существу, перпендикулярно оптической оси Z кристаллической структуры монокристаллического кварца;
B) Формирование первой маски 20 на первой поверхности монокристаллической кварцевой пластины и второй маски 26 на второй поверхности указанной пластины, указанные первая и вторая маски образованы при помощи фотолитографии таким образом, чтобы они определяли соответственно на указанной первой поверхности и указанной второй поверхности контуры упругой структуры 10, первая маска 20 также определяет контуры глухого отверстия 16A, находящегося в пластине 6;
C) Обработка упругой структуры 10 и глухого отверстия 16A в монокристаллической кварцевой пластине путем помещения указанной пластины в ванну для химического травления, пригодную для анизотропного травления монокристаллического кварца, что значительно упрощает травление вдоль оптической оси Z, первая и вторая маски выбираются таким образом, чтобы они выдерживали травление в подобной ванне.
Таким образом, кварцевая пластина одновременно протравливается с обеих сторон для формирования упругой структуры. Это, во-первых, позволяет сократить продолжительность обработки в ванне для травления, а также получить отверстия с вертикальными стенками. Данная разновидность наиболее подходит в том случае, если глухое отверстие имеет относительно большой диаметр, в частности свыше 150 микрон (150 µm). Поэтому можно без труда создавать глухое отверстие одновременно с обработкой упругой структуры в одной и той же ванне для химического травления. При этом следует отметить, что данная разновидность предпочтительна для изготовления упругой структуры даже в том случае, если глухое отверстие имеет небольшой диаметр.
По одному из конкретных вариантов нормаль к двум основным поверхностям кварцевой пластины образует угол примерно в два градуса (2°) с оптической осью (угол двойного лучепреломления) кристаллической структуры монокристаллического кварца. Ванна для травления кварца содержит, в частности, фтористоводородную кислоту (HF). По одному из вариантов ванна также может содержать фторид аммония (NH4F).
Способ фотолитографии, используемый для изготовления двух масок, является стандартным. Светочувствительные слои, соответственно 22, 28, наносятся на металлические слои, соответственно 20, 26, например, на слой из хрома и золота (Cr-Au). Затем каждый светочувствительный слой выборочно иллюминируют и проявляют для формирования отверстий по размеру используемой маски. Так в светочувствительном слое 22 имеются отверстия 24A для упругой структуры и отверстие 25 для глухого отверстия; тогда как в светочувствительном слое 28 имеются лишь отверстия 24B для упругой структуры 10. После завершения формирования светочувствительных слоев 22 и 28 пластина 6A помещается в химическую ванну, предназначенную для травления металлических слоев 20 и 26, таким образом, чтобы определить две соответствующие маски (с теми же ссылочными позициями, что и металлические слои) для последующего локального травления кварца.
Наконец, пластина 6A с двумя масками помещается в химическую ванну, предназначенную для сильного анизотропного травления монокристаллического кварца, упрощающего травление, по существу, вдоль оптической оси Z. Через определенное время пребывания в химической ванне, которое зависит, в частности, от толщины пластины, а также от требуемой глубины глухого отверстия, получают пластину 6 с круговыми пазами 12, имеющими, по существу, вертикальные стенки. Кроме этого, образуется глухое отверстие 16A, на дне которого имеются наклонные грани, как это было рассмотрено выше (симметричный V-образный профиль сечения по фиг. 4B, поскольку в поперечном сечении две грани пирамиды при одинаковом наклоне, в целом, не пересекаются). В варианте по фиг. 4B дно отверстия образовано лишь трехгранной пирамидой. Например, толщина пластины 6 составляет около 200 микрон, а диаметр глухого отверстия - 100 или 200 микрон.
