Способ изготовления рисунка, аппарат для изготовления рисунка, способ изготовления структурного тела и аппарат для его изготовления - RU2607744C2
Код документа: RU2607744C2
Чертежи
Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к способу изготовления рисунка, аппарату для изготовления рисунка, способу изготовления структурного тела и аппарату для его изготовления.
ХАРАКТЕРИСТИКА ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[0002] В последние годы широко распространилась технология цифровой печати. Поскольку для цифровой печати не нужна печатная форма, задания на печать в малых количествах выполнять легко, и это удобно для немедленного мелкосерийного производства. Технология цифровой печати обеспечивает печать печатной продукции общего назначения, такой как фотография или журнал, посредством аналоговой печати с приблизительно одинаковым качеством. Однако в технологии цифровой печати остаются проблемы, касающиеся печати толстых пленок. Существует та проблема, что типы материалов печатных красок и носителей записи могут быть ограничены. На печать толстых пленок возлагаются большие надежды, и печать толстых пленок должна обеспечить печать информации изображения, отличающуюся от информации изображения при обычной печати. Поэтому при печати толстых пленок важно иметь много вариантов выбора материалов, которыми можно воспользоваться, таких как печатная краска для формирования рисунка, и носителей записи. Например, с помощью технологии трафаретной печати как технологии аналоговой трафаретной печати толстых пленок можно формировать часть толстой пленки с печатными изображениями, и при этом повышаются конструктивные параметры и появляется возможность печатать электрические цепи (схемы) с помощью проводящей печатной краски. В отличие от этого, при осуществлении каждого из таких способов, как способ струйной печати с отверждением в ультрафиолетовом свете (УФ-СТР), известный при струйной печати как средство трафаретной печати толстых пленок, и электронографический способ, накладываются ограничения на материалы, такие как печатная краска, которую можно использовать для формирования рисунка. Например, образующие рисунок материалы ограничиваются фотополимерами, выброс которых возможен способом струйной печати, если это способ УФ-СТР.
