Отражательный элемент для дорожного или номерного знака - RU2036111C1
Код документа: RU2036111C1
Чертежи



Описание
Изобретение относится к изготовлению дорожных или номерных знаков, преимущественно автомобильных или дорожных.
Известны отражательные элементы для дорожных или
номерных знаков, включающие отражающее покрытие, имеющее участки, на поверхности которых сформировано видивое изображение с использованием жидкого красителя [1]
Для изготовления изображения
используют листовую штамповку или тиснение металлической полосы для получения выпуклых букв или номера, которые окрашивают жидким красителем или краской. Затем осуществляют сушку для образования
контрасного изображения. Для повышения стойкости к погодным условиям все это покрывают раствором, содержащим смолу и пластик. Однако процесс штамповки и окрашивания является довольно трудоемким и
экологически опасным.
Задачей изобретения является снижение трудоемкости изготовления и экологичности.
Данная задача решается тем, что в отражательном элементе для дорожного или номерного знака, преимущественно автомобильного или дорожного, включающем отражающее покрытие, имеющее участки, на поверхности которых сформировано видимое изображение, согласно изобретению поверхность участков выполнена на основе полимера, выбранного из группы, содержащей полиалкилакрилаты, полиалкилметакрилаты, сложные полиэфиры, винильные полимеры, полиуретаны, сложные целлюлозные эфиры, фторполимеры, поликарбонаты, полиолефины, поливинилацетали, иономерные сополимеры и сополимеры этилена или пропилена с (мет)акриловой кислотой или винилацетатом, при этом изображение сформировано порошковым тонером, включающим краситель, прозрачное полимерное связующее, обладающее адгезионными свойствами к поверхности, и носитель заряда, содержащий полимер, выбранный из группы, содержащей (мет)акриловые полимеры с функциональными группами, имеющими, по крайней мере, аминовую или четвертичную аммониевую группы, и азиновые красители.
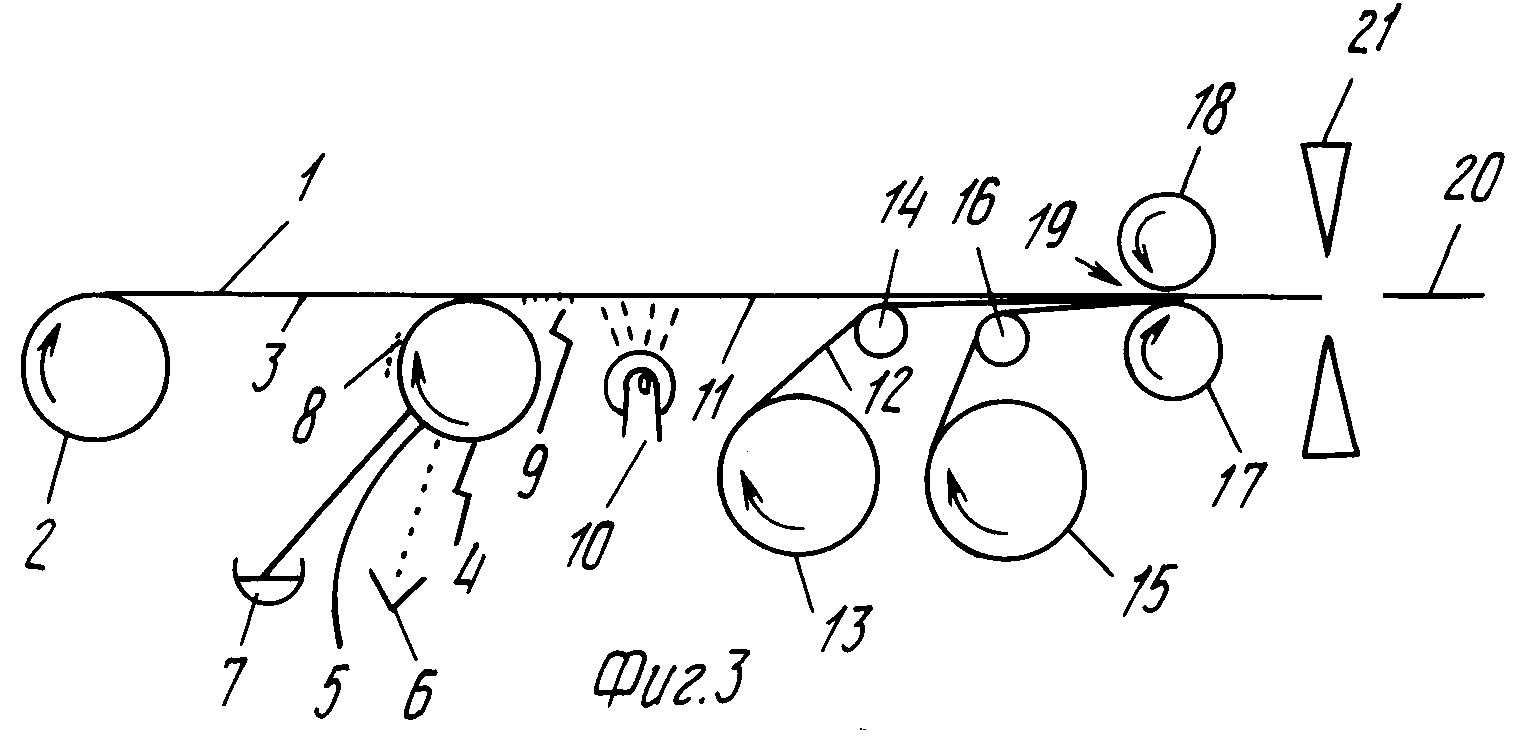
На фиг. 1 дано схематичное изображение отражающего элемента с использованием механически образованного изображения; на фиг. 2 и 3 то же, с использованием цифрового способа образования изображения; на фиг. 4 вид частичного поперечного сечения номерного знака.
Настоящее изобретение реализуется способом печатания стойкого к погодным условиям знака. Способ включает в себя стадии образования первого компонента знака, имеющего поверхность, образование четкого контура изображения или графики, которое должно быть отпечатано на поверхности первого компонента знака; нанесение сухого порошка для электростатической печати на участки поверхности, которые соответствуют четкому контуру печатаемого изображения, и оплавление нанесенного сухого порошка для электростатической печати для образования фиксированного изображения на поверхности компонента знака.
Эти стадии ниже поясняются подробно в нижеследующем подробном описании предпочитаемых вариантов реализации. Дополнительно изобретение предпочтительно далее включает в себя стадию покрывания поверхности и оплавленного порошка для электростатической печати светопропускающим материалом для герметизации или прослаивания оплавленного порошка для электростатической печати в пакете, стойком к погодным условиям.
Изобретение будет поясняться в отношении изготовления автомобильного номерного знака, однако способ печатания также соответствует для изготовления других знаков, и в частности, дорожных или наружных знаков, которые изготавливают в очень ограниченных количествах. Одним из соответствующих, в частности, знаков, возможных для печатания способом согласно настоящему изобретению, является знак наименования улицы.
Реализация способа для образования штампованного знака показана схематично на фиг. 1. Образован компонент 1 знака. Предпочтительно, компонент 1 знака является тонкой пластиной из штампуемого материала, например полосой 2 рулона 3 алюминия. Толщина около 0,8 мм соответствует для алюминивых номерных знаков. В наиболее предпочитаемом варианте реализации алюминиевая полоса может включать в себя лицевой слой обратно-отражающего покрытия. Такое обратно-отражающее покрытие известно в области техники изготовления знаков. Обратно-отражающие покрытия с вделанными (капсулированными) линзами и использование стеклянных бусин для образования отражателей преломленного света известны.
Обратно-отражающие покрытия с вделанными линзами включают в себя в порядке следования адгезивный слой для нанесения на опору, такую как заготовка номерного знака, зеркальную отраженную поверхность, светопропускающий дистанционный слой, и монослой стеклянных бусин в светопропускающем смоляном слое. Часто также присутствует защитный наружный слой или верхний слой. Обратно-отражающее покрытие обычно функционирует следующим образом. Свет от внешнего источника передается на бусины, которые служат в качестве линз, и направляют свет к зеркальной отражающей поверхности через дистанционный слой. Отражающая поверхность, предпочтительно чашеобразная вокруг каждой из стеклянных бусин, возвращает свет на стеклянные бусины, которые, в свою очередь, возвращают свет к источнику.
Компонент 1 знака отштампован на штампуемом узле 4. Штампующие узлы хорошо известны в области изготовления номерных знаков и обычно включают в себя охватываемую 5 и охватывающую 6 чеканочные матрицы или штампы. Когда чеканочные матрицы и сжимаются вместе с проложенным между ними компонентом знака, на компоненте 1 знака образуются выпуклые участки 7. Эти матричные пары являются взаимозаменяемыми элементами комплекта матриц, в целом дают возможность создавать буквенно-цифровые рисунки или изображения. Типипично выпуклая или штампованная часть выступает примерно на 0,15-0,20 см относительно неизменных участков поверхности. Если элемент обратно-отражающего покрытия включен на компоненте 1 знака, обратно-отражающее покрытие должно быть на стороне компонента знака, покрывая выпуклую часть участка 7, и расположено для образования обратно-отражающего свойства у поверхности, подлежащей печати.
Затем узел 8 печатающего устройства наносит сухой порошок для электростатической печати на выпуклую часть 7. Компонент 1 знака может быть нагрет для облегчения перекоса порошка для электростатической печати. Печатающее устройство выполнено с расчетом исключать нанесение сухого порошка для электростатической печати на невыпуклую часть компонента 1 знака. Соответствующая система нанесения порошка в узле 8 печатающего устройства включает в себя вращающийся барабан 9, несущий слой 10 сухого порошка для электростатической печати. Вращающийся барабан 9 входит в контакт или почти входит в контакт с выпуклой частью участка 7 компонента 1 знака. Контакт или почти контакт между вращающимся барабаном 9 и выпуклой частью участка 7 обеспечивает перенос по крайней мере части слоя 10 сухого порошка для электростатической печасти на выпуклую часть участка 7, без переноса сухого порошка для электростатической печати на неизменные части (т.е. невыпуклые или тисненные части) поверхности 11 компонента 1 знака.
Перенос сухого порошка для электростатической печати может быть облегчен путем нагревания штампованного компонента 1 знака. В первом варианте реализации, когда барабан не является электростатическим барабаном, носитель заряда не требуется в сухом порошке для электростатической печати. Например, валик из твердой резины адекватно несет порошок для электростатической печати для переноса на выпуклые части заготовки номерного знака.
Затем сухой порошок 12 для электростатической печати, нанесенный на выпуклую часть участка 7, плавится. Стадия плавления может быть реализована посредством инфракрасного нагревания 13 или другого соответствующего средства подачи количества тепла, достаточного для повышения температуры сухого порошка для электростатической печати, чтобы расплавить связующий компонент в сухом порошке для электростатической печати. Оплавление служит для фиксирования изображения на выпуклых частях. Результирующее изделие может быть теперь вырезано на режущем устройстве 14 и использоваться как номерная пластина или знак.
Предпочтительно оплавленный сухой порошок для электростатической печати покрывается защитным слоем для защиты от погодных условий. Один способ нанесения такого покрытия является хорошо известным способом покрытия погружением, используемого в настоящее время для покрытия номерных знаков. Альтернативное средство покрытия представляет собой наслоение защитной пленки, которая может поставляться в форме рулона. Полоса защитной пленки приводится в плотный контакт с поверхностью и выступающими частями компонента знака, например, с помощью направляющего ролика.
Набор зажимных роликов образует зажим для прижатия защитной пленки к выпуклым частям 7, имеющим оплавленный порошок для электростатической печати, а также на невыступающую часть поверхности 11. Нанесение защитной пленки герметизирует оплавленный порошок для электростатической печати между компонентом 1 знака (факультативно имеющим обратно-отражающее покрытие на своей лицевой стороне) и защитной пленкой. Наслоение покрытия защитной пленки, такого как ориентированный полиалкилметакрилат, покрытый тонким слоем адгезива из акрилата, чувствительного к давлению, может также использоваться как комбинация стадии плавления и нанесения покрытия. Соответствующие температуры служат и для плавления и для наслоения, но являются ниже, чем температуры, которые изменяют ориентацию покрывающей пленки.
Узел 8 штампования или чеканки в первом способе служит для образования выпуклого изображения на компоненте 1 знака. Традиционно сопряженные охватываемая 5 и охватывающая 6 матрицы должны использоваться для образования конкретного четкого контура изображения. В схематичном изображении на фиг. 1 такое образуемое изображение представлено выпуклой частью 7. Так как номерные знаки изготавливаются очень небольшими партиями (т.е. один или два номерных знака на один автомобиль), требуются отличающиеся (индивидуализированных) изображения для каждого автомобиля, требуется изменение в узле 8 штамповки после каждого одного или альтернативног каждых двух отштампованных номерных знаков.
Описанный способ реализации также соответствует для печатания на штампованном знаке, не имеющем обратно-отражающего покрытия. Однако номерные знаки с обратно-отражающими покрытиями являются, в частности, теми, на которые имеются спрос.
