Внешняя часть на основе фотоструктурируемого стекла - RU2619732C2
Код документа: RU2619732C2
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к внешней части на основе фотоструктурируемого стекла и в особенности внешней части этого типа, включающей в себя по меньшей мере один участок на основе фотоструктурируемого стекла и по меньшей мере один другой участок на основе кремния, металла или керамики.
Уровень техники изобретения
В области часового дела возрастающее количество внешних частей изготавливают с помощью хрупких материалов, таких как материалы на основе кремния или керамики. Например, часового стекла, браслета, ремешка или заводной головки.
Однако технологии травления этих хрупких материалов ограничивают возможности в отношении возможных форм внешних частей.
Сущность изобретения
Задачей настоящего изобретения является преодоление всех или части вышеуказанных недостатков путем предложения внешней части, которая менее ограничена в отношении формы, сохраняя возможность использования участков на основе кремния или керамики.
В результате изобретение относится к внешней части, включающей в себя первый участок на основе фотоструктурируемого стекла, по меньшей мере второй участок на основе по меньшей мере второго материала, отличающейся тем, что одна поверхность первого участка выполнена за одно с поверхностью второго участка так, чтобы образовывать цельную внешнюю часть.
Предпочтительно согласно изобретению понятно, что внешняя часть относится к составному типу, т.е. она выполнена из фотоструктурируемого стекла и по меньшей мере одного другого материала. В связи с этим понятно, что особые формы могут быть получены с участком из фотоструктурируемого стекла при сохранении функционального элемента на основе кремния, металла или керамики.
В соответствии с другими предпочтительными вариантами изобретения:
- указанный по меньшей мере один второй материал выполнен на основе кремния и включает в себя монокристаллический кремний, легированный монокристаллический кремний, поликристаллический кремний, легированный поликристаллический кремний, пористый кремний, оксид кремния, кварц, кремнезем, нитрид кремния или карбид кремния;
- указанный по меньшей мере один второй материал выполнен на основе керамики и включает в себя фотоструктурируемое стекло, боросиликат, алюмосиликат, кварцевое стекло, церодур, монокристаллический корунд, поликристаллический корунд, глинозем, оксид алюминия, нитрид алюминия, монокристаллический рубин, поликристаллический рубин, оксид циркония, оксид титана, нитрид титана, карбид титана, нитрид вольфрама, карбид вольфрама, нитрид бора или карбид бора;
- указанный по меньшей мере один второй материал выполнен на основе металла и включает в себя железный сплав, медный сплав, никель или его сплав, титан или его сплав, золото или его сплав, серебро или его сплав, платину или ее сплав, рутений или его сплав, родий или его сплав или палладий или его сплав;
- указанный по меньшей мере один второй материал дополнительно включает в себя по меньшей мере частичное покрытие из оксида кремния, нитрида кремния, карбида кремния или аллотропа углерода;
- первый участок и/или второй участок образуют корпус, среднюю часть корпуса, кронштейн, циферблат, фланец, ободок, нажимную кнопку, заводную головку, заднюю крышку корпуса, стрелку, браслет или ремешок, звено, застежку, украшение, аппликацию, кристалл, опору циферблата, заводной валик, вал нажимной кнопки.
Изобретение относится к часам, отличающимся тем, что они включают в себя внешнюю часть согласно любому из предыдущих вариантов.
Дополнительно, согласно первому варианту выполнения изобретение относится к способу изготовления цельной внешней части, включающему в себя следующие этапы, на которых:
a) берут первую пластину на основе фотоструктурируемого стекла, включающую в себя первый вытравленный рисунок;
b) берут по меньшей мере вторую пластину, выполненную из по меньшей мере второго материала, включающую в себя по меньшей мере второй вытравленный рисунок;
c) соединяют первую пластину с указанной по меньшей мере одной второй пластиной для образования подложки и путем совмещения указанных рисунков образуют цельную внешнюю часть, включающую в себя первую толщину на основе фотоструктурируемого стекла и по меньшей мере одну вторую толщину указанного по меньшей мере одного второго материала;
d) освобождают внешнюю часть из подложки.
