Способ изготовления сферической опоры - RU2327906C2
Код документа: RU2327906C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к сферической опоре, в которой внутренний элемент, имеющий шаровую часть, служащую в качестве центра поворота рычажного механизма, и внешний элемент, охватывающий и удерживающий внутренний элемент, соединены между собой с возможностью поворотного или вращательного движения друг относительно друга, и которая предназначена для применения ее, прежде всего, в конструкции рычажного передаточного механизма или иного аналогичного механизма в качестве соответствующей детали рычага подвески и рулевого управления автомобиля, привода режущего аппарата комбайна либо иных аналогичных деталей.
Уровень техники
В общем, известные шаровые опоры такого типа представляют собой опоры, которые оборудованы внутренним элементом, имеющим шаровую часть, и внешним элементом, охватывающим и удерживающим шаровую часть внутреннего элемента, и который соединен с внутренним элементом с возможностью поворота или вращения относительно внутреннего элемента. Внешний элемент должен охватывать собой и удерживать шаровую часть без нарушения соединения между ними под воздействием любой нагрузки, прикладываемой к внутреннему элементу. Следовательно, в отношении такой сферической опоры все еще продолжает оставаться нерешенной проблема окончательного выбора вида конструкции, которая должна применяться для того, чтобы обеспечивать надежное схватывание шаровой части внутри внешнего элемента с обеспечением при этом необходимой свободы поворотного и вращательного движений внутреннего элемента и внешнего элемента.
Одна из известных конструкций, обычно используемая применительно к шаровой опоре, предусматривает изготовление металлического корпуса, представляющего собой внешний элемент, имеющий выемку, размер которой больше, чем диаметр шаровой части, а также запрессовывание в эту выемку корпуса указанной шаровой части, выполненной в виде внутреннего элемента опоры и заключенной в самосмазывающуюся оболочку, выполненную в виде прокладки из полимера (JP A-57-79320, JP-A-63-188230 U, JP-A-05-26225, JP-A-07-190066, и т.д.). В данной сферической опоре, поскольку прокладка из полимера, охватывающая шаровую часть, зажата между шаровой частью и корпусом, подвергаясь при этом упругой деформации, полностью исключается возможность образования какого-либо зазора между шаровой частью и прокладкой из полимера, что позволяет шаровой части проворачиваться внутри корпуса без стука. Кроме того, поскольку шаровая часть имеет в данном случае скользящий контакт исключительно только лишь с прокладкой из полимера, отсутствует всякая вероятность возникновения каких-либо неполадок, к примеру, таких как неравномерный износ шаровой части, даже в том случае, когда шаровая опора находится в эксплуатации в течение длительного времени.
Однако в отношении внешнего элемента сферической опоры такого типа, в которой прокладка из полимера находится между шаровой частью и корпусом, существуют некоторые проблемы, одна из которых состоит в затрудненности обеспечения легкости и плавности движения соответствующего рычажного механизма, в конструкции которого используется такая опора, потому что прокладка из полимера, которая находится в контакте с шаровой частью, находится в сжатом состоянии, что в какой-то степени затрудняет движение шаровой части. Другая проблема возникает в связи с тем, что прокладка из полимера все же подвержена некоторому износу в тех случаях, когда сферическая опора находится в эксплуатации в течение определенного периода времени, потому что прокладка из полимера, находясь в контакте со сферической поверхностью шаровой части, испытывает при этом на себе соответствующее давление, а также в связи с тем, что в результате такого износа существует вероятность появления стуков, возникающих между внешним элементом и шаровой частью. Кроме того, еще одна проблема обусловлена тем, что не исключается возможность выхода шаровой части из внешнего элемента наружу в том случае, когда к сферической опоре прикладывается большая нагрузка, потому что прокладка из полимера, подвергаясь воздействию такой большой нагрузки, начинает испытывать упругую деформацию.
С другой стороны, известна еще такая конструкция сферической опоры, в которой внешний ее элемент изготавливается посредством литья с использованием при этом шаровой части в качестве литейного стержня, в результате чего шаровая часть опоры заключена непосредственно внутрь охватывающего ее внешнего элемента (JP-A-48-019940). При изготовлении такой сферической опоры сначала закрывают шаровую часть опоры прокладкой из полимера (толщиной приблизительно 0,5 мм), обладающего низким коэффициентом трения, к примеру, такого как фторопласт или иной аналогичный материал, и помещают шаровую опору вместе в прокладкой из полимера внутрь литейной формы, после чего формируют вокруг них из цинкового сплава или из алюминиевого сплава внешний элемент опоры посредством литья под давлением, при этом литой внешний элемент охватывает собой шаровую часть и удерживает ее внутри себя при обеспечении наличия между ними прокладки из полимера. В случае применения такой конструкции обеспечивается возможность более плотного размещения шаровой части внутри внешнего элемента опоры при полном устранении каких бы то ни было зазоров между шаровой частью, прокладкой из полимера и внешним элементом; кроме того, подобрав для изготовления прокладки из полимера соответствующий самосмазывающийся материал, обеспечивают возможность использования такой сферической опоры в условиях отсутствия смазки с получением при этом соответствующих преимуществ.
Однако когда внешний элемент опоры формируется, как указано, посредством литья под давлением с использованием при этом в качестве литейного стержня шаровой части с прокладкой из полимера, внешний элемент опоры по завершении литья дает литейную усадку, уплотняя тем самым в еще большей степени шаровую часть внутри прокладки из полимера. Таким образом, практически невозможно обеспечить свободное проворачивание шаровой части относительно внешнего элемента и прокладки из полимера, ограничившись исключительно только лишь отливкой внешнего элемента.
В связи с этим сферическую опору, раскрытую в патентном документе JP-A-48-19940, после отливки под давлением ее внешнего элемента подвергают воздействию соответствующей внешней силы, прикладываемой к внешнему элементу либо к шаровой ее части с тем, чтобы вызвать соответствующую пластическую деформацию внешнего элемента, в результате чего между шаровой частью и прокладкой из полимера образуется малый зазор, обеспечивающий возможность свободного проворачивания шаровой части.
Однако трудно соответствующим образом отрегулировать величину внешней силы, прикладываемой к внешнему элементу либо к шаровой части опоры с тем, чтобы обеспечить формирование зазора требуемого размера между внешним элементом и шаровой частью. То есть, иными словами, когда внешняя сила слишком мала, невозможно обеспечить достаточного зазора, и тогда шаровая часть опоры и внешний ее элемент будут продолжать оставаться в плотном контакте друг с другом, в результате чего движение шаровой части относительно внешнего элемента будет слишком затруднено; с другой стороны, когда внешняя сила чрезмерно велика, зазор тогда получается слишком большим, в результате чего при движении шаровой части относительно внешнего элемента будет возникать стук. Кроме того, даже незначительный стук, возникающий между шаровой частью и прокладкой из полимера, приводит в процессе длительной эксплуатации опоры к увеличению существующего зазора между шаровой частью и прокладкой из полимера; таким образом, в том случае, когда такая опора применяется, например, в конструкции рычажного механизма, невозможно с необходимой точностью обеспечить передачу движения или соответствующего усилия между внутренним элементом опоры и ее наружным элементом.
