Способ изготовления подшипника с дугообразными вкладышами - RU2202716C2
Код документа: RU2202716C2
Чертежи





Описание
Область техники
Это
изобретение касается подшипника, в частности нового подшипника ранее неизвестной конструкции, предназначенного для использования в качестве несущей опоры смазываемого водой вала гребного винта,
используемого на больших морских судах.
Предпосылки изобретения
Известно, что для этой цели наиболее пригодными являются подшипники с несущими элементами из эластомера из-за их
превосходной способности противостоять воздействию коррозионных жидкостей и абразивному износу, являющемуся результатом воздействия посторонних частиц, взвешенных в морской воде, в которой работают
вал и подшипник.
Один тип такого подшипника включает наружный суппорт или корпус из коррозионно-стойкого материала со множеством находящихся внутри равномерно распределенных по окружности планок из эластомера, которые поддерживают вал за счет селективного контакта с ним.
Другой тип такого подшипника включает наружный суппорт или корпус из коррозионно-стойкого материала, имеющий несущую контактную поверхность большего размера, выполненную из эластомера и контактирующую с валом по кольцевой площади большей, чем в подшипниках с планками. Этот тип подшипников известен как подшипник с цилиндрической расточкой или подшипник с дугообразными вкладышами (в некоторых случаях).
Подшипники с дугообразными вкладышами трудно изготавливать из-за допусков, с которыми их необходимо изготавливать. До сих пор подшипники с дугообразными вкладышами изготавливались путем крепления несущих элементов к внутренней поверхности корпуса и механической обработки эластомера для подгонки до требуемого размера. Однако механическая обработка оставляет глубокие царапины на эластомере, значительно повышая тем самым коэффициент трения между подшипником и валом и скорость износа обоих элементов.
Усилия по улучшению таких подшипников и технологии их изготовления привели к непрерывному совершенствованию с целью повышения универсальности, практичности и эффективности.
Сущнось изобретения
Целью данного изобретения является создание способа изготовления подшипника с цилиндрической расточкой или подшипника с
дугообразными вкладышами, включающего этапы: А) изготовления цилиндрического корпуса подшипника; В) нанесения связующего на внутреннюю поверхность корпуса; С) размещения несущего материала на
указанном связующем для получения подшипника; D) надувания пневматического приспособления внутри указанного подшипника для приложения радиального давления к указанному несущему материалу; и Е)
выдержки указанного связующего при приложенном указанном радиальном давлении.
Данное изобретение предоставляет подшипник с дугообразными вкладышами, имеющий пониженные коэффициент трения и скорость износа, снижая, в то же время, затраты на изготовление.
Эти и другие цели, признаки и достоинства данного изобретения станут более ясными из подробного описания примеров его реализации, проиллюстрированных чертежами.
Краткое описание чертежей
Фиг.1 - вид сбоку с частичным вырезом, показывающий подшипник по данному изобретению.