Согласно второму варианту выполнения изобретение относится к способу изготовления цельной внешней части, включающему в себя следующие этапы, на которых:
e) соединяют первую пластину на основе фотоструктурируемого стекла с по меньшей мере второй пластиной, выполненной из по меньшей мере второго материала, для образования подложки;
f) вытравливают рисунок в каждой из пластин подложки и путем совмещения указанных рисунков образуют цельную внешнюю часть, включающую в себя первую толщину на основе фотоструктурируемого стекла и по меньшей мере одну вторую толщину указанного по меньшей мере одного второго материала;
d) освобождают цельную внешнюю часть из подложки.
Наконец, независимо от варианта выполнения несколько внешних частей выполняют на одной и той же подложке для их массового производства.
Краткое описание чертежей
Другие признаки и преимущества следуют из следующего описания, данного в качестве не ограничивающей иллюстрации, со ссылкой на приложенные чертежи, на которых:
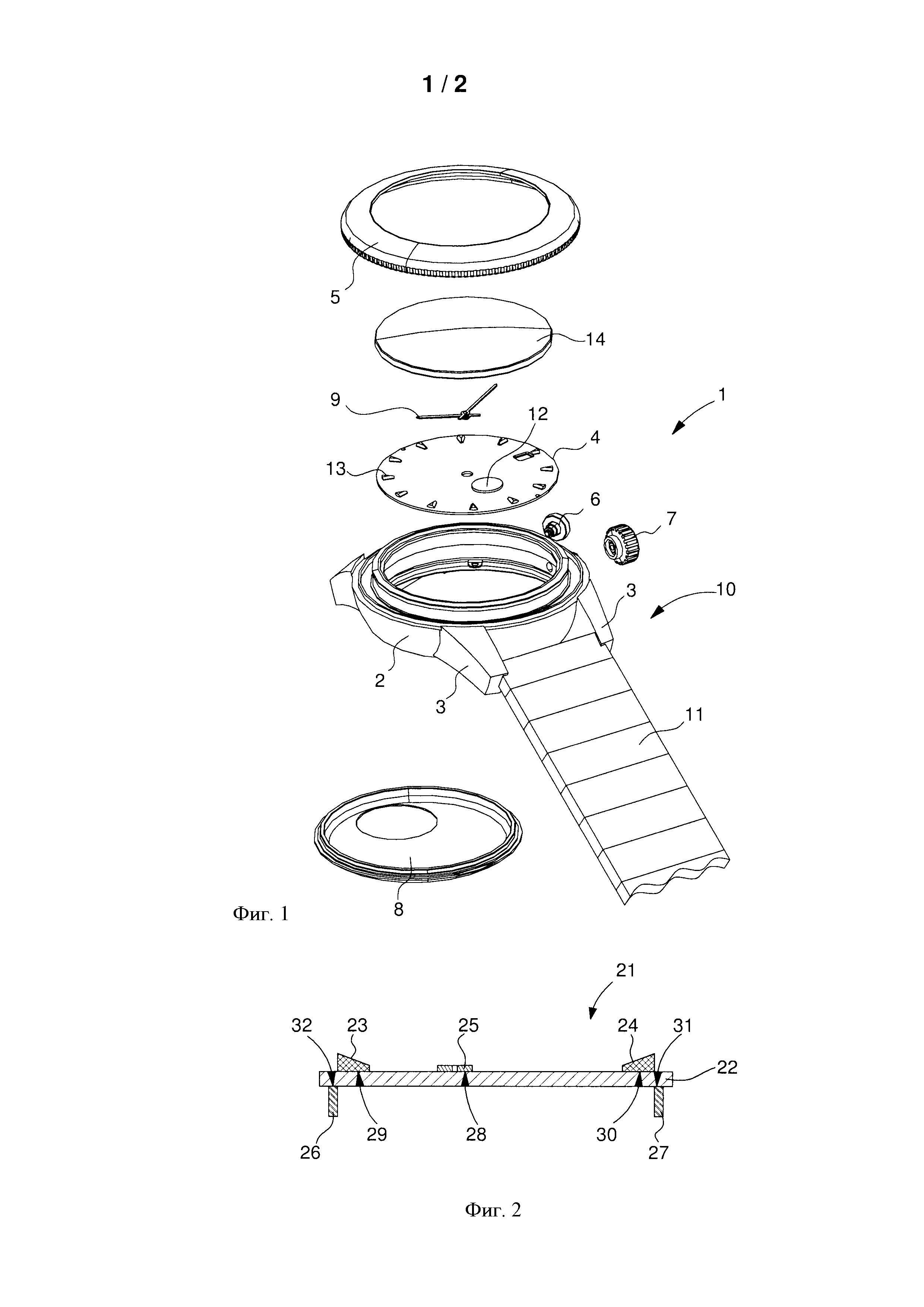
фигура 1 представляет собой вид в перспективе внешних частей согласно изобретению;
фигура 2 представляет собой вид в поперечном сечении внешней части согласно изобретению;
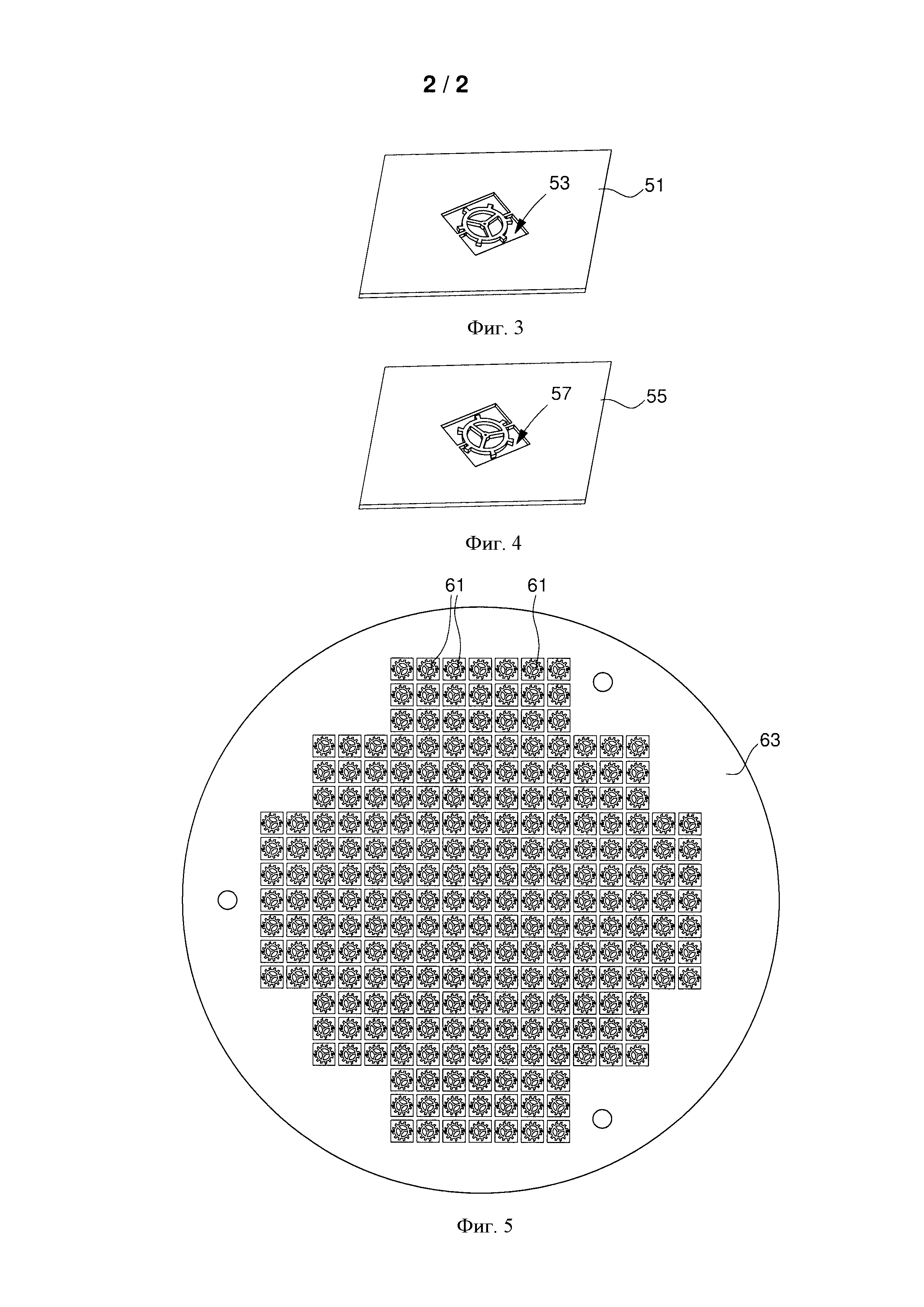
фигуры 3-5 представляют собой виды этапов способа изготовления внешней части согласно изобретению.
Подробное описание предпочтительных вариантов осуществления