Помимо этого, при применении сферической опоры данного типа с целью предотвращения возникновения непроизвольного углового колебательного движения внутреннего элемента опоры относительно внешнего ее элемента, которое может происходить вследствие незначительной вибрации либо под воздействием какого-либо иного аналогичного фактора, было бы весьма целесообразно обеспечить в некоторых пределах возможность проведения соответствующей регулировки с тем, чтобы обеспечить требуемую легкость перемещения внутреннего элемента опоры по отношению к внешнему ее элементу, то есть, иными словами, создавать некий предварительный натяг в соответствии с существующими условиями эксплуатации. Однако при применении данного метода, согласно которому зазор между прокладкой из полимера и шаровой частью опоры образуется за счет пластической деформации внешнего элемента опоры, трудно осуществить достаточно точную регулировку размера этого зазора, что сопряжено с соответствующей трудностью осуществления преднамеренной регулировки усилия, с которым прокладка из полимера поджимает шаровую часть, то есть величины создаваемого предварительного натяга.
Раскрытие изобретения
Настоящее изобретение направлено на решение указанной выше проблемы. Целью настоящего изобретения является создание способа изготовления сферической опоры, который позволяет с достаточной простотой обеспечить плавное проворачивание шаровой части опоры относительно внешнего ее элемента после его отливки и который обеспечивает возможность практически полного устранения зазора между шаровой частью опоры и прокладкой из полимера, посредством чего в течение длительного периода времени может поддерживаться достаточно хороший скользящий контакт между шаровой частью опоры и прокладкой из полимера.
Для достижения указанной цели в соответствии с настоящим изобретением предлагается способ изготовления сферической опоры, при осуществлении которого металлическую шаровую часть, выполненную в виде внутренней части опоры, вставляют в пресс-форму, используя ее там вместо обычного стрежня, после чего проводят операцию инжекционного прессования, формируя прокладку из полимера, закрывающую собой указанную шаровую часть. Эта прокладка из полимера формируется на поверхности шаровой части, используемой в качестве стержня таким образом, чтобы при этом не оставалось никакого зазора между прокладкой из полимера и сферической поверхностью шаровой части, причем прокладка из полимера приобретает точно такую же форму, которую имеет сферическая поверхность шаровой части. Таким образом, используя в качестве шаровой части соответствующий стальной шар опоры, обладающий высокой сферичностью своей поверхности, можно осуществить формирование прокладки из полимера, имеющей достаточно высококачественную зеркальную поверхность скольжения, что позволяет обеспечить плотный контакт этой поверхности скольжения с шаровой частью. Кроме того, формируя прокладку из полимера таким образом, чтобы она перекрывала собой экватор шаровой части, можно исключить возможность соскальзывания сформированной прокладки из полимера с шаровой части. Соответственно, при этом обеспечивается также возможность осуществления операций подачи и перемещения шаровой части вместе с прокладкой из полимера как единого узла в ходе проведения всех последующих производственных процессов.
Затем шаровую часть вместе с присоединенной к ней прокладкой из полимера вставляют в литейную форму, используя ее там в качестве литейного стержня, после чего отливают в этой форме соответствующий внешний элемент опоры, который при этом закрывает собой прокладку из полимера с наружной ее стороны. С точки зрения обеспечения повышенной точности размеров изготавливаемой сферической опоры литье предпочтительно производится с обжатием отливки; кроме того, с точки зрения массового производства предпочтительно выполнять литье под давлением, что позволяет установить достаточно короткое время производственного цикла. Для примера, в качестве сплава, который можно использовать для литья в данном случае, следует назвать цинковый сплав, алюминиевый сплав, магниевый сплав и титановый сплав; а при использовании предложенной сферической опоры применительно к какой-либо детали, выполненной в виде стойки, к примеру, такой, которая входит в состав конструкции автомобильной подвески, желательно, с точки зрения снижения веса, применять алюминиевый сплав, магниевый сплав и т.д.
После того, как будет завершена отливка внешнего элемента опоры, прокладка из полимера туго поджимает шаровую часть опоры и поэтому в значительной мере затрудняется свободное проворачивание указанной шаровой части относительно прокладки из полимера. То есть, иными словами, поскольку прокладка из полимера присоединяется к шаровой части опоры посредством инжекционного прессования с использованием указанной шаровой части в качестве соответствующего стержня, то получаемая прокладка из полимера туго поджимается к шаровой части опоры благодаря своей усадке, происходящей по завершении процесса инжекционного прессования; кроме того, поскольку после отливки внешнего элемента опоры также происходит соответствующая его усадка, происходит еще дополнительное поджатие прокладки из полимера к шаровой части опоры, в результате чего контакт между шаровой частью и прокладкой из полимера становится чрезмерно тугим. Таким образом, после того, как будет завершена отливка внешнего элемента опоры, проворачивание шаровой части опоры относительно прокладки из полимера будет по этой причине в значительной мере затруднено.
Таким образом, при осуществлении способа в соответствии с настоящим изобретением после отливки внешнего элемента опоры производится нагревание прокладки из полимера, закрывающей собой шаровую часть внутреннего элемента опоры, с подводом при этом тепла через указанную шаровую часть. Прокладка из полимера закрывает собой шаровую часть и находится с ней в плотном контакте, и поэтому при нагревании шаровой части обеспечивается передача тепловой энергии от нее к указанной прокладке из полимера, в результате чего происходит в некоторой степени также и нагревание этой прокладки из полимера. Когда в данном случае соответственно повышается температура прокладки из полимера, она постепенно достигает температуры, близкой к температуре стеклования Tg, в результате чего наблюдается постепенное снижение механической прочности указанной прокладки из полимера, к примеру такого показателя прочности, как модуль упругости при изгибе, и прокладка из полимера тогда легко подвергается деформации, благодаря чему размер ее приходит в полное соответствие с размером шаровой части; а когда прокладка из полимера затем охлаждается после такого нагревания, наблюдается соответствующее уменьшение силы, с которой прокладка из полимера поджимается к шаровой части. Кроме того, поскольку нагреваемая шаровая часть постепенно расширяется, под воздействием расширяющейся шаровой части происходит также и соответствующее расширение прокладки из полимера, что тоже способствует тенденции к уменьшению силы поджимания прокладки из полимера после охлаждения шаровой части.
Соответственно посредством нагревания прокладки из полимера с передачей к ней тепла через шаровую часть опоры после отливки внешнего элемента можно ослабить силу, с которой прокладка из полимера поджимается к шаровой части, обеспечив тем самым возможность плавного проворачивания шаровой части относительно прокладки из полимера. Таким образом, при практическом применении этого способа шаровая часть приобретает способность свободно проворачиваться относительно прокладки из полимера. Однако, поскольку зазор между этими двумя деталями в данном случае не образуется, обеспечивается возможность полного устранения стука шаровой части опоры по отношению к ее внешнему элементу, благодаря чему становится возможным осуществление передачи соответствующей нагрузки между внешним элементом опоры и внутренним ее элементом, а также передачи соответствующего движения между ними даже в случае эксплуатации опоры в течение длительного периода времени. Кроме того, поскольку в данном случае возможно реальное обеспечение требуемой плавности проворачивания шаровой части исключительно только лишь посредством нагревания шаровой части после отливки внешнего элемента опоры, предлагаемый способ может очень легко быть осуществлен на практике, что позволяет с достаточной легкостью провести автоматизацию каждого этапа производственного процесса в отдельности и организовать массовое производство.
И хотя при нагревании прокладки из полимера, осуществляемом на заключительной стадии технологического процесса посредством подвода к ней тепла через шаровую часть, необходимо всего лишь только обеспечить нагревание шаровой части, тем не менее, не исключается также и такая возможность, как использование при этом дополнительно соответствующей внешней силы, оказывающей сминающее воздействие на шаровую часть опоры в пределах области упругой ее деформации. Посредством такой опрессовки шаровой части, проводимой одновременно с нагреванием прокладки из полимера при наличии сминающего воздействия на шаровую часть опоры, этот шар, находясь в упруго деформированном состоянии, спрессовывает прокладку из полимера по направлению к внешнему элементу опоры, благодаря чему наблюдается соответствующее усиление эффекта расширения прокладки из полимера, в результате чего обеспечивается возможность более эффективного уменьшения силы, с которой шаровая часть поджимается прокладкой из полимера.
