Кольцо подшипника с дополнительным компонентом и способ изготовления такого кольца подшипника - RU2556139C2
Код документа: RU2556139C2
Чертежи
Описание
Область техники
Настоящее изобретение относится к кольцу подшипника роликового подшипника, содержащему дополнительный компонент, заключенный в материал кольца. Изобретение дополнительно относится к способу изготовления кольца подшипника с заключенным в него дополнительным компонентом экономически эффективным способом.
Уровень техники
Подшипники обычно используются для поддержки и удержания вращающегося элемента, прикрепленного к невращающемуся элементу. Это может быть, например, колесо на транспортном средстве, крыльчатка на воздушной турбине или барабан в стиральной машине. Во время использования подшипник подвергается различным нагрузкам, как статическим, так и динамическим. Статическая нагрузка создается, главным образом, за счет веса машины, тогда как динамические нагрузки создаются из-за условий работы машины.
Для контроля нагрузок и напряжений, прилагаемых к подшипнику, могут использоваться датчики смещения. Одним из типов датчиков смещения, используемым для такого типа измерения, являются тензодатчики. Один или более тензодатчиков прикрепляются к внешнему или кольцу подшипника, чтобы обнаруживать нагрузку, приложенную к подшипнику. В некоторых случаях один или более датчиков, прикрепленных к корпусу, в который монтируется подшипник, или к оси, поддерживаемой подшипником, могут также использоваться для определения нагрузок, приложенных к подшипнику.
Также датчик можно устанавливать в отверстии в кольце подшипника, чтобы контролировать нагрузки, приложенные к подшипнику. Такая установка предпочтительно используется на больших подшипниках, где сверление отверстия не влияет на прочность кольца подшипника. Однако установка датчика таким способом требует выполнения нескольких операций. Датчик дополнительно подвергается воздействиям со стороны окружающей среды, которые в некоторых случаях могут быть очень жесткими. Может также существовать необходимость, чтобы кольцо подшипника содержало и другие компоненты. Таким компонентом может быть магнитный материал, действующий совместно с датчиком Холла, расположенным вне подшипника, или средство идентификации, такое как электронная метка. Эти компоненты также будут подвергаться воздействиям со стороны окружающей среды.
Существует, таким образом, необходимость улучшения способа установки датчика и т.п. в кольце подшипника.
Краткое описание изобретения
Задачей изобретения поэтому является обеспечение кольца подшипника, содержащего заключенный в него дополнительный компонент. Дополнительной задачей изобретения является обеспечение способа установки дополнительного компонента в кольце подшипника.
Решение этой задачи в соответствии с изобретением описывается в характеризующей части п.1 формулы изобретения в отношении кольца подшипника и в п.11 формулы изобретения в отношении способа изготовления. Другие пункты формулы изобретения содержат предпочтительные варианты осуществления и дополнительные улучшения кольца подшипника и способа в соответствии с изобретением.
С помощью кольца подшипника, изготавливаемого из сортового проката прямого профиля, который изгибается в кольцевую форму, и в котором кольцо подшипника скрепляется посредством процесса сварки встык оплавлением, задача изобретения решается посредством того, что кольцо подшипника дополнительно содержит дополнительный компонент, заключенный внутри материала кольца подшипника.
Посредством этого первого варианта осуществления обеспечивается кольцо подшипника, соответствующее изобретению, в котором дополнительный компонент полностью заключен в материале кольца подшипника. Такой дополнительный компонент посредством изобретения дополнительно защищается от любых воздействий со стороны окружающей среды, которые в противном случае были бы вредны для дополнительного компонента. Кроме того, дополнительный компонент абсолютно защищен от неумелого обращения. Используя в качестве дополнительного компонента средство идентификации, возможно, таким образом, обнаружить соответствие конкретного кольца подшипника требованиям в течение всего срока службы кольца подшипника. Дополнительное преимущество этого состоит в возможности удостовериться, что подшипник, содержащий кольцо подшипника, является оригинальным подшипником, изготовленным заявленным изготовителем, что должно быть полезно в целях борьбы с подделками.
В предпочтительном последующем совершенствовании конструкции кольца подшипника в соответствии с изобретением, дополнительный компонент располагается в полости, заключенной внутри материала кольца подшипника. Использование полости предпочтительно, когда дополнительным компонентом является датчик и т.п., поскольку дополнительный компонент легче защитить во время сборки кольца подшипника. Полость также позволяет устанавливать датчик способом, создающим некоторую упругость, которая может дополнительно защитить датчик. Перед установкой кольца подшипника внутренность полости может быть закрыта крышкой. Эта мера будет дополнительно защищать дополнительный компонент во время установки кольца подшипника.