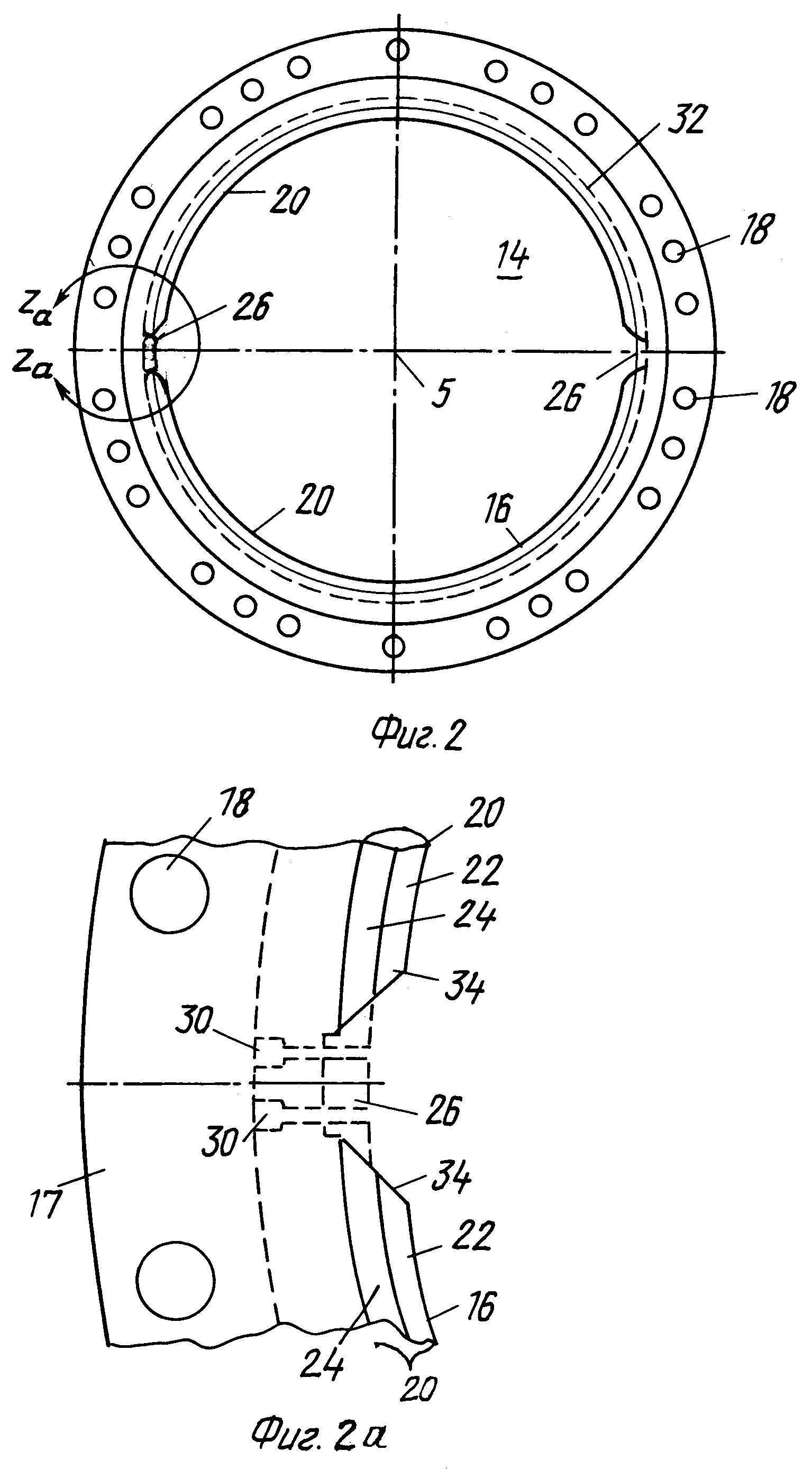
Фиг.2 - вид подшипника по данному изобретению с его торца.
Фиг. 2а - увеличенный подробный вид части фиг.2, ограниченной линией 2а-2а.
Фиг.3 - вид с торца части несущего материала по данному изобретению.
Фиг. 4 - изометрическая проекция инструмента для нанесения клея, предназначенного для подшипника по данному изобретению.
Фиг.4а - вид сверху узора, образуемого клеем, нанесенным с использованием инструмента, показанного на фиг.4 и предназначенного для подшипника по данному изобретению.
Фиг. 5 - изометрическая проекция подшипника по данному изобретению во время выдержки по данному изобретению.
Фиг. 6a-6b - изометрические проекции других реализации несущего материала, предназначенного для использования в подшипнике по данному изобретению.
Подробное описание
Обратимся к чертежам, на которых сходные позиции ссылок обозначают подобные или
аналогичные детали на нескольких видах. На чертежах показан подшипник 10, имеющий наружный цилиндрический корпус подшипника 15. Он расположен вокруг осевой центральной линии 5. Такой жесткий корпус
подшипника 15 может быть металлической конструкцией, например из латуни, пластиковой оболочкой, композитной неметаллической конструкцией со множеством кольцеобразно размещенных слоев, прилегающих друг
к другу в радиальном направлении, или композитной конструкцией, полученной из волокон, усиленных и пропитанных связующим в виде смолы. Корпус 15 имеет фланец 17 с крепежными отверстиями 18.