Для примера, в качестве материала, пригодного к применению его при изготовлении указанной прокладки из полимера согласно способу, предложенному в соответствии с настоящим изобретением, можно указать, помимо различных прочих материалов, также полиэфирэфиркетон, полиэфиркетон, полиимид, полиамидимид, полиэфиримид, полиэфиркетонкетон, поликетон, полиэфирсульфон, жидкокристаллический полимер, полиаллилэфиркетон, полифениленсульфид, фторполимер и полиамид. Кроме того, температура нагревания прокладки из полимера на заключительной стадии технологического процесса определяется, исходя из соответствующей зависимости между температурой нагревания и видом полимерного материала, выбранного для изготовления такой прокладки; а с точки зрения уменьшения силы, с которой шаровая часть будет затем поджиматься прокладкой из полимера, желательно осуществлять нагревание прокладки из полимера до температуры, превышающей температуру стеклования выбранного материала.
Кроме того, что касается способа нагревания прокладки из полимера с подводом тепла через шаровую часть, то может дополнительно предусматриваться проведение процесса нагревания шаровой части после завершения отливки внешнего элемента изготавливаемой опоры; когда, например, на заключительной стадии изготовления внутреннего элемента опоры производится подсоединение хвостовика к шаровой части после завершения отливки внешнего элемента опоры, хвостовик может соединяться с шаровой частью посредством контактной электросварки, а прокладка из полимера может при этом нагреваться за счет использования тепла, выделяемого во время сварки, и, таким образом, осуществляется устранение поджимающей силы, создаваемой прокладкой из полимера, с одновременным подсоединением хвостовика к шаровой части в ходе одного и того же технологического процесса.
Краткое описание чертежей
На фиг.1 представлен вид спереди в разрезе сферической опоры, выполненной согласно первому варианту выполнения способа ее изготовления в соответствии с настоящим изобретением.
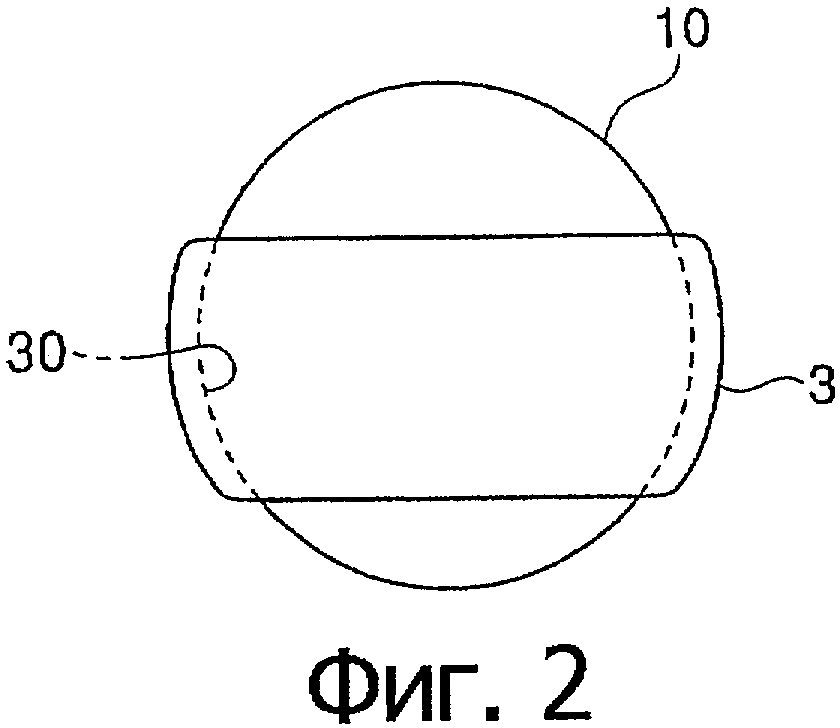
На фиг.2 представлен вид спереди шаровой части с прокладкой из полимера, соединенной с ней согласно способу изготовления сферической опоры в соответствии с первым вариантом выполнения изобретения.
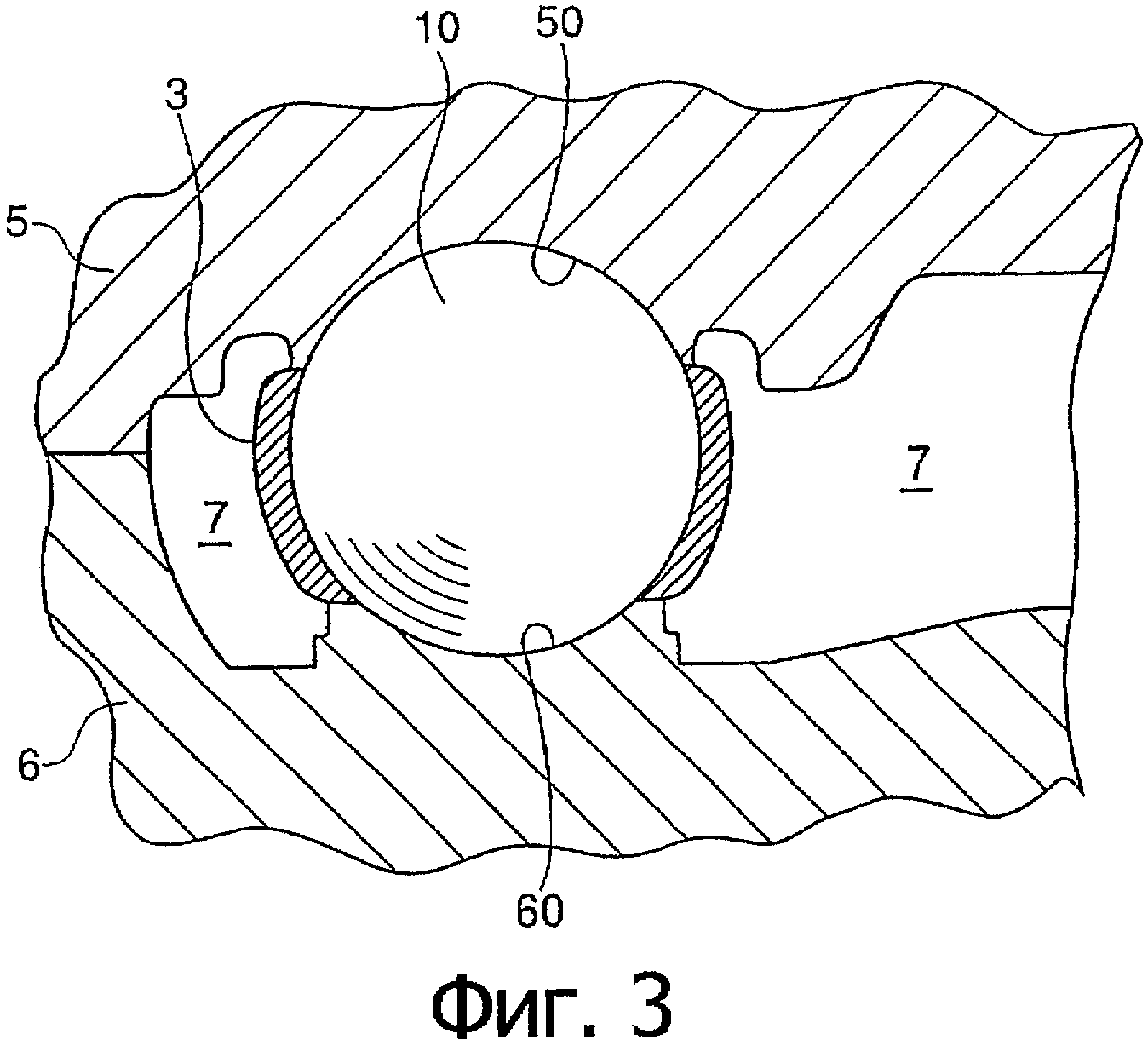
На фиг.3 представлен вид в разрезе, демонстрирующий отливку держателя с использованием шаровой части в качестве литейного стержня согласно способу изготовления сферической опоры в соответствии с первым вариантом выполнения изобретения.