По второму альтернативному варианту или второму варианту осуществления способа изготовления ударостойкого подшипника рассмотренного выше типа способ включает в себя следующие этапы:
A) Изготовление монокристаллической кварцевой пластины, две основные грани которой, соответственно первая и вторая грани, ориентированы, по существу, перпендикулярно оптической оси кристаллической структуры монокристаллического кварца;
B) Формирование первой начальной маски на первой поверхности монокристаллической кварцевой пластины, указанная первая начальная маска получена при помощи фотолитографии таким образом, чтобы она определяла на первой поверхности контуры упругой структуры, но не контуры глухого отверстия, предназначенного для приема цапфы системы вращающихся шестерен;
C) Частичная обработка упругой структуры, определяемой первой начальной маской, получаемой на этапе B), в монокристаллической кварцевой пластине путем помещения указанной пластины в ванну для химического травления, пригодную для анизотропного травления монокристаллического кварца, что значительно упрощает травление вдоль оптической оси Z монокристального кварца, первая начальная маска выбирается таким образом, чтобы она выдерживала травление в ванне для химического травления;
D) Формирование первой маски таким образом, чтобы она определяла контуры глухого отверстия и позволяла получить первую финишную маску;
E) Финишная обработка упругой структуры и одновременная обработка глухого отверстия, определяемого первой финишной маской, формируемой на этапе D), в монокристаллической кварцевой пластине путем помещения пластины снова в ванну для химического травления.
Предпочтительная разновидность подобного второго варианта осуществления способа по изобретению схематически показана на фигурах 8A и 8B. По данной предпочтительной разновидности, перед этапом C), формируют вторую маску на второй поверхности монокристаллической кварцевой пластины, указанная вторая маска образована при помощи фотолитографии таким образом, чтобы она определяла контуры упругой структуры на указанной второй поверхности. Данная разновидность допускает травление пластины 36A с обеих сторон, как это показано на фиг. 8A. На фиг. 8A схематически показано сечение монокристаллической кварцевой пластины 36A в том виде, как она выглядит после этапа C) способа по рассматриваемой здесь разновидности, после иллюминации и проявления светочувствительного слоя 23 для получения отверстия 25 в указанном слое, позволяющего сделать отверстие 25 (фиг. 8B) в начальной маске 21A для получения финишной маски 21. Подобная финишная маска позволяет осуществлять обработку глухого отверстия 16B на заключительном этапе обработки упругой структуры 10 для получения пластины 36 по фиг. 8B. Вторая маска 27 образована с использованием светочувствительного слоя 29. Для травления масок 21A и 27 светочувствительные слои 23 и 29 соответственно образуются при помощи фотолитографии, после чего в них формируют отверстия 24A и 24B, предназначенные для упругой структуры 10. Перед травлением отверстия 25 в маске 21A, т.е. перед этапом D) рассматриваемого здесь способа, пластина 36A помещается в анизотропную ванну для травления кварца в течение первой фазы или периода. После извлечения пластины из ванны упругую структуру подвергают частичной обработке, как это показано на фиг. 8A. На двух сторонах пластины 36A формируются канавки 32 и 33.
По предпочтительной разновидности, между вышеупомянутыми этапами B) и C), светочувствительный слой 23, используемый для частичного формирования первой начальной маски 21A, определяющей упругую структуру, иллюминируют для формирования отверстия 25A в светочувствительном слое, соответствующем предполагаемому глухому отверстию (фиг. 8A). Следует отметить, что проявление светочувствительного слоя 23 для образования отверстия 25A можно осуществлять до или после этапа C). Таким образом, в данном случае формирование первой маски осуществляется в ванне для травления в два этапа, используемых для травления металлического слоя, нанесенного на монокристаллическую кварцевую пластину, и формирования указанной первой маски.
Второй вариант осуществления способа по изобретению позволяет определять два разных периода времени для обработки упругой структуры и обработки глухого отверстия в ванне для анизотропного травления монокристаллического кварца. Это оптимизирует продолжительность травления упругой структуры и глухого отверстия. Так, например, толщина монокристаллической кварцевой пластины составляет 300 микрон, а диаметр глухого отверстия - около 200 микрон. Первая фаза или период травления упругой структуры длится, например, около двух часов (2 ч) и вторая фаза или период травления подобной упругой структуры и глухого отверстия длится, например, около двух часов. Глубина глухого отверстия составляет, например, от 100 до 150 микрон.
