Деталь внешнего оформления из непроводящего материала - RU2717134C1
Код документа: RU2717134C1
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления детали внешнего оформления из непроводящего материала, в котором по меньшей мере один раз осуществляют базовый цикл, содержащий следующую последовательность этапов:
- выполняют основание в виде подложки из непроводящего материала, или из керамики, или из стекла, или из сапфира, или из по меньшей мере частично аморфного материала,
- на указанное основание сухим способом наносят по меньшей мере один первый расходный защитный металлический слой;
- осуществляют гравировку декоративного рисунка по глубине, по меньшей мере равной локальной толщине указанного первого расходного защитного металлического слоя, при помощи лазера ультракоротких импульсов типа фемтосекундного лазера или пикосекундного лазера;
- на указанный декоративный рисунок и на оставшуюся часть указанного первого расходного защитного металлического слоя сухим способом наносят по меньшей мере один второй слой декоративной металлической и/или цветной обработки;
- химическим способом удаляют каждый указанный первый расходный защитный металлический слой.
Изобретение относится также к часам, содержащим деталь внешнего оформления, выполненную при помощи этого способа.
Изобретение относится к области компонентов внешнего оформления или индикаторных компонентов для часовых изделий и к области бижутерии.
Уровень техники
Для изготовления часовых компонентов известен способ, согласно которому:
- на всю поверхность заготовки наносят расходный защитный слой (фоточувствительная смола, лак, адгезив, полимерная пленка);
- производят селективное травление защитного слоя с возможной гравировкой подложки;
- производят декоративную обработку (гальванопластика, вакуумное осаждение, покрытие лаком);
- удаляют защитный слой (химическое травление, растворение, ионная бомбардировка, механическое действие).
Без использования фоточувствительной смолы контуры проявляются не очень четко.
Кроме того, материал расходного защитного слоя может подвергаться явлению дегазации во время последующего пропускания через вакуум, в частности, для осуществления декоративной обработки посредством металлизации.
В документе JP H05 156425 A, опубликованном заявителем SEIKO EPSON Corp., описано выполнение буквы в виде выемки или, в целом, рисунка, покрытого цветной пленкой, на поверхности базового материала, такого как спеченный твердый сплав, сплав платины или белого золота, керамики, при помощи сухого способа формирования пленки. Поверхность материала покрывают цветной пленкой в качестве первого слоя, при этом рисунок в виде выемки, имеющий глубину, превышающую толщину первого слоя, выполняют на соответствующей части посредством обработки лазерным пучком, затем в качестве второго слоя наносят цветную пленку, состав которой отличается от состава первого слоя, при помощи сухого способа формирования пленки, после чего удаляют первый и второй слои за пределами зоны, содержащей рисунок.
В документе ЕР 3 067 220 А1, опубликованном заявителем ROLEX, описан способ декорирования часового элемента с глубокой гравировкой декорируемой поверхности элемента при помощи фемтосекундного лазера и с поверхностным структурированием этой поверхности часового элемента, при этом оба декоративных рисунка по меньшей мере частично наложены друг на друга.
Раскрытие изобретения
Задачей изобретения является разработка способа изготовления детали внешнего оформления из непроводящего материала, в частности, из керамики или аналогичного материала, позволяющего получать металлизированные и/или цветные гравированные декоративные рисунки.
В связи с этим, объектом изобретения является способ, представленный в пункте 1 формулы изобретения.
Объектом изобретения являются также часы, содержащие деталь внешнего оформления, выполненную при помощи этого способа.
Предложенные в рамках способа операции позволяют получать декоративные рисунки высокой четкости на непроводящих подложках, таких как керамика, сапфир, стекло или аналогичный материал.
Кроме того, изобретение позволяет отказаться от использования защитных органических слоев, которые могли бы проявлять дегазацию во время последующего пропускания через вакуум с целью металлизации.