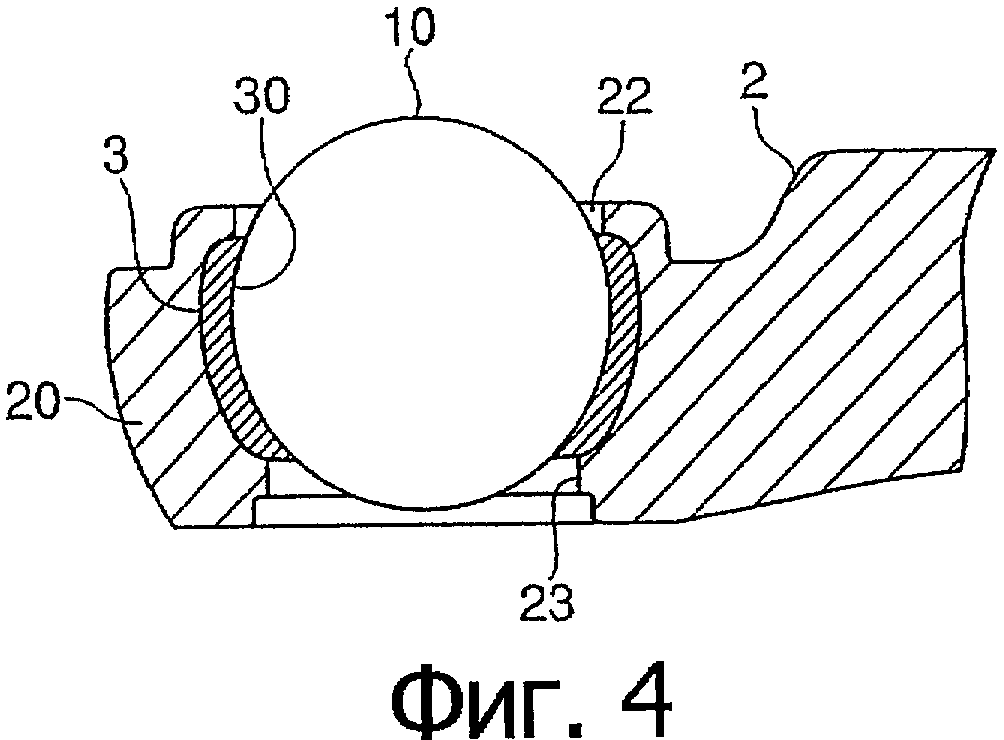
На фиг.4 представлен вид спереди в разрезе держателя, отлитого согласно способу изготовления сферической опоры в соответствии с первым вариантом выполнения изобретения.
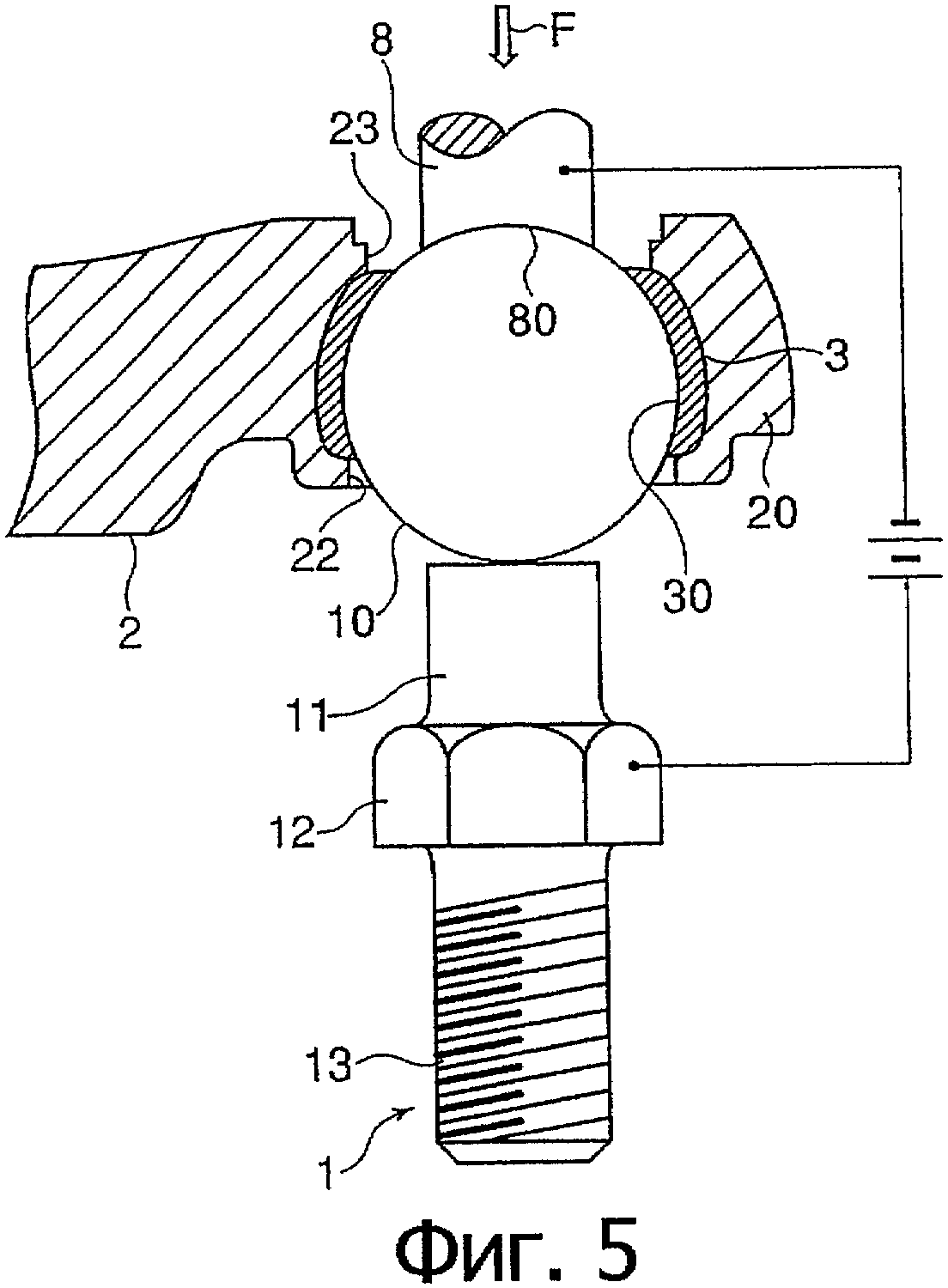
На фиг.5 представлен вид спереди в разрезе приваренного хвостовика к шаровой части, заключенной внутри держателя, согласно способу изготовления сферической опоры в соответствии с первым вариантом выполнения изобретения.