[0003] В трафаретной печати толстых пленок было предложено увеличить степень свободы материала, используемого для формирования рисунков. В соответствии с Японской патентной публикацией № 10-45138 предложен способ трафаретной печати толстых пленок с использованием печатной краски, в котором наносят термопластичную смолу на напечатанную краску до сушки краски и нагревают термопластичную смолу для ее расплавления.
[0004] Вместе с тем, поскольку печатная краска для струйной печати, как правило, обладает низкой вязкостью и так как капля печатной краски, выбрасываемая соплом, как правило, сразу же поглощается в носителе записи, предотвращая появление наплыва, трудно добиться закрепления порошковых материалов на печатной краске. Помимо этого, даже если оказывается возможным добиться закрепления порошковых материалов на печатной краске, большим ограничением является то, что создать рисунок можно лишь на носителе печати, обладающем хорошей способностью к поглощению печатной краски.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
[0005] Соответственно, аспекты данного изобретения направлены на создание способа, позволяющего изготавливать рисунок, формируемый порошком на носителе, с высоким разрешением, что обеспечивает формирование рисунка на широком ассортименте разных носителей.
[0006] В одном аспекте данного изобретения предложен способ изготовления рисунка, включающий обеспечение рисунка из первой жидкости на носителе, нанесение порошкового материала на обеспеченный рисунок и нанесение второй жидкости на порошковый материал, нанесенный на первую жидкость, с формированием окрашенного рисунка из порошкового материала.
[0007] В соответствии с дополнительными примерными вариантами осуществления данного изобретения предложен производственный аппарат для изготовления рисунка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
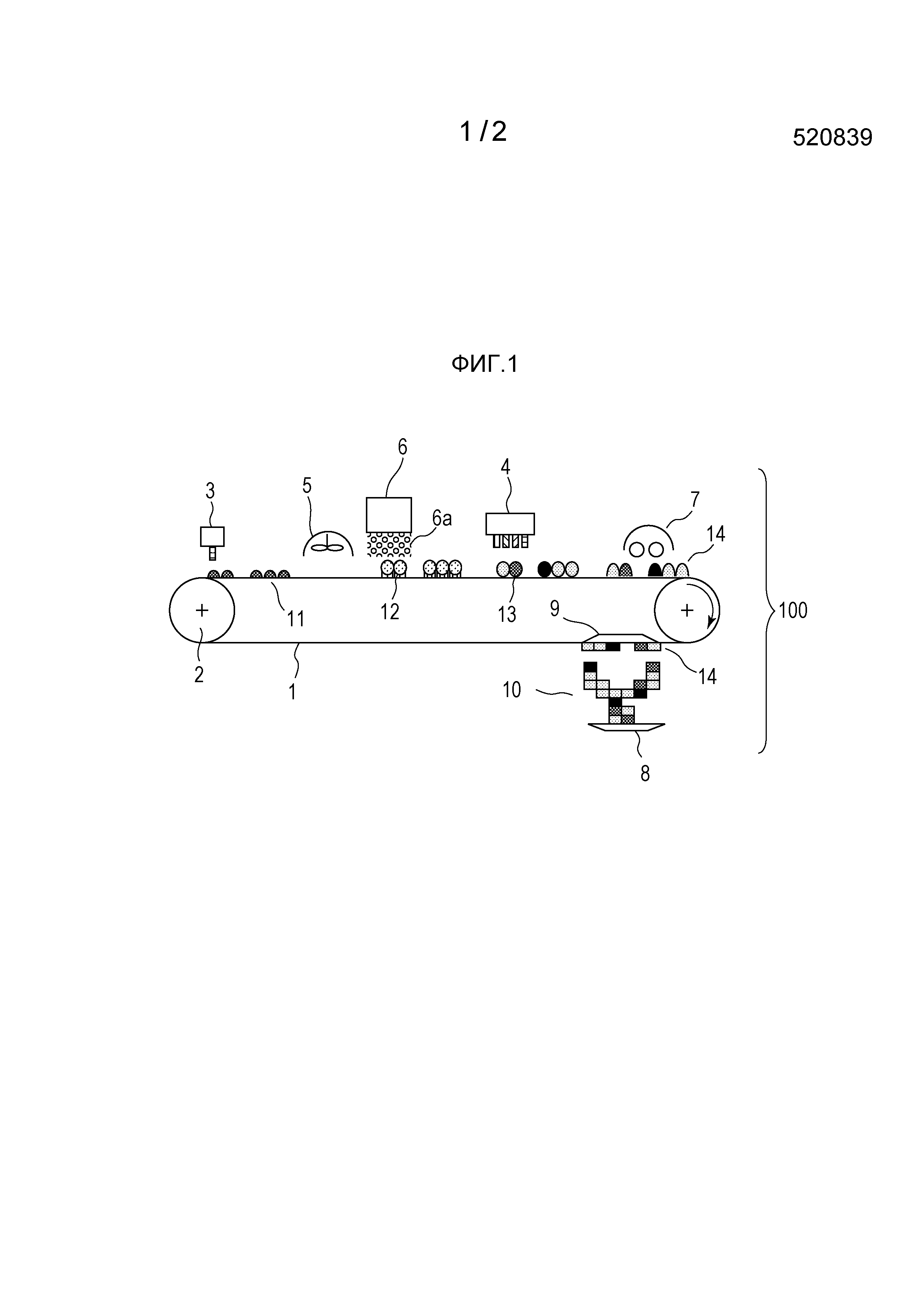
[0008] На фиг. 1 представлен схематический вид, иллюстрирующий аппарат многослойного моделирования в качестве одного примера производственного аппарата, реализующего способ изготовления структурного тела в соответствии с вариантом осуществления.
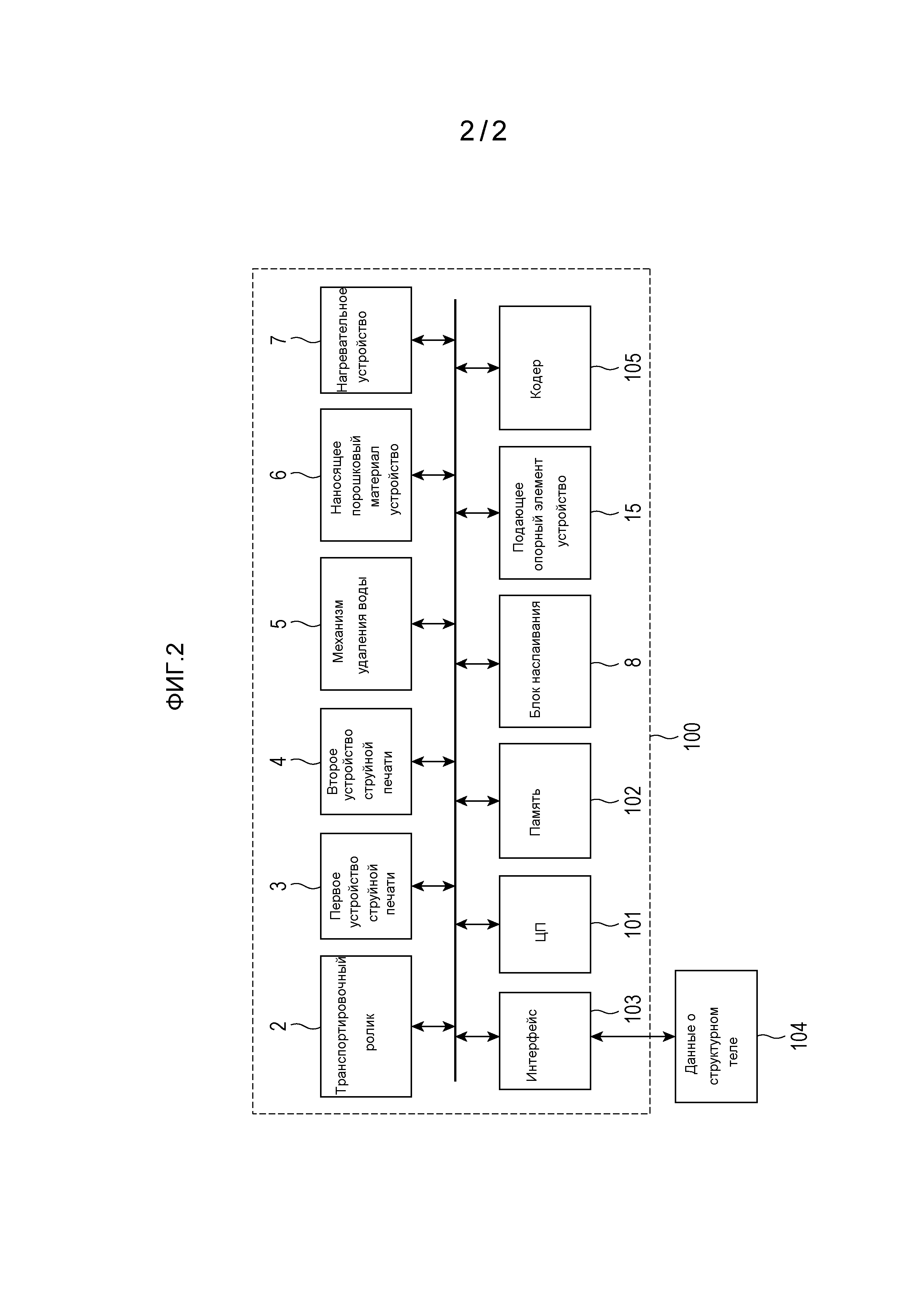
[0009] На фиг. 2 представлена блок-схема, иллюстрирующая систему управления аппаратом многослойного моделирования.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0010] Ниже со ссылками на чертежи будут подробно описаны различные примерные варианты осуществления, признаки и аспекты изобретения.
