Указывающий на манипуляции защитный элемент - RU2142165C1
Код документа: RU2142165C1
Чертежи


Описание
Изобретение относится к указывающему на манипуляции с упаковкой защитному элементу и к способу его прикрепления и может использоваться в области упаковки.
Указывающие на проникновение к товару приспособления, создающие оптически изменяющийся эффект, к примеру голографические защитные приспособления, появляются во все большем количестве, а новые пути использования таких приспособлений постоянно разрабатываются. Для производства голографических защитных приспособлений требуется сложное оборудование, что в сочетании с их видимой эффективностью делает их весьма желательными в качестве элементов, препятствующих подделке товаров и манипуляциям с упаковкой.
Этикетки с голографическим изображением можно создать на разнообразных защитных изделиях. Пленки с голографическими изображениями и с другими световыми дифракционными картинами применяются в тароупаковочном производстве в качестве обычных упаковочных пленок.
Для предотвращения и/или обеспечения возможности обнаружения фальсификации продуктов, в том числе скоропортящихся потребительских товаров, многие производители используют защищенную от манипуляций или указывающую на манипуляции упаковку. Например, на крышках бутылок часто образуют путем усадки уплотнения из пластика с целью предотвращения или осуществления возможности обнаружения любых манипуляций с содержимым бутылки.
Упаковка в термоусадочную манжету или в термоусадочную оберточную пленку хорошо известна. Основной принцип, положенный в ее основу, заключается в том, что одноориентированную или двуориентированную термопластическую полимерную пленку накладывают со свободной посадкой поверх изделия, которое должно быть защищено. Когда пленку нагревают выше определенной температуры, пластик дает усадку по мере того, как исчезает деформация, приданная во время процесса ориентации.
Недавно фирма Smurfit Precision Labelling ввела в употребление голографическую, указывающую на манипуляции, усадочную манжету, предназначенную для использования в тароупаковочном производстве. В этом случае изготавливают образец термоусадочной оберточной пленки с голографической полоской, прикрепленной к ней, которая перфорирована.
Чтобы открыть защищенное укупорочное средство, термоусадочную оберточную пленку удаляют, при этом во время удаления образуются разрывы вдоль линии перфораций с разделением голографического приспособления на две части. Такие пленки можно изготавливать из поливинилхлорида или из полиэфира, к примеру из полиэтилентерефталата. Однако манжету можно также разрезать где-нибудь в другом месте и удалить манжету без повреждения голографического приспособления.
Фирмой Applied Holographics Ltd, как и фирмой PP Payne Ltd, предложены голографические разрываемые пленки.
Упаковочный материал с голограммой раскрыт в публикации международной заявки N 93/08084, а голографическая адгезионная лента раскрыта в заявке N 585076 А на Европейский патент.
Голографические упаковочные пленки, которые допускают замену, раскрыты в заявке Великобритании N 2069409 А.
Также известны указывающие на манипуляции голографические этикетки, предназначенные для приклеивания к поверхности, в которых при механическом отделении верхнего слоя происходит расслоение на поверхности раздела между металлическим отражающим покрытием и мелкотисненой поверхностью дифракции.
В этом случае, когда слои разделяются, они не могут рекомбинировать, а утрата такого тесного контакта слоев означает, что голографический эффект сразу же, неожиданно и необратимо исчезает.
Полипропиленовые указывающие на манипуляции этикетки могут выдерживать режимы, необходимые для горячего ламинирования, при правильном выборе качества и характеристик поверхностного сцепления, а вследствие своей прочности полиэфирные голографические этикетки являются, как правило, устойчивыми к нарушению целостности. Однако их можно отрезать и удалять, а затем снова использовать на поддельных или вскрытых продуктах, хотя их можно подвергнуть обработке или снабдить дополнительными слоями, чтобы решить эту проблему.
Компания US Banknote Co. изготавливает полиэфирную голограмму и покрывает ее с двух сторон термоплавким клеем. Затем на один из адгезионных слоев наносят эффективный при надавливании клей в виде ромбовидной решетки. Этот эффективный при надавливании клей используют для удержания голограммы в заданном положении при этикетировании основы до наложения одного слоя поливинилхлоридной пленки.