При предпочтительном дальнейшем совершенствовании конструкции кольца подшипника в соответствии с изобретением дополнительным компонентом является вставка материала с составом, отличным от состава материала кольца подшипника. Такой вариант предпочтителен, поскольку дополнительный компонент может быть жестким и относительно нечувствительным к температуре и давлению при сварке встык оплавлением, используемой для соединения кольца подшипника. Это будет, таким образом, облегчать соединение кольца подшипника.
При предпочтительном дальнейшем совершенствовании конструкции кольца подшипника в соответствии с изобретением дополнительным компонентом является средство идентификации, выполненное с возможностью идентификации конкретного кольца подшипника. Такой дополнительный компонент может быть различного рода и в одном из примеров может содержать различные материалы, которые могут обнаруживаться за пределами кольца подшипника. В другом примере средством идентификации является электронный компонент, содержащий идентификационный номер, например, электронную метку и т.п., использующий электромагнитное излучение для считывания идентификационного номера.
При предпочтительном дальнейшем совершенствовании конструкции кольца подшипника в соответствии с изобретением, дополнительным компонентом является датчик или модуль датчика, содержащий электронные компоненты. Примерами датчиков являются датчики нагрузки, температурные датчики или датчики ускорений. Сигнал от датчика может либо передаваться напрямую таким, какой он есть, либо перед передачей может быть предварительно обработан в модуле датчика. Сигналы могут передаваться через подключение, проходящее через материал кольца подшипника, которое, в свою очередь, соединяется с блоком управления. Сигналы могут также быть переданы через средство беспроводной связи, используя, например, электромагнитное излучение.
При предпочтительном дальнейшем совершенствовании конструкции кольца подшипника в соответствии с изобретением, дополнительный компонент содержит средство генерирования мощности, выполненное с возможностью подачи электропитания на датчик, на модуль датчика и/или на средство связи. Это предпочтительно с той точки зрения, что компоненты могут получать электропитание в течение всего срока службы кольца подшипника.
При предпочтительном дальнейшем совершенствовании конструкции кольца подшипника в соответствии с изобретением, кольцевой элемент содержит множество сегментов кольца, которые свариваются вместе сваркой встык оплавлением. Кольцевой элемент может содержать два полукруглых сегмента кольца, сваренных вместе на одном конце, чтобы сформировать кольцевой элемент, или же большее количество сегментов кольца, которые также свариваются вместе для формирования кольцевого элемента. Также возможно, чтобы два или более сегментов кольца сваривались вместе одновременно, непосредственно формируя, таким образом, кольцо подшипника. Это является преимуществом, поскольку с более короткими сегментами проката легче обращаться и формовать, например, изгибать, в круговую форму.
В соответствии с изобретением, способ изготовления кольца подшипника, содержащего дополнительный компонент, заключенный в кольцо подшипника, включает этапы, на которых изгибают или формуют сортовой прокат прямого профиля в кольцевой элемент или в сегмент кольца, помещают дополнительный компонент между двумя торцевыми поверхностями кольцевого элемента или между двумя торцевыми поверхностями сегмента кольца и сваривают две торцевые области кольцевого элемента или сегменты кольца вместе сваркой встык оплавлением.
Посредством этого первого варианта осуществления способа, соответствующего изобретению, обеспечивается способ, при котором дополнительный компонент полностью заключен в материал кольца подшипника. Преимущество этого способа состоит в том, что дополнительный компонент может быть установлен в кольцо подшипника способом, при котором достигаются как полная герметизация, так и защита от неумелого обращения.
В другом варианте осуществления изобретения способ изготовления кольца подшипника, содержащего дополнительный компонент, заключенный в кольцо подшипника, включает этапы, на которых формуют полость по меньшей мере на одной торцевой области сортового проката прямого профиля, изгибают сортовой прокат прямого профиля в кольцевой элемент, помещают дополнительный компонент в полость кольцевого элемента и сваривают две торцевые области кольцевого элемента вместе посредством сварки встык оплавлением.