[0011] На фиг. 1 представлено перспективное изображение, схематически иллюстрирующее аппарат 100 многослойного моделирования в качестве одного примера производственного аппарата, реализующего способ изготовления рисунка, и способ изготовления структурного тела с помощью рисунка в соответствии с вариантом осуществления данного изобретения. В аппарате 100 рисунок слоя структурного тела, который надлежит наслоить заново, формируют на поверхности ленточного переносящего элемента 1, функционирующего как элемент переноса, а потом обеспечивают прохождение его через каждый технологический блок посредством транспортировочного механизма 2, так что формируется окрашенный рисунок 14 поперечного слоя, имеющий форму поперечного сечения структурного тела. Далее окрашенный рисунок 14 для структурного тела транспортируют в положение наслаивания блока 8 наслаивания, который совершает возвратно-поступательное движение относительно переносящего элемента 1, а потом наслаивают на находящееся в процессе производства слоистое структурное тело 10. В данном случае переносящий элемент используют для промежуточного носителя записи.
[0012] Переносящий элемент 1 функционирует как опорный элемент, поддерживающий сформированный на его поверхности слой структурного тела, а также функционирует как переносящий элемент, который переносит сформированный слой на находящееся в процессе производства структурное тело, которое уже сформировано наслаиванием слоев друг на друга. В данном случае переносящий элемент 1 может быть выполнен из материала, обладающего высокими антиадгезионными свойствами при наличии сродства до некоторой степени к материалу для формирования структурного тела. Например, сформировать структурное тело можно даже в случае, если переносится только часть поперечного слоя на стороне переносящего элемента 1. Но с целью точности структурного тела следует отметить, что возможен случай, в котором весь поперечный слой переносится на находящееся в процессе производства структурное тело 10.
[0013] Кроме того, для стабильного осуществления переноса переносящий элемент 1 может обладать по меньшей мере некоторой упругостью. В качестве материала для переносящего элемента можно упомянуть, например, кремнийорганический каучук и фторированный каучук. Поскольку материал, используемый для формирования рисунка, в некоторых случаях может отталкиваться на тех каучуковых материалах, которые упоминались выше, возможна ситуация, в которой проводят обработку их поверхности в соответствии с используемым материалом. Хотя твердость каучука и определяется в зависимости от толщины упругого тела, когда его толщина велика, может оказаться предпочтительным использование твердого каучука, а когда эта толщина мала, может оказаться предпочтительным использование мягкого каучука. Когда толщина велика, можно предусмотреть каучук, имеющий твердость приблизительно 80 градусов, а когда переносящий элемент 1 имеет форму тонкой ленты, можно предусмотреть выполненную из каучука тонкую пленку, имеющую толщину приблизительно 0,1-0,5 мм и твердость каучука приблизительно 50-20 градусов. Когда требуется высокая точность, можно использовать лист из тефлона (TEFLON, зарегистрированный товарный знак) и покрытую антиадгезионным агентом гладкую пленку, имеющую толщину субмикронного порядка, каждый из которых не обладает упругостью. В случае использования переносящего элемента 1, обладающего меньшей упругостью, поскольку в некоторых случаях может потребоваться машинная точность и/или длительное технологическое время, материал можно выбрать в соответствии с целью применения (назначением).
[0014] Кроме того, когда в качестве формообразующего материала используют порошок металла или т.п., его поверхность можно подвергнуть антиадгезионной обработке с использованием нитрида бора или т.п., обладающего высокой термостойкостью.
[0015] Ниже приводится описание технологического процесса наслаивания, осуществляемого в аппарате 100 многослойного моделирования. В аппарате, показанном на фиг. 1, реакционная жидкость в качестве первой жидкости выбрасывается из первого устройства 3 струйной печати на переносящий элемент 1 для формирования рисунка 11 из реакционной жидкости на переносящем элементе 1. Однако способ не ограничивается вышеописанным, и рисунок из реакционной жидкости можно формировать, например, посредством печати с использованием печатной формы, такой как, например, используемая для флексографской печати. Если одновременно формируют множество рисунков разных изображений или разных цветов в одной и той же области, то печать с использованием печатной формы может оказаться до некоторой степени эффективной. Аналогичным образом, для формирования структурного тела, расположение множества рисунков, каждый из которых имеет отличающуюся форму, на печатной форме и последующее наслаивание множества рисунков может обеспечить формирование структурного тела.
[0016] Поскольку формирование рисунка с использованием метода струйной печати может обеспечить придание рисунку планируемой формы с помощью жидкости, это может оказаться предпочтительным. Применимы способы струйной печати различных типов - термопечати, с пьезоэлектрическим исполнительным механизмом, электростатической печати и непрерывной печати. Что касается сопла, через которое происходит выброс печатной краски, то применимо по меньшей мере одно из односоплового, например дозатора, и линейной головки, снабженной многими соплами. Использование линейной головки может оказаться предпочтительным для достижения высокой производительности.
[0017] Первая жидкость не ограничивается лишь реакционной жидкостью. В качестве первой жидкости также можно использовать, например, такую жидкость, как краска на водной основе и/или краска на масляной основе. В случае формирования рисунка 11 путем выбрасывания первой жидкости на запечатываемый носитель, возможен случай, когда адгезионная способность первой жидкости сохраняется до тех пор, пока не поступают порошковые материалы, так что это может быть тот случай, когда используют краску на водной основе.
[0018] В случае использования пластмассы в качестве порошкового материала и использования краски на водной основе в качестве первой жидкости это может быть случай, когда в краску на водной основе добавляют водорастворимый органический растворитель и/или поверхностно-активное вещество для того, чтобы дать краске на водной основе приспособиться к пластмассе.
[0019] Возможен также случай, когда испаряют воду из нанесенной в качестве первой жидкости краски, содержащей водорастворимый органический растворитель и/или поверхностно-активное вещество, для повышения плотности водорастворимого органического растворителя и/или поверхностно-активного вещества.