На внутренней поверхности корпуса 15 укреплены множество дугообразных несущих секций 20. Подшипник 10 показан с восемью несущими секциями 20, хотя можно использовать их большее или меньшее количество. Каждая несущая секция 20 простирается по окружности на внутренней поверхности корпуса 15 приблизительно на 180 градусов. Каждая несущая секция 20 имеет гладкую несущую поверхность 16. Несущие секции 20 задают центральное отверстие 14, предназначенное для введения в него вала (не показан), который контактирует с несущей поверхностью 16. Несущие секции 20 удерживаются множеством удерживающих полос 26, которые надежно прикреплены к корпусу 15 с использованием болтов или винтов 30. Предпочтительней на расположенных на окружности концах секций 20 сделать фаски 34 для обеспечения хорошей поверхности контакта с удерживающими полосами или направляющими 26 с целью предотвращения выпячивания секции 20 в направлении центра отверстия 14.
Несущие секции 20 предпочтительней изготавливать из двух слоев 22, 24 и предпочтительней приклеивать слой 22 эластомера к оболочке 24 из эпоксидной смолы, усиленной стекловолокном. Эластомером называют вещество, которое при комнатной температуре может быть растянуто до, по крайней мере, его двойной исходной длины и после растяжения и снятия напряжения с усилием в течение короткого времени возвращается к длине, приблизительно равной его исходной длине (см. Glossary of Terms, подготовленный ASTM Committee D-11 on Rubber-like Materials, опубликованный Американским Обществом по испытанию материалов). Материал из эластомера или каучука, который может быть использован в реализации данного изобретения, включает любой из известных эластомеров, например натуральный каучук, нитриловый каучук, SBR каучук, сополимеры бутадиена и акрилонитрила, сополимеры бутадиена и стирола, сополимеры бутадиена и алкил акрилатов, бутиловый каучук, олефиновые каучуки, например этиленпропиленовый каучук и EPDM каучук, фторкарбоновые каучуки, фторсиликоновые каучуки, силиконовый каучук, хлорсульфонатный полиэтилен, полиакрилаты, полибутадиены, полихлоропрены и т.п. Однако, как было отмечено ранее, наиболее предпочтительными являются нитриловый каучук и другие эластомеры, которые имеют высокую эластичность. Такие эластомеры имеют более низкую твердость А по Шору (менее 90). Предпочтительным материалом является номер Н-201 по каталогу фирмы B.F.Goodrich Company. H-201 является нитриловым каучуком, имеющим твердость А по Шору порядка 85±5.
Наиболее предпочтительно, чтобы композитная оболочка 20 состояла из усиленной стекловолокном эпоксидной смолы с содержанием стекла порядка 70% по весу.
Изготовление секций 20 подшипника осуществляется следующим образом.
А. ФОРМОВАНИЕ НЕСУЩИХ СЕКЦИЙ
1. Прокатайте невулканизированный каучук H-201 в виде листа так, чтобы он заполнил соответствующую форму. Нижняя пластина формы должна
иметь гладкую полировку поверхности (т.е. менее 8 микрон).
2. Подогрейте форму до 215oF. Проложите веревку диаметром 0,250 дюйма по периметру пластины и загрузите прокатанный лист в форму, центрируя его. Поместите тонкий лист полиэстера, предпочтительней марки MYLAR, на всю верхнюю поверхность эластомера. MYLAR является товарным знаком фирмы DuPont deNemours E.I. Company. Закройте форму на 20 мин при 215oF и низком давлении (менее 1000 фунтов на квадратный дюйм). При этом произойдет формование листа из эластомера. Затем откройте форму и замените измятый лист из материала MYLAR на несмятый лист. Затем закройте форму и проведите вулканизацию в течение 45 мин при 310o и высоком давлении (от 2000 до 2600 фунтов на квадратный дюйм).
3. Не охлаждая, откройте пресс-форму и удалите вулканизированный лист из формы и разрежьте на куски требуемой формы. Обрежьте веревку с кромки.