Компания US Banknote Co. использует способ приклеивания голограммы к поверхности снабженного защитной маркировкой пластика, реализуемый, например, с помощью автоматической этикетировочной машины, на который после этого накладывают один слой поливинилхлоридной ламинирующей пленки.
В заявке N 0585076 А на Европейский патент рассмотрена лента, образованная из ориентированной пленочной основы, изготовленной из термопластического материала, покрытого на одной поверхности эффективной при надавливании клеевой композицией, а на другой поверхности покрытого антиадгезивом, и снабженной защитным приспособлением в виде голограммы.
В соответствии с настоящим изобретением термоусадочный упаковочный материал содержит термоусаживающуюся пленку и указывающий на манипуляции защитный элемент, содержащий подложку, включающую поверхностную рельефную структуру, которая создает оптически изменяющийся эффект, причем каждая поверхность подложки несет адгезионный слой, элемент прикреплен к пленке посредством одного из адгезионных слоев, каждый слой имеет такую прочность, что после того, как подложка сцеплена с поверхностью, она не может быть удалена без разрушения оптически изменяющегося эффекта.
Мы разработали защитный элемент нового типа, который особенно полезен при упаковке за счет создания значительного сцепления между упаковочным материалом и упаковываемым изделием и который при разрывании неизбежно разрушает или уничтожает часть или всю структуру, обеспечивающую оптически изменяющийся эффект. Типичным примером является трубчатое термоусадочное оберточное уплотнение.
В типичном случае адгезив, используемый на одной поверхности подложки, отличается от того, что используется на другой поверхности. Однако этот факт не является существенным.
Один из адгезивов, например для сцепления подложки с упаковочной пленкой, может быть одним из термоплавкого клея, активируемого при нагревании клея, эффективного при надавливании клея и полимерной ламинирующей пленки.
Другой адгезив, например для сцепления подложки с изделием, может быть одним из термоплавкого клея, активируемого при нагревании клея, эффективного при надавливании клея и термоплавкого клея с образованием поперечных связей в силу природы, к примеру отверждаемого ультрафиолетом акрилового или эпоксидного. Последний особенно полезен при образовании окон, например, в случае неметаллических голограмм или тугоплавких, получаемых горячим тиснением голографических пленок. Отверждение ультрафиолетом проводят, когда клей находится в фазе расплава.
Все эти клеи обеспечивают прочные соединения с подложками и поверхностями.
Как правило, эти клеевые материалы прозрачны при активном сцеплении. Однако один или оба адгезива можно снабдить люминесцирующими веществами или окрасить и сделать полупрозрачными; наряду с этим один из адгезивов можно сделать непрозрачным, обеспечив наблюдение оптически изменяющегося эффекта через другой адгезив.
В одном предпочтительном варианте осуществления один адгезив выбирают из термоплавкого клея или эффективного при надавливании клея, а другой адгезив представляет собой термоплавкий клей.
В некоторых случаях, по меньшей мере, один из адгезивов имеет в своем составе маркировочный материал, к примеру видимый краситель, люминесцирующее вещество и/или магнитный материал. Это может обеспечить дополнительную защиту. Например, можно осуществлять дополнительную оценку, если включить люминесцирующее вещество, такое, как фосфоресцирующий химикат, в то время как видимые красители и магнитные материалы можно использовать для создания кодов. В предпочтительном варианте осуществления подложка имеет на одной поверхности эффективный при надавливании клей, который до использования защищен отдельным снимаемым слоем, а на другой поверхности - термоактивируемый или термоплавкий клеевой слоистый материал или отверждаемый ультрафиолетом катионный эпоксид, который находится в жидком состоянии, а затем отверждается ультрафиолетом. Отверждение осуществляют сразу же после стадии усадки.
Клеевые покрытия предполагаются, как правило, гладкими, но можно использовать узорные адгезивы, к примеру мелкую сетку. В этом случае адгезивы можно напечатать с помощью средства для трафаретной печати.