Краткое описание чертежей
Далее изобретение будет описано более подробно со ссылкой на варианты осуществления, показанные на приложенных чертежах, на которых:
Фиг.1 - профилированный сортовой прокат, сформованный в виде кольца, до соединения кольца подшипника, соответствующего изобретению,
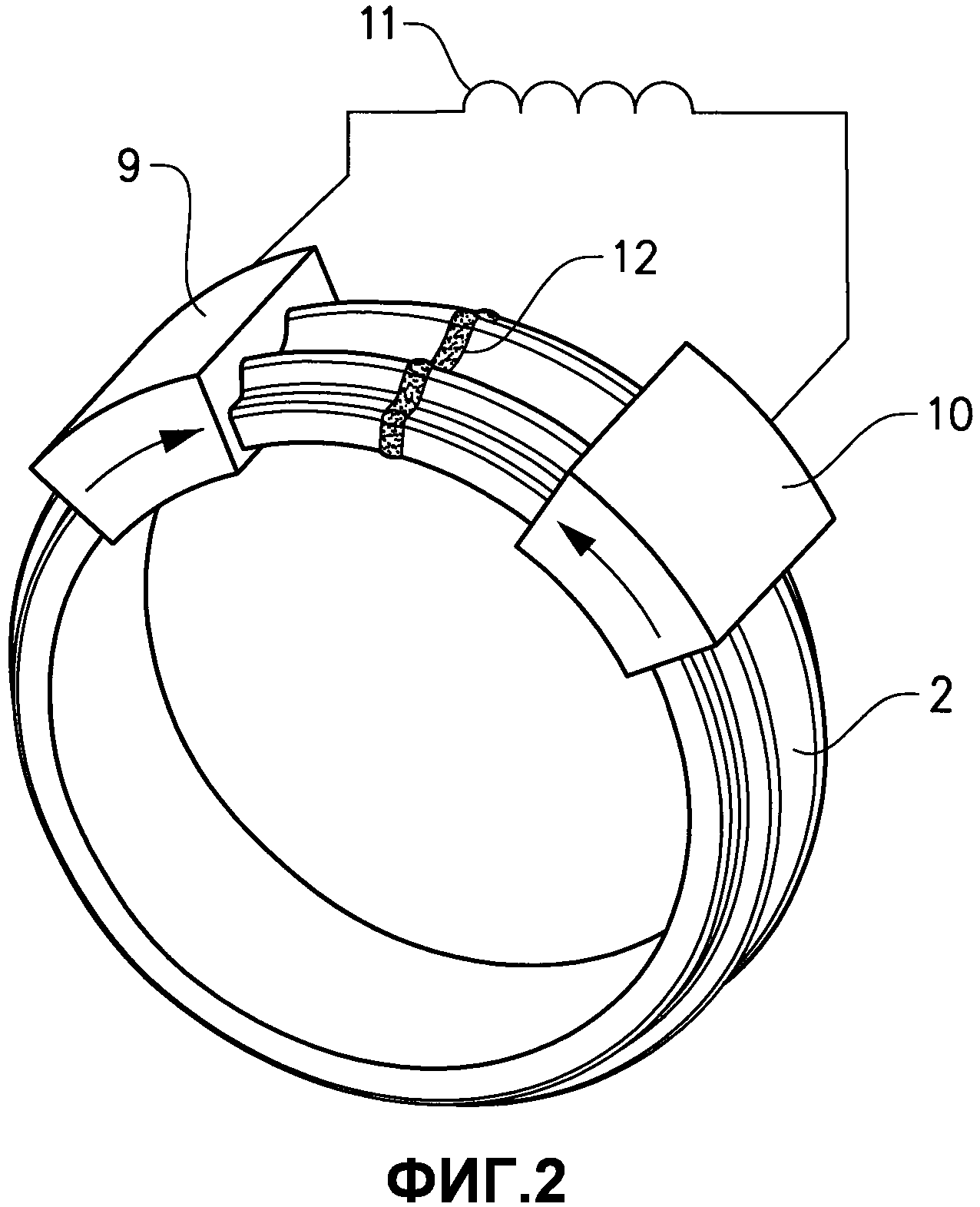
Фиг.2 - профилированный сортовой прокат во время соединения кольца подшипника, соответствующего изобретению,
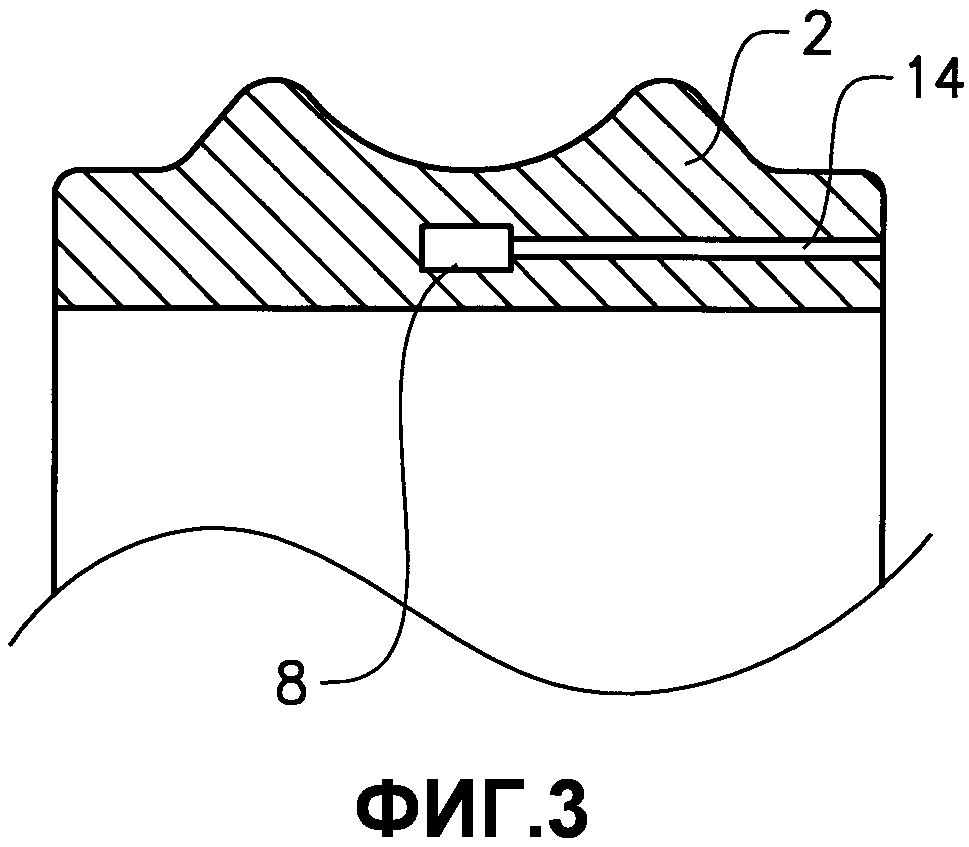
Фиг.3 - вид в разрезе кольца подшипника с дополнительным заключенным в него компонентом в соответствии с изобретением,
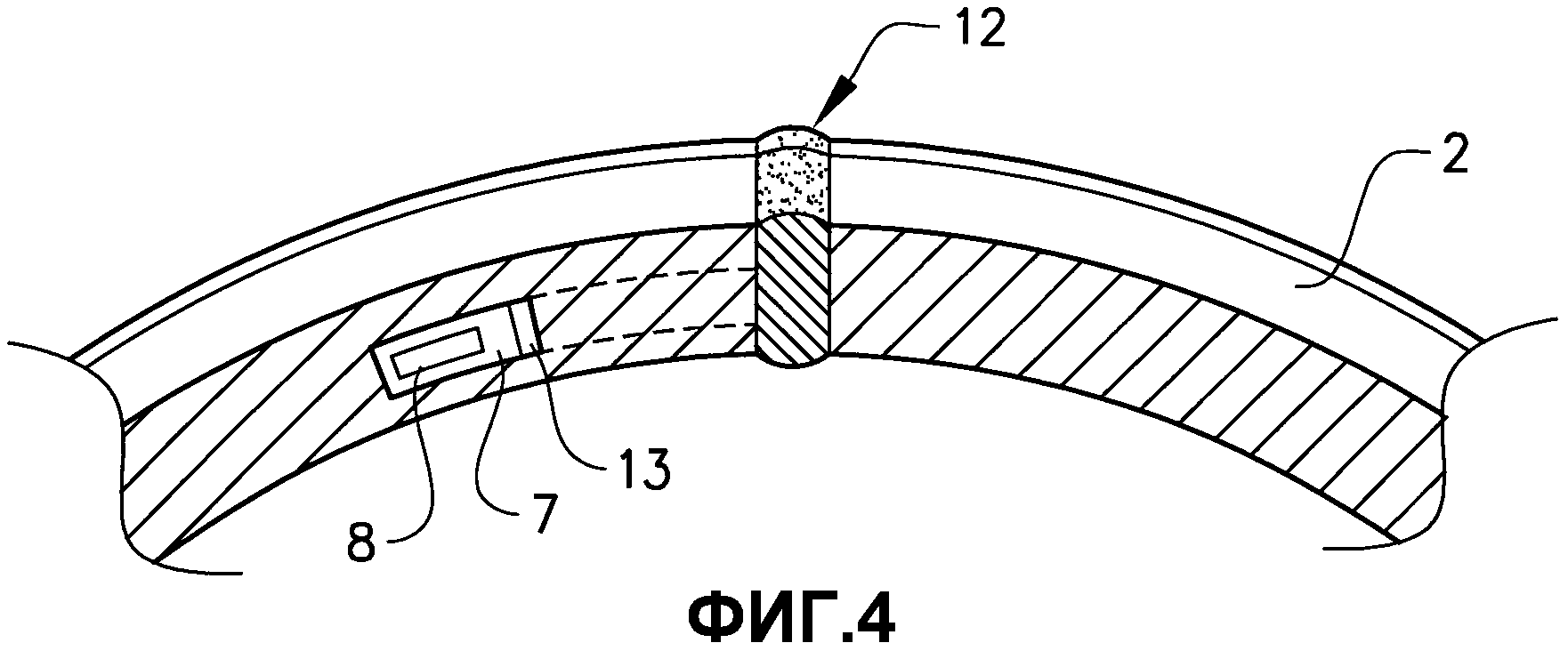
Фиг.4 - вид в разрезе кольца подшипника с дополнительным заключенным в него компонентом в полости в соответствии с изобретением, и
Фиг.5 - блок-схема способа изобретения.
Способы осуществления изобретения
Варианты осуществления изобретения, связанные с дальнейшим совершенствованием конструкции, описанные здесь далее, должны рассматриваться только как примеры и никоим образом не должны ограничивать объем защиты, предусмотренный патентной формулой изобретения.
На фиг.1 и 2 показан пример соединения кольца подшипника. В показанном примере две торцевые области внутреннего кольца подшипника соединяются вместе. Внешнее кольцо подшипника изготавливается таким же образом. Кольцо 1 подшипника формуется из сортового проката 2 прямого профиля, который изгибается в кольцевой элемент, имеющий первую торцевую область 3 с первой торцевой поверхностью 5 и вторую торцевую область 4 со второй торцевой поверхностью 6, примыкающие друг к другу. В показанном примере полость 7 обеспечивается в первой торцевой поверхности. Дополнительный компонент 8 обеспечивается в полости. Дополнительный компонент может быть одним из нескольких различных типов, таких как датчик, модуль датчика, идентификационная метка, вставка, изготовленная из специального материала, отличающегося от материала кольца подшипника, магнит или другое. Дополнительный компонент будет описан далее.
Кольцо подшипника помещается в сварочную машину для сварки встык оплавлением, имеющую первый зажимной инструмент 9 и второй зажимной инструмент 10. Зажимные инструменты соединяются с вторичной обмоткой 11 сварочного трансформатора, который будет обеспечивать ток для сварки встык оплавлением. Перед сваркой две торцевые области прижимаются друг к другу зажимными инструментами. Во время сварки электрическая мощность прикладывается к зажимам и торцевые области будут быстро нагреваться за счет поданной электрической мощности. Одновременно, зажимы дополнительно прижимаются друг к другу, создавая, таким образом, соединение в зоне 12 сварного шва, соединяющего кольцо подшипника. Во время сварки встык оплавлением торцевые поверхности будут нагреваться, и некоторое количество избыточного материала будет выдавливаться в стороны зоны сварного шва за счет давления, создаваемого зажимными инструментами. Избыточный материал будет содержать примеси и окисленный материал, которые, таким образом, удаляются из зоны сварного шва, оставляя соединение, по существу, с теми же самыми характеристиками, что и остальной материал кольца подшипника. Избыточный материал удаляется путем обработки при последующей операции, добиваясь, чтобы кольцо подшипника имело одно и то же поперечное сечение по всей длине. Поскольку никакой материал заполнителя не используется, состав материала будет оставаться одинаковым по всему кольцу подшипника. За счет тепловой обработки кольца подшипника, механические свойства также будут выровнены по всему материалу, так что получается кольцо подшипника, состоящее из однородного материала без каких-либо более слабых областей.
Обычная сварка с использованием материалов заполнителя не будет давать удовлетворительного результата при сварке вместе колец подшипника. Материал заполнителя неизбежно будет создавать область сварочного шва с другими характеристиками, которые образуют слабое место кольца подшипника. Такое кольцо подшипника может, возможно, использоваться для дешевых и низкокачественных роликовых подшипников. Другое преимущество использования сварки встык оплавлением состоит в том, что поскольку торцевые области прижимаются друг к другу, и материал будет немного течь, не требуется, чтобы торцевые поверхности были полностью параллельны до сварки. Таким образом, сечение сортового профиля не должно быть совершенно правильным и кольца подшипников с различными диаметрами могут использовать один и тот же угловой срез.
Дополнительный компонент заключается в кольцо подшипника во время соединения торцевых областей. После сварки дополнительный компонент будет полностью заключен в материале подшипника. Так как свойства материала кольца подшипника являются такими же, как у сварочного шва, местоположение дополнительного компонента может быть скрыто, если требуется. В зависимости от типа дополнительного компонента может, таким образом, оказаться невозможным видеть, что дополнительный компонент заключен в кольцо подшипника. Если дополнительный компонент требует подключений, то точка или точки подключения будут видны.
Кольцо подшипника, соответствующее изобретению, с заключенным в него дополнительным компонентом предпочтительно используется для больших колец подшипников, имеющих внутренний диаметр порядка 0,5 м и более. Одна из причин здесь состоит в том, что такие большие кольца подшипников являются дорогими, чтобы изготавливать их из одного куска материала, так как из одного куска материала в этом случае должно механически изготавливаться все кольцо подшипника. Дополнительная причина состоит в том, что дополнительный компонент будет относительно малым по сравнению с поперечным сечением больших колец подшипников. Таким образом, дополнительный компонент не будет влиять на прочность кольца подшипника в какой-либо существенной степени. Если полость для дополнительного компонента сконструирована так, что после сварки встык оплавлением будет существовать закрытая полость, то полость также не будет значительно влиять на прочность.