[0020] На водорастворимый органический растворитель, используемый для первой жидкости, конкретных ограничений нет. Водорастворимый органический растворитель можно выбрать, например, по поверхностному натяжению, способности к высыханию и вязкости. В качестве примеров водорастворимого органического растворителя можно назвать, например, амиды, такие как диметилформамид и диметилацетамид, кетоны, такие как ацетон, простые эфиры, такие как тетрагидрофуран и диоксан, полиалкиленгликоли, такие как полиэтиленгликоль и полипропиленгликоль, алкиленгликоли, такие как этиленгликоль, пропиленгликоль, бутиленгликоль, триэтиленгликоль, 1,2,6-гексантриол, тиодигликоль, гексиленгликоль и диэтиленгликоль, низшие алкильные простые эфиры многоатомных спиртов, такие как метиловый простой эфир этиленгликоля, монометиловый простой эфир диэтиленгликоля и монометиловый простой эфир триэтиленгликоля, одноатомные спирты, такие как этанол, изопропиловый спирт, н-бутиловый спирт и изобутиловый спирт, глицерин, N-метил-2-пирролидон, 1,3-диметил-2-имидазолидинон, триэтаноламин, сульфолан и диметилсульфоксид.
[0021] В качестве поверхностно-активного вещества (ПАВ) можно использовать поверхностно-активные вещества на основе фтора, поверхностно-активные вещества на основе кремния, водорастворимые анионогенные поверхностно-активные вещества, катионогенные поверхностно-активные вещества, неионогенные поверхностно-активные вещества и амфолититеские поверхностно-активные вещества.
[0022] Что касается первой жидкости, то реакционная краска, которая реагирует со второй жидкостью, наносимой на порошковый материал после подачи этого порошкового материала, как описывается ниже, при контактировании со второй жидкостью, ограничивая перемещение второй жидкости, может повысить качество изображения, сформированного второй жидкостью.
[0023] Тип реакции и реакционный материал можно выбирать по сочетанию, создаваемому со второй жидкостью, а также в соответствии с целью использования реакции. Например, для краски на водной основе можно использовать - по отдельности или в совокупности - агглютинацию, реакцию высаливания и/или кислотно-основную реакцию. В частности, подходящей может оказаться агглютинация. Конкретно, с учетом качества изображения, можно предусмотреть комбинацию пигментной краски и реакционной жидкости, включающей в себя соль металла, потому что это обеспечивает формирование тонкого рисунка краски с малым количеством реакционной жидкости. Кроме того, это сочетание может обеспечить преимущество, поскольку при этом сочетании высока скорость реакции.
[0024] В качестве материала, играющего роль реакционного материала, содержащегося в реакционной жидкости, применим ионогенный материал с зарядом, противоположным заряду краски. Например, в качестве печатной краски для струйной печати можно использовать анионогенную краску, а в качестве реакционного материала для анионогенной краски можно использовать раствор, содержащий соль металла, в частности раствор соли поливалентного металла с валентностью два или более. Соль поливалентного металла состоит из иона поливалентного металла с валентностью два или более и аниона, соответствующего иону поливалентного металла. В качестве примера иона поливалентного металла можно назвать ион двухвалентного металла, такой как, например, Ca2+, Cu2+, Ni2+, Mg2+, Zn2+, и ион трехвалентного металла, такой как, например, Fe3+, Al3+. А в качестве примера аниона, соответствующего иону поливалентного металла, можно назвать Cl-, NO3-, SO42-, I-, Br-, ClO3-, RCOO- (где R - алкильная группа).
[0025] Для более высокой реакционной способности полезно использовать ион металла с кислотой. Кислота в отдельности тоже полезна в качестве реакционного материала.
[0026] В качестве примеров кислоты можно выдвинуть органическую кислоту, например щавелевую кислоту, полиакриловую кислоту, муравьиную кислоту, уксусную кислоту, пропионовую кислоту, малоновую кислоту, яблочную кислоту, малеиновую кислоту, аскорбиновую кислоту, янтарную кислоту, глутаровую кислоту, глутаминовую кислоту, фумаровую кислоту, лимонную кислоту, виннокаменную кислоту, молочную кислоту, пирролидонкарбоновую (пироглутаминовую) кислоту, пиронкарбоновую кислоту, пирролкарбоновую кислоту, фуранкарбоновую кислоту, кумаровую кислоту, тиофенкарбоновую кислоту, никотиновую кислоту, оксиянтарную кислоту, диоксиянтарную кислоту.
[0027] Первая жидкость может содержать твердый компонент, а доля ее содержания в окрашенном рисунке (описываемом ниже) может становиться выше при уменьшении количества твердого компонента в первой жидкости. Высокая доля содержания в окрашенном рисунке влияет на твердость структурного тела, образуемого окрашенным рисунком, и делает легким повторное использование структурного тела.
[0028] Кроме того, поскольку количество предусматриваемых порошковых материалов пропорционально толщине первой жидкости, то с учетом равномерности толщины слоя, образуемого порошком, возможен случай, когда предусмотрено, что толщина первой жидкости на переносящем элементе 1 становится равномерной. Слой, формируемый порошковым материалом и обладающий равномерностью толщины, вносит вклад в эстетически приемлемые особенности печатного изделия, образуемого этим слоем, а также вносит вклад в точность при формировании структурного тела, образуемого этим слоем.
[0029] Поскольку первая жидкость оказывает малое влияние на подлежащее формированию изображение, ввиду второй жидкости, наносимой на порошковый материал, с учетом цвета первой жидкости возможен случай, когда предусмотрено, что первая жидкость обладает прозрачностью или является бесцветной. Цвет первой жидкости может быть белым.
[0030] Чтобы добиться равномерной толщины слоя, образуемого порошковым материалом, этот порошковый материал можно выбирать в соответствии с классификацией по заранее заданному размеру. А в диапазоне, где проявляется адгезионная способность, пленка первой жидкости может быть тонкой.