Поверхностной рельефной структурой, которая обеспечивает оптически изменяющийся, световой эффект, может быть создающая голографический эффект структура, которая охватывает все типы дифрагирующих белый свет поверхностных, рельефных изображений, образованных в полимерной среде, и в которой поверхность с изображением покрыта отражающей или преломляющей, улучшающей отображение композицией, к примеру тонким слоем алюминия или тонким слоем фторида магния или сульфида цинка. Такие покрытия и их эквиваленты хорошо известны из уровня техники, и примеры их можно найти в заявке N 201323 A на Европейский патент. Как описано в заявке N 328086 A на Европейский патент, алюминиевые и другие пленки можно получить путем непрерывной печати или посредством формирования мелких растровых точек.
Видимой картиной, получаемой от таких дифракционных структур, может быть регулярная дифракционная решетка, мозаика дифракционных решеток, трехмерное голографическое изображение с пространственным эффектом и тому подобное. Такие дифракционные структуры можно образовать с помощью голографической записи или формируя их электронным пучком. Обеспечивающая оптически изменяющийся эффект структура может создавать голографический эффект в, по меньшей мере, одной визуально идентифицируемой зоне, при этом структура образована мелким поверхностным рельефом на прозрачной пластиковой пленке, а рельеф дополнен отражающим покрытием.
При расслоении наблюдаемая картина будет в значительной степени изменяться, хотя некоторые слои, оставшиеся от расслоенных частей, могут давать другие, цветовые эффекты.
Поверхностное рельефное изображение можно образовать на подложке или на слое, имеющемся на подложке. Его можно создать, например, используя методы формования термопластиков с применением никелевой или другой прокладки в качестве штампа для тиснения. Дополнительный слой может быть лаковым слоем, нанесенным непосредственно на подложку или на дополнительный носитель.
Несущая пластиковая пленка может быть поливинилхлоридной, полипропиленовой, полиэтиленовой, полиэтилентерефталатной или другой полиэфирной, полиакрилной или полиакрилатной, поливинилденхлоридной или полистироловой. Также можно использовать сополимеры указанных веществ.
Для некоторых случаев применения подходящие полимерные пленки могут быть одноосноориентированными.
К вышеуказанным пленкам можно добавить термопластические, пригодные для тиснения, и лаковые покрытия на полимерном носителе, к примеру полиэтилентерефталатные. Желательно, чтобы полимерный материал был в виде прозрачной полипропиленовой пленки, имеющей создающую дифракцию тиснение и покрытой тонкой пленкой алюминия.
Одноосноориентированные пленки имеют типичные значения усадки 55% в поперечном направлении и 6% в направлении механической обработки. Возможен выбор материалов с широкими пределами толщины, например от 38 до 100 мкм, температуры обратного восстановления и других характеристик.
При практическом использовании одной из поверхностей, с которой соединяется подложка, является упаковочная пленка, а другой - подлежащее упаковке изделие. В такой ситуации изделие можно упаковывать только частично. Например, упаковочной пленкой можно обернуть только крышку изделия.
Упаковочная пленка может быть пленкой, выбранной из двуосноориентированных термопластических пленок или из одноосноориентированных термопластических пленок.
В типичном случае упаковочную пленку прикладывают к элементу и нагревают, предпочтительно, подогретым воздухом таким образом, чтобы термоактивируемая поверхность голограммы, примыкающая к изделию, соединялась с изделием способом, необходимым для функционирования изобретения.
Преимущество настоящего изобретения заключается в том, что (голографический) эффект может быть легко придан упакованному товару, а его наличие может свидетельствовать о подлинности товара.
Когда упаковку удаляют, (голографическое) изображение неожиданно и быстро разрушается до такой степени, что не может быть восстановлено. Поэтому любая попытка удалить упаковку оставляет непосредственный след. В некоторых вариантах осуществления изобретение особенно пригодно для использования на высокопроизводительных упаковочных линиях, например в области скоропортящихся продуктов. С помощью других вариантов осуществления можно изготавливать упаковочную тару из высококачественных элементов.
Такую упаковочную тару можно использовать при упаковке цилиндрических сосудов, к примеру поликарбонатных бутылок для напитков. В этом случае удаление упаковочной обертки вызовет разрушение голограммы.
