Подшипник и способ его изготовления - RU2391568C1
Код документа: RU2391568C1
Чертежи




Описание
Изобретение относится к машиностроению, а именно к опорам качения и скольжения различных механизмов и машин, а также к отдельным деталям машин - валикам, роликам, втулкам, осям и другим деталям.
Известны многочисленные конструкции подшипников качения, детали которых изготовлены из сплошного материала [1].
Недостатком данной конструкции является повышенный расход материала и высокая трудоемкость изготовления.
Известна конструкция подшипника [2], содержащая внутреннее металлическое кольцо и наружное кольцо, выполненные из литейного материала, например, полиамида, заключенного в тонкостенную металлическую оболочку, имеющую монтажные размеры.
Недостатком данной конструкции является повышенный расход материала, высокая трудоемкость изготовления внутреннего кольца и недостаточно высокая прочность рабочей поверхности наружного кольца.
Наиболее близким по технической сущности к заявленной конструкции (прототипом) является конструкция подшипника, (авторское свидетельство СССР №1682091, кл. В23К 20/00, 1991), содержащая детали, сердцевина которых изготовлена из волокнистого материала.
Наиболее близким по технической сущности к заявленному способу является способ изготовления подшипника (авторское свидетельство СССР №1682091, кл. В23К 20/00, 1991), включающий навивку на катушку, используемую в качестве наружной оболочки детали, в несколько слоев металлического проката (прототип). В качестве проката используют металлическую нить, а закрепление наружных слоев детали осуществляют напрессовкой на нее металлической оболочки, соответствующей внешней форме детали.
Недостатками данной конструкции подшипника и способа его изготовления являются пониженная жесткость детали, так как между витками остается большое свободное пространство, а также недостаточная прочность детали, так как материал деталей используется в неупрочненном виде и в результате слабого натяга между наружной оболочкой и податливой сердцевиной.
Задачей изобретения является устранение указанных недостатков, а именно повышение жесткости и прочности деталей подшипника.
Поставленная задача достигается тем, что в известной конструкции подшипника, содержащей детали, изготовленные из волокнистого материала, в качестве волокнистого материала используют многослойную термически упрочненную металлическую ленту или проволоку, а волокна спрессованы между собой холодной пластической деформацией.
Поставленная задача достигается тем, что в известном способе изготовления подшипника, включающем формирование деталей путем навивки в несколько слоев металлического проката, металлический прокат используют в термоупрочненном хрупкопластическом состоянии, перед укладкой витков осуществляют его пластический изгиб, укладку витков осуществляют с натяжением, вызывающим напряжения растяжения, близкие к пределу упругости материала проката, после или в процессе навивки формируемую деталь подвергают раскатке с обеспечением необходимой плотности волокон, заданной формы и размеров детали.
Основными отличительными признаками предлагаемой конструкции подшипника являются следующие:
1. Волокнистый материал, из которого изготовлены детали, представляет собой металлическую ленту или проволоку.
2. Металлическая лента или проволока находится в уплотненном и в термически упрочненном состоянии.
Основными отличительными признаками предлагаемого способа изготовления подшипника являются следующие:
1. Металлический прокат используют в термоупрочненном состоянии.
2. Перед укладкой витков осуществляют пластический изгиб проката.
3. Укладку витков осуществляют с натяжением, вызывающим напряжения растяжения, близкие к пределу упругости материала проката.
4. После или в процессе навивки формируемую деталь подвергают раскатке с обеспечением необходимой плотности волокон, заданной формы и размеров детали.
Так как металлическая проволока или лента находится в спрессованном состоянии, то это значительно увеличивает жесткость и прочность деталей. В результате того что лента или проволока используются термически упрочненными, то они обладают высокой прочностью, а следовательно, обеспечивается повышенная прочность самой детали.