В другом варианте реализации способа печатания номерного знака, независимого от требования штампования (фиг. 2) обратно-отражающее покрытие 1 образовано как рулон 2 и полоса 3. Полоса 3 входит в контакт или почти входит в контакт с вращающимся барабаном 4. Поверхность 5 барабана 4 является повторно используемой поверхностью, которая первоначально заряжена электростатически.
Электростатический заряд изменяется посредством лазерного изображения образующего устройства 6 с тем, чтобы образовать латентное изображение и обеспечить возможность приема сухого порошка для электростатической печати из резервуара 7. Повторно используемая поверхность 5 вращающегося барабана несет участки 8 сухого порошка для электростатической печати в расположении или рисунке, соответствующем требуемому контуру изображения, переносимого на повторно используемую поверхность 5 посредством устройства 6 образования изображения.
Участки 8 сухого порошка для электростатической печати, расположенные на повторно-используемой поверхности 5 вращающегося барабана 4 приводятся в контакт и переносятся на полосу 3 обратно-отражающего покрытия, тем самым нанося сухой порошок для электростатической печати на участки поверхности полосы 3, соответствующих образованию требуемого изображения. Повторно используемая поверхность 5 остается на барабане 4 для использования при переносе новых изображений на последующие участки полосы 3.
Сухой нанесенный порошок для электростатической печати затем плавится путем приложения тепла, например, посредством нагревающего валика или инфракрасного облучения. После операции плавления полоса 3 обратно-отражающего покрытия несет оплавленный порошок 9 для электростатической печати на своей поверхности как изображение, соответствующее первоначальному образованному изображению, посланному на печатающее устройство.
Затем обратно-отражающее покрытие наслаивается на полосу 10 опорного материала, например алюминиевой полосы, толщиной 0,8 мм с рулона 11. Этот опорный или несущий материал приводится в плотный контакт с полосой 3 обратно-отражающего покрытия посредством валика (ролика) 12 и наслаивается с помощью пары роликов 13 и 14, образующих зажим 15. Предпочтительно защитная прозрачная покрывающая пленка, образованная как полоса 16 из рулона 17, приводится в плотный контакт посредством управляющего ролика 18 и одновременно наслаивается в местоположении зажима 15. Как конечная стадия, номерной знак 19 вырезается с помощью режущего устройства 20.
Факультативно стадия окантовки (штамповка выпуклая или вогнутая) может также проводиться после наслоения в местоположении зажима 15. Такая окантовка номерного знака служит для упрочнения и дальнейшего усиления жесткости результирующего номерного знака 10. Однако окантовка путем штампования или дештампования не требуется для печатания способом согласно этому варианту реализации.
Предпочтительно плавление порошка для электростатической печати производится одновременно со стадией наслоения и соответствующая температура образуется как часть стадии наслоения. В таком варианте реализации тепло и температура могут быть образованы с помощью нагреваемых роликов 13 и 14, образующих зажим 15.
В прошлом пары растворителей обычно образовывались разными растворителями красителей или красок, используемых для образования изображения. Дополнительно в способе по фиг. 2 изображение образуется электронным или цифровым способом, а не механическим, как в способе на фиг. 1. Поэтому способ по фиг. 1, в частности, эффективен при проведении коротких по времени циклов, таких например, как изображения одной или двух пластин номерного знака, так как охватываемая и охватывающая матрица не должны заменяться или регулироваться после каждого очень короткого цикла изготовления номерных знаков. Далее диапазон возможных изображений не ограничивается теми, которые могут быть образованы комплектом механических матриц, а ограничивается только изображениями, которые могут быть образованы цифровым способом. Типично более широкий диапазон изображений может быть образован цифровым способом, нежели механическим способом. Такие цифровые изображения могут также изменяться быстрее и с меньшими затратами труда.
В обоих случаях реализации изобретения повторно-используемая поверхность 5 может альтернативно поставляться как поверхность бесконечного ремня или другого хорошо известного средства, для приема латентного изображения, приема сухого порошка для электростатической печати в соответствии с латентным изображением, и затем для переноса сухого порошка для электростатической печати на поверхность, подлежащую печати.