4. С помощью автоматического шлифовального станка снимите каучук на задней стороне секции (т.е. на поверхности, противоположной гладкой несущей поверхности) до желаемой толщины. При расчете желательной толщины каучука в расчет принимают внутренний диаметр композитного корпуса, толщину слоя клеящего связующего, наружный диаметр вала и желательный зазор между валом и подшипником.
В.
ИЗГОТОВЛЕНИЕ КОМПОЗИТНОГО КОРПУСА
1. Используя мотальную машину Model 11-A производства Dura Wound Company намотайте пряди стекловолокна, пропитанные эпоксидной смолой, на имеющую
соответствующие размеры оправку композита. Намотку производите до достижения желаемого значения наружного диаметра. Перед намоткой покройте оправку лентой из материала MYLAR. Для максимального
повышения прочности обода и минимизации пружинения угол намотки волокон должен быть порядка 78 градусов к осевой центральной линии.
2. Выдержите корпус при комнатной температуре в течение 48-72 ч.
В. УДАЛЕНИЕ ОПРАВКИ И МЕХАНИЧЕСКАЯ ОБРАБОТКА КОМПОЗИТНОГО КОРПУСА
1. Снимите корпус с оправки.
2. Снимите MYLAR с внутренней поверхности корпуса. Измерьте и усредните результаты измерения внутреннего диаметра необработанной поверхности. Сведите губки токарного станка до величины внутреннего диаметра необработанной поверхности. Обработайте полторы длины внутреннего диаметра. Сведите губки до окончательного размера внутреннего диаметра. Затем переверните оболочку и окончательно обработайте внутреннюю и наружную поверхности до требуемого значения диаметра. Следует отметить, что корпус можно обработать до 0,0001 дюйма от желательного значения внутреннего диаметра.
С. ПРИКЛЕИВАНИЕ ШЛИФОВАННЫХ НЕСУЩИХ СЕКЦИЙ ИЗ
ЭЛАСТОМЕРА К КОРПУСУ
1. Обрежьте секции из каучукового эластомера до необходимого окончательного размера. Отметьте центральную линию внутренней поверхности корпуса. Смешайте клей, состоящий
из приблизительно 50% (по объему) эпоксидной смолы номер EL 2995A по каталогу фирмы B.F.Goodrich Company и 50% (по объему) амина номер EL 2995В по каталогу фирмы B.F.Goodrich Company.
Теперь обратимся к фиг.4 - использованию лопатки 40, имеющей, как показано, пазы и предназначенной для намазывания клея на корпус. Лопатка может быть изготовлена путем прорезания пазов в лопатке. Пазы должны быть шириной порядка 0,09375 дюйма, глубиной 0,0625 дюйма с промежутком в 0,125 дюйма между пазами. Пазы в лопатке вызывают размазывание клея в виде чередующихся параллельных кольцевых линий клея, которые при сжатии несущими секциями сглаживаются до постоянной толщины клеевого слоя с небольшими или отсутствующими пробелами. Рисунок параллельных линий клея 40а проиллюстрирован на фиг. 4а. При предпочтительных размерах лопатки может быть получена толщина клея, меньшая или равная 0,005 дюйма, а предпочтительней 0,001 дюйма. Клей следует наносить осторожно, так, чтобы получить предпочтительную толщину 0,001 дюйма, для того, чтобы иметь максимальное склеивающее усилие со слоями. Если слой клея становится слишком толстым, то может произойти растрескивание или раскалывание из-за хрупкости. Приклеивайте за один раз одну круговую несущую половину, заканчивая на боковой центральной линии.
Затем поместите каждую несущую секцию на внутреннюю поверхность с нанесенным клеем. Используйте валик для обжима листов эластомера на внутренней поверхности композитного корпуса.