Адгезив или адгезивы можно активировать различными путями в зависимости от их природы и способа, которым они включены в элемент и/или в упаковочную пленку/изделие.
В одном особенно удобном варианте осуществления, в котором термоплавкий клей используют для прикрепления подложки к изделию, а эффективный при надавливании клей используют для соединения подложки с упаковочной пленкой, применяют теплоту, которая приводит к усадке пленки и в то же самое время обуславливает сцепление термоплавкого клея на задней стороне подложки с изделием.
Дополнительное преимущество изобретения заключатся в том, что, когда упаковку удаляют на законном основании, (голографический) эффект разрушается, вследствие чего исключается возможность повторного использования выброшенной упаковки.
Упаковочная пленка в типичном случае является однородной прозрачной пленкой, но в некоторых случаях применения может сама содержать создающую оптически изменяющийся эффект структуру, к примеру создающую голографический эффект структуру.
Трубки из двуосноориентированной пленки можно изготовить для усадочной обертки, выбрав толщину пленки около 70 мкм и образовав шов с помощью термосварки, соединения с растворителем, ультразвуковой сварки или радиочастотной сварки. На такие пленки, как правило, наносят ротационной глубокой печатью или флексографией указание по применению упаковки, а голографическую структуру накладывают. Например, голографический материал можно наложить, подавая его к основе, имеющей на одной поверхности нелипкий термоплавкий клей и эффективный при надавливании клей на другой поверхности, который защищен снимаемой бумагой. На практике, указывающую на манипуляции с упаковкой полоску или ленту накладывают на упаковочный лист так, чтобы она была плоской, а затем лист сваривают в трубки, из которых нарезают более короткие усадочные манжеты.
В типичном случае на упаковочную пленку, обладающую способностью давать усадку, наносят печать заранее, чтобы оставить прозрачные окна или окрашенные, непрозрачные или другие зоны в соответствии с желаемой визуализацией голограммы.
Зона упаковочной пленки, в которой демонстрируется оптически изменяющийся эффект, может быть снабжена методом печати прозрачным желтым лаком, чтобы окрасить дифракционную картину. Дополнительно можно нанести белые непрозрачные или другие непрозрачные покрытия, например, способом, указанным в публикации международной заявки N 92/16378. Можно использовать как видимую, так и невидимую печать. Также можно добавить печатные знаки и штриховые коды. На практике, печатную краску следует наносить до образования трубки. В это время указывающий на манипуляции защитный элемент в виде прямолинейной полоски присоединяют, например, посредством горячего ламинирования, а плоский лист преобразуют в трубку, создавая шов. Лента может иметь ровную кромку или зазубренную или неровную кромку.
Печатные шифры следует создавать на внутренней поверхности голографических слоев до усадки уплотнения на месте. После этого давшее усадку уплотнение будет способствовать не только демонстрации голографического эффекта, но также визуальному наблюдению печати, которая, будучи на недоступной стороне уплотнения, требует для изменения значительного труда.
Печать на внутренней поверхности может быть самой разнообразной, например может отражать номера партий, а для ее нанесения используются тонирующие вещества или чернильные струи или аналогичные средства.
Чтобы обеспечить уплотнение подложки на изделии, обычно для изготовления подложки используют пластик, который не деформируется при температурах ниже 150oC, и применяют струи горячего воздуха для сцепления и как вариант для усадки, которая происходит при 120oC. Естественно, необходимо соблюдать осторожность, чтобы изделие не повреждалось под воздействием горячего воздуха.
В еще одном варианте осуществления прочную пластиковую разрываемую полоску с перфорациями можно расположить вдоль ряда создающих оптически изменяющийся эффект приспособлений, прикрепленных к ней с помощью термоплавкого клея, что дает возможность получить линию разрыва упаковки.
Любая попытка отделения оберточной пленки, по всей вероятности, приведет к тому, что слабый слой между отражающим металлом или другим отражающим покрытием и тисненым для получения дифракции пластиком необратимо отделится, вследствие чего немедленно нарушится видимое изображение.