Как показано на фигурах 6 и 7, в частности, если диаметр глухого отверстия превышает 150 микрон, в центральной области дна глухого отверстия 16B появляются грани 42, каждая из которых имеет относительно широкий угол с вертикальной осью Z (в частности, около 60°), кроме этого, грани 40A, 40B и 40C основной трехгранной пирамиды соответствуют граням по фиг. 5. Поэтому данная основная трехгранная пирамида является усеченной, т.е. область ее вершины срезана на грани, каждая из которых имеет меньший градиент, чем у трех граней трехгранной пирамиды. Предпочтительно у глухого отверстия 16B, на его начальном участке, имеется, по существу, вертикальная стенка 44. Цапфа 50 шпинделя, помещаемая в глухое отверстие, предпочтительно выполнена таким образом, чтобы точки упирания встык указанной цапфы в дно глухого отверстия находились в областях 46 трех граней основной трехгранной пирамиды, которые образуют угол, по существу, в 40° с осью Z вращения цапфы 50.
Реферат
Ударостойкий подшипник для хронометра включает в себя упругую структуру (10) и центральный участок (14), опирающийся на указанную упругую структуру, на указанном центральном участке имеется глухое отверстие (16A), предназначенное для приема цапфы системы вращающихся шестерен хронометра. Упругая структура и центральный участок образованы цельной деталью (6), образованной монокристаллическим кварцем, а глухое отверстие имеет, по меньшей мере частично, форму усеченной или неусеченной трехгранной пирамиды, в которую упирается встык торец цапфы. Изобретение также относится к способу изготовления ударостойкого подшипника подобного типа, в котором цельная пластина обрабатывается в ванне для анизотропного травления монокристаллического кварца. Предпочтительно на две стороны пластины помещаются две соответствующие маски (20, 26) для одновременного травления кварца с обеих сторон. 3 н. и 12 з.п. ф-лы, 10 ил.
Формула
характеризующийся следующими этапами:
A) Изготовление монокристаллической кварцевой пластины (6A), две основные грани которой, соответственно первая и вторая грани, ориентированы, по существу, перпендикулярно оптической оси (Z) кристаллической структуры монокристаллического кварца;
B) Формирование первой маски (20) на первой поверхности монокристаллической кварцевой пластины с помощью фотолитографической обработки для образования на первой поверхности контуров указанной упругой структуры и указанного глухого отверстия;
C) Обработка указанной упругой структуры и указанного глухого отверстия в указанной монокристаллической кварцевой пластине путем помещения указанной пластины в ванну для химического травления, предназначенную для анизотропного травления монокристаллического кварца, упрощающего травление вдоль указанной оптической оси, при этом указанная первая маска выбирается так, чтобы она выдерживала травление в указанной ванне.
характеризующийся следующими этапами:
A) Изготовление монокристаллической кварцевой пластины (36A), две основные грани которой, соответственно первая и вторая грани, ориентированы, по существу, перпендикулярно оптической оси (Z) кристаллической структуры монокристаллического кварца;
B) Формирование первой начальной маски (21A) на первой поверхности монокристаллической кварцевой пластины с помощью фотолитографической обработки так, чтобы она образовала на указанной первой поверхности только контуры указанной упругой структуры, а не контуры указанного глухого отверстия;
C) Частичная обработка указанной упругой структуры, определяемой первой начальной маской, в указанной монокристаллической кварцевой пластине путем помещения указанной пластины в ванну для химического травления, предназначенную для анизотропного травления монокристаллического кварца, упрощающего травление вдоль указанной оптической оси, при этом указанная первая начальная маска выбирается так, чтобы она выдерживала травление в указанной ванне;
D) Образование указанной первой начальной маски так, чтобы она определяла контуры указанного глухого отверстия и позволяла получить первую финишную маску (21);
E) Финишная обработка указанной упругой структуры и одновременная обработка указанного глухого отверстия в указанной монокристаллической кварцевой пластине путем помещения указанной пластины снова в указанную ванну для химического травления.
характеризующийся тем, что указанная цельная деталь выполнена из монокристаллического кварца, а у указанного глухого отверстия имеются три наклонные грани (40A, 40B; 40C), совместно формирующие усеченную или неусеченную трехгранную пирамиду.
Комментарии