2. Теперь обратимся к фиг.5. Отцентрируйте надувной воздушный мешок 42 внутри корпуса. Предпочтительней, чтобы воздушный мешок 42 был изготовлен из двух листов 44, 46 из эластомера, склеенных (или соединенных другим способом) вместе по их соответствующим наружным кромкам 47. Предусмотрены вентиль 48 для надувания, измеритель давления и трубка 50, предназначенные для надувания мешка 42. Поместите каучуковую прокладку (толщиной приблизительно 0,5 дюйма) сверху мешка. Надуйте мешок 42 до давления, равного примерно 3,5 фунта на квадратный дюйм, и оставьте на 7 ч или больше.
Использование воздушного мешка 42 гарантирует, что по всей несущей поверхности прикладывается одинаковое радиальное давление. Так как воздушный мешок 42 изготовлен из сравнительно мягких (твердость по Шору А=65±5) эластомеров несущей поверхности не наносится никаких повреждений. Следует отметить, что воздушный мешок 42 естественным образом расширяется от середины мешка к концам, благодаря чему облегчается устранение воздушных пузырей за счет выталкивания любых воздушных пузырей, присутствующих в клее, за концы корпуса по мере того, как клей расстилается в виде ровного слоя.
3. Клей следует выдержать при комнатной температуре и атмосферном давлении, так как тепло и давление вызовут нежелательное изменение коэффициента трения и характеристик износа каучукового несущего материала 22 и, к тому же, создадут пробелы в слое клея. После застывания клея выпустите воздух из воздушного мешка и удалите его.
D. РАЗРЕЗАНИЕ И МЕХАНИЧЕСКАЯ ОБРАБОТКА УГЛОВ 45o
1. Затем несущие секции 20 устанавливают
на горизонтальный сверлильный станок, где они разрезаются и на них вытачиваются боковые углы.
2. Очистите корпус и корпуса метилэтилкетоном (МЭК). Соберите подшипник и установите удерживающие направляющие. Если необходимо, вдоль направляющих установите прокладки из нержавеющей стали.
Следует отметить, что в данном изобретении устранена любая механическая обработка несущей поверхности из эластомера, за счет чего поддерживается гладкая, подобная стеклу полировка, которая сохраняет коэффициент трения при смазке водой на очень низком уровне. Указанная механическая обработка устраняется за счет точной обработки внутреннего диаметра корпуса 15 подшипника, точной обработки только крепежной поверхности каждой несущей секции из эластомера, использования лопатки с пазами для нанесения клея клеящего вещества на внутреннюю поверхность корпуса и использования воздушного мешка для приложения мягкого равномерного давления к несущим секциям при застывании клея. В надувающем устройстве 42 в качестве среды для приложения радиального давления для приклеивания несущего материала к корпусу подшипника кроме воздуха может быть использована другая текучая среда. Кроме того, корпус может быть разбит на более мелкие блоки для того, чтобы лучше способствовать установке несущих секций из эластомера, и затем разобран перед приклеиванием или установкой.
Теперь обратимся к фиг.6а-6b, на которых показаны другие реализации несущего материала 22 для несущих секций 20. Несущий материал 22 отформован в виде больших эластичных плит. Материал формуют и придают ему форму на грубой ткани или пластине со множеством выступов. Отформованные плиты состоят или изготовлены из эластомеро/пластикового композита, такого, какой описан в общедоступном патенте США 3993371, или, что наиболее предпочтительно, из гомогенного скользкого полимерного сплава (СПС), такого, какой описан в патентах США 4725151 и 4735982. Все указанные патенты включены здесь путем отсылки. Предпочтительно, чтобы толщина слоя несущего материала СПС была порядка 0,125 дюйма. Затем, при вулканизации плиты его приклеивают к листовой подкладке из нитрилового каучука. Подкладка из каучука делает плиту гибкой, а при износе ее легко приклеить к корпусу подшипника из металла или композита с использованием твердеющих при комнатной температуры связующих или контактного клея. Каучуковая подкладка быстро и легко шлифуется или полируется на станке для получения требуемой толщины всей плиты для конкретного размера подшипника. Слой клея добавляет примерно 0,001 дюйма к общей толщине стенки подшипника. Поэтому нет необходимости полировать или обрабатывать поверхность подшипника. Полировка поверхности подшипника повышает трение и износ.