В зависимости от требований, могут использоваться различные типы дополнительных компонент. В первом варианте осуществления кольца подшипника, соответствующего изобретению, дополнительный компонент является одиночным датчиком. Это может быть, например, керамический температурный датчик, способный выдерживать температуру, которой он подвергается во время процесса сварки. На фиг.3 показан вид в поперечном разрезе кольца подшипника с дополнительным компонентом 8 в форме закрытого датчика, имеющего подключение 14, которое выходит из кольца подшипника через боковую стенку кольца подшипника. В показанном примере датчик может быть помещен в полость до того, как кольцевой элемент соединяется. Полость для датчика и подключение проектируются так, что избыточный материал не выталкивает датчик и подключение из кольца подшипника. Полость в этом примере будет заполняться расплавленной сталью во время сварки, так что датчик полностью закрывается внутри материала кольца подшипника. Соединение предпочтительно также делается из керамического материала или защищается керамическим материалом, так чтобы оно могло выдерживать температуру и давление процесса сварки. Таким образом, закрытый датчик с подключением интегрируется в кольцо подшипника простым и экономически эффективным способом. Датчик будет полностью защищен от воздействия окружающей среды, в которой монтируется подшипник.
Другим дополнительным компонентом, который может быть заключен в кольцо подшипника, является вставка, изготовленная из материала, отличного от материала кольца подшипника. Такой материал может быть, например, магнитным материалом, материалом, имеющим другую плотность, или материалом, имеющим другие магнитные свойства. Такой материал, заключенный в кольцо подшипника, может быть обнаружен датчиком, смонтированным снаружи кольца подшипника. Такой дополнительный компонент может использоваться, например, в качестве счетчика оборотов, обнаруживающего каждое прохождение дополнительного компонента. Заключая внутрь кольца подшипника вставку, изготовленную из материала, изменяющего свои свойства за счет воздействий окружающей среды, таких как нагрузка или температура, изменения в материале внутри кольца подшипника могут быть обнаружены датчиком, установленным снаружи кольца подшипника.
Еще одним применением дополнительного компонента, состоящего из вставки материала, отличного от материала кольца подшипника, должна быть идентификация различных типов колец подшипников, заключающих в себе дополнительный компонент. Таким способом получается защищенная от неумелого обращения идентификация различных колец подшипников. Одним из применений могут быть кольца подшипника, имеющие различные свойства материала, такие как различная степень твердости. Тип, имеющий высокую степень твердости, будет тогда содержать вставку, изготовленную из первого материала, а другой тип, имеющий более низкую степень твердости, будет содержать вставку, изготовленную из второго материала. Заключенный внутри кольца подшипника материал может быть обнаружен внешним датчиком, и тип кольца подшипника может контролироваться. Таким образом, возможно исследовать, использовался ли конкретный тип кольца подшипника в правильном месте и для правильного применения.
Также можно заключить в кольцо подшипника дополнительный компонент, который будет действовать как часть внешнего датчика. Например, можно создать емкостный датчик, у которого одна сторона заключена внутри кольца подшипника, а другая сторона находится снаружи кольца подшипника. Кроме того, с заключенным в кольцо подшипника дополнительным компонентом могут взаимодействовать магнитные датчики.
Другим типом компонента является электронный пассивный компонент, который может считываться извне, такой как электронная метка (RFID) и т.п. Такой компонент может, например, содержать идентификационный номер, считываемый бесконтактным способом. Идентификационный номер может указывать тип подшипника, дату изготовления или быть уникальным индивидуальным идентификационным номером. Таким образом, каждый индивидуальный подшипник может быть идентифицирован. Идентификационный номер защищен от неумелого обращения, так как он полностью заключен внутри материала кольца подшипника и не может быть удален или заменен, не оставляя следов. Это должно помогать в расследованиях, касающихся поддельных изделий.
Также возможно заключить в кольцо подшипника более совершенные дополнительные компоненты, такие как интеллектуальные датчики, активные компоненты, содержащие передатчик и даже компоненты, выполненные с возможностью самогенерации энергии для интегральной схемы. Такие компоненты более чувствительны к теплу и давлению и должны, таким образом, защищаться во время процесса сварки встык оплавлением. Один из способов защиты дополнительного компонента от расплавленного материала сварного шва состоит в том, чтобы сделать полость для дополнительного компонента относительно глубокой, так чтобы дополнительный компонент не соприкасался с расплавленным материалом. На фиг.4 показан дополнительный компонент 8, установленный в полость 7 с защитной крышкой 13. Крышка вставляется перед внутренней частью полости и защищает полость и дополнительный компонент во время сварки. Внешняя часть полости между крышкой и зоной сварки во время сварки может быть заполнена расплавом. Дополнительный компонент может также защищаться в оболочке, которая будет выдерживать воздействия давления и температуры. Оболочка может быть изготовлена, например, из керамического материала и может обладать функцией термоса с двойными стенами, которые улучшают защиту. Другой способ защиты дополнительного компонента состоит в охлаждении дополнительного компонента до очень низкой температуры, например, жидким азотом, и затем помещения дополнительного компонента внутрь оболочки. Так как сварка встык оплавлением является относительно быстрой операцией, дополнительный компонент в этом примере не будет чрезмерно нагреваться во время процесса сварки. Оболочка может быть сконструирована так, чтобы достаточно защищать дополнительный компонент, даже если сама оболочка повреждается.