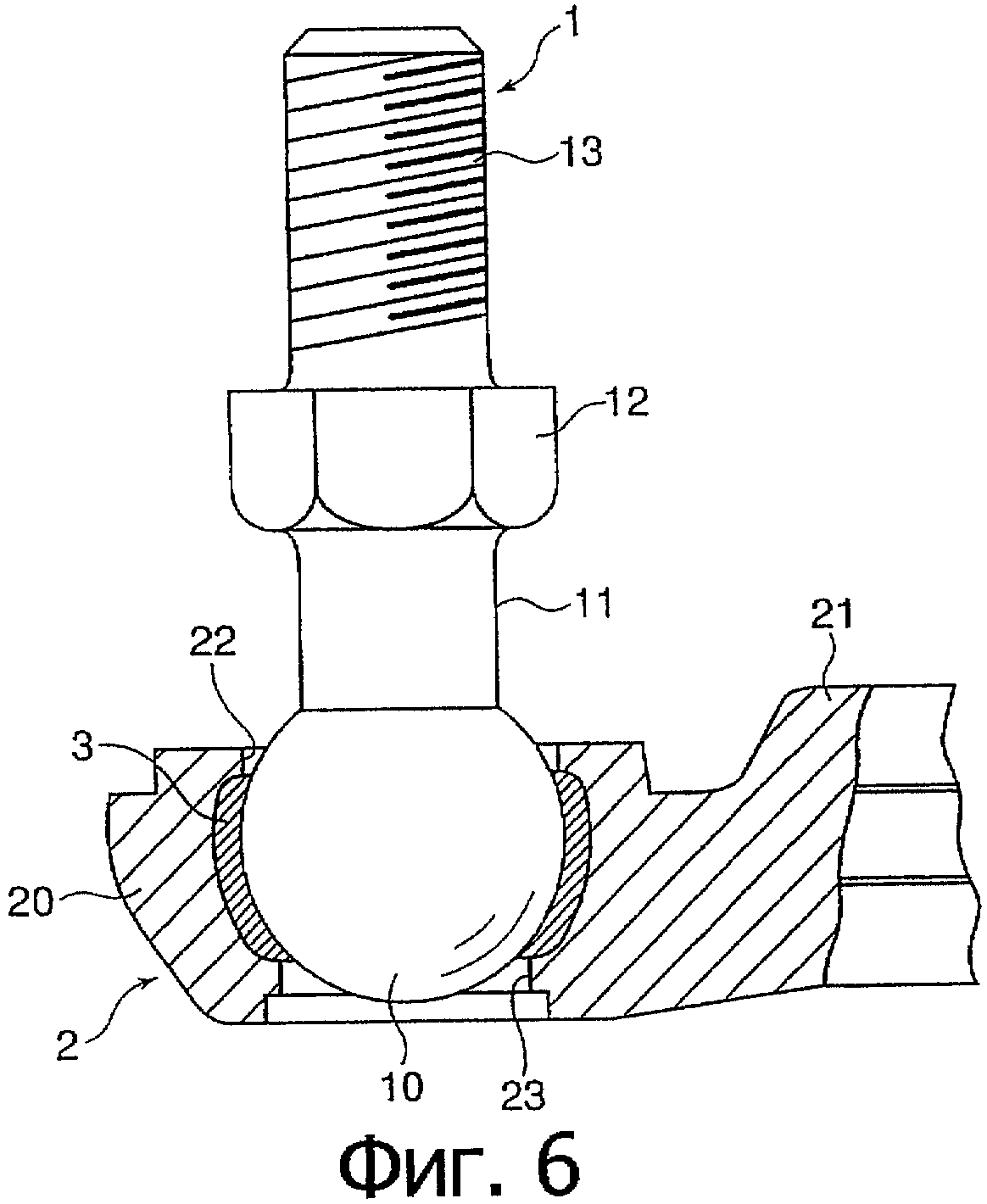
На фиг.6 представлен вид спереди в разрезе сферической опоры в том состоянии, в котором она находится после приваривания хвостовика к шаровой части, согласно способу изготовления сферической опоры в соответствии с первым вариантом выполнения изобретения.
На фиг.7 (а) представлена схема, демонстрирующая поджимающую силу, воздействующую на шар после инжекционного прессования прокладки из полимера.
На фиг.7 (b) представлена схема, на которой показана поджимающая сила, воздействующая на шаровую часть после отливки держателя.
На фиг.7 (с) представлена схема, демонстрирующая стадию устранения воздействия поджимающей силы.
На фиг.8 представлен вид спереди в разрезе сферической опоры, выполненной согласно второму предпочтительному варианту выполнения способа ее изготовления в соответствии с настоящим изобретением.
На фиг.9 представлена схема, демонстрирующая стадию нагревания внутреннего кольца после отливки внешнего кольца согласно способу изготовления сферической опоры в соответствии со вторым вариантом выполнения изобретения.
Осуществление изобретения
Ниже следует подробное описание сферической опоры согласно настоящему изобретению, которое ведется со ссылками на прилагаемые чертежи.
На фиг.1 показана сферическая опора, выполненная согласно первому варианту выполнения настоящего изобретения. Эта сферическая опора состоит из хвостовика 1 с шаром, выполненного в виде внутреннего элемента с шаровой частью, расположенной на наружном его конце, и держателя 2, выполненного в виде внешнего элемента, имеющего опорную часть 20 под шар, охватывающую шаровую часть 10 хвостовика 1 с шаром, причем хвостовик 1 с шаром и держатель 2 соединены между собой с возможностью поворотного или вращательного движения друг относительно друга.
Хвостовик 1 с шаром выполняют посредством приваривания стержнеобразного хвостовика 11 к стальному шару опоры, обладающему высокой сферичностью своей поверхности и выполненному в виде шаровой части 10, а в нижней части хвостовика 11 формируют шестигранную поверхность 12 опоры, предназначенную для крепления к этой опоре соответствующего элемента конструкции, к примеру, такого как передаточный рычаг какого-либо механизма. Кроме того, выполняют также наружную резьбу на наружной концевой части хвостовика 11, а при помощи гайки, наворачиваемой на эту наружную резьбу 13, соответствующий элемент конструкции, крепящийся к опоре, удерживается в закрепленном состоянии между гайкой и шестигранной поверхностью 12 опоры.
Держатель 2 имеет соответствующую опорную часть 20 под шар, которая охватывает и удерживает на месте шаровую часть 10 хвостовика 1 с шаром, и крепежную часть 21, предназначенную для соединения опорной части 20 под шар с указанным передаточным рычагом. При этом опорная часть 20 под шар и крепежная часть 21 формируются как одно целое друг с другом посредством литья под давлением из алюминиевого сплава или же из цинкового сплава. Кольцевая прокладка 3 из полимера закладывается внутрь опорной части 20 под шар таким образом, чтобы она, охватывая собой сферическую поверхность шаровой части 10, удерживала ее на месте, при этом шаровая часть 10 хвостовика 1 с шаром находится в контакте только лишь с прокладкой 3 из полимера. Указанная прокладка 3 из полимера имеет толщину приблизительно 1 мм и закрывает собой приблизительно 2/3 сферической поверхности шаровой части 10, включая и ее экватор, а с внутренней стороны прокладки 3 из полимера формируют вогнутую сферическую поверхность 30, находящуюся в скользящем контакте со сферической поверхностью шаровой части 10 и, по существу, полностью соответствующую ей. В результате хвостовик 1 с шаром может свободно совершать соответствующее поворотное или вращательное движение относительно держателя 2 с использованием при этом - в качестве центра поворота - шаровой части 10. Хотя это на фиг.1 и не показано, предусматривается наличие соответствующей внутренней резьбы, выполненной на крепежной части 21 и обеспечивающей возможность соединения этой части, например, посредством наружной резьбы, выполненной на наружном конце стержня или какой-либо иной аналогичной детали, с передаточным рычагом соответствующего механизма.