Теперь обратимся к фиг.6а. Другой несущий материал 22 можно изготовить, укладывая в форму нижний слой 110 из эластомера. Предпочтительным эластомером является номер Н-212 по каталогу фирмы B.F.Goodrich Company. Затем на эластомер укладывают верхний слой 112 скользкого полимерного сплава (СПС). СПС образуют соединение термопласта и термореактивного каучука наряду с меньшим количеством смазки. СПС является гетерогенной композицией, в которой термопласт находится в непрерывной фазе, а термореактивное вещество диспергировано в ней в виде дисперсной фазы. Другими словами, в отличие от смеси образуется термопластичное вяжущее вещество, имеющее терморективное соединение и диспергированный в нем смазочный материал.
Термопластичным соединением может быть любой полимер, обладающий высокой тягучестью, низким трением и хорошей износостойкостью. Особой группой таких полимеров являются многочисленные полиэтилены со сверхвысоким молекулярным весом (ПЭСВМВ), которые известны в технике и литературе. К полиэтиленам со сверхвысоким молекулярным весом обычно относят такие полиэтилены, которые при использовании метода измерения вязкости растворов имеют средний молекулярный вес более 2,5 миллионов, то есть от примерно 3,0 миллионов до примерно 7,0 миллионов. Желательный диапазон лежит от примерно 4 миллионов до примерно 6,5 миллионов, а предпочтительный - от примерно 5 миллионов до примерно 6 миллионов. Такой полиэтилен поставляется в торговлю фирмой Hoechst Celanese Corporation под названием GUR 413.
Полиэтилен со сверхвысоким молекулярным весом, также, как другие полимеры в общем пригодные для использования в данном изобретении, обычно имеет низкие фрикционные характеристики, например коэффициент трогания для статического трения при скорости вала 0 об/мин составляет 0, 25 или менее, желательно 0,20 или менее, а предпочтительней - 0,15 или менее. Желательные термопластичные соединения по данному изобретению также имеют вязкость при испытаниях на ударную вязкость по Изоду (ASTM D256), составляющую 20 или более, а предпочтительней - 30 или более. Тем не менее, образцы для испытаний, не имеющие насечек, не выходили из строя. Термопластичные соединения по данному изобретению также имеют хорошую стойкость к истиранию, измеренную при испытаниях на абразивное воздействие песчаным шламом. Испытания на абразивное воздействие песчаным шламом является тестом фирмы Hoechst Celanese Corporation, в котором обычно тестовый образец (1х3х1/4 дюйма) вращают при 1200 об/мин в течение 24-х часового периода в шламе, содержащем 2 части воды и 3 части песка.
Используется эффективное количество полиэтилена со сверхвысоким молекулярным весом, которое образует непрерывную фазу в СПС. Обычно количества термопластичного соединения достаточно для того, чтобы покрыть своим слоем соединение термореактивного каучука, который обычно существует в форме частиц, а более желательно количество, превышающее это количество, требуемое для покрытия частиц каучука. Обычно используемое количество термопластика, основанное на общем весе СПС, находится в пределах от примерно 25 вес.% до около 90 вес. %, желательно - от примерно 40 вес.% до примерно 75 вес.%, а предпочтительней - от примерно 55 вес.% до примерно 65 вес.%.
Термореактивное соединение является вулканизированным каучуковым соединением, которое обычно имеет низкое трение, а также хорошие масло- и водостойкость. Здесь под "низким трением" понимается, что каучуковые опоры в желательном диапазоне толщин при смазке водой создают гидродинамическую смазку при нормальных рабочих скоростях цапфы (вала). Тонкие каучуковые опоры, вследствие упругопластогидродинамического эффекта, создают гидродинамическое трение при скоростях вала более низких, чем любой другой известный опорный материал. Гидродинамическая смазка является процессом развития пленки жидкости между опорой и вращающимся валом. Под термином "масло- и водостойкость" понимается, что эластомеру не наносится ущерба (он не растворяется или размягчается), а увеличение объема, вызванное разбуханием в воде, составляет менее 5%, а предпочтительней - менее 3%.