Некоторые дополнительные компоненты могут быть также заключены в материал кольца подшипника без использования полости. В частности, более мелкие компоненты или дополнительные компоненты в форме вставок материала другого рода, чем материал кольца подшипника, могут помещаться между торцевыми поверхностями кольцевого элемента перед сваркой и оставаться в этом положении во время сварки встык оплавлением. Конечно, важно разработать дополнительный компонент таким образом, чтобы дополнительный компонент не вытеснялся из сварного шва вместе с избыточным материалом.
Полость может быть несколько удлиненной, так чтобы можно было использовать несколько удлиненный компонент. Одним из примеров удлиненного дополнительного компонента является удлиненный стержень, содержащий множество магнитов, пространственно распределенных вдоль стержня на некотором расстоянии между магнитами. При помещении в кольцо подшипника внешний датчик может обнаруживать магниты, проходящие мимо во время вращения кольца подшипника, что дает индикацию угловой скорости кольца подшипника. Удлиненный дополнительный компонент может также содержать множество пространственно распределенных вставок, изготовленных из материала, отличающегося от материала кольца подшипника. Эти вставки также могут обнаруживаться внешним датчиком, например, магнитным датчиком, для той же самой цели.
Удлиненный дополнительный компонент в форме модуля датчика может также содержать удлиненную катушку, выполненную с возможностью взаимодействия с внешним магнитом, помещенным снаружи кольца подшипника. Когда катушка проходит мимо магнита, наводится ток, который может использоваться для питания модуля датчика и/или передатчика/приемника, интегрированных в модуле датчика. Таким образом, модуль датчика является самозапитывающимся, что дает преимущество, поскольку невозможно заменить батарею. Возможны также другие способы электропитания заключенного в кольцо подшипника модуля датчика, такие как емкостное средство электропитания или электропитание модуля датчика электромагнитным излучением.
Полость может проходить через часть профильного сортового проката. Такая полость может, например, быть выполнена процессом сверления, фрезерования или электроискровой резки. Это позволяет вставить дополнительный компонент в полость на некотором расстоянии от сварного шва. Таким образом, дополнительный компонент не будет подвергаться воздействию температуры и давления в процессе сварки встык оплавлением в такой степени, когда дополнительный компонент помещается в торцевой области кольцевого элемента. Дополнительный компонент в этом примере может также быть защищен крышкой и/или защитной оболочкой. Это позволит использовать компоненты, более чувствительные к высоким температурам.
Во втором варианте осуществления кольцевой элемент содержит два или более сегмента кольца, которые свариваются встык оплавлением, чтобы сформировать кольцевой элемент. В этом варианте осуществления дополнительный компонент может быть помещен в каждую из зон сварки, так чтобы в кольце подшипника могли быть заключены два дополнительных компонента, когда кольцо подшипника изготавливается из двух полукруглых сегментов. Одним из преимуществ наличия двух противоположно расположенных дополнительных компонент является, например, то, что когда дополнительные компоненты используются для определения угловой скорости, разрешающая способность может быть более высокой. Также возможно заключить в разных сварных швах кольца подшипника разные дополнительные компоненты. Кольцо подшипника может, конечно, быть также изготовлено более, чем из двух сегментов, например, из трех 120-градусных сегментов или четырех 90-градусных сегментов. Одной из причин использования нескольких сегментов кольца является то, что можно легче изготавливать более мелкие сегменты кольца, например, изогнуть более короткий сегмент на 90 градусов легче, чем изогнуть более длинный сегмент на 360 градусов. Это также облегчит обеспечение высокой точности кольца подшипника, в частности, округлости кольца подшипника. Два или больше сегмента кольца могут свариваться встык оплавлением одновременно, чтобы сформировать кольцо подшипника сразу, или могут свариваться последовательно, один за другим, чтобы сформировать кольцевой элемент.
Одно из преимуществ способа, соответствующего изобретению, состоит в том, что дополнительный компонент может быть полностью заключен в материал кольца подшипника во время соединения двух торцевых областей кольцевого элемента. Создание полости для дополнительного компонента, например, посредством механической обработки, легче выполнить на прямом участке профильного сортового проката, прежде чем профильный сортовой прокат будет изогнут в кольцевой элемент. Полость, таким образом, может быть выполнена в одной или обеих торцевых областях, когда профильный сортовой прокат является прямым, что упрощает обработку профильного проката и доступ для инструментов к торцевой поверхности. Дополнительное преимущество состоит в том, что материал профильного проката легче обрабатывать, чем готовое кольцо подшипника, так как профильный прокат не закален. В зависимости от типа требуемой полости, возможно даже прессовать или штамповать соответствующую полость в торцевой области профильного проката в единой операции. Полость может также проходить по всему профильному прокату.