Термоактивируемый слой может быть как вариант выполнен из полимера или из другого материала, экструдированного, нанесенного или иным образом созданного на несущей пленке, с которой он постоянно и действенно соединен. Сцепление между слоями можно усилить, используя инициирующие слои, обработку электрической короной или аналогичные средства.
При таком расположении голографического приспособления, когда оно оказывается прикрепленным двумя противоположными поверхностями, любая попытка расслоения, по всей вероятности, приведет к ослаблению межповерхностного сцепления внутри голограммы, т.е. между поверхностью дифракции и отражающим материалом, что приведет к ее распаду на части неожиданным и необратимым образом с указанием на манипуляции над упаковкой. Любая попытка восстановления даже подлинного упаковочного уплотнения, которое подверглось манипуляциям, будет, по всей вероятности, обнаружена, поскольку уплотнение будет считаться недействительным из-за повреждения голографического или другого оптически изменяющегося защитного приспособления.
Голографический, тисненый, указывающий на манипуляции материал можно ввести в усадочное манжетное изделие при изготовлении. Полоски голографического материала, например, шириной от 5 до 20 мм удерживаются в заданном положении вдоль усадочного манжетного материала самоклеящим слоем. Другую сторону материала покрывают активируемым при нагревании клеем, вследствие чего во время термоусадки голограмма оказывается сцепленной с двумя сторонами - с манжетой и с объектом. Попытка удалить голограмму приведет к разрушению голографического изображения.
Можно использовать растворимые, экструдированные или водные клеевые соединения, активируемые при нагревании. Температура активации этих адгезивов должна быть такой, чтобы сцепление осуществлялось, но процесс необходимо контролировать для исключения повреждения голографического слоя.
Введение оптически изменяющейся микроструктуры внутрь усадочной манжеты повышает уровень защиты продукта от подделки, а упаковки - от манипуляций. Фиксация голографического изображения совместно с системой защитных печатных признаков позволяет получить в целом продукт, идеально удовлетворяющий требованиям охраны упаковки и таможенным требованиям.
Как пояснялось выше, подложка в типичном случае выполнена в виде ленты или полоски, имеющей ширину несколько миллиметров, например 1-2 мм (называемой нитью) и больше. Предпочтительная ширина от 15 до 25 мм позволяет наблюдать оптически изменяющийся эффект и облегчает изготовление. Термин "лента" в дальнейшем будет использоваться относительно длины подложки любой ширины.
Некоторые
примеры указывающих на манипуляции защитных элементов теперь будут описаны со ссылками на сопровождающие чертежи, на которых:
фигура 1 изображает схематическое поперечное сечение указывающего
на манипуляции защитного элемента в первом варианте его выполнения;
фигура 2 - способ наложения элемента, показанного
на фигуре 1, на термоусаживающуюся пленку;
фигура 3
- формование трубки, пригодной для защиты;
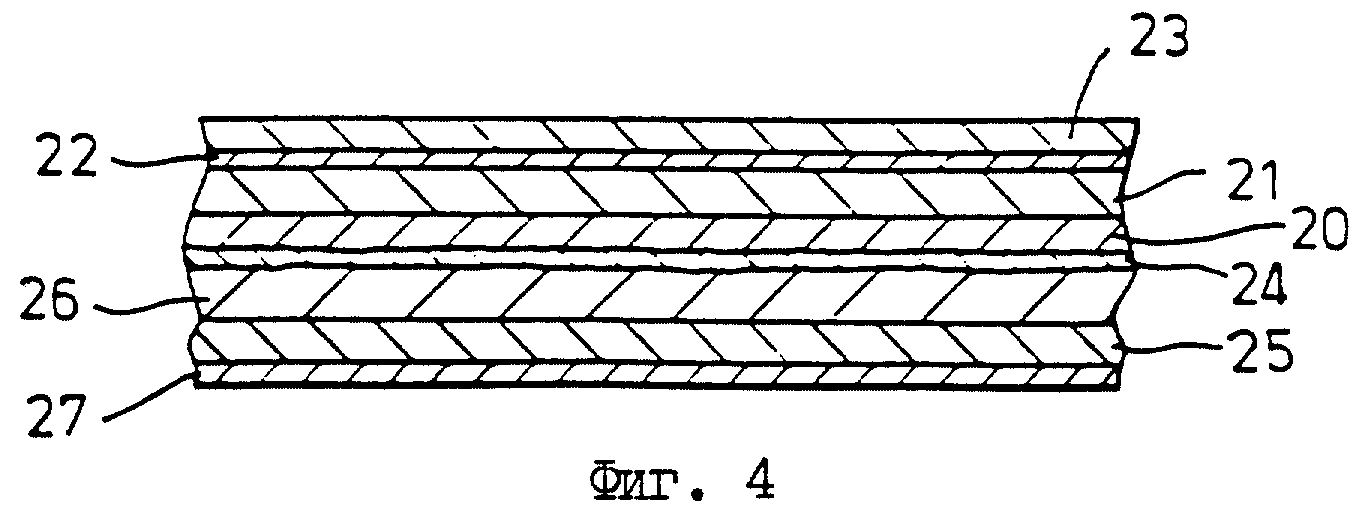
фигура 4 - вид, подобный фигуре 1, для второго варианта выполнения защитного
элемента.