[0031] Кроме того, в качестве первой жидкости можно использовать множество разновидностей жидкостей. В случае если для нанесения первой жидкости на переносящий элемент 1 используют способ струйной печати, материалы содержат две жидкости и это позволяет использовать первую жидкость с большей адгезионной способностью. Можно также использовать механизм 5 удаления воды, показанный на фиг. 1, для регулирования толщины первой жидкости.
[0032] Затем, как показано на фиг. 1, наносящее порошковый материал устройство 6 наносит порошковый материал 6a в качестве образующего модель материала на рисунок из первой жидкости, перенесенный переносящим элементом 1 в положение напротив наносящего порошковый материал устройства. Таким образом, формируется рисунок 12 из порошкового материала. Порошковый материал 6a закрепляется за счет адгезионной способности первой жидкости, так что есть много вариантов выбора материала в качестве порошковых материалов 6a. С учетом плавления нанесенного порошкового материала 6a для формирования единообразной пленки, предпочтительно можно использовать в качестве порошкового материала 6a термопластичную смолу. В качестве примеров термопластичной смолы можно выдвинуть полиэтилен, полипропилен, нейлон, сополимер акрилонитрила, бутадиена и стирола (АБС), полимолочную кислоту, полистирол, полихлорэтилен, полиметилметакрилат, политетрафторэтилен, иономер, этиленвинилацетат (ЭВА). Помимо смолы, можно использовать материалы, применимые для формования из расплава в нагретом состоянии, такие как металл и стекло, а также керамику. Кроме того, можно использовать порошковый материал 6a, подвергнутый обработке поверхности для повышения адгезии к рисунку 11 из первой жидкости или закреплению среди порошковых материалов 6a. С учетом адгезии к рисунку 11 из первой жидкости и удаления порошковых материалов 6a, которые нанесены в той области, где рисунок 11 из первой жидкости не сформирован, предпочтителен порошковый материал с частицами шаровой формы. Конечно, форма порошковых материалов 6a не ограничивается вышеупомянутой. Чтобы обеспечить порошковые материалы 6a, которые выстраиваются четко в одном слое, образуя слой с постоянной толщиной пленки, размер частиц каждого из порошковых материалов 6a может быть практически одинаковым. Больший размер частиц каждого из порошковых материалов 6a может позволить сформировать слой толстой пленки. И тогда опять, порошковые материалы 6a, у которых частица внутри является полой, могут сделать сформированный слой имеющим приемлемое проявление цвета, когда на этот слой наносят краску.
[0033] Наносящее моделирующий материал устройство 6 может выдувать порошковые материалы 6a на область, включающую в себя участок, где сформирован рисунок 11, и удалять имеющиеся порошковые материалы 6a, которые не закреплены рисунком 11 из первой жидкости, посредством вибрации, вентиляции или абсорбции и т.д. Также порошковые материалы 6a могут сыпаться и наноситься на область, включающую в себя рисунок 11, посредством наносящего моделирующий материал устройства 6. И можно также формировать рисунок из порошковых материалов 6a, например, с помощью статического электричества и обеспечивать рисунок из порошковых материалов 6a, соответствующий рисунку 11 из первой жидкости.
[0034] Нанесение порошковых материалов 6a и удаление порошковых материалов 6a можно проводить на отдельных этапах или одновременно. Например, наносящее порошковый материал устройство 6 может направлять воздух к рисунку 11 из первой жидкости и заставлять этот воздух нести порошковые материалы 6a к рисунку 11, и этот поток воздуха может удалять порошковые материалы 6a, которые не закреплены. Таким образом, формирование рисунка из порошковых материалов 6a и удаление ненужного порошка можно проводить одновременно.
[0035] Кроме того, можно использовать множество разновидностей порошковых материалов. Первую разновидность порошкового материала можно наносить на первый участок рисунка первой жидкости, формируя рисунок из первого порошкового материала, а потом можно наносить вторую разновидность порошкового материала на второй участок рисунка первой жидкости, формируя рисунок из второго порошкового материала. Такой способ, как описанный выше, позволяет располагать множество разновидностей порошковых материалов в одной и той же плоскости и формировать в образуемом слое участки с отличающимися друг от друга твердостями.
[0036] Затем второе устройство 4 струйной печати наносит печатную краску в качестве второй жидкости на рисунок 12 из порошкового материала, чтобы придать рисунку цвет, после чего образуется окрашенный порошковый рисунок 13. Этот способ полезен потому, что вторую жидкость наносят на рисунок 12 из порошкового материала без контакта с рисунком 12 из порошкового материала. В частности, в случае когда окрашенный порошковый рисунок 13 переносят на создаваемое структурное тело, предпочтительно, чтобы порошковый материал 13 прочно не закреплялся на переносящем элементе 1. А способ струйной печати может предотвратить захватывание порошкового материала, присутствующего в рисунке 12 из порошкового материала, вторым устройством 4 струйной печати, и этот способ может быть предпочтительнее, чем способ контактной печати, в котором устройство для нанесения второй жидкости контактирует с рисунком 12 из порошкового материала.
[0037] Для второго устройства 4 струйной печати, а также первого устройства 3 струйной печати можно использовать способы струйной печати различных типов.
[0038] Для цветной краски в качестве второй жидкости можно использовать краску на водной основе или краску на масляной основе. Краску на водной основе можно использовать для того, чтобы вызвать реакцию между первой жидкостью и второй жидкостью. Ионные реакции, доступные для краски на водной основе, воплощают очень быструю реакцию, вследствие чего эту реакцию можно использовать для формирования изображения окрашенной печатной краской в качестве второй жидкости без неупорядоченности. В частности, можно предусмотреть комбинацию пигментной краски в качестве второй жидкости и реакционной краски, включающей в себя соль металла, в качестве первой жидкости.
[0039] Пигментная краска в качестве второй жидкости может содержать пигмент, а также может содержать по меньшей мере одно вещество из дисперсионной смолы, диспергирующего агента, водорастворимого органического растворителя, регулятора pH, поверхностно-активного вещества и воды. Долю содержания для каждого из материалов, присутствующих в пигментной краске, можно регулировать в соответствии с подлежащим формированию изображением и используемой реакционной жидкостью, например, пигмент может составлять 1-10 процентов, водорастворимый органический растворитель составляет 70-90 процентов, а доля другого соединения может быть равной нескольким процентам или меньшей.
[0040] Реакционная жидкость в качестве второй жидкости предотвращает смешение цветов печатных красок в изображении, формируемом из красок множества цветов, и поэтому формируется высококачественное изображение. А рисунок из порошкового материала уже сформирован подвергнутым влиянию первой жидкости. На количество порошковых материалов 6a не влияет количество цветной краски в качестве второй жидкости.
[0041] Существует еще одно достоинство, привносимое формированием окрашенного порошкового рисунка 13 путем нанесения первой жидкости, порошкового материала 6a и второй жидкости в этом порядке. Например, если наносят реакционную жидкость в качестве первой жидкости, а потом наносят вторую жидкость перед нанесением порошковых материалов 6a, то реакция между первой жидкостью и второй жидкостью может оказывать некоторое влияние на поверхность переносящего элемента 1, а удаление сформированного слоя с переносящего элемента 1 может оказаться затрудненным. С другой стороны, ввиду того что обеспечиваемый в данном варианте осуществления порядок предусматривает осуществление реакции между первой жидкостью и второй жидкостью на стороне порошковых материалов 6a, эффективность переноса оказывается хорошей, а также можно добиться надлежащего скрепления между слоем второй жидкости и порошковыми материалами 6a.
[0042] Помимо этого, обеспечиваемый в данном варианте осуществления порядок обладает тем достоинством, что проявление цвета на боковой поверхности структурного тела является естественным, так как цвет рисунку 12 из порошкового материала можно придавать таким образом, что окраска на боковой поверхности окрашенного порошкового рисунка 13 будет обладать однородностью.
[0043] Далее окрашенный порошковый рисунок 13, сформированный на переносящем элементе 1, транспортируют в положение, где нагревательным устройством 7 осуществляется нагрев. В этом положении нагревательное устройство 7 нагревает окрашенный порошковый рисунок 13 посредством испускания теплового луча, позволяющего окрашенному порошковому рисунку 13 превратиться в пленку. На способ нагрева нагревательным устройством 7 конкретных ограничений нет. Например, с окрашенным рисунком могут контактировать нагревательные валики, или же можно облучать рисунок инфракрасным лучом или микроволнами без контакта с окрашенным рисунком. Можно использовать нагрев посредством сканирования энергетическим лучом, например лазера. А также можно предусмотреть нагревательное устройство 7 у задней стороны переносящего элемента 1.
[0044] Кроме того, из окрашенного порошкового рисунка 13 можно сформировать пленку посредством фотокоагуляции, когда соединение в окрашенном порошковом рисунке 13 содержит фотокоагуляционный ингредиент. В этом случае, если окрашенный порошковый рисунок 13 облучается светом в состоянии, при котором окрашенный порошковый рисунок 13 контактирует с запечатываемым носителем или создаваемым структурным телом, перенос пленки с окрашенного порошкового рисунка на запечатываемый носитель или создаваемое структурное тело и сцепление пленки из окрашенного порошкового рисунка с запечатываемым носителем или создаваемым структурным телом можно осуществлять одновременно.
[0045] Окрашенный рисунок 14 в состоянии пленки, образованной при получении пленки окрашенного порошкового рисунка 13, переносится в положение напротив блока 8 наслаивания, потом фиксируется в том положении, где находится блок наслаивания, а затем приводится в контакт с находящимся в процессе производства структурным телом 10. Когда окрашенный рисунок 14 и находящееся в процессе производства структурное тело 10 скреплены друг с другом, окрашенный рисунок 14 охлаждают посредством блока охлаждения (не показан), прикрепляя к находящемуся в процессе производства структурному телу 10. Таким образом и осуществляется наслаивание окрашенного рисунка 14. Можно также поместить окрашенный рисунок 14, сформированный посредством нагрева окрашенного порошкового рисунка 13 и охлажденный на находящемся в процессе производства структурном теле 10, с помощью клеящего вещества. В этом процессе наслаивания можно использовать подкладку 9, предусмотренную на задней стороне от поверхности переносящего элемента 1.
[0046] Кроме того, в данном варианте осуществления порошковые материалы 6a плавят для того, чтобы они превращались в пленку, как описано выше, на переносящем элементе 1. Вместе с тем, окрашенный порошковый рисунок 13 можно переносить на находящееся в процессе производства структурное тело 10 или на запечатываемый носитель до превращения окрашенного порошкового рисунка 13 в пленку. Этот способ может дать прочную адгезию между сформированной пленкой и находящимся в процессе производства структурным телом 10 или запечатываемым носителем при определенных порошковых материалах 6a и/или определенных запечатываемых носителях. И в таком способе вторая жидкость, наносимая на рисунок 12 из порошкового материала, может придавать верхней поверхности нанесенных порошковых материалов 6a адгезионную способность для скрепления с находящимся в процессе производства структурным телом 10.
[0047] Кроме того, окрашенный порошковый рисунок 13 в завершенном структурном теле или завершенный окрашенный рисунок может включать в себя порошковые материалы, которые не расплавлены.
[0048] Помимо этого, при формировании структурного тела, имеющего нависающий профиль, в процессе получения структурного тела в блоке 8 наслаивания можно предусмотреть опорный элемент (не показанный на фиг. 1) для временного поддержания нависающего профиля находящегося в процессе производства структурного тела 10. Этот опорный элемент может быть сформирован в соответствии с используемым для структурного тела материалом и применением структурного тела. Для такого случая блок 8 наслаивания может содержать устройство подачи опорного материала (не показано), выполненное с возможностью обеспечивать материал для формирования опорного элемента с целью поддержания положения рядом с находящимся в процессе производства структурным телом 10.
[0049] Когда вышеописанную операцию наслаивания осуществляют неоднократно и наслаивание проводят заданное число раз, формируется структурное тело.
[0050] На фиг. 2 представлена блок-схема, иллюстрирующая систему управления производственным аппаратом 100, показанным на фиг. 1. В аппарате формирования трехмерного объекта, в общем обозначенном позицией 100, позиция 101 обозначает центральный процессор (ЦП), который функционирует как основная управляющая часть всей системы и управляет отдельными блоками. Позиция 102 обозначает память, которая образована, например, из постоянных запоминающих устройств (ПЗУ), хранящих базовую программу ЦП 101, и оперативных запоминающих устройств (ОЗУ), используемых для хранения данных 104 о структурном теле в качестве данных печати, введенных через интерфейс 103, и для осуществления обработки данных.
[0051] Когда ЦП 101 принимает сигнал, указывающий на начало формирования профиля, начинается процесс преобразования данных о структурном теле в данные срезов, которые выдаются в соответствии с задаваемыми условиями. Затем ЦП 101 посылает данные - из данных срезов - об области, предназначенной для нанесения первой жидкости первым устройством 3 струйной печати, и данные - из данных срезов - об области, предназначенной для нанесения второй жидкости вторым устройством 4 струйной печати. При этом осуществляется связь для подтверждения состояний транспортировочного ролика 2 в качестве транспортировочного механизма, первого устройства 3 струйной печати, второго устройства 4 струйной печати, наносящего порошковый материал устройства 6, нагревательного устройства 7, блока 8 наслаивания, подающего опорный элемент устройства 15. Когда состояния готовы к началу формирования профиля, переносящий элемент 1 перемещается транспортировочным роликом 2. Когда положение переносящего элемента 1 определяется по сигналу кодера 105, первое устройство 3 струйной печати, второе устройство 4 струйной печати, механизм 5 удаления воды, наносящее порошковый материал устройство 6, нагревательное устройство 7 и блок 8 наслаивания проводят заранее заданные операции и повторяют эти заранее заданные операции заранее заданное число раз для завершения создания структурного тела.
[0052] Далее будут описаны примеры данного изобретения.
[0053] ПРИМЕР 1
[0054] В качестве примера 1 осуществляли изготовление структурного тела посредством формирования слоистого материала с помощью аппарата, показанного на фиг. 1.
[0055] Сначала данные о структурном теле можно было подготавливать как данные среза каждого слоя, имеющего заранее заданную толщину, и в этом примере использовали данные среза любого слоя толщиной 100 микрометров.
[0056] В качестве переносящего элемента 1 использовали пленку полиэтилентерефталата (ПЭТФ), которая имела толщину 0,4 мм и которая была покрыта кремнийорганическим каучуком толщиной 0,2 мм (торговое название: KE-1310, производство Shin-Etsu Chemical Co., Ltd.), имеющим твердость каучука 40 градусов. Чтобы подавить отталкивание печатной краски на поверхности переносящего элемента 1, переносящий элемент 1 обрабатывали при нижеследующих условиях посредством удаленного устройства плазменной обработки при атмосферном давлении (торговое название: APT-203 изм., производство Sekisui Chemical Co., Ltd.) для модификации поверхности.
[0057] Расход газа названного типа: 1000 см3/мин воздуха, 6000 см3/мин N2
[0058] Входное напряжение: 230 В
[0059] Частота: 10 кГц
[0060] Скорость обработки: 100 мм/мин
[0061] Затем, чтобы подавить растекание печатной краски по переносящему элементу 1, наносили реакционную жидкость с нижеследующими соединениями с помощью сопла печатающей головки для струйной печати в положение, соответствующее рисунку поперечного сечения, для формирования поперечного слоя, являющегося частью структурного тела.
[0062] СОЕДИНЕНИЯ РЕАКЦИОННОЙ ЖИДКОСТИ
[0063] Ca(NO3)2·4Н2О: 50 массовых частей
ПАВ (торговое название: Acetylanol EH, производство Kawaken Fine Chemicals Co., Ltd.): 1 массовая часть
Диэтиленгликоль: 9 массовых частей
Очищенная вода: 40 массовых частей
[0064] Затем на рисунок 11 из реакционной жидкости на переносящем элементе 1 подавали частицы полипропилена (средний диаметр частиц: 200 микрометров), действующие в качестве порошкового материала 6а, посредством устройства для нанесения покрытий ракельным ножом в качестве наносящего порошковый материал устройства 6.
[0065] Затем продували деэлектрифицированный воздух из воздушного пистолета (исходное давление 0,25 Па) к переносящему элементу 1, вследствие чего удалялись порошковые материалы 6a вне рисунка 11 из реакционной жидкости. Посредством этого процесса сформировали рисунок 12 из порошкового материала.
[0066] Потом на рисунок 12 из порошкового материала наносили цветные краски с нижеследующими соединениями, чтобы придать цвет рисунку 12 из порошкового материала, а затем формировали окрашенный порошковый рисунок 13.
[0067] СОСТАВ ПЕЧАТНЫХ КРАСОК
Следующий пигмент: 3 массовых части
Черный: углеродная сажа (торговое название: MCF 88, производство Mitsubishi Chemical Corp.)
Голубой: Пигмент Blue 15
Ярко-красный: Пигмент Red 7
Желтый: Пигмент Yellow 74
Сополимер стирола, акриловой кислоты и этилакрилата (кислотное число: 240, средневесовая молекулярная масса: 5000): 1 массовая часть
Глицерин: 10 массовых частей
Этиленгликоль: 5 массовых частей
ПАВ (торговое название: ACETYLANOL EH, производство Kawaken Fine Chemicals Co., Ltd.): 1 массовая часть
Очищенная вода: 80 массовых частей
[0068] Затем проводили нагрев посредством нагревателя (не показан) со стороны тыльной поверхности переносящего элемента 1 и плавили окрашенный порошковый рисунок 13 при температуре приблизительно 170 градусов по Цельсию и придавали ему форму пленки, вследствие чего образовывался слой окрашенного рисунка 14.
[0069] Далее, после транспортировки слоя окрашенного рисунка 14 в положение блока 8 наслаивания и размещения в заранее заданном положении, блок 8 наслаивания поднимали в положение, при котором зазор до поверхности переносящего элемента 1 составлял 100 микрометров, так что поверхность столика для формирования модели в блоке 8 наслаивания входила в контакт со слоем окрашенного рисунка.
[0070] Когда вышеописанную операцию проводили неоднократно и наслаивание совершали 1000 раз путем наслаивания нового слоя на сформированный ранее слоистый материал, сформировали структурное тело, имевшее высоту 10 см.
[0071] Выше описан пример получения структурного тела путем наслаивания слоев из окрашенного рисунка, а ниже описывается пример изобретения для формирования подложки электрических проводников (цепи) в качестве печатного изделия.
[0072] ПРИМЕР 2
[0073] В качестве примера 2 осуществляли изготовление печатного изделия посредством аппарата, аналогичного аппарату, показанному на фиг. 1.
[0074] Рисунок, имеющий форму цепи (ширина линии цепи составляет 0,5 мм), формируют путем нанесения реакционной жидкости с нижеследующими соединениями из первого устройства 3 струйной печати на подложку из эпоксидной смолы электрической платы (толщиной 1 мм), используемой взамен переносящего элемента 1 на фиг. 1.
[0075] СОЕДИНЕНИЯ РЕАКЦИОННОЙ ЖИДКОСТИ
AlK(SO4)2·12H2О: 40 массовых частей
Сополимер стирола, акриловой кислоты и этилакрилата (кислотное число: 270, средневесовая молекулярная масса: 1500): 3 массовых части
ПАВ (торговое название: ACETYLANOL EH, производства Kawaken Fine Chemicals Co., Ltd.): 1 массовая часть
Диэтиленгликоль: 13 массовых частей
Очищенная вода: 43 массовых части
[0076] Затем сушили сформированный рисунок из реакционной жидкости теплым воздухом из механизма 5 удаления воды при 50 градусах в течение 3 минут. Потом наносили шарик припоя (диаметр частиц: 200 микрометров) на высушенный рисунок 11 из реакционной жидкости, после чего подвергали подложку вибрации и удаляли порошковые материалы 6a вне рисунка 11 из реакционной жидкости.
[0077] Потом на рисунок со сформированным шариком припоя наносили цветные печатные краски, как описано выше, чтобы придать цвет рисунку с шариком припоя, после чего формировали окрашенный рисунок с шариком припоя в качестве окрашенного порошкового рисунка 13. Цветные печатные краски наносили на рисунок с шариком припоя так, что участку, соответствовавшему линии напряжением 5 В на рисунке, придавали красно-черный цвет, а участку, соответствовавшему линии напряжением 2,5 В на рисунке, придавали сине-желтый цвет.
[0078] СОСТАВ ПЕЧАТНЫХ КРАСОК
Следующий пигмент: 10 массовых частей
Черный: CuО·Cr2O3
Синий: СоО·Al2О3
Красный: CdS·3CdSe
Желтый: CdS
Белый: TiО2(модификация рутила)
Прозрачная печатная краска: пигментов нет
Сополимер стирола, акриловой кислоты и этилакрилата (кислотное число: 220, средневесовая молекулярная масса: 5000): 2 массовых части
Этанол: 4 массовых части
Этиленгликоль: 4 массовых части
ПАВ (торговое название: ACETYLANOL EH, производство Kawaken Fine Chemicals Co., Ltd.): 1 массовая часть
Очищенная вода: 79 массовых частей
Прозрачная печатная краска содержит 89 массовых частей очищенной воды.
[0079] Затем подложку со сформированным окрашенным рисунком с шариком припоя нагревали в нагревательной печи при 220 градусах в течение 5 минут. Шарик припоя плавили, вследствие чего формировалась подложка электрических проводников, снабженная электрическими проводниками, различавшимися цветом.
[0080] Хотя данное изобретение было описано со ссылками на примерные варианты осуществления, следует понимать, что изобретение не ограничивается описанными примерными вариантами осуществления. Объем притязаний нижеследующей формулы изобретения следует толковать в самом широком смысле - как охватывающий все такие модификации, эквивалентные конструкции и функции.
[0081] Данная заявка испрашивает приоритет заявки на патент Японии №2013-261519, поданной 18 декабря 2013 г., которая настоящим включена сюда по ссылке во всей своей полноте.
Реферат
Изобретение относится к способу изготовления рисунка, аппарату для изготовления рисунка, способу изготовления структурного тела и аппарату для его изготовления. Способ изготовления рисунка включает стадии обеспечения рисунка из первой жидкости на носителе, нанесение порошкового материала на рисунок и нанесения цветной краски на порошковый материал с формированием окрашенного рисунка из порошкового материала. Порошковый материал наносят на обеспеченный рисунок посредством подачи порошковых материалов в область носителя, включающую в себя рисунок из первой жидкости, и удаления порошковых материалов вне рисунка из первой жидкости. При этом первая жидкость является реакционной жидкостью, которая реагирует с цветной краской, обеспечивая эффект закрепления окрашивающего соединения цветной краски. Способ позволяет изготавливать рисунок с высоким разрешением и обеспечивает формирование рисунка на широком ассортименте разных носителей. 4 н. и 5 з.п. ф-лы, 2 ил., 2 пр.
Комментарии