Другое преимущество состоит в том, что дополнительный компонент может быть интегрирован в кольцо подшипника, не влияя на прочность кольца подшипника. Датчик и т.п., который устанавливается в кольцо подшипника снаружи, потребует отверстие в наружной поверхности кольца подшипника, которое, по меньшей мере в некоторой степени, влияет на прочность кольца подшипника. В изобретении дополнительный компонент полностью заключен во внутренний материал кольца подшипника, который не оказывает значительного влияния на прочность. Размещая полость для дополнительного компонента в середине поперечного сечения профильного проката симметричным способом, влияние полости на прочность кольца подшипника будет незначительным. В соответствии со способом изобретения, дополнительный компонент будет также надежно устанавливаться в кольце подшипника. Не существует никакого риска, что дополнительный компонент выпадет или что дополнительный компонент будет поврежден или подвергнется воздействиям окружающей среды, таким как коррозийные вещества. Дополнительно, упрощается установка дополнительного компонента, так как количество требуемых операций сокращается.
Вариант осуществления способа, соответствующего изобретению, для изготовления кольца подшипника, содержащего дополнительный компонент, заключенный в кольцо подшипника, описывается посредством блок-схемы последовательности выполнения операций способа, показанной на фиг.5. На первом этапе 100 перед изгибом сортового проката прямого профиля формируется полость по меньшей мере в одной торцевой области сортового проката прямого профиля. Полость может проходить по всей длине или части длины профильного проката. Сортовой прокат прямого профиля может изготавливаться по-разному, как описано выше. Если никакая полость для дополнительного компонента не требуется, этот этап пропускается.
На этапе 110 сортовой прокат прямого профиля изгибается в кольцевой элемент, имеющий, по существу, ту же самую форму, которую будет иметь кольцо подшипника после соединения двух торцевых областей. Кольцевой элемент может быть изогнут либо так, чтобы торцевые поверхности были предварительно нагружены относительно друг друга, либо так, чтобы между ними существовало небольшое расстояние перед тем, как начнется соединение. Кольцевой элемент может также содержать два или более сегмента кольца, которые свариваются между собой, чтобы образовать кольцевой элемент.
На этапе 120 дополнительный компонент размещается между торцевыми поверхностями кольцевого элемента или в полости. В зависимости от типа дополнительного компонента, также возможно вставить дополнительный компонент в полость до изгиба кольцевого элемента. Некоторые дополнительные компоненты могут не выдерживать изгиба и поэтому вставляются после изгиба. Специально для удлиненных дополнительных компонент предпочтительно вставлять их до изгиба.
На этапе 130 две торцевые области кольцевого элемента свариваются друг с другом процессом сварки встык оплавлением. Также возможно не учитывать полость для дополнительного компонента, который удерживается на месте между двумя торцевыми поверхностями во время сварки встык оплавлением. Кольцо подшипника может также содержать множество сегментов кольца.
Изобретение не должно рассматриваться как ограничиваемое вариантами осуществления, описанными выше, так что в пределах объема приведенной далее формулы изобретения возможно множество дополнительных вариантов и модификаций.
Ссылочные позиции
1: Кольцо подшипника
2: Профильный сортовой прокат
3: Первая торцевая область
4: Вторая торцевая область
5: Первая торцевая поверхность
6: Вторая торцевая поверхность
7: Полость
8: Дополнительный компонент
9: Первый зажимной инструмент
10: Второй зажимной инструмент
11: Катушка
12: Зона сварки
13: Крышка
14: Подключение.
Реферат
Изобретение относится к кольцу (1) подшипника, в частности роликового подшипника, которое изготавливается из сортового проката (2) прямого профиля, который изгибается в кольцевую форму, при этом кольцо (1) подшипника соединяется в процессе сварки встык оплавлением и дополнительно содержит дополнительный компонент (8), заключенный в материал кольца подшипника. Дополнительный компонент (8) является датчиком.Изобретение дополнительно относится к способу изготовления такого кольца (1) подшипника из сортового проката (2) прямого профиля. Технический результат: получение простым способом кольца (1) подшипника с полностью заключенным в него дополнительным компонентом (8). 3 н. и 12 з.п. ф-лы, 5 ил.
Формула
изгибают сортовой прокат прямого профиля в кольцевой элемент или в сегмент кольца,
помещают дополнительный компонент между двумя торцевыми поверхностями кольцевого элемента или между двумя торцевыми поверхностями сегментов кольца,
сваривают две торцевые области кольцевого элемента или сегменты кольца вместе посредством сварки встык оплавлением.
Комментарии