Кроме того, в опорной части 20 под шар, которую имеет держатель 2, выполняют пару отверстий 22, 23, обеспечивающих доступ к шаровой части 10 с противоположных направлений; хвостовик 11 подсоединяют к шаровой части 10 при пропускании его сквозь отверстие 22, тогда как с противоположной стороны выполняют соответствующий элемент 24 конструкции в виде крышки с углублением 25 для смазочного масла. Промежуток между периферийными кромками отверстий 22, 23 и шаровой частью 10 перекрыт соответствующей частью прокладки 3 из полимера, и поэтому сплав, из которого выполнена опорная часть 20 под шар, не приходит в непосредственный контакт с шаровой частью 10. К тому же, периферийные кромки отверстий 22, 23 накрывают собой торцевые поверхности прокладки 3 из полимера, благодаря чему опорная часть 20 под шар надежно удерживает на своем месте прокладку 3, выполненную из полимера.
Внутренний диаметр каждого отверстия 22, 23, выполненного в опорной части 20 под шар, которую имеет держатель 2, немного меньше диаметра самой шаровой части 10 хвостовика 1 с шаром. Как уже было указано выше, прокладка 3, выполненная из полимера, закрывает собой приблизительно 2/3 сферической поверхности шаровой части 10, включая и ее экватор, причем указанная прокладка 3 из полимера удерживается на своем месте при помощи опорной части 20 под шар, и поэтому не должно существовать какой-либо опасности разъединения шаровой части 10 с опорной частью 20 под шар, которую имеет держатель 2. Однако в случае воздействия чрезмерно высокой осевой нагрузки, приложенной к хвостовику 1 с шаром, не исключается разрушение самой прокладки 3, выполненной из полимера, в результате чего разъединение шаровой части 10 с опорной частью 20 под шар все же произойдет. С учетом этого обстоятельства, для того чтобы полностью исключить всякую вероятность разъединения шаровой части 10 с опорной частью 20 под шар даже в том случае, если все же произойдет разрушение прокладки 3, выполненной из полимера, внутренний диаметр каждого из указанных отверстий 22, 23 выполняют таким образом, чтобы он был немного меньше, чем диаметр самой шаровой части 10.
Кроме того, между периферийной наружной кромкой держателя 2 и хвостовиком 11, являющимся частью хвостовика 1 с шаром, монтируют эластичный кожух 4, предотвращающий проникновение пыли, грязи и т.д. в зазор между шаровой частью 10 хвостовика 1 с шаром и опорной частью 20 под шар, которую имеет держатель 2; и, к тому же, внутри этого кожуха образован соответствующий карман 40, заполняемый смазочным материалом, к примеру, таким как консистентная смазка. В данном случае со стороны хвостовика 1 с шаром концевая часть 41 эластичного кожуха 4 находится в плотном контакте с хвостовиком 11, который обеспечивается посредством эластичности кожуха; а со стороны держателя 2 концевая часть 42 кожуха удерживается между периферийной наружной кромкой держателя 2 и соответствующим стопорным кольцом, вследствие чего эластичный кожух 4 продолжает все время оставаться на своем месте, пока хвостовик 1 с шаром совершает поворотное или вращательное движение.
Далее в приведенном здесь ниже описании рассматривается способ изготовления сферической опоры в соответствии с данным вариантом выполнения настоящего изобретения.
Держатель 2 сферической опоры согласно данному варианту настоящего изобретения изготавливается посредством осуществления процесса литья под давлением, при проведении которого шаровую часть 10 хвостовика 1 с шаром вставляют внутрь литейной формы, используя указанную шаровую часть в качестве литейного стержня. Таким образом, при закладывании прокладки 3 из полимера внутрь опорной части 20 под шар необходимо, прежде всего, соответствующим образом присоединить указанную прокладку 3 из полимера к стальному шару опоры, выполненному в виде шаровой части 10. На фиг.2 на виде спереди показана прокладка 3 из полимера, присоединенная к стальному шару опоры. Прокладка 3, выполненная из полимера, имеет форму кольца, внутренний диаметр которого соответствует наружному диаметру шаровой части 10, и которая присоединена к указанной шаровой части 10 таким образом, чтобы перекрывать собой экватор этой шаровой части 10. В качестве полимерного материала для изготовления такой прокладки 3 в данном случае используется полиэфирэфиркетон, который имеет температуру стеклования 151°С и точку плавления 343°С (выпускается этот материал фирмой Victrex под торговым названием PEEK), а формируют эту прокладку таким образом, чтобы ее толщина составляла приблизительно 1,0 мм.
Прокладка 3 из полимера изготавливается посредством инжекционного прессования, при осуществлении которого шаровую часть 10 вставляют в пресс-форму, используя эту часть в качестве своеобразного формовочного стержня, причем данную прокладку, как таковую, присоединяют к шаровой части уже в процессе ее формирования. То есть, иными словами, инжекционное прессование синтетической смолы производят, когда внутри пресс-формы находится вставленный туда стальной шар, выполненный в виде шаровой части 10, и, таким образом, формирование прокладки 3 из полимера и присоединение ее к шаровой части 10 выполняют в ходе проведения одного и того же процесса. Формируя прокладку 3 из полимера, как указано выше, можно полностью исключить трудозатраты, связанные с креплением этой прокладки к шаровой части 10; кроме того, периферийная внутренняя поверхность прокладки 3 из полимера при этом в точности соответствует сферической поверхности шаровой части 10, что позволяет обеспечить надежное крепление прокладки 3 из полимера относительно шаровой части 10.
Далее производится литье держателя 2 под давлением. Как показано на фиг.3, при проведении процесса литья под давлением предварительно вставляют шаровую часть 10 вместе с присоединенной к ней прокладкой 3 из полимера, наложенной на нее во время предшествующей стадии технологического процесса и служащей в данном случае в качестве литейного стержня, внутрь литейной формы, состоящей из раздельных верхней и нижней ее половин, соответственно 5, 6, после чего в подготовленную таким образом литейную форму принудительно заливают в расплавленном виде алюминиевый или цинковый сплав, который поступает внутрь полости 7 литейной формы. Во время заливки сплава шаровая часть 10, вставленная в литейную форму, удерживается на своем месте между цилиндрическими опорными поверхностями 50, 60, предусмотренными с этой целью соответственно на внутренних сторонах половин 5, 6 литейной формы, благодаря чему предотвращаются какие-либо отклонения указанной шаровой части от заданного своего положения внутри литейной формы. Кроме того, указанные опорные поверхности 50, 60 удерживают сверху и снизу не только шаровую часть 10, но также и прокладку 3 из полимера, благодаря чему указанная прокладка 3, выполненная из полимера, надежно фиксируется на месте внутри полости 7, оставаясь при этом в закрепленном на шаровой части 10 своем положении, и целиком погружается в сплав, заливаемый в полость 7, за исключением периферийной внутренней ее поверхности, находящейся в контакте с шаровой частью 10.
В результате, как показано на фиг.4, образуется отливка держателя 2, содержащего шаровую часть 10. В тех местах образовавшейся отливки держателя 2, которые соответствуют по своему расположению опорным поверхностям 50, 60 указанных половин 5, 6 литейной формы, образованы соответственно отверстия 22, 23, причем доступ к шаровой части 10 обеспечивается при этом единственно только лишь через эти отверстия 22, 23. Кроме того, прокладка 3 из полимера, которая была прикреплена к шаровой части 10, будет при этом заложена в соответствующее углубление, образующееся в литой опорной части 20 под шар, где она прочно закреплена относительно указанной опорной части 20 под шар. Поскольку прокладка из полимера удерживалась сверху и снизу опорными поверхностями 50, 60 указанных половин 5, 6 литейной формы, опорная часть 20 под шар, отлитая под давлением, не контактирует с шаровой частью 10. Кроме того, указанная опорная часть 20 под шар, отлитая под давлением, закрывает при этом собой частично торцевые поверхности прокладки 3, выполненной из полимера, благодаря чему эта опорная часть 20 под шар удерживает прокладку 3 из полимера на своем месте. В результате прокладка 3 из полимера прочно соединена с опорной частью 20 под шар, образуя с ней единое целое.