На фигуре 1 представлена указывающая на манипуляции с упаковкой тисненая лента, имеющая однослойную структуру основы. Подложка выполнена из полипропиленовой пленки 1, имеющей толщину в пределах от 20 до 50 мкм и ширину в пределах, обычно, от 5 до 20 мм. Одна поверхность пленки 1 является тисненой, как показано позицией 2, с образованием голографической структуры, и эта тисненая поверхность покрыта осажденным в вакууме слоем 3 алюминия, имеющим обычно толщину 20 нм. Тисненая поверхность пленки 1 обработана соответствующим образом, например с помощью коронного разряда, чтобы задать уровень сцепления с алюминиевым слоем 3. Это сцепление не должно быть слишком сильным для того, чтобы обеспечивалось указание на манипуляции с упаковкой. Высококачественный (эффективный при надавливании) акриловый адгезионный слой 4, имеющий толщину от 10 до 20 нм, обращен к алюминиевому слою 3 со стороны отделяемого, покрытого силиконовой смолой носителя 5. Отделяемый носитель 5 обычно выполнен из бумаги и в типичном случае имеет массу в пределах от 50 до 80 г/м2.
На другой поверхности пленки 1 расположен термоклей или активируемый при нагревании клеевой слой 6, имеющий толщину в пределах от 10 до 20 мкм.
В варианте структуры (на чертеже не показан) возможно и даже желательно обратное расположение, в котором алюминий 3 покрыт реактивируемым при нагревании термоплавким клеем, тогда как подложка 1, несущая тисненый слой, ламинирована высококачественным эффективным при надавливании акриловым клеем на покрытом кремнием носителе.
Поэтому в этом случае адгезив должен накладываться после удаления отделяемого носителя на внутреннюю сторону термоусадочной пленки, а термоклей на алюминиевом профиле следует сцеплять с изделием при практическом применении. Алюминиевый тисненый профиль тем самым будет внешней стороной изделия.
Как показано на фигуре 2, ленту, представленную на фигуре 3, изготавливают длиной в несколько сотен метров и хранят на барабане 7. На фигуре 2 показан процесс непрерывного наложения материала, представленного на фигуре 1, на термоусадочную пленку 8. Лента 9 разматывается с барабана 7, и в начальной стадии отделяемый слой 5 снимается и отводится, в результате чего открывается слой эффективного при надавливании клея 4. Частично расслоенная лента 9 затем протягивается между парой прижимных роликов 10, между которыми также протягивается пленка 8. Два компонента протягиваются с, по существу, одной и той же скоростью, а ролики 10 создают такой прижим, что лента 9 вжимается в пленку 8, активируя тем самым адгезив 4. Составной материал протягивается между парой роликов 11 к приемной катушке (на чертеже не показана).
Должно быть понятно, что адгезионный слой 6 является самым верхним на фигуре 2 и сохраняется неактивным.