В другом способе реализации настоящего изобретения печатание изображения без штампования или чеканки схеметично показан на фиг. 3. Полоса светопропускающего защитного слоя 1, предпочтительно обеспечиваемая как рулон 2, имеет поверхность 3, подлежащую печатанию и нанесению обратно-отражающего покрытия в конечном изделии. Поверхность 3 входит в контакт с электростатической поверхностью 4 вращающегося барабана 5. Поверхность 4 была первоначально электростатически заряжена. Заряд изменялся с помощью лазерного устройства 6, образующего изображение, соединенного с цифровым устройством образования изображения (не показано). Лазерное устройство 6 изменяет электростатический заряд на участках поверхности 4, так что сухой порошок для электростатической печати из резервуара 7 устройства образования изображения принимается поверхностью 4 в дискретных зонах, соответствующих четкому контуру изображения. Дискретные участки 8 сухого порошка для электростатической печати, соответствующие четкому контуру изображения, затем применяются к поверхности 3 защитного покрывающего слоя 1, когда входит в контакт с вращающимся барабаном 5. Таким образом, сухой порошок для электростатической печати прилипает к поверхности 3 в участках поверхности, соответствующих четкому контуру изображения, образованному цифровым средством образования изображения. Нанесенный сухой порошок для электростатической печати 9 затем плавится в нагревающем устройстве 10 для образования фиксированного изображения 11, образованном на поверхности 3 компонента знака.
Затем полоса 12 обратно-отражающего покрытия, подаваемая рулоном 13, приводится в плотный контакт с поверхностью 3 с помощью направляющего ролика 14. Предпочтительно опорная полоса, образованная, например, из рулона алюминия 15, также приводится в плотный контакт с противоположной стороны обратно-отражающего покрытия 12 посредством ролика 16. Затем пара роликов 17 и 18 образует зажим 19, побуждающий три полосы к образованию слоистого изделия. Затем, результирующее слоистое изделие может быть разрезано на номерные знаки 20 с помощью общего режущего устройства 21. Факультативно и предпочтительно окантовкой номерного знака 20 может быть кантом выпуклым или кантом вогнутым после пропускания через зажим 19, для образования дополнительной прчности номерного знака 20.
Как в случае способа на фиг. 2, способ на фиг. 3 является универсальным и эффективен в течение коротких по времени циклов печати.
Как и в способе по фиг. 2, способ по фиг. 3 может альтернативно и предпочтительно объединять плавление и наслаивание в одну одновременную операцию путем использования нагреваемых роликов 17 и 18 в зажимном устройстве. Альтернативно стадии частичного плавления может использоваться первоначально для улучшения манипулирования (обработки) и снижения тенденции размазывания сухого порошка для электростатической печати после нанесения на полосу, но до окончательного наслоения во время плавления.
Предпочтительно реализация знака согласно настоящему изобретению, показана в разрезе на фиг. 4 под позицией. Знак 1 включает в себя факультативный верхний защитный слой 2, имеющий первую или наружную поверхность 3 и вторую или внутреннюю поверхность 4. Факультативный верхний защитный слой 2 расположен на стороне звена 1, которая должна быть видна и предпочтительно по существу прозрачна. Продвигаясь через знак 1 от видимой стороны, следующий слой является непрерывным слоем 5 изображения, который образован из расплавленного сухого порошка для электростатической печати. Слой 5 изображения имеет первую или направленную наружу поверхность 6 и вторую или направленную внутрь поверхность 7. Продвигаясь через знак 1, следующий слой будет слоем 8 обратно-отражающего покрытия. На фиг. 4 слой обратно-отражающего покрытия представляет собой покрытие с капсулированными в нем линзами, и ориентированными чтобы обратно отражать свет, поступающий с направления факультативного верхнего защитного слоя 2. Такие покрытия 8 предпочтительно включают в себя нижний адгезивный слой 9, зеркальный отражающий слой 10, прозрачный прокладочный слой 11, монослой линз 12 и прозрачный верхний слой 13. Обратно-отражающие покрытия с капсулированными линзами в нем известны. Ниже обратно-отражающее покрытие 8 является листом 14 поддерживающей подложки, имеющим верхнюю поверхность 15 и нижнюю поверхность 16. Предпочитаемой подложкой является алюминий, однако сталь, дерево или фанера или различные пластиковые листы могут быть соответствующими альтернативами.
В окончательной форме слои 2, 5, 8 и 14 знака 1 накладываются слоем на слой друг на друга вместе, так что свет, поступающий на знак 1 через верхний защитный слой 2 и не встречающий непрерывного слоя 5 изображения, отражается обратно-отражающим покрытием 14 для прохождения обратно через верхний защитный слой 2. Так как свет отражается обратно, он обычно возвращается по или почти по своей первоначальной траектории. Путем сравнения света, поступающего на знак 1 через верхний защитный слой 2 и встречающий непрерывный слой 5 изображения, определяется различие. Если непрерывный слой изображения является непрозрачным, он будет либо поглощать свет, либо отражать (но не обратно отражать) свет назад через верхний слой под новыми углами обычно некоторого диапазона.
Если непрерывное изображение может передаваться на некоторых длинах волн света и поглощаться на других длинах волн, передаваемые длины волн будут проходить до обратно-отражающего слоя 8 для обратного отражения назад до первоначальной траектории. Во время обзора также светопередаваемые цвет изображения 5 будут производить цветное световое изображение, соответствующее для передачи информации обозревателю.
Предпочитаемые твердотельные порошки для электростатической печати имеют следующие характеристики: стойкость к разложению под действием погодных условий, хорошая адгезия к подложке, на которую они наносятся. Сухой порошок для электростатической печати, соответствующий для реализации настоящего изобретения, требует красящего и связующего агента. Если порошок для электростатической печати должен наноситься посредством электростатической поверхности барабана, носитель заряда также должен быть включен в порошок для электростатической печати.
Соответствующим связующим агентом может быть полимер алкилзамещенного акрилата или метакрилата, с алкильной группой, имеющей от 1 до 9 атомов углерода, или смесями таких акрилатов, и особенно сополимер метил-и-бутилметакрилатов, таких, например, как "Акрилойд В-66", выпускаемый фирмой "Ром энд Наас компани". Другими соответствующими связующими агентами являются поливинилацетали, например, поливинилбутираль, такой как бутвар, ответвление поливинилбутиралей В-90 или В-72, выпускаемых фирмой "Монсанто кемикал компани"; полиолефины; полиэфиры, такие как витель, ответвление РЕ-200D фирмы "Гудир тайр энд раббер компани" или АРАКОТ 3000, ответвление оканчивающегося карбоксилатом полиэфира факультативно в смеси с арадайтом РТ-810 ответвления полуфункциональной эпоксидной смолы (триглицидилизоцианурат), оба выпускаемые фирмой "Сиба-Гейги кемикал компани"; и винильные смолы, такие как винилайт ответвление винильной смолы, сополимер ВАГ винилхлорида и винилацетата, выпускаемый фирмой "Юнион карбайд корпорейшн".
Предпочитаемые связующие агенты характеризуются относительно высокой прозрачностью и чистотой. Дополнительно предпочитаемые связующие агенты имеют температуры стеклования (Tg) примерно от (-15) до 150оС, предпочтительно от 35 до 110оС, и наиболее предпочтительно около 50оС. Наиболее предпочитаемые связующие агенты выбраны на основе их потенциального сильного химического взаимодействия с поверхностью, подлежащей печатанию. Специально рассмотренные с точки зрения учитываемых факторов, обеспечивающих потенциал для сильного химического взаимодействия, являются подобие образования связей, таких как ионные или ковалентные связи, донор-акцепторные связи, а также вторичные связи, как водородные связи и связи ван дер Ваалса между связующим агентом и поверхностью, подлежащей печатанию.
Дополнительно наиболее предпочитаемые связующие агенты могут наслаиваться, когда включены в сухой порошок для электростатической печати, при температурах примерно от 50 до 240оС, предпочтительно при температурах примерно от 120 до 200оС. Например хорошо известное ответвление рефлекто-лайт обратно-отражающего покрытия, выпускаемого фирмой "Миннесота Майнинг энд мануфекчуринг компани", гор. Сан-Пол, штат Миннесота, имеет поливинилбутиральную поверхность, и поэтому совместимые связующие агенты, которые побуждают сухие порошки для электростатической печати сослаиваться при температурах от примерно 50 до 240оС, могут плавиться во время наслаивания на обратно-отражающее покрытие защитной пленки сополимера этилен-акриловой кислоты (ЕАА).
Температуры сослаивания относятся к температурам, измеренным на поверхности роликов 17 и 18 на фиг. 2 и 3 соответственно. Температуры на поверхностях, таких как 1 на фиг. 2 или 1 на фиг. 3, могут быть ниже, чем температуры сослаивания, упомянутые здесь. Наиболее предпочтительными являются связующие агенты, которые могут использоваться при температурах около 150оС. Предпочитаемые связующие агенты также являются стойкими к разложению под действием ультрафиолетового (УФ) света, и являются адгезивными к поверхности, на которой печатается порошок для электростатической печати.
Соответствующие носители заряда могут быть управляющими агентами положительного заряда, предназначенные для использования в качестве добавок в составы сухих порошков для электростатической печати, таких например, как сополимеры бутил-и-метил-метакрилата (такого как ТРИБЛОКС РС-100 ответвление акрилового полимера (выпускаемого фирмой "Е.И.Дюпон де-Немур компани"). Полиэфиры и винильные полимеры могут также использоваться в качестве носителей заряда. Предпочитаемый носитель заряда типа акрилового сополимера имеет следующие характеристики: молекулярный вес от 2000 до 5000; температура стеклования (Tg) от 53 до 59оС, ввод в действие примерно при 45оС, содержание азота около 1% при измерении способом ядерного магнитного резонанса (ЯМР).
Предпочитаемые носители заряда также являются относительно светопропускающими или прозрачными материалами и стойкими к разложению под действием ультрафиолетового света. В отношении черного порошка для электростатической печати прозрачный носитель заряда не имеет значения. Например, азиновый краситель (Нигрозайн сольвент Блэк 7, С1 N 50415 1), выпускаемый фирмой "Ориент кемикал компани", порт Ньюарк, штат Нью-Джерси, может использоваться как носитель заряда для такого порошка для электростатической печати. Наиболее предпочтительными носителями заряда являются акриловые полимеры, т.е. алкильные акрилаты или алкильные метакрилаты, имеющие функциональность амина, т. е. функциональные группы, включающие в себя аминный азот или четвертичный аммониевый азот.
Соответствующими красителями могут быть пигменты, такие как Пигмент Красный (179 или 224, выпускаемый фирмой "Гармон-Мобей кемикал компани"; Пигмент Желтый 110 или Пигмент Фиолетовый 37, выпускаемый фирмой "Соба-Гейги компани"; Пигмент Зеленый 7 или 36, выпускаемый фирмой "Сан кемикал компани"; Пигмент Синий 15:1 или Синий 15:6, выпускаемый фирмой "БАСФ"; и углеродная сажа Регал 500R, выпускаемая фирмой "Кабот корпорейшн".
Соответствующие красящие компоненты могут также быть красителями такими как Амапласт Желтый, выпускаемый фирмой "Калор-кем интернейшнл корпорейшн" или латил Блестящий Синий BGA, выпускаемый фирмой "Дюпон компани". Вообще, пигменты или красители должны быть стойкими к разложению под действием химических загрязнителей окружающей атмосферы и разложению под действием ультрафиолетового света. Предпочтительно пигменты диспергированы в диспергирующем полимере, например, Красный 229, диспергированный в полимере Винилита BAGL в весовой пропорции 1 1. Такое диспергирование помогает поддерживать небольшой размер пигментных частиц, что необходимо для получения светопропускающего изображения.
Изображение из оплавленного порошка для электростатической печати на обратно-отражающих знаках предпочтительно является светопропускающим для всех цветов за исключением черного. Иначе говоря, по крайней мере 10% света, поступающего в зону изображения, проходит через порошок для электростатической печати за исключением случая углеродной сажи. Однако в случае черных изображений в результате использования углеродной сажи изображения из расплавленного порошка для электростатической печати предпочтительно непрозрачные. Иначе говоря, никакой свет, поступающий в зону черного изображения, не проходит через порошок для электростатической печати.
Соответствующие сухие порошки для электростатической печати могут быть приготовлены путем объединения около 64 до 98 мас. связующего агента примерно с 1 до 20 мас. носителя заряда и примерно от 1 до 16 мас. красящего агента; предпочтительно объединение примерно 76 92 мас. связующего агента с 2 12 мас. носителя заряда и 6 12 мас. красящего агента; и наиболее предпочтительно объединение примерно 88 мас. связующего агента с 4 мас. носителя заряда и 8 мас. красящего агента.
Связующий агент, агент носителя заряда и красящий агент могут быть механически перемешаны (и связующий агент, а также носитель заряда в расплаве), используя сдвоенный шнековый экструдер, такой как сдвоенный шнековый экструдер с переменной скоростью, например модель с зубчатой передачей Бейкера Перкинса, имеющую реометр крутящего момента реокорда Хаака. Предпочтительно сдвоенный шнековый экструдер образует температуру примерно от 150 до 225оС во время экструзии. Экструдированный продукт может быть измельчен в молотковой мельнице и затем в струйной мельнице для образования смеси, имеющей размеры частиц в диапазоне от примерно 5 до 100 мкм, предпочтительно примерно от 5 до 50 мкм и наиболее предпочтительно примерно от 5 до 20 мкм. Соответствующей струйной мельницей является ПРА Суперзвуковая Струйная мельница модели PJMIDS-2, выпускаемой фирмой "Ниппон пневматик мануфекчуринг компани". Результирующий материал может использоваться в бункере для порошка для электростатической печати печатающего устройства лазерного типа.
Соответствующие поверхности компонентов знака, подлежащие печатанию, могут быть изготовлены из материалов, включающих в себя полимеры, выбранные из группы, состоящей из полиалкилакрилатов, полиалкилметакрилатов, полиэфиров, винилполимеров, полиуретанов, эфиров целлюлозы, фторполимеров, поликарбонатов, полиолефинов, иономерных сополимеров и сополимеров этилена или пропилена с акриловой кислотой, метакриловой кислотой или винилацетатом.
Соответствующие обратно-отражающие покрытия включают в себя ответвление скотч-лайт высокой интенсивности обратно-отражающего покрытия и рефлекто-лайт ответвления обратно-отражающего покрытия. Поверхностные слои могут быть выполнены из полиалкилакрилатов или полиалкилметакрилатов (особенно полиметил-метакрилата (РММА)), полиэфиров, винилполимеров и поливинилацеталей, например, поливинилбутиралей. Ответвление скотч-лайт и ответвление рефлекто-лайт обратно-отражающих покрытий выпускаются фирмой "Миннесота майнинг энд мануфекчуринг компани" города Сан-пол, штат Миннесота.
Широкий диапазон электрофотографических печатающих устройств может использоваться для реализации настоящего изобретения. Одним соответствующим печатающим устройством является серия ЗМ многофункционального печатающего устройства модели 1800, выпускаемой фирмой "Миннесота майнинг энд мануфекчуринг компани", города Сан-Пол штата Миннесота. Модель 1800 печатающего устройства была первоначально предназначена для автоматической подачи бумаги, но может работать на непрерывных полосах (рулонной бумаги) с модификациями, которые относятся к области знаний компетентного специалиста. Сухой порошок для электростатической печати согласно настоящему изобретению может быть заменен порошком для электростатической печати, обычно используемым с печатающим устройством. Печатающее устройство модели 1800 является двухрежимным печатающим устройством. Печатающее устройство способно печатать с карточек или микрофильмов при апертуре (диафрагме) 35 мм. Печатающее устройство также принимает цифровую информацию от главного компьютера (такого как компьютер фирмы "Сан микросистемс") в форме растровых файлов. Другим соответствующим печатающим устройством является серии ЗМ модель 679 лазерного печатающего устройства L BО фирмы "Миннесота майнинг энд мануфекчуринг компани" Сан-Пола, штат Миннесота. Предпочтительно такое печатающее устройство используется совместно с контроллером модели 1811 серии ЗМ, также выпускаемого фирмой "Миннесота майнинг энд мануфекчуринг компани". Оба эти печатающие устройства способны на 200 точек на дюйм (т/д) (т.е. 79 точек на сантиметр или 3,95 строчных пар на миллиметр) горизонтальной и вертикальной разрешающей способности и принимают фастровые файлы данных либо от основанной на растрах системы главного компьютера (компьютер "Сан Микросистемс"), либо от основанной на векторах системы главного компьютера через векторно-растровый преобразователь.
Реферат
Использование: в автодорожной промышленности. Сущность изобретения: на отдельные участки отражающего покрытия наносят полимер, выбранный из группы, содержащий полиалкилакрилаты, полиалкилметакрилаты, сложные полиэфиры, винильные сложные полиэфиры, винильные полимеры, полиуретаны, сложные целлюлозные эфиры, фторполимеры, поликарбанаты, полиолефины, поливинилацебали, иономерные сополимеры и сополимеры этилена или пропилена с метакриновой кислотой или винилацетатом. На полимере формируют видимое изображение порошковым тонером. Тонер содержит краситель, прозрачное полимерное связующее, обладающее адгезионными свойствами к полимеру отдельных участков, и носитель заряда. Носитель заряда содержит полимер, выбранный из группы, содержащий метакриновые полимеры с функциональными группами, имеющими, по крайней мере, аминовую или четвертичную аммониевую группы и азиновые красители. 4 ил.
Комментарии