Как правило, может быть использовано любое каучуковое соединение, имеющее такие трение и водостойкость. Особую группу таких соединений составляют многочисленные нитриловые каучуки, известные в технике и в литературе. Например, могут использоваться многочисленные соединения в виде нитриловых каучуков Нусаг производства фирмы BFGoodrich Company. Как правило, предпочтение отдается многочисленным более твердым соединениям в виде нитриловых каучуков. Характерным примером такого каучука является соединение Н-201 (твердость А по Шору равна 80±5) производства фирмы BFGoodrich Company. Другим примером является более мягкий нитриловый каучук, например, соединение Н-203, также производимое фирмой BFGoodrich Company, которое имеет твердость А - по Шору примерно 70±5. Другие каучуки включают бутиловый каучук, ЭПДМ, который является каучуком, изготовленным из этиленпропилендиеновых мономеров, и фторэластомеры, основанные на сополимере винилиден фторида и гексафторпропилен, имеющий, как считается, следующую повторяющуюся структуру -CF -CF -CF -CF (CF)-. Такие сополимеры продаются фирмой DuPont под товарным знаком "Viton". Хотя эти другие каучуковые соединения также могут использоваться, все же нитриловые каучуки являются весьма предпочтительными из-за их эластичности и деформации ползучести.
Важным аспектом данного изобретения является то, что вулканизированное каучуковое соединение может быть первоначально в сухом виде перемешано или смешано с термопластичным соединением перед образованием их сплава.
Таким образом, каучуковое соединение вулканизируют, а для того, чтобы смешать два компонента, его перемалывают до удобного размера. Можно использовать обычные методы измельчения, например, механическое или криогенное измельчение. В большинстве случаев важен размер частиц вулканизированного каучукового соединения. Как правило, частицы имеют размер, меньший того размера, при котором они способны проходить через решето Тайлера (Tyier) с ячейками определенного размера. Так, вулканизированные каучуковые соединения имеют обычно размер частиц менее 35 меш, желательно - менее 65 меш, а предпочтительней - менее 100 меш. Количество вулканизированного каучука в СПС обычно составляет по весу от около 10% до около 70%, желательно - от около 12% до около 40%, а предпочтительней - от около 15% до около 30% от общего веса СПС.
Смазку обычно добавляют в виде твердого вещества, следовательно, - не в жидком виде. Для того чтобы гарантировать хорошее рассеивание, обычно смазка имеет вид порошка. Под термином порошок имеется в виду, что большинство, по крайней мере 70, 80 или 90%, а более желательно - по крайней мере 95%, частиц имеют размер, меньший размера ячейки решета Тайлера в 100 меш, то есть 150 микрон. Желательно, чтобы большинство частиц порошка, как правило 80, 90 или даже 95%, были меньше 200 меш, то есть 75 микрон. Предпочтительней, чтобы большинство частиц графитового порошка, то есть 70, 80 или 90%, были меньше 325 меш, то есть 44 микрон. Может использоваться любая смазка, известная в технике и литературе, и, которая придает СПС смазочные свойства. Под смазочными свойствами имеется в виду, что коэффициент трения поверхности из сформированного СПС понижен, составляет, например, порядка 10%, а более желательно по крайней мере 20 или 30% в начале износа. Смазка также должна быть неабразивной. Предпочтительной смазкой является графит. Примером специального графита является сорт 117-А производства фирмы Asbury Graphite Mills, Inc. Другой специальной смазкой является дисульфид молибдена. Хотя и не всегда предпочтительный, дисульфид молибдена желателен при использовании в случаях сухого трения, когда отсутствует влага, даже в виде паров атмосферной влаги. Также могут использоваться силиконовые масла в количестве от около 2% до около 10% по весу, а желательно - от около 3% до около 6% по весу от общего веса СПС. Примеры конкретных силиконовых масел включают 200 Fluid производства фирмы Dow Coming. Другой приемлемой смазкой является ПТФЭ (политетрафторэтилен) производства фирмы DuPont deNemours E.I. Company.