Наконец, представленное решение не требует использования дорогого оборудования для фотолитографии (центрифуга, выравниватель шаблона, сушильный шкаф) и может быть реализовано с обычным оборудованием для механической гравировки или, в частности, лазерной гравировки.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего подробного описания, представленного со ссылками на прилагаемые чертежи, на которых:
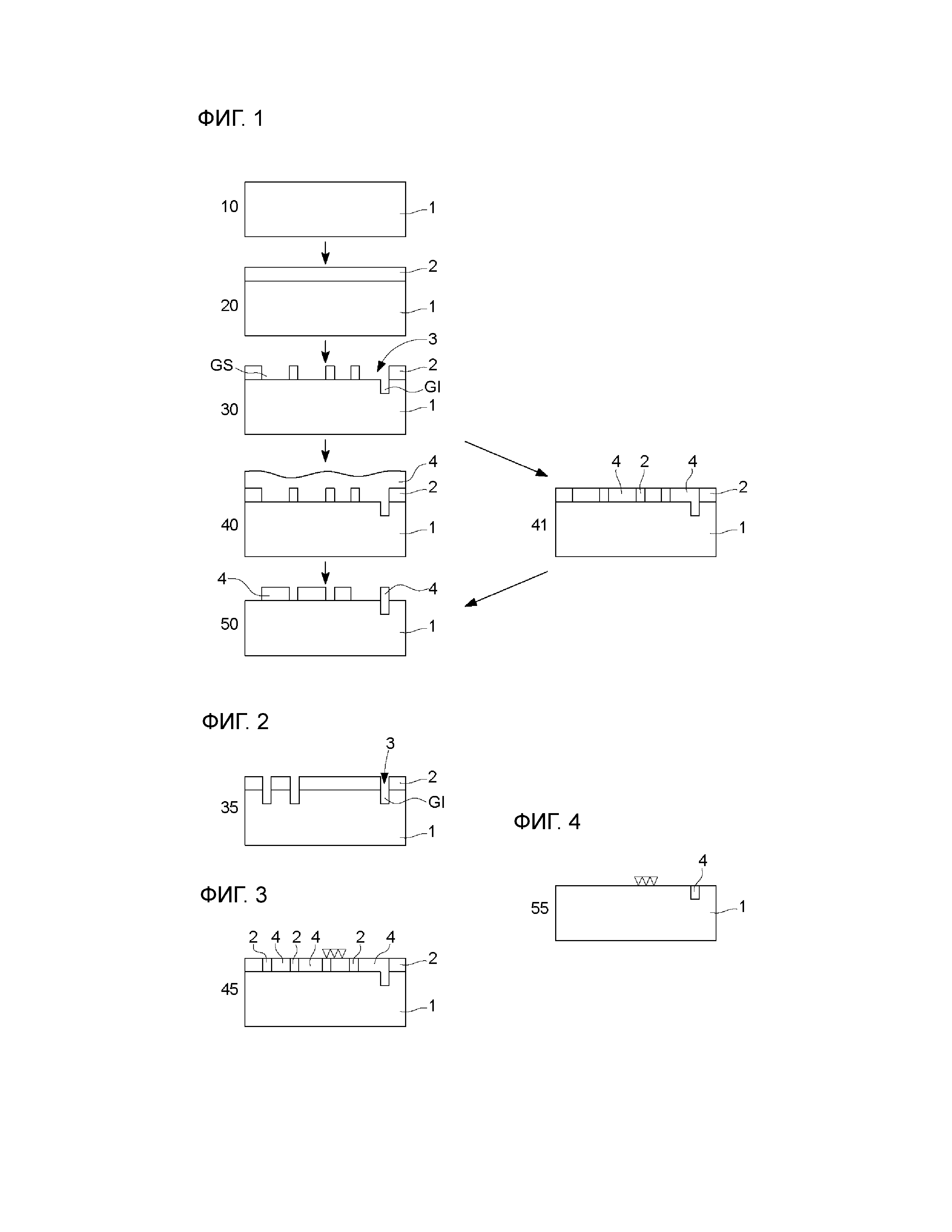
на фиг. 1 представлена последовательность осуществления операций базового цикла заявленного способа, которая включает в себя выполнение основания, нанесение на него первого расходного защитного металлического слоя, гравировку декоративного рисунка, нанесение второго слоя декоративной металлической и/или цветной обработки и удаление первого расходного защитного металлического слоя, схематичный вид в разрезе;
на фиг. 2 представлен вид, аналогичный фиг. 1, иллюстрирующий только этап гравировки, на котором все гравировки достигают подложки основания;
на фиг. 3 представлен вид, аналогичный фиг. 1, иллюстрирующий факультативный этап механического выравнивания первого расходного защитного металлического слоя и второго слоя декоративной обработки перед удалением первого расходного защитного металлического слоя;
на фиг. 4 представлен вид, аналогичный фиг. 3, иллюстрирующий факультативный этап механического выравнивания второго слоя декоративной обработки после удаления первого расходного защитного металлического слоя;
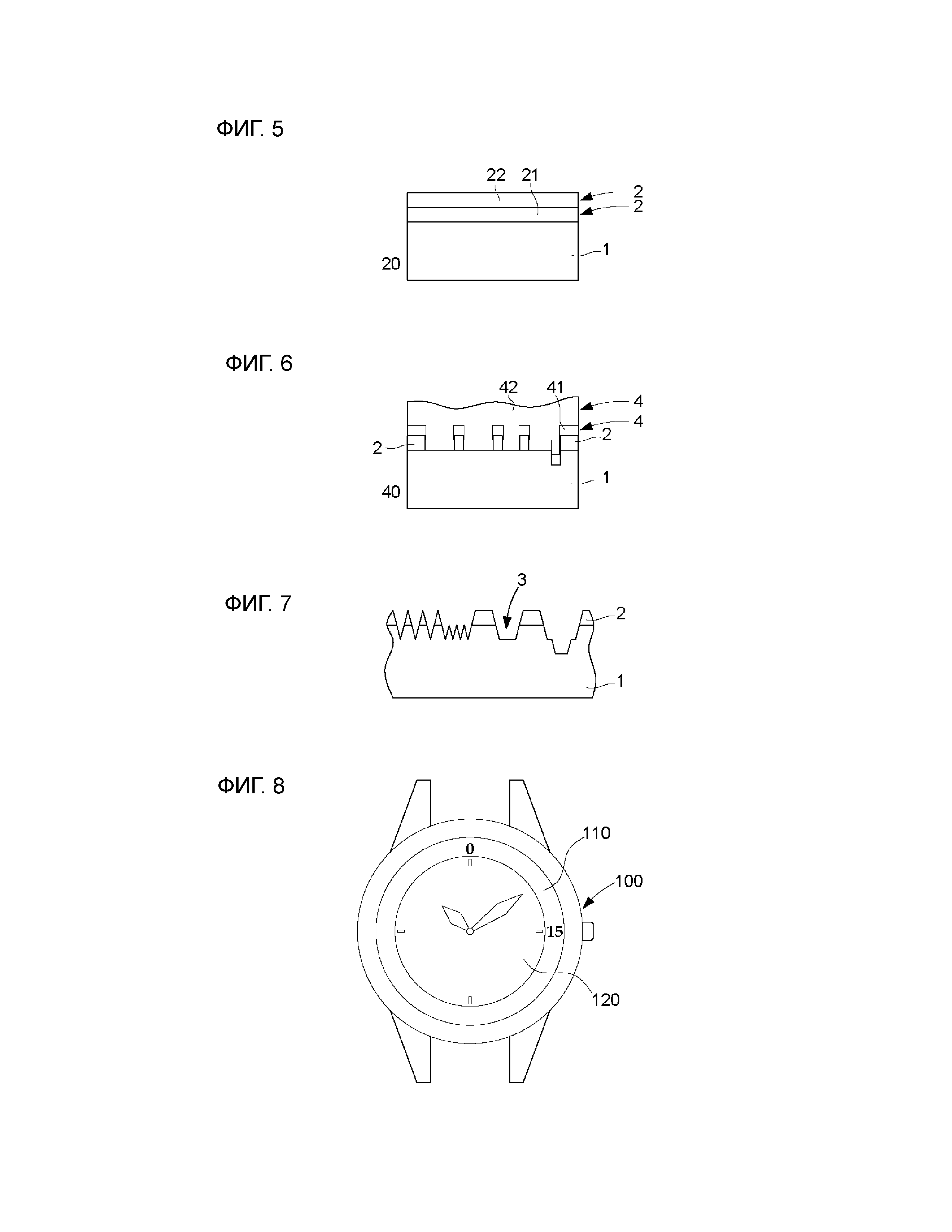
на фиг. 5 представлен вид, аналогичный фиг. 1, иллюстрирующий только этап нанесения первого расходного защитного металлического слоя с двумя наложенными друг на друга расходными защитными металлическими слоями;
на фиг. 6 представлен вид, аналогичный фиг. 1, иллюстрирующий только этап нанесения второго слоя декоративной металлической и/или цветной обработки с двумя наложенными друг на друга слоями декоративной обработки;
на фиг. 7 представлен детальный вид гравировки с показом конических гравировок отдельно или с наложением друг на друга и гравировок пирамидального типа отдельно или с наложением друг на друга;
на фиг. 8 показаны часы, содержащие ободок и циферблат из керамики, выполненные и декорированные при помощи заявленного способа.
Подробное описание предпочтительных вариантов выполнения
Изобретение касается способа изготовления детали внешнего оформления, которая является часовым циферблатом или изделием бижутерии из непроводящего материала, в частности, из керамики или аналогичного материала, позволяющего получать металлизированные и/или цветные гравированные декоративные рисунки.
В частности, объектом изобретения является способ изготовления детали внешнего оформления из непроводящего материала.
Согласно изобретению, по меньшей мере один раз осуществляют базовый цикл, содержащий следующие этапы в этом порядке:
- 10: выполняют основание 1 в виде подложки из непроводящего материала, или из керамики, или из стекла, или из сапфира, или из по меньшей мере частично аморфного материала,
- 20: на указанное основание 1 сухим способом наносят по меньшей мере один первый расходный защитный металлический слой 2;
- 30: осуществляют гравировку декоративного рисунка 3 по глубине, по меньшей мере равной локальной толщине указанного первого расходного защитного металлического слоя 2;
- 40: на указанный декоративный рисунок 3 и на оставшуюся часть первого расходного защитного металлического слоя 2 сухим способом наносят по меньшей мере один второй слой 4 декоративной металлической и/или цветной обработки;
- 50: удаляют, в частности химическим способом, каждый первый расходный защитный металлический слой 2.
На фиг. 1 показан также вариант 41, менее легкий в реализации, в котором операция 40 изменена нанесением второго слоя декоративной обработки вровень с первым расходным защитным металлическим слоем 2.
В частном варианте применения для изготовления металлизированных и/или цветных гравированных непроводящих циферблатов предпочтительная последовательность выполнения изобретения включает в себя следующие операции:
- 20: нанесение расходного защитного металлического слоя: предпочтительно, но не ограничительно алюминия или хрома, производимая сухим способом, в частности, путем вакуумного осаждения PVD;
- 30: гравировка декоративного рисунка лазером ультракоротких импульсов типа пикосекундного лазера или фемтосекундного лазера с селективной абляцией расходного защитного металлического слоя 2 и, возможно, гравировка подложки 1, называемая нижней гравировкой GI, показанной на фигурах;
- 40: металлическая (золото, родий, хром, кремний и т.д.) или цветная (металлические оксиды, нитриды и карбиды, а также любая комбинация их слоев) декоративная обработка, производимая сухим способом, в частности, способом PVD;
- 50: удаление защитного слоя химическим способом (щелочной раствор типа NaOH для алюминия, а также, возможно, кислотный раствор для хрома и т.д.).
Выбор материалов напрямую зависит от условий рабочей последовательности.
Действительно, природу расходного слоя и природу декоративного слоя необходимо выбирать таким образом, чтобы:
- травильный раствор обеспечивал удаление защитного слоя без разрушения декоративного покрытия;
- защитный слой не изменялся во время гравировки, в частности, гравировки лазером (ультракоротких импульсов типа пикосекундного лазера или фемтосекундного лазера) в месте, отличном от определенной зоны гравировки (возможное изменение вблизи гравировки, выброс раскаленных частиц);
- защитный слой выдерживал возможные операции промежуточной очистки.
Выбор расходного защитного металлического слоя на этапе 20 позволяет избегать дегазации. Действительно, этот расходный защитный металлический слой состоит из материала, инертного в условиях давления (которое может понижаться до Р = 1.10-8 миллибар) и температуры (как правило, Т ≤ 300°С) во время декоративной обработки на этапе 40, в отличие от лаков, используемых в известных решениях, недостатком которых в этих условиях является дегазация и/или частичное разложение, что может повлиять на качество и/или внешний вид декоративной обработки.
Предпочтительно до осуществления этапа 20 нанесения на основание 1 по меньшей мере одного первого расходного защитного металлического слоя 2 производят очистку: при помощи щелочи и/или растворителя, с применением/без применения ультразвуков, с применением/без применения механического воздействия, с применением/без применения температуры, чтобы обеспечить чистоту поверхности и, следовательно, хорошее сцепление расходного защитного металлического слоя.
В частном варианте, во время операции 30 гравировки декоративного рисунка 3 осуществляют повсеместно гравировку в подложке основания 1, как показано на фиг. 2.
Естественно, следует производить очистку заготовки после операции гравировки до второго нанесения декоративного покрытия, в частности, способом PVD. Эта очистка является классической (при помощи щелочи и/или растворителя, с применением/без применения ультразвуков, с применением/без применения механического воздействия, с применением/без применения температуры), но она не должна ухудшать расходный защитный металлический слой. В частности, в случае, когда расходный защитный металлический слой содержит алюминий, необходимо исключить промывочные растворы со слишком щелочным рН.
Согласно изобретению, до или после удаления (на этапе 50) химическим способом каждого первого расходного защитного металлического слоя 2 производят механическое выравнивание (на этапе 55) полученного таким образом соединения по верхнему уровню основания 1.
В частном варианте после нанесения 40 сухим способом по меньшей мере одного второго слоя 4 декоративной металлической и/или цветной обработки на декоративный рисунок 3 и на оставшуюся часть первого расходного защитного металлического слоя 2 производят механическое выравнивание 45 полученного таким образом соединения по верхнему уровню первого расходного защитного металлического слоя 2.
В другом частном варианте перед удалением 50 химическим способом каждого первого расходного защитного металлического слоя 2 производят механическое выравнивание 55 полученного таким образом соединения по верхнему уровню основания 1.
В еще одном частном варианте после удаления 50 химическим способом каждого первого расходного защитного металлического слоя 2 производят механическое выравнивание 55 полученного таким образом соединения по верхнему уровню основания 1.
В предпочтительном варианте во время этапа 20 покрытия сухим способом основания 1 по меньшей мере одним первым расходным защитным металлическим слоем 2 это покрытие производят сухим способом посредством вакуумного осаждения PVD.
Можно применять различные методы: испарение в вакууме, распыление в вакууме, плазмохимическое осаждение PECDV и т.д.
В частном варианте во время этапа 20 покрытия сухим способом основания 1 по меньшей мере одним первым расходным защитным металлическим слоем 2 это покрытие производят с первой толщиной, превышающей 50 нанометров.
В предпочтительном варианте во время этапа 40 нанесения сухим способом по меньшей мере одного второго слоя 4 декоративной металлической и/или цветной обработки на декоративный рисунок 3 и на оставшуюся часть первого расходного защитного металлического слоя 2 это нанесение производят сухим способом посредством вакуумного осаждения PVD.
Можно применять различные методы: испарение в вакууме, распыление в вакууме, химическое осаждение из паровой фазы CVD, атомно-слоевое осаждение ALD и т.д.
В частности, во время этапа 40 нанесения сухим способом по меньшей мере одного второго слоя 4 декоративной металлической и/или цветной обработки на декоративный рисунок 3 и на оставшуюся часть первого расходного защитного металлического слоя 2 это нанесение производят сухим способом с второй толщиной, составляющей от 50 нанометров до 2000 нанометров, в частности, от 50 нанометров до 1000 нанометров.
Предпочтительно во время этапа 20 нанесения по меньшей мере одного первого расходного защитного металлического слоя 2 на основание 1 нанесение осуществляют с первой толщиной, которая превышает или равна разности между, с одной стороны, второй толщиной второго слоя 4 декоративной металлической и/или цветной обработки во время этапа 40 покрытия сухим способом декоративного рисунка 3 и оставшейся части расходного защитного металлического слоя 2 и, с другой стороны, глубиной гравировки в подложке основания 1 во время операции 30 гравировки декоративного рисунка 3.
В предпочтительном варианте выполнения во время этапа 30 гравировки декоративного рисунка 3 с глубиной, по меньшей мере равной локальной толщине первого расходного защитного металлического слоя 2, гравировку производят при помощи пикосекундного лазера или фемтосекундного лазера.
В альтернативном варианте, при аналогичной последовательности операций эту гравировку можно производить различными средствами, применяемыми отдельно или в комбинации: лазером, механической обработкой инструментом, ионной бомбардировкой, химическим травлением и т.д.
В частном варианте во время этапа 30 гравировки декоративного рисунка 3 с глубиной, по меньшей мере равной локальной глубине расходного защитного металлического слоя 2, гравировку производят в виде расположенных рядом друг с другом глубоких конических или пирамидальных канавок.
В частности, эту гравировку 30 осуществляют с глубиной в основании 1, составляющей от 20 нанометров до общей толщины основания 1. Так, например, можно выполнить очень глубокую коническую канавку по всей толщине циферблата, например, по толщине порядка миллиметра.
В частности, для других случаев применения, например, для индикаторных элементов производят по существу плоскую лазерную гравировку глубиной около 20 мкм.
В другом варианте осуществляют более глубокую лазерную гравировку, например, чтобы получить выемку или скошенное окошко для даты, или аналогичный элемент. Изобретение позволяет очень точно выполнить такое двухцветное скошенное окошко, чего очень трудно добиться другими средствами.
В частном варианте, показанном на фиг. 5, во время этапа 20 покрытия основания 1 по меньшей мере одним первым расходным защитным металлическим слоем 2 покрытие получают сухим способом с наложением друг на друга нескольких первых слоев 2 разной природы 21, 22.
Выбор используемых материалов является очень широким:
- в частности, для непроводящей подложки можно использовать: керамику, сапфир, стекло, органическое стекло, пластик, эмаль, по меньшей мере частично аморфный материал;
- для расходного защитного металлического слоя можно использовать алюминий или хром:
- для расходного защитного металлического слоя, содержащего алюминий, материал декоративной обработки может содержать: Au, Cr, Rh, Ti, Si и/или сплавы, и/или оксиды, и/или нитриды, и/или карбиды, и/или комбинации этих металлов;
- для расходного защитного металлического слоя, содержащего хром, материал декоративной обработки может содержать: Au, Rh, Ti, Si и/или сплавы, и/или оксиды, и/или нитриды, и/или карбиды, и/или комбинации этих металлов.
В частном варианте, показанном на фиг. 6, во время этапа 40 нанесения сухим способом по меньшей мере одного второго слоя 4 декоративной металлической и/или цветной обработки на декоративный рисунок 3 и на оставшуюся часть первого расходного защитного металлического слоя 2 это нанесение производят сухим способом с наложением друг на друга нескольких вторых слоев 4 разной природы 41, 42.
В частности, это наложение друг на друга нескольких вторых слоев 4 производят при помощи слоя хрома от 50 до 250 нанометров и слоя золота от 50 до 150 нанометров. Более конкретно, наносят друг на друга слой хрома толщиной около 200 нанометров и слой золота толщиной около 100 нанометров.
Наиболее предпочтительным применением изобретения является случай, когда во время этапа 10 выполнения основания используют подложку из керамики.
Изобретение позволяет изготавливать двухцветные или многоцветные компоненты.
Действительно, способ можно повторять с разными гравированными декоративными рисунками и/или с разной декоративной обработкой.
Так, после осуществления фазы 50 и завершения базового цикла и после очистки можно осуществить по меньшей мере один другой базовый цикл с измененными параметрами для операции гравировки и/или для выбора декоративной обработки.
Таким образом, не ограничивая число итераций, можно опять возобновить с измененными параметрами всю последовательность операций базового цикла, а именно:
- нанесение расходного защитного металлического слоя;
- гравировку другого декоративного рисунка, например, в другом месте на подложке и/или частично на гравировке, уже выполненной во время предыдущей фазы;
- выполнение другой декоративной обработки;
- растворение расходного защитного металлического слоя.
Цикл можно повторять несколько раз для получения многоцветных компонентов, например, имеющих части разного внешнего вида из Au, Ti, Si, Rh и т.д.
Специальная текстура гравировки может также позволить получить особый внешний вид в зависимости от шероховатости, плотности и глубины гравировки, которые определяют рельефность или особую передачу применяемой декоративной обработки, например, атласный, полуматовый, блестящий или другой вид.
Объектом изобретения являются также часы 100, которые содержат деталь 110 внешнего оформления, такую как ободок, корпус, циферблат 120 и т.д., в частности, из керамики, выполненный при помощи заявленного способа.
Этот рабочий процесс позволяет отказаться от использования дорогого оборудования фотолитографии для получения декоративных рисунков очень высокой четкости.
Кроме того, использование расходного защитного металлического слоя позволяет избегать любой проблемной дегазации во время обработки в вакууме, которая является предпочтительной при нанесении слоя декоративной металлической и/или цветной обработки.
Изобретение можно применять для декорирования непроводящих циферблатов (керамика, эмаль, сапфир, пластик и т.д.), стеклянных компонентов (стекло, сапфир и т.д.), компонентов из пластического материала, часовых корпусов, корпусных колец, ободков, заводных головок и т.д. Качество, тонкость и контраст декоративных рисунков, которые можно выполнять из драгоценных металлов, позволяют производить декорирование для элитных часовых изделий и, в частности, декорирование сложных элементов, например, таких как индикаторы фазы луны высокого разрешения. Умеренная стоимость при осуществлении способа позволяет также применять его для часовых компонентов более широкого потребления.
Естественно, изобретение можно применять не только для часовых компонентов, но также для украшений и компонентов бижутерии, и даже для очков и товаров моды.
Действительно, изобретение позволяет изменять и по существу обогащать внешний вид компонентов, непосредственно наблюдаемых пользователем, при помощи инновационных декоративных рисунков и участвует в продвижении товарного знака и продукции. В частности, изобретение можно применять для идентификационных маркировок и/или противоконтрафактных маркировок.
Реферат
Способ изготовления детали внешнего оформления из непроводящего материала посредством осуществления или повторения базового цикла: - (10) выполняют основание (1) в виде подложки из непроводящего материала, или из керамики, или из стекла, или из сапфира; - (20) на него сухим способом наносят первый расходный защитный металлический слой (2); - (30) осуществляют гравировку декоративного рисунка (3) по глубине, по меньшей мере равной локальной толщине этого первого слоя (2), при помощи лазера ультракоротких импульсов; - (40) на декоративный рисунок (3) и на оставшуюся часть первого слоя (2) сухим способом наносят второй слой (4) декоративной металлической или цветной обработки; - (50) химическим способом удаляют каждый первый слой (2), - до или после этого химического удаления (50) каждого первого слоя (2) производят механическое выравнивание (55) полученного таким образом соединения по верхнему уровню указанного основания (1). 2 н. и 14 з.п. ф-лы, 8 ил.
Комментарии