Использование для навивки термоупрочненного проката обеспечивает повышение прочности детали. Важно, что перед укладкой витков прокат подвергают пластическому изгибу, чтобы предотвратить возможность раскручивания витков после навивки из-за наличия в них остаточных упругих напряжений изгиба. Этому же способствует укладка витков с максимально возможным натяжением, так как при этом витки прочно удерживаются между собой из-за создаваемого в результате этого трения. Использование раскатки обеспечивает устранение напряжений растяжений в витках детали, дополнительно придает ей высокую прочность и устойчивость, а также формирует заданные форму и размеры ее поверхностей.
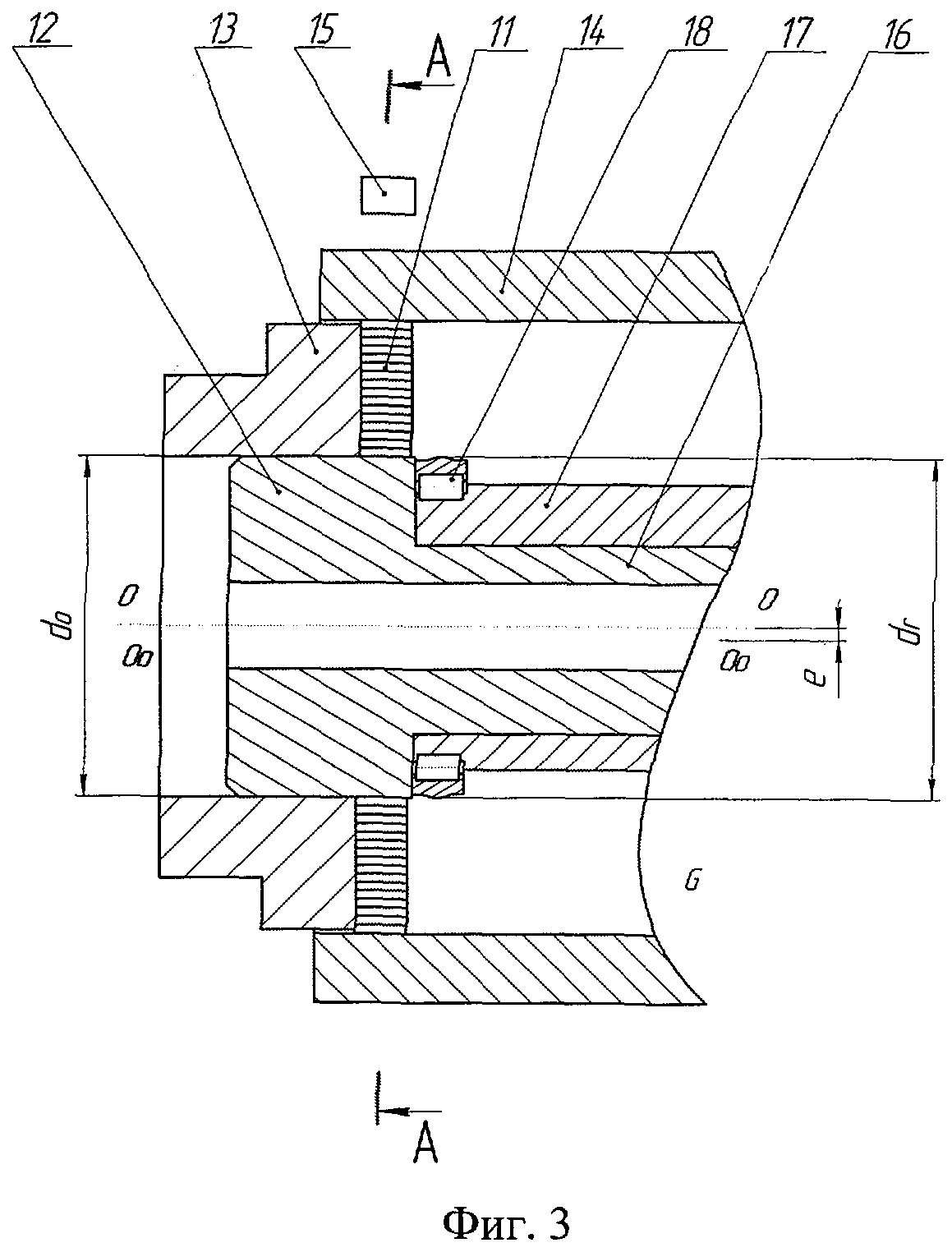
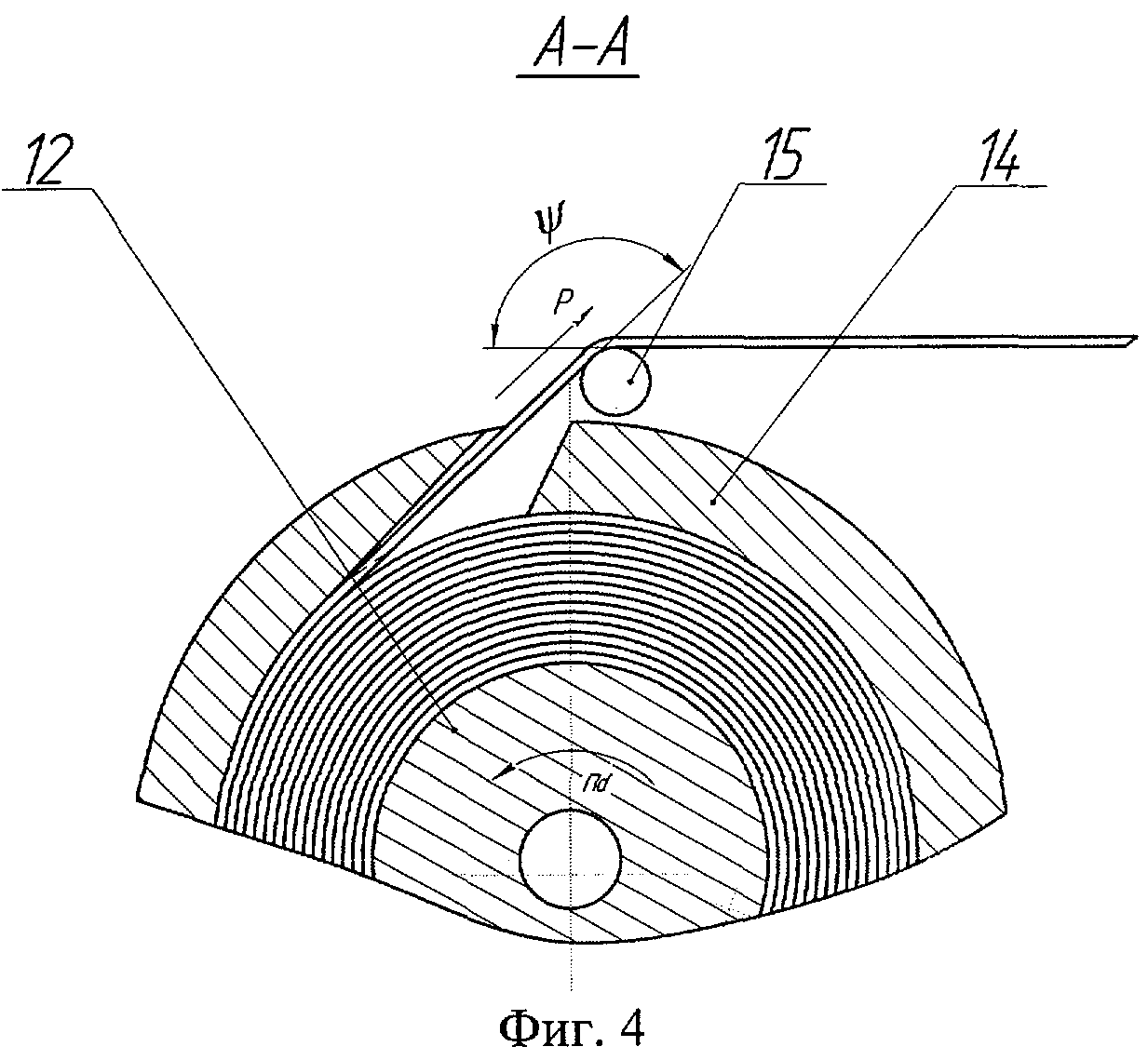
Сущность изобретения поясняется чертежами, где на фиг.1 показан вариант конструкции упорного подшипника качения; на фиг.2 представлена конструкция шарикового подшипника; на фиг.3 приведена схема осуществления навивки детали из проката; на фиг.4 приведена та же схема навивки, но в поперечном сечении; на фиг.5 показана схема раскатки детали; на фиг.6 приведена та же схема раскатки, но в поперечном сечении.