Обычно количество смазки составляет от около 0,5 или 3% по весу до около 25% по весу, желательно - от около 1,0% до около 20% по весу, а предпочтительней - от около 2% до около 10% по весу от общего веса СПС.
Затем на верхний слой несущей поверхности несущего материала 22 наносят узор. Узор создает множество выступов, площадок или точек контакта 114, которые выступают из верхнего слоя 112 внутрь в направлении оси. Каждый из выступов 114 в отдельности при смазке жидкостью может стать самостоятельной гидродинамической несущей поверхностью. Предпочтительным методом нанесения этого узора является помещение очень гладкого, тонкого листа полиэстера между куском сурового неплотного трикотажа или неплотной тканой материи, и вдавливание листа полиэстера и ткани в поверхность несущего материала СПС 22 перед вулканизацией. Предпочтительно, чтобы тканью была ткань 8708 по каталогу фирмы Georgia Duck. Желательно, чтобы в качестве листа полиэстера использовался материал марки MYLAR толщиной 0,003 дюйма. Лист полиэстера разглаживает получающийся слой СПС и скругляет углы выступов 114. Следует отметить, что для гарантии того, что ткань можно будет извлечь после вулканизации, перед прессованием полиэстера и ткани в виде единого материала, ткань способом, известным в технике, следует опрыскать веществом, облегчающим извлечение из формы, например RTC 9110 производства фирмы Chem-Trend. После того, как ткань и лист полиэстера помещены поверх невулканизированной секции подшипника, ее следует сжать, например путем закрывания формы. Затем материал формуют в течение приблизительно 4,5 ч под давлением, равным приблизительно от 1000 до 1500 фунтов на квадратный дюйм и температуре, равной приблизительно 350oF. После этого процесса формования, поддерживая давление, дают возможность температуре формы вернуться до значения температуры окружающей среды. Форме следует дать возможность охлаждаться в течение приблизительно 1 ч после формования. Было обнаружено, что охлаждение композита под давлением облегчает предотвращение деформации готового изделия. Нанесение воды снаружи формы также может быть использовано для снижения времени охлаждения формы до 1 ч с целью предотвращения деформации конечного продукта.
Теперь обратимся к фиг.6b. Можно изготовить другой несущий материал в соответствии с процедурой, предложенной для композита, представленного на фиг.6а, получая в результате композит, имеющий нижний слой 120 из эластомера и верхний слой 122 из СПС, имеющего созданные в нем граненые выступы, площадки или точки контакта 124. Выступы или площадки 124 выступают внутрь в направлении оси и каждый из них по отдельности может стать самостоятельной гидродинамической несущей поверхностью при смазке жидкостью. Однако граненый узор на верхнем слое 122 создается с использованием каучуковой формы, имеющей соответствующий оттиск или узор. Лист полиэстера, например, марки MYLAR перед вулканизацией может быть помещен между каучуковой формой и СПС. Предпочтительней, чтобы лист полиэстера имел толщину порядка 0,003 дюйма. Лист полиэстера разглаживает получающийся слой СПС и скругляет углы выступов.
Следует отметить, что для того, чтобы подшипник был гидродинамическим, в верхнем слое сплава могут быть созданы узоры другой формы и размера, не рассмотренные здесь специально.
Хотя изобретение было представлено и описано его примерными реализациями, специалистам следует учитывать, что, не выходя за пределы сущности и объема изобретения, в нем и к нему могут быть сделаны предшествующие и многочисленные другие изменения, пропуски и дополнения.
Реферат
Изобретение относится к подшипникам, предназначенным для использования в качестве несущих опор валов гребных винтов. Подшипник включает цилиндрический корпус и множество несущих секций из эластомера, расположенных внутри корпуса. Несущие секции прикреплены к корпусу за счет предварительного нанесения клея на внутреннюю поверхность корпуса и надувания надувного приспособления внутри корпуса для приложения радиального давления к внутренней поверхности корпуса. Технический результат - понижение коэффициента трения, износа и затрат на изготовление. 2 с. и 7 з.п. ф-лы, 8 ил.

Комментарии