Как пояснено выше, изобретение относится к внешней части, образованной с помощью первого участка на основе фотоструктурируемого стекла со вторым участком, включающим в себя такой же тип материала или другой тип материала, т.е. например, на основе кремния, металла или керамики.
Эта внешняя часть разрабатывалась для применений в области часового дела и обуславливалась ограничениями структурирования хрупких материалов, таких как материалы на основе кремния или керамики. Возможно, например, предусматривать изготовление корпуса, циферблата, фланца, кристалла, ободка, нажимной кнопки, заводной головки, задней крышки корпуса, стрелки или браслета или ремешка полностью или частично из хрупких материалов.
Однако постоянная необходимость использования обычных частей, таких как, например, кристаллы корунда, производство которых освоено, представляет собой ограничение, которое трудно согласовывать с использованием частей, не имеющих пластической области.
В результате изобретение относится к внешней части, включающей в себя первый участок на основе фотоструктурируемого стекла, по меньшей мере один второй участок на основе по меньшей мере второго материала, отличающейся тем, что одна поверхность первого участка выполнена за одно целое с поверхностью второго участка так, чтобы образовывать цельную внешнюю часть.
Предпочтительно согласно изобретению понятно, что первый участок будет иметь более значительные возможности в отношении формы при сохранении второго участка, который использует преимущества его материала. Дополнительно, имеется большое множество возможных процессов связывания для фотоструктурируемого стекла. Вследствие этого необязательно использовать дополнительный материал для выполнения двух участков за одно целое, как это бывает с адгезионным связыванием или использованием промежуточной части. Таким образом, например, две поверхности соответствующих форм являются достаточными для соединения или связывания первого участка со вторым участком.
Как пояснено выше, цельная внешняя часть может быть полностью или частично выполнена из основы из фотоструктурируемого стекла. Таким образом, указанный по меньшей мере один второй материал может быть выполнен на основе кремния, металла или керамики. Дополнительно, указанный по меньшей мере один второй материал также может необязательно включать в себя промежуточный материал, предназначенный для содействия связыванию двух материалов, которые трудно скреплять. Таким образом, в зависимости от выбранной технологии связывания этот промежуточный материал может быть уподоблен припою, предназначенному для прикрепления двух материалов друг к другу путем совместного приклеивания к промежуточному материалу, или образования слоя, предназначенного для производства достаточно интенсивного тепла, чтобы заставлять два материала расплавляться.