На фиг.1 изображено поперечное сечение упорного шарикового подшипника с внутренним диаметром dν, наружным диаметром dn и высотой h. Между верхним 1 и нижним 2 кольцами расположены шарики 3. В качестве материала наружного 1 и внутреннего 2 колец используют спрессованную ленту из термически упрочненного хрупкопластичного материала, что обеспечивает высокую прочность деталей. Волокна металла в кольцах 1 и 2 расположены вдоль оси вращения колец, что обеспечивает плавность работы подшипника и способствует повышению его долговечности. Кольца 1 и 2 залиты пластмассовыми оболочками 4 и 5. Оболочка 5 имеет выступ, который входит в кольцевую канавку оболочки 4. Вместе они образуют замок 6 для предотвращения непроизвольного разъединения колец и выпадения шариков. Лабиринтное пространство, образуемое оболочками 4 и 5, а также замок 6 обеспечивают удержание смазки в подшипнике и предотвращают попадание в подшипник внешних загрязнений.
Шарики устанавливаются без сепаратора, что упрощает изготовление подшипника и увеличивает его допускаемую внешнюю нагрузку. Требуемое число шариков в шарикоподшипнике определяется зависимостью:

где ds - номинальный диаметр шариков; dg - диаметр дорожки качения.
Расчетное число шариков z округляется до минимального целого zf. Требуемый фактический диаметр шариков находится из выражения:
dsf=dg·sin(π/zf)-Δs,
где Δs - допустимый зазор между шариками: Δs=(0,05…0,10) мм.
Если зазор между шариками сделать выше указанного, то при работе подшипника они будут неравномерно распределяться вдоль дорожки качения и могут соударяться друг с другом.
На фиг.2 показана конструкция шарикового подшипника. Между наружным кольцом 7 и внутренним кольцом 8 установлены шарики 9. Наружное 7 и внутреннее 8 кольца изготовлены из плющенной металлической проволоки, витки которой плотно уложены между собой. Кроме того, материал колец после навивки получил пластическое уплотнение так, что витки плотно расположились вдоль поверхности деталей. Внутри деталей витки уплотнились менее значительно, так что между ними осталось некоторое свободное пространство.
Шарики 9 разделены сепаратором 10. Сепаратор 10 также изготовлен из термоупрочненной спрессованной металлической ленты, что обеспечивает его высокую прочность и к тому же упрощает изготовление подшипника.
На фиг.3 и 4 показан способ изготовления одного из колец подшипника. Деталь 11 формируют из металлической ленты, изготовленной из хрупкопластичного термически упрочненного материала, путем ее навивки на оправку 12, подвижно установленную в корпусе 13. При навивке ленты оправку 12 вращают вместе с корпусом 13 вокруг оси О-О. Деталь 11 формируют внутри цилиндрической матрицы 14, имеющей паз для протягивания ленты (фиг.4).