Конечный составной материал затем спокойно формуют в непрерывную трубку путем изгиба и сварки (например, путем использования сварки в растворителе) для образования шва. Полученное изделие затем разрезают на подходящие отрезки, которым придают усадочные свойства посредством установки каждого отрезка 12 на шаблон 13 (фигура 3) и обдува материала 12 горячим воздухом до образования неплотно прилегающей установочной манжеты. Голографическая лента показана позицией 14. Форму 13 обрабатывают так, чтобы она не прилипала к адгезионному слою 6.
После этого трубка с приданными усадочными свойствами готова к использованию в качестве защитного уплотнения. При использовании трубку помещают поверх изделия, подлежащего защите, к примеру на верхнюю часть (горлышко) бутылки. Сразу же после помещения на верхнюю часть бутылки трубку обдувают горячим воздухом, который активирует адгезив 6, вследствие чего не только трубка 12 сжимается точно вокруг верхней части бутылки, но в дополнение к этому адгезив 6 приклеивает ленту 14 к верхней части бутылки.
При любой попытке удалить усадочную оберточную трубку 12 с верхней части бутылки тисненая голограмма на ленте 14 будет разрушаться или, по меньшей мере, повреждаться, к примеру путем частичного расслоения ленты, поскольку клеевое соединение между лентой 14 и верхней частью бутылки из-за наличия адгезионного слоя 6 сильнее, чем сцепление между слоями. Чувствительного к давлению адгезива 4 достаточно для предотвращения отслоения пленки 8 от ленты.
Второй вариант выполнения ленты показан на фигуре 4. В этом примере голограмма получена тиснением лакового слоя 20 на очищенном, обработанном несущем слое 21, например, из полиэтилена или полипропилена. На другой поверхности слоя 21 расположен эффективный при надавливании клей 22, покрытый снимаемой бумагой 23.
Тисненый лаковый слой 20 покрыт с помощью вакуумного распыления слоем 24 алюминия или аналогичного материала, который соединен с тонким очищенным несущим слоем 25, выполненным, например, из полиэтилена, посредством эффективного при надавливании клеевого слоя 26. Другая поверхность несущего слоя 25 снабжена термоклеем или реактивируемым при нагревании клеем 27.
Эту ленту можно использовать точно таким же способом, как и ленту, показанную на фигуре 1. Адгезив 22 будет сцепляться с упаковочной пленкой, а адгезив 27 будет сцепляться с продуктом. Однако в этом случае при удалении уплотнения, образованного, когда продукт заключался в термоусадочную трубку, лента будет расщепляться между несущим слоем 21 и тисненым лаковым слоем 20. Это означает, что обращенная к продукту поверхность является голографической и не отлипает, что желательно в некоторых областях применения. Этот слой нельзя удалить с продукта вследствие прочности адгезива 22.
В вариантах выполнения изобретения, показанных на фигурах 1-3, голограмма видна через пленку 8 и эффективный при надавливании клей 4, которые должны быть прозрачными или, по меньшей мере, полупрозрачными в том оптическом диапазоне, в котором голограмма будет наблюдаться. В варианте, показанном на фигуре 4, голограмма видна в месте нахождения через упаковочную пленку, адгезив 22, очищенный носитель 21 и тисненый лаковый слой 20; все они должны быть прозрачными в оптических диапазонах, в которых голограмма будет наблюдаться.
Реферат
Изобретение относится к защитным элементам, используемым, к примеру, в упаковке. Его использование позволяет зрительно определить целостность упаковки. Сущностью изобретения является термоусадочный упаковочный материал, содержащий термоусаживающуюся пленку и указывающий на манипуляции защитный элемент, содержащий подложку, включающую поверхностную рельефную структуру, которая создает оптически изменяющийся эффект. Технический результат достигается благодаря тому, что каждая поверхность подложки несет слой адгезива, защитный элемент прикреплен к пленке посредством одного из слоев адгезива, каждый слой адгезива имеет такую прочность, что после сцепления подложки с поверхностью она не может быть удалена без разрушения оптически изменяющегося эффекта. 17 з.п.ф-лы, 4 ил.

Комментарии