Когда указанный по меньшей мере один второй материал выполнен на основе кремния, он может включать в себя монокристаллический кремний, легированный монокристаллический кремний, поликристаллический кремний, легированный поликристаллический кремний, пористый кремний, оксид кремния, кварц, кремнезем, нитрид кремния или карбид кремния.
Когда указанный по меньшей мере один второй материал выполнен на основе керамики, он может включать в себя фотоструктурируемое стекло, боросиликат, кварцевое стекло, церодур, монокристаллический корунд, поликристаллический корунд, глинозем, оксид алюминия, нитрид алюминия, монокристаллический рубин, поликристаллический рубин, оксид циркония, оксид титана, нитрид титана, карбид титана, нитрид вольфрама, карбид вольфрама, нитрид бора или карбид бора.
Когда указанный по меньшей мере один второй материал выполнен на основе металла, он может включать в себя железный сплав, подобный сталям 15Р, 20АР или 316L, медный сплав, такой как латунь, никелевый сплав, такой как нейзильбер, титан или его сплав, золото или его сплав, серебро или его сплав, платину или ее сплав, рутений или его сплав, родий или его сплав или палладий или его сплав.
Дополнительно, указанный по меньшей мере один второй материал, даже на основе кремния, металла или керамики, может включать в себя по меньшей мере частичное покрытие из оксида кремния, нитрида кремния, карбида кремния или аллотропа углерода.
Предпочтительно согласно изобретению первый участок и/или второй участок могут образовывать большое множество внешних частей для часов. В качестве не ограничивающего примера и со ссылкой на фигуру 1 первый участок и/или второй участок могут в частности представлять собой корпус 1, например среднюю часть 2 корпуса, и кронштейны 3, циферблат 4, фланец, ободок 5, нажимную кнопку 6, заводную головку 7, заднюю крышку 8 корпуса, стрелку 9, браслет или ремешок 10, такой как звено 11, украшение 12, аппликацию 13, кристалл 14, застежку, опору циферблата, заводной валик или вал нажимной кнопки.
В качестве примера фигура 2 показывает внешнюю часть 21, представляющую собой циферблат 22. Корпус циферблата 22 включает в себя несколько аппликаций 23, 24, представляющих собой, например, часовой круг, украшение 25, например название марки, и несколько опор 26, 27 циферблата для крепления его к часам.
Циферблат 22 может быть выполнен за одно целое с помощью его контактных поверхностей 28, 29, 30, 31, 32 с аппликациями 23, 24 и/или украшением 25, и/или опорой 26, 27, причем участок на основе фотоструктурируемого стекла образован циферблатом 22 и/или аппликациями 23, 24, и/или украшением 25, и/или опорой 26, 27. Разумеется, другие типы контактной поверхности могут быть выбраны, такие как наклонные поверхности или криволинейные поверхности.
Как пояснено выше, первый участок и/или второй участок могут образовывать множество внешних частей. В качестве дополнительного примера на фигуре 2 корпус 1 может быть выполнен из первого участка, образующего среднюю часть 2 корпуса, и нескольких вторых участков, образующих кронштейны 3, или браслет 10 может быть образован из нескольких первых участков, образующих несколько звеньев 11, причем каждый первый участок выполнен за одно целое с несколькими вторыми участками, образующими украшения.
Дополнительно, первый участок может образовывать кристалл 14 и быть выполнен за одно целое со вторым участком, образующим ободок 5 или увеличительное стекло, первый участок может образовывать нажимную кнопку 6 и быть выполнен за одно целое со вторым участком, образующим вал нажимной кнопки, первый участок может образовывать заводную головку 7 и быть выполнен за одно целое со вторым участком, образующим заводной валик, первый участок может образовывать заднюю крышку 8 корпуса и быть выполнен за одно целое со вторым участком, образующим кристалл, предназначенный для показа механизма подзавода часов, первый участок может образовывать звено для крепления браслета и быть выполнен за одно целое со вторым участком, образующим застежку, или первый участок может образовывать звено 11 браслета и быть выполнен за одно целое со вторым участком, образующим противоположное звено.
Согласно первому предпочтительному варианту выполнения изобретение относится к способу изготовления, включающему в себя первый этап а), предназначенный для изготовления первой пластины 51 на основе фотоструктурируемого стекла, включающей в себя первый вытравленный рисунок 53, который показан на фигуре 3. Такие стекла, например, предлагаются Schott A.G. под наименованием Foturan®, Ноуа Corp под наименованием PEG3® или LifeBioScience Inc. под наименованием Apex™.
Предпочтительно согласно изобретению фотоструктурирование стекла обеспечивает большее множество формы, чем травление материалов на основе кремния или керамики. Процесс фотоструктурирования состоит на первом этапе из облучения длиной волны, соответствующей фотоструктурируемому стеклу, через маску, которая частично непроницаема для указанной длины волны. Области пластины из фотоструктурируемого стекла структурируют согласно количеству, ориентации и распределению облучения.
С использованием маски с областями переменной непроницаемости и/или источника с управляемым фокусом возможно создавать формы, такие как вышеупомянутые аппликации 23, 24. Источник облучения может, например, представлять собой ультрафиолетовую лампу с максимумом спектрального распределения на длине волны в диапазоне 200 и 400 нм.
Второй этап состоит в подвергании пластины из фотоструктурируемого стекла тепловой обработке. Температура нагрева изменяется согласно фотоструктурируемому стеклу и может составлять до приблизительно 600°С. Тепловая обработка способствует лучшему выделению облученных областей для последнего этапа удаления путем химического травления. Это химическое травление могут выполнять, например, в ванне из 10% фтористоводородной кислоты при температуре окружающей среды и с использованием ультразвуков. Таким образом, получают пластину 51, которая показана на фигуре 3.
Второй этап b) предназначен для изготовления по меньшей мере второй пластины 55, выполненной из по меньшей мере второго материала, включающей в себя по меньшей мере второй вытравленный рисунок 57, который показан на фигуре 4. Может быть упомянуто сухое травление, такое как глубокое реактивное ионное травление (DRIE), лазерное травление или плазменное травление. Также вполне возможно использовать жидкостное травление, такое как химическое травление, или другое фотоструктурирование, которое пояснено выше. Наконец, также возможно выполнять фотоструктурирование, смешанное с фотолитографией полимера, сопровождаемое сухим травлением или жидкостным травлением.
Третий этап с) предназначен для соединения первой пластины 51 с указанной по меньшей мере одной второй пластиной 55 для образования цельной подложки и путем совмещения указанных рисунков 53, 55 для образования цельной внешней части, включающей в себя первую толщину на основе фотоструктурируемого стекла и по меньшей мере вторую толщину указанного по меньшей мере одного второго материала на основе кремния, металла или керамики.
В зависимости от используемых материалов существует несколько возможных способов связывания. Можно использовать двустороннюю точечную сварку поверхностей с помощью электромагнитного излучения с использованием лазера, как, например, пояснено в патенте ЕР 1436830. Также возможно использовать анодное связывание, связывание плавлением, термокомпрессионное связывание, связывание пайкой, эвтектическое связывание, ультразвуковое или термоакустическое связывание.
Наконец, способ включает в себя конечный этап d), предназначенный для освобождения цельной внешней части из подложки. Предпочтительно согласно изобретению множество материалов может быть использовано для изготовления внешних частей промышленным образом. Как показано на фигуре 2, возможно, например, изготовить циферблат 22, имеющий первую толщину 22 на основе фотоструктурируемого стекла, и по меньшей мере вторую толщину 23, 24, 26, 27 указанного по меньшей мере второго материала.
Согласно альтернативе первого варианта выполнения этап b) может состоять в изготовлении нескольких вторых пластин из одинакового материала или из нескольких различных материалов. В этой альтернативе первого варианта выполнения на этапе с) можно получать цельную подложку с тремя связанными пластинами, таким образом, образующими внешнюю часть, имеющую первую толщину на основе фотоструктурируемого стекла, образующего корпус циферблата 22, и по меньшей мере две вторые толщины, образованные из одинакового материала или из нескольких различных материалов, образующие аппликации 23, 24 и опоры 26, 27 циферблата.
Согласно второму варианту выполнения изобретение относится к способу изготовления, включающему в себя первый этап е), предназначенный для соединения или связывания первой пластины на основе фотоструктурируемого стекла с по меньшей мере второй пластиной, выполненной из по меньшей мере второго материала, для образования цельной подложки с помощью тех же способов, описанных на этапе с) первого варианта выполнения.
Второй вариант выполнения переходит к этапу f), предназначенному для травления рисунка в каждой из пластин подложки и путем совмещения указанных рисунков для образования цельной внешней части, имеющей первую толщину на основе фотоструктурируемого стекла и по меньшей мере одну вторую толщину указанного по меньшей мере одного второго материала с помощью тех же самых способов, описанных на этапах а) и b) первого варианта выполнения.
Наконец, способ включает в себя конечный этап g), предназначенный для освобождения цельной внешней части из подложки. Предпочтительно согласно изобретению множество материалов может быть использовано для изготовления внешних частей промышленным образом. Как проиллюстрировано на фигуре 2, можно, например, получать циферблат 22, имеющий первую толщину 22 на основе фотоструктурируемого стекла и по меньшей мере вторую толщину 23, 24, 26, 27 указанного по меньшей мере второго материала.
Согласно альтернативе второго варианта выполнения, подобной альтернативе первого варианта выполнения, этап е) также может состоять в создании подложки с помощью нескольких вторых пластин из одинакового материала или из нескольких различных материалов. В этой альтернативе второго варианта выполнения можно получать подложку с тремя связанными пластинами, таким образом, образующими внешнюю часть, имеющую первую толщину на основе фотоструктурируемого стекла и по меньшей мере две вторые толщины, образованные из одинакового материала или из нескольких различных материалов, как и в случае первого варианта выполнения.
Разумеется, независимо от варианта выполнения способ позволяет изготавливать несколько внешних частей 61 на одной и той же подложке 63, которая проиллюстрирована на фигуре 5.
Настоящее изобретение не ограничено проиллюстрированным примером, но может быть преобразовано специалистом в данной области техники. В частности, если для каждого участка требуется одинаковый рисунок, пластины могут связывать друг с другом и далее могут обеспечивать одно травление.
Подобным образом, как и в примере множественных аппликаций 13, 23, 24 циферблата 4, 22, способ, использующий пластины, является предпочтительным, т.е. все аппликации 13, 23, 24 структурируют в одной и той же пластине из фотоструктурируемого стекла и выполняют за одно целое с другой пластиной. Однако это не препятствует последовательному отделению аппликаций 13, 23, 24 и далее постепенному выполнению за одно целое с другой готовой частью, такой как циферблат 4, 22.
Реферат
Изобретение относится к внешней части (21, 61), включающей в себя первый участок (1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 23, 25, 27, 33, 35, 43, 45) на основе фотоструктурируемого стекла, по меньшей мере один второй участок (1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 23, 25, 27, 33, 35, 43, 45) на основе по меньшей мере одного второго материала. Согласно изобретению одна поверхность (24, 28, 30, 31) первого участка выполнена за одно целое с поверхностью второго участка так, чтобы образовывать цельную внешнюю часть (21, 61). 4 н. и 7 з.п. ф-лы, 5 ил.
Комментарии