Температура литья при использовании цинкового сплава в качестве материала, из которого изготавливается держатель 2, составляет не ниже, чем 400°С, а при использовании алюминиевого сплава температура литья составляет не ниже 600°С. Таким образом, вышеуказанные значения температуры литья значительно выше, чем температура, при которой происходит потеря теплостойкости полимерного материала, из которого изготовлена прокладка 3, вследствие чего можно предположить, что прокладка 3 из полимера, которая имеет толщину всего лишь приблизительно 1 мм, начнет обугливаться, если процесс литья при изготовлении держателя 2 будет протекать в нормальных условиях. Однако при осуществлении производственного процесса с использованием способа литья под давлением следует иметь в виду, что шаровая часть 10 имеет намного большую теплоемкость, чем прокладка 3 из полимера, и поэтому шаровая часть 10 отбирает у прокладки 3, выполненной из полимера, ту тепловую энергию, которую эта прокладка получает от литейного сплава, находящегося в расплавленном состоянии, благодаря чему предотвращается обугливание прокладки 3 из полимера. Таким образом, тогда как указанная прокладка 3, выполненная из полимера, своей периферийной наружной стороной, которая находится в контакте с опорной частью 20 под шар, сцепляется с указанной опорной частью 20, ее периферийная внутренняя сторона, которая продолжает все время находиться в контакте с шаровой частью 10, остается при этом незатронутой и, следовательно, не подвергается обугливанию, образуя поверхность скольжения, обращенную к шаровой части 10. Кроме того, при литье под давлением происходит быстрое заполнение полости 7 расплавленным литейным сплавом, находящимся под высоким давлением, и поэтому время цикла с момента начала подачи расплавленного сплава в литейную форму и до момента извлечения оттуда отлитого держателя 2 составляет всего лишь 5-10 секунд. Таким образом, можно предположить, что это обстоятельство также способствует предотвращению обугливания прокладки 3 из полимера во время отливки держателя 2. Однако, исходя из соображений обеспечения надежной защиты контактной поверхности скольжения 30 прокладки 3 из полимера, обращенной к шаровой части 10, от обугливания, желательно сразу же охладить водой держатель 2, только что извлеченный из раскрытых половинок 5, 6 литейной формы после завершения процесса литья его под давлением, немедленно удалив тем самым остаточное тепло, все еще содержащееся в держателе 2 после того, как завершено литье под давлением.
Затем приваривают хвостовик 11 к шаровой части, заключенной внутри опорной части 20 под шар, которую имеет держатель 2. При выполнении этого сварочного процесса применяется метод рельефной сварки; как показано на фиг.5, торцевая поверхность хвостовика 11 вводится в контакт под нагрузкой, которая создается под воздействием предварительно заданной силы F, со сферической поверхностью шаровой части 10, доступ к которой обеспечивается при этом через отверстие 22, имеющейся в опорной части 20 под шар, и одновременно соответствующий электрод 8 вводится в контакт со сферической поверхностью шаровой части 10, доступ к которой обеспечивается при этом через отверстие 23, сразу после чего от источника тока к хвостовику 11 и электроду 8 подводится сварочный ток. Когда при питании током в цепи между электродом 8 и шаровой частью 10 обеспечивается достаточно высокое сопротивление, произойдет плавление шаровой части 10, которая находится в контакте с электродом, при этом электрод 8 имеет вогнутую опорную поверхность 80, соответствующую по своей форме сферической поверхности шаровой части 10 и обеспечивающую плотный контакт торцевой поверхности электрода со сферической поверхностью шаровой части 10. В том случае, когда диаметр шара составляет 15,875 мм, а наружная часть хвостовика имеет диаметр 10 мм, сила F, с которой хвостовик 11 прижимается к шаровой части 10, составляет приблизительно 5880 Н (600 кгс).
После того как эта рельефная сварка будет завершена, хвостовик 1 с шаром, шаровая часть 10 которого заключена внутри опорной части 20 под шар, входящей в состав держателя 2, приобретет свой окончательный вид.
В процессе приваривания хвостовика 11 к шаровой части 10 достигается положительный эффект, который заключается в полном устранении соответствующей силы, с которой прокладка 3 из полимера поджимает шаровую часть 10. В соответствии со способом изготовления сферической опоры согласно настоящему изобретению сначала выполняют прокладку 3 из полимера, формируемую на поверхности шаровой части 10 посредством инжекционного прессования; а по окончании процесса инжекционного прессования происходит сжатие прокладки 3, выполненной из полимера, в результате чего, как показано на фиг.7 (а), шар поджимают этой прокладкой 3 из полимера, при этом указанная прокладка, выполненная из полимера, находится в напряженном состоянии, испытывая воздействие растягивающего усилия по всей сферической поверхности шаровой части. Кроме того, когда затем посредством литья под давлением формируют держатель 2, то вследствие усадки (литейной усадки) при охлаждении по завершении процесса литья возникает такое состояние, в котором, как показано на фиг.7 (b), держатель 2 дополнительно поджимает шаровую часть 10, оказывая соответствующее воздействие на прокладку 3 из полимера с наружной ее стороны. Таким образом, после отливки держателя 2 шаровая часть 10 сильно поджимается прокладкой 3, выполненной из полимера, и, если оставить ее в таком состоянии, то тогда будет невозможен проворот шаровой части 10 относительно прокладки 3, выполненной из полимера, и даже если такое проворачивание все же и будет в какой-то степени возможным, то движение может при этом совершаться не иначе, как с большим трудом.
Однако, как показано на фиг.7 (с), при нагревании шаровой части 10 после того, как будет отлит держатель 2, когда температура прокладки 3 из полимера, которая находится в контакте с шаровой частью 10, достигнет уровня не ниже температуры стеклования Tg, начнут изменяться соответствующие параметры, характеризующие физические свойства собственно полимерного материала, из которого выполнена прокладка 3, в результате чего произойдет постепенное снижение таких показателей, как модуль упругости при изгибе, модуль сдвига и т.д., благодаря чему станет возможным деформирование прокладки 3 из полимера в соответствии с размером шаровой части 10. Одновременно с этим происходит также и температурное расширение самой шаровой части 10, и ее диаметр становится больше, чем при комнатной температуре, в результате чего шаровая часть 10 слегка вздувается, соответственно расширяя при этом прокладку 3, выполненную из полимера. Вследствие этого происходит соответствующее уменьшение или же полное устранение силы, с которой прокладка 3, выполненная из полимера, поджимает шаровую часть 10, обеспечивая тем самым возможность свободного проворачивания шаровой части 10 относительно прокладки 3 из полимера.
В процессе приваривания хвостовика 11 к шаровой части 10 нагревают привариваемую часть до температуры приблизительно 1200°С, а прокладка 3 из полимера, которая находится в контакте с шаровой частью 10, при этом также нагревается до температуры не ниже температуры стеклования Tg. Таким образом, когда хвостовик 11 приваривают к шаровой части 10 по завершении процесса отливки держателя 2, прокладка 3 из полимера, которая до этого поджимала собой шаровую часть 10, подвергаясь деформации, приобретает форму, соответствующую форме шаровой части 10, благодаря чему обеспечивается возможность соответствующего уменьшения или же полного устранения силы, с которой прокладка 3, выполненная из полимера, поджимает шаровую часть 10. То есть, при осуществлении рассмотренного здесь выше способа изготовления сферической опоры предусматривается приваривание хвостовика 11 к шаровой части 10, в результате чего шаровая часть 10 приобретает также возможность свободно проворачиваться относительно прокладки 3, выполненной из полимера таким образом, что она представляет собой единое целое с опорной частью 20 под шар, которая входит в состав держателя 2.
Поскольку шаровая часть 10 и прокладка 3 из полимера находятся в плотном контакте друг с другом, само состояние этого контакта между ними является практически идеальным, не вызывающим возникновения в них каких-либо механических напряжений, благодаря чему хвостовик 1 с шаром может очень плавно совершать поворотное движение вокруг шаровой части 10 или же вращательное движение вокруг оси хвостовика 11 относительно держателя 2. Кроме того, поскольку зазор между прокладкой 3 из полимера и шаровой частью 10 полностью устранен, хвостовик 1 с шаром не производит каких-либо стуков относительно держателя 2, что позволяет сохранять рабочую характеристику данной сферической опоры на достаточно удовлетворительном уровне даже в случае эксплуатации ее в течение длительного периода времени.
Помимо этого, на стадии проведения рельефной сварки хвостовика 11 с шаровой частью 10 хвостовик 11 удерживают в контакте с шаровой частью 10 под воздействием нагрузки, создаваемой спрессовывающей силой F, что также создает соответствующие преимущества с точки зрения уменьшения или полного устранения поджимающей силы, создаваемой прокладкой из полимера. То есть, иными словами, шаровая часть 10 во время проведения сварки испытывает незначительное сминающее воздействие, оказываемое на нее спрессовывающей силой F в направлении между хвостовиком 11 и электродом 8, в результате чего происходит малозаметное увеличение ее диаметра в направлении, перпендикулярном по отношению к тому направлению, в котором производится спрессовывание. Таким образом, сама шаровая часть 10 действует в данном случае таким образом, что она при этом обеспечивает отжатие прокладки 3, выполненной из полимера, которая, предположим, нагрета до температуры ниже, чем температура стеклования Tg, по направлению к опорной части 20 под шар, которая входит в состав держателя 2, что также способствует деформации прокладки 3, выполненной из полимера. Таким образом, благодаря опрессовке шаровой части 10, проводимой одновременно с нагреванием указанной шаровой части 10, обеспечивается возможность более эффективного уменьшения или полного устранения той силы, с которой прокладка 3, выполненная из полимера, поджимает шаровую часть 10, в результате чего создаются необходимые условия для свободного проворачивания шаровой части 10 относительно прокладки 3, выполненной из полимера, и дополнительно к этому позволяет хвостовику 1 с шаром плавно проворачиваться относительно держателя 2.
Предусмотрено, как упомянуто выше, также наличие соответствующего эластичного кожуха 4, который устанавливают между хвостовиком 11 и периферийной наружной кромкой держателя 2, а карман 40 кожуха, образующийся под указанным эластичным кожухом 4, заполняют соответствующим смазочным материалом, к примеру, таким как консистентная смазка, после чего процесс изготовления сферической опоры в соответствии с данным вариантом выполнения изобретения можно считать завершенным.
Такая сферическая опора была уже фактически изготовлена в соответствии с настоящим изобретением, после чего проведены были ее испытания на долговечность, во время которых хвостовик с шаром все время проворачивался относительно держателя. Шаровая часть испытывавшейся сферической опоры имеет диаметр 19,05 мм, а частота, с которой повторно совершается поворотное движение, составляет 13 Гц. В обычной сферической опоре, держатель которой изготавливается методом литья под давлением без закладывания в него соответствующей прокладки, выполненной из полимера (JP-A-62-288716), заедание опорной части под шар, предусмотренной в таком держателе, относительно шаровой части хвостовика с шаром произошло уже спустя только лишь один час, тогда как в сферической опоре, выполненной в соответствии с настоящим изобретением, в которой шаровая часть находится в скользящем контакте единственно только лишь с прокладкой, выполненной из полимера, никакого зазора не возникло между шаровой частью и прокладкой из полимера даже спустя 216 часов (9 суток) после начала проведения испытаний, и хвостовик с шаром не производил никаких стуков относительно держателя.
Далее на фиг.8 представлен вид в разрезе сферической опоры, выполненной согласно второму предпочтительному варианту выполнения в соответствии с настоящим изобретением.
Данная сферическая опора состоит из внешнего кольца 101, выполненного в виде внешнего элемента указанной опоры, внутреннего кольца 102, выполненного в виде внутреннего элемента, и прокладки 103, выполненной из полимера и вставленной между внутренним кольцом 102 и внешним кольцом 101, при этом внутреннее кольцо 102 может свободно совершать поворотное движение или же вращательное движение относительно прокладки 103, выполненной из полимера и удерживаемой внешним кольцом 101. Внутреннее кольцо 102 выполнено круглой формы со сквозным отверстием 105, предназначенным для введения в него стержня 104 соответствующего рычажного механизма, причем наружная периферическая поверхность 106 этого кольца выполнена в виде выпуклой сферической поверхности, находящейся в скользящем контакте с прокладкой 103 из полимера. В качестве полимерного материала, из которого изготавливается указанная прокладка, применяется, как и в первом варианте выполнения настоящего изобретения, тот же самый полиэфирэфиркетон при толщине его слоя, составляющей 1,0 мм.
Способ изготовления сферической опоры в соответствии со вторым предпочтительным вариантом выполнения настоящего изобретения, по существу, остается таким же, как и рассмотренный здесь выше способ изготовления сферической опоры в соответствии с первым вариантом выполнения настоящего изобретения. В соответствующую пресс-форму вставляют внутреннее кольцо 102, которое при этом служит в качестве своеобразного формовочного стержня, а затем посредством инжекционного прессования формируют прокладку 103 из полимера, причем указанную прокладку 103, выполненную из полимера, накладывают на сферическую поверхность 106 внутреннего кольца 102. После этого внутреннее кольцо 102 вместе с наложенной на него прокладкой 103 из полимера вставляют в соответствующую литейную форму, где оно служит в качестве своеобразного литейного стержня, а затем в подготовленную таким образом литейную форму принудительно заливают в расплавленном виде алюминиевый или цинковый сплав, получая при этом внешнее кольцо 101, отлитое методом литья под давлением. В результате при этом отливается внешнее кольцо 101 из указанного сплава, охватывающее внутреннее кольцо 102. По окончании стадии отливки наружная периферическая поверхность прокладки 103 из полимера, которая предварительно была наложена на внутреннее кольцо 102, прочно сцепляется с внешним кольцом 101 за счет ее прихватывания, образуя при этом единое целое с внешним кольцом 101.
Однако прокладка 103 из полимера поджимает при этом внутреннее кольцо 102 с наружной его стороны за счет своей усадки, происходящей после инжекционного прессования; кроме того, отлитое внешнее кольцо 101 также поджимает прокладку 103, выполненную из полимера, по направлению к внутреннему кольцу 102, так как оно дает соответствующую литейную усадку, и поэтому в таком поджатом состоянии невозможно будет свободно провернуть внутреннее кольцо 102 относительно внешнего кольца 101.
Таким образом, для того чтобы уменьшить или же полностью устранить эту силу, под воздействием которой прокладка 103, выполненная из полимера, поджимает внутреннее кольцо 102, необходимо, как и при осуществлении способа изготовления сферической опоры в соответствии с первым вариантом выполнения настоящего изобретения, обеспечить соответствующий нагