Подшипник скольжения и способ его изготовления - RU2244856C2
Код документа: RU2244856C2
Чертежи

Описание
Изобретение относится к подшипнику скольжения, содержащему несущую подложку и по крайней мере один металлический слой скольжения, нанесенный электроннолучевым напылением. Изобретение относится также и к способу изготовления подшипника скольжения, содержащего такой слой скольжения, согласно ограничительной части пункта 4 формулы изобретения.
Подшипники скольжения бывают радиальными, аксиальными и аксиально-радиальными, причем рабочая зона имеется в плоской или закругленной форме и покрывается слоем в готовом состоянии или на промежуточной стадии, как, например, в качестве полуфабрикатов (ленты или отрезки лент в плоской форме).
В общем такие подшипники скольжения состоят из многослойных комбинированных систем следующей структуры: стальная опорная подложка в качестве несущего материала, металлический слой из меди, алюминия или баббита и так называемого слоя заливки или третьего слоя или слоя скольжения, который может быть нанесен посредством гальванического способа (см. публикацию Е.Ремера „Трехкомпонентные подшипники из GLYCO 40"; GLYCO-Ingenieurbericht 8/67) или методом катодного распыления (распыления в вакууме), как описано в ЕР 0256226 В1. Недостатком нанесенных гальваническим методом слоев, в основном на базе свинца или олова, является часто недостаточная стойкость к коррозии, соответственно, низкая стойкость к износу. Кроме того, гальванический процесс является проблематичным с экологической точки зрения.
В том случае, если слои заливки вкладыша подшипника наносятся техникой распыления в вакууме, вследствие реализируемой низкой скорости осаждения и высоких затрат на оборудование для изготовления такого элемента скольжения, это представляет собой значительный фактор затрат.
Из DE 4390686 T1 известно, что эти слои скольжения по их поверхностной структуре (пирамидальные кристаллические зерна на поверхности гальванически нанесенного свинцового слоя) имеют прекрасную блокировочную и усталостную стойкость. Это объясняется хорошим удержанием масла, соответственно, рассеиванием и снижением концентрированно действующего усилия посредством пирамидальных кристаллических зерен на поверхности. В качестве недостатка при этом способе следует привести то, что здесь применяется гальванический процесс со всеми его недостатками, соответственно, процесс получения такой структуры поверхности слоя скольжения является очень сложньм, так как этот процесс является многоступенчатым и требует дополнительной термической обработки. Кроме того, поверхностный слой состоит из свинцового сплава, который проблематичен из-за своей токсичности.
В DE 19608028 A1 описывается также специальная структура поверхности скольжения, которая положительно влияет на свойства скольжения. При этом чувствительность к задиру поверхности улучшается вследствие шестиугольной пирамидальной формы металлических кристаллов на поверхности, соответственно, вследствие врабатывания кислорода, фосфора и т.п. в кромки пирамид (эффект упрочения). Этот способ применяется исключительно при сплавах на базе железа, причем структурированная особенным образом поверхность скольжения состоит из кристаллов железа. Типичной областью применения таких сплавов являются покрытия поршневых пальцев. Подобные сплавы не годятся для подшипников скольжения вследствие трибологических свойств.
Из заявок Германии DE 19514835 A1 и DE 19514836 A1 известно нанесение слоев скольжения на вогнутые подшипники скольжения методом электроннолучевого напыления. Этим способом имеется возможность при соблюдении определенных параметров изготавливать определенный профиль толщины слоев по окружности подшипника скольжения. В этих публикациях нет, однако, указаний на изготовление особой структуры поверхности. Для многочисленных целей применения получаемые при этом трибологические свойства недостаточны.
Из заявки Германии DE 3606529 А1 известен способ изготовления слоистых материалов или слоистых заготовок посредством напыления по крайней мере одного металлического материала на металлический субстрат, для нанесения слоя скольжения применяется также метод электроннолучевого напыления. Этот способ проводится под атмосферой остаточного газа при давлении от 10-2-10-3 млбар, причем одновременно с напылением материал подвергается дисперсионному твердению, соответственно дисперсионному упрочению. Нанесение покрытия настраивается здесь на 0,3 мкм/сек. Во время напыления субстрат держится при температуре между 200°С и 800°С. При напылении алюминиевого сплава температура субстрата составляет 200°С до 300°С и при медно-свинцовом сплаве температура лежит в пределах от 500°С и до 700° С. Предельная допускаемая нагрузка изготовленных этим способом слоев значительно выше, чем слоев, изготовленных способом порошковой металлургии слоев. Задачей этого известного решения является обеспечение определенной доли твердой фазы в слое скольжения за счет дисперсионного упрочения, например, за счет получения окислов во время напыления. Оптимизирования структуры поверхности слоев скольжения здесь не упоминается.
Задачей изобретения является создание такого подшипника скольжения, слой скольжения которого имеет значительно более высокую стойкость на износ по сравнению с нанесенными гальваническим способом слоями скольжения, а также по сравнению с нанесенными обычным методом электроннолучевого напыления слоями скольжения.
Эта задача решается тем, что поверхность слоя скольжения имеет закругленные выступы и впадины, причем выступы по отношению к горизонтальной плоскости А занимают от 30-50% всей поверхности подшипника, при этом плоскость лежит на высоте, на которой сумма полученных в вертикальном сечении долей поверхности выступов равна сумме соответствующей доли поверхности впадин, и круглые выступы в виде сверху имеют диаметр в 3-8 мкм, причем это значение при некруглых в виде сверху выступах и впадинах относится к максимальному диаметру и при этом поверхность имеет шероховатость Rz=3-7 мкм.
Согласно одному предпочтительному варианту выполнения подшипника скольжения выступы выполнены от круглой до овальной формы. Понятие круглый относится не только к форме выступов и впадин в виде сверху, но и к вертикальному поперечному сечению выступов и впадин.
Было установлено, что выступы, круглые вначале, имеют по сравнению с известными острыми пирамидальными выступами то преимущество, что процесс прирабатывания элементов скольжения проходит более осторожно. Причиной этому является то, что удельная нагрузка при закругленных выступах меньше, чем при острых пирамидальных, так как закругленные имеют большую несущую долю поверхности. Круглые выступы меньше изнашиваются, чем острые выступы с тем последствием, что глубина впадин в фазе прирабатывания снижается очень незначительно и при нормальных условиях работы дольше сохраняется, вследствие чего удержание масла в углублениях обеспечивается также более продолжительное время. Этот положительный эффект приводит к улучшенной стойкости на износ.
Другие преимущества этой топографии поверхности заключаются в том, что в случае эксплуатации подшипника в зоне смешанного (полусухого) трения (контакт твердое тело/твердое тело) потери мощности на трение снижаются тем, что не вся поверхность подшипника, а только выступающая часть находится в твердотельном контакте. Это преимущество усиливается за счет того, что доля поверхности с круглыми выступами составляет только 30-50%.
Несущая подложка, на которую нанесен слой скольжения, состоит преимущественно из комбинированного материала, который имеет стальную спинку и наагломерированный, налитой или наплакированный подшипниковый, антифрикционный сплав. В случае необходимости может быть еще предусмотрен блокирующий диффузию слой.
Слой скольжения может состоять из медно-алюминиевого сплава.
Способ согласно изобретению отличается тем, что несущую подложку применяют с шероховатостью в

Неожиданным образом было установлено, что таким параметрами достигается топография поверхности слоя скольжения согласно изобретению.
Мешающий эффект имеет место тогда, когда температура субстрата повышается выше 95%-го значения компонента сплава с самой низкой точкой плавления, так как тогда диффузия компонента с самой низкой точкой плавления повышается настолько, что наступает сглаживание поверхности. Если температура лежит ниже 75%-го значения компонента с самой низкой точкой плавления, образуется нежелательная стеблевидная структура, которая приводит к повышенному износу, так как несущие части поверхности четко уменьшаются.
Шероховатость несущего материала оказывает влияние на топографию в том отношении, что выступы подложки могут образовывать точки конденсации, которые влияют на рост напыливаемого слоя. Влияние шероховатости тем больше, чем меньше толщина слоя скольжения, причем имеется зависимость от материала несущей подложки. Поэтому поверхность несущей подложки перед нанесением слоя скольжения обрабатывается таким образом, что шероховатость составляет

Способ изготовления подшипника скольжения не ограничивается несущей подложкой, состоящей из комбинированного материала сталь/CuPbSn. Могут также покрываться напылением материалы из стали/ алюминия или стали/ баббита. В качестве сплавов пригодны, например, такие как AlSnPb или AlSnSi и другие сплавы на базе алюминия. Также пригодны сплавы меди со свинцом.
Способ согласно изобретению не требует высоких затрат и проще, чем например способ вакуумного напыления.
На чертежах представлены примеры выполнения изобретения.
Фиг.1 показывает сделанный электронным микроскопом снимок нанесенного согласно изобретению слоя скольжения.
Фиг.2 показывает сечение слоя скольжения по фиг.1, причем здесь также представлена несущая подложка.
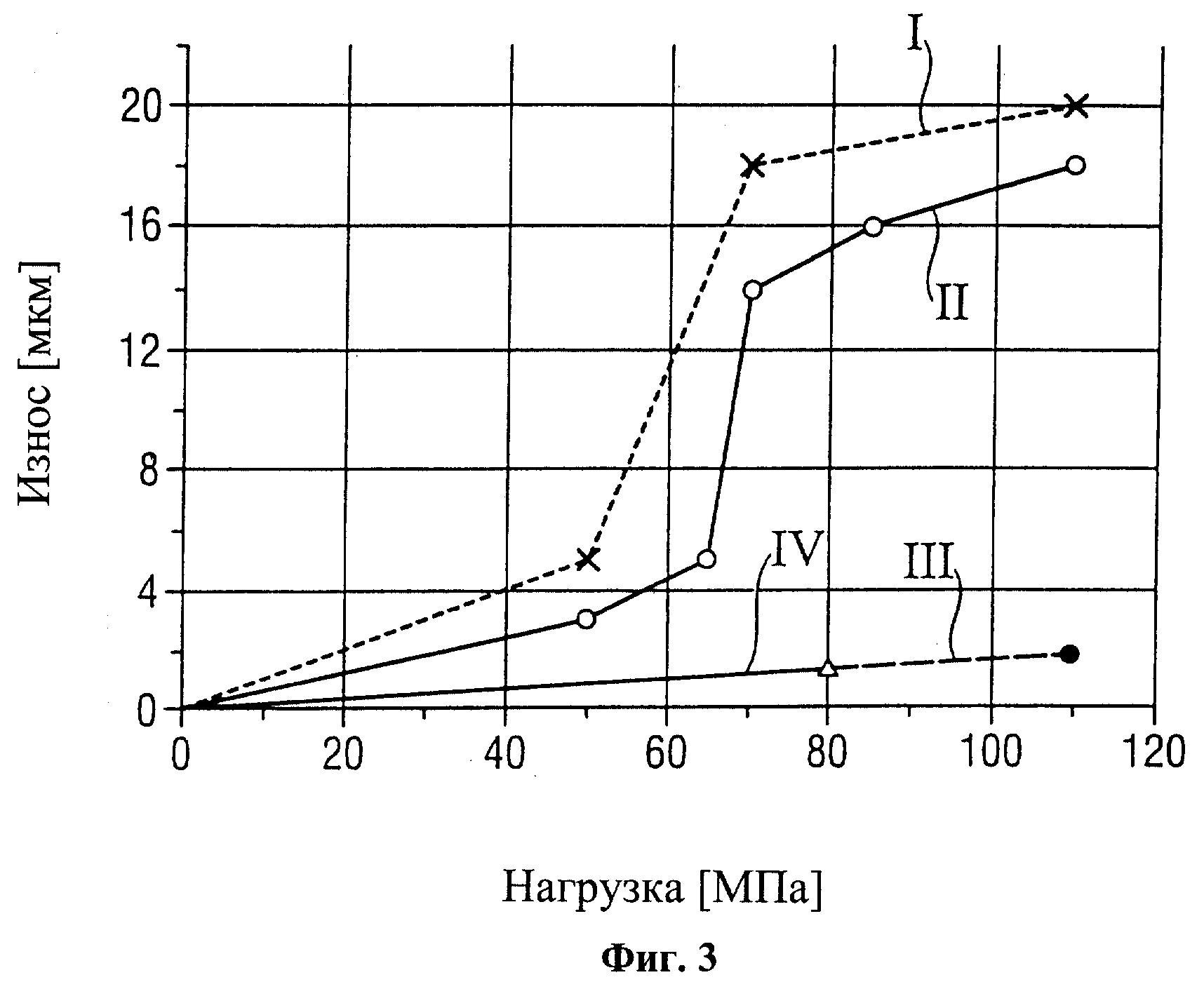
Фиг.3 показывает диаграмму зависимости степени износа от нагрузки материалов подшипников.
Согласно предпочтительному варианту выполнения изобретения на стальную ленту (содержание углерода составляет 0, 03 до 0,3%) наносится сплав CuPbSn посредством литья или агломерации. После различных известных стадий отжига и формования из этой ленты путем прессования изготавливают заготовки вкладышей подшипников. После обработки поверхности этих заготовок посредством сверления и качения вкладыши снабжаются блокирующим диффузию слоем 5 из никеля или никельного сплава путем гальванического процесса или процесса ПВД. После этого подложка обезжиривается и помещается в установку вакуумного напыления. Здесь происходит дальнейшая очистка поверхности, соответственно, активирование посредством процесса распылительного травления. В заключение подложка покрывается путем электроннолучевого напыления составом AlSn20Cu из испарительного тигля посредством электронной пушки. Толщина осажденного слоя скольжения 6 из AlSn20Cu составляет прибл. (16±4)мкм.
Для обеспечения особенно предпочтительной топографии поверхности устанавливают следующие параметры напыления: давление в камере не должно превышать значение 0,1 Па. Температура несущей подложки при нанесении покрытия должна составлять от 190°С до 200°С. Мощность электронной пушки выбирают при этом таким образом, что скорость напыления составляет 100 нм/сек. Если эти параметры способа соблюдаются, возникает слой скольжения, представленный на фиг.1 в виде сверху, причем снимок сделан растровым электронным микроскопом.
На фиг.2 показано сечение через показанный на фиг.1 слой скольжения, причем здесь показана несущая подложка со стальной спинкой 1 и нанесенный на подложку литьем или агломерацией сплав CuPbSn 2. Линия 7 сечения отмечает положение горизонтальной плоскости, для которой сумма лежащих над ней горизонтальных плоскостей выступов 4 равна сумме вертикальных плоскостей впадин 6.
Линия 5 показывает размер выступов 4, который сносится в процессе прирабатывания. Глубина Т1 впадин 6 уменьшается при этом от значения Т1 до значения Т2, которое по сравнению со слоями скольжения с пирамидальной структурой четко выше.
На фиг.3 представлены полученные на испытательном стенде Underwood значения износа различных подшипниковых материалов в зависимости от нагрузки. При этом
I CuPbSn гальванический метод нанесения слоя PbSn10Cu2
II CuPbSn гальванический метод нанесения слоя PbSn10C5
III AlSn20Cu0.25 вакуумное напыление
IV AlSn20Cu0.25 напыление согласно изобретению
Как показывает фиг.3, гальванический метод нанесения покрытия приводит к сильному износу при удельной нагрузке от 50 до 65 МПа. Вакуумное напыление дает линейный износ по всей зоне нагрузки. На фиг.3 также видно, что напыленные согласно изобретению слои скольжения, в частности при нагрузке <50 МПа имеют значительно более высокую стойкость к износу, чем гальванические слои и только незначительно хуже, чем соли вакуумного нанесения.
Реферат
1. Подшипник скольжения, содержащий несущую подложку и по крайней мере один металлический слой скольжения, нанесенный электронно-лучевым напылением, отличающийся тем, что поверхность слоя скольжения имеет закругленные выступы и впадины, причем выступы по отношению к горизонтальной плоскости занимают 30-50%, всей поверхности подшипника, при этом плоскость лежит на высоте, на которой сумма полученных в вертикальном сечении долей поверхности выступов равна сумме соответствующей доли поверхности впадин, и круглые выступы в виде сверху имеют диаметр 3-8 мкм, причем это значение при некруглых в виде сверху выступах и впадинах относится к максимальному диаметру и при этом поверхность имеет шероховатость Rz=3-7 мкм.
2. Подшипник по п.1, отличающийся тем, что несущая подложка состоит из комбинированного материала, который имеет стальную спинку и литой агломерированный или платированный подшипниковый сплав.
3. Подшипник по п.1 или 2, отличающийся тем, что слой скольжения состоит из медно-алюминиевого сплава.
4. Способ изготовления подшипника скольжения с по крайней мере одним слоем скольжения из металлического сплава, нанесенным электронно-лучевым напылением на несущую подложку, отличающийся тем, что несущую подложку применяют с шероховатостью


Комментарии