Перед навивкой ленту пластически изгибают с помощью ролика 15 (фиг.4) так, что она приобретает изгиб, радиус которой равен радиусу навивки. Это предотвращает раскручивание витков после навивки.
Навивку ленты осуществляют с натягом, сила Р которого равна:
Р=(0,8÷0,95)·σu·s,
где σu - предел упругости материала ленты; s - площадь поперечного сечения ленты.
Это дает возможность предварительно обеспечить прочность детали, необходимую для последующей обработки.
На оправке 12 с эксцентриситетом е выполнена цилиндрическая поверхность 16 (фиг.3), на которой установлена эксцентричная втулка 17, удерживающая роликовый раскатник 18. При навивке детали 11 втулку 17 и роликовый раскатник 18 устанавливают эквидистантно поверхности оправки 12 и вращают вместе с оправкой 12 вокруг оси О-О.
По окончании навивки оправку 12 и матрицу 14 смещают в осевом направлении относительно корпуса 13 (фиг.5 и 6) так, что роликовый раскатник 18 устанавливают на бывшее место оправки 12 в отверстии детали 11. Матрица 14 в месте расположения детали 11 имеет сплошную внутреннюю цилиндрическую поверхность. Затем, удерживая от вращения оправку 12, придают вращение с частотой nk корпусу 13 и матрице 14 (фиг.6). Под действием сил трения вместе с корпусом 13 и матрицей 14 вращается и деталь 11. Одновременно медленно поворачивают с частотой nr эксцентричную втулку 17 относительно оси цилиндрической поверхности 16 оправки 12 (фиг.6) так, что роликовый раскатник 18, перекатываясь по отверстию детали 11, постепенно уплотняет ее в радиальном направлении. Роликовому раскатнику 18 придают профиль будущей детали, например наружного кольца шарикового подшипника. Поэтому в процессе раскатки не только уплотняют деталь 11, но и выдавливают на ее внутренней поверхности дорожку качения.
В конце радиальной раскатки к торцу детали 11 подводят торцовый раскатник 19, ось которого располагают под углом α к оси вращения детали 11. Торцовому раскатнику 19 придают свободное вращение вместе с деталью 11. Под действием прикладываемой к торцовому раскатнику 19 силы G (фиг.5) уплотняют деталь 11 в осевом направлении. При необходимости на торцовом раскатнике 19 выполняют фасонный профиль (не показан), с помощью которого выдавливают необходимый профиль на торце детали, например, дорожку качения упорного кольца подшипника.
По такому же принципу осуществляют изготовление и внутренних колец подшипников. Только в этом случае роликовый раскатник располагают с наружной поверхности детали на матрице (не показано).
Пример. Разрабатываем конструкцию упорного подшипника 1118-2902840 (фиг.1) и способ его изготовления. Требуемая статическая грузоподъемность подшипника 44000 Н. В качестве материала наружного кольца 1 и внутреннего кольца 2 используем спрессованную металлическую ленту из материала 65Г, предварительно упрочненную до твердости HRCý46. Допустимое контактное напряжение для этого материала равно 3500 МПа. Плоскость ленты располагаем перпендикулярно торцовой плоскости кольца. Между кольцами 1 и 2 располагаем шарики диаметром 6 мм без сепаратора в количестве 38 штук. Дорожку качения выполняем диаметром Dg=73,5 мм, поэтому среднее расстояние между шариками равно 0,07 мм. Такое незначительно расстояние между шариками предотвращает их ударное взаимодействие между собой при работе подшипника. Кольца 1 и 2 помещаем беззазорно в оболочки 4 и 5, выполненные из армамида типа ПА СВ 30-2ТМЧ. Этот материал обладает достаточно высокой прочностью и надежно удерживает кольца 1 и 2. Радиус профиля дорожки качения принимаем равным 3,03 мм. При таком соотношении размеров тел и дорожек качения с учетом допустимого контактного напряжения статическая грузоподъемность подшипника равна 74520 Н. Это обеспечивает запас прочности подшипнику по статической грузоподъемности на 70% и, следовательно, оправдывает использование выбранного материала ленты.
При навивке колец используем ленту шириной 3 мм и толщиной 0,3 мм. Такая лента из указанного выше материала (65Г твердостью HRCý46) обладает достаточно высокой пластичностью. Навивку колец осуществляем по схеме, приведенной на фиг.3 и 4. Минимальный угол изгиба ленты перед навивкой принимаем равным ψ=100°, навивку осуществляем с натягом, равным:
Р=(0,8÷0,95)·550·(3×0,3)=400÷470 Н.
При таких параметрах навивки лента плотно укладывается в рулон и не имеет склонности к упругому раскручиванию. После навивки осуществляем уплотнение детали раскаткой по схеме, приведенной на фиг.5 и фиг.6. Так как лента предварительно уложена плотно, то радиальную раскатку ведем с эксцентриситетом е=1 мм. Торцовую раскатку осуществляем под углом α=1°. Торцовым раскатником выдавливаем на торце детали дорожку качения диаметром Dg=74,5 мм, радиусом rg=3,03 мм, глубиной 0,5 мм. Такой обработкой придаем детали заданные форму и размеры.
После прессования кольца осуществляем его заливку армамидом. При заливке кольца выдерживаем все необходимые посадочные размеры: диаметр отверстия 61,65±0,15, диаметр наружной поверхности 86,7+0,2. Размерная обработка дорожки качения с образованием ее радиуса rg=3,03+0,05 и глубины 1 мм осуществляется твердым точением с базированием относительно посадочных поверхностей детали с последующим ультразвуковым алмазным выглаживанием. Ультразвуковое алмазное выглаживание позволяет достигнуть заданную шероховатость поверхности и повысить твердость поверхности дорожки качения, обеспечив дополнительное повышение работоспособности подшипника. Кроме того, при такой обработке обеспечивается одноразмерность дорожек качения наружного и внутреннего колец и их точное расположение относительно посадочных поверхностей, что способствует повышению работоспособности подшипника.
Сборку подшипника осуществляем путем установки шариков на дорожку качения нижнего кольца и присоединения кольца наружного до защелкивания с внутренним кольцом.
Технико-экономическая эффективность предлагаемой конструкции подшипника и способа его изготовления заключается в следующем:
1. В повышении прочности и жесткости деталей подшипника.
2. В снижении трудоемкости и уменьшении себестоимости изготовления подшипника.
Источники информации
1. Спришевский А.И. Подшипники качения. М.: «Машиностроение», 1968. С.632.
2. Патент РФ №2087763. Шарнирный подшипник скольжения и способ его изготовления.
3. Авторское свидетельство СССР №1682091, кл. В23К 20/00, 1991.
Реферат
Изобретение относится к машиностроению, а именно к опорам качения и скольжения различных механизмов и машин, а также к отдельным деталям машин - валикам, роликам, втулкам, осям и другим деталям. Подшипник содержит детали, изготовленные из волокнистого материала. При этом в качестве волокнистого материала используют многослойную металлическую ленту или проволоку. Металлическая лента или проволока находится в уплотненном и термически упрочненном состоянии, а волокна спрессованы между собой холодной пластической деформацией. Также заявлен способ изготовления подшипника, заключающийся в формировании деталей путем навивки в несколько слоев металлического проката. Металлический прокат используют в термоупрочненном хрупкопластичном состоянии. Перед укладкой витков осуществляют пластический изгиб проката. Укладку витков осуществляют с натяжением, вызывающим напряжения растяжения, близкие к пределу упругости материала проката. После или в процессе навивки формируемую деталь подвергают раскатке с обеспечением необходимой плотности волокон, заданной формы и размеров детали. Технический результат: повышение жесткости и прочности деталей подшипника. 2 н.п. ф-лы, 6 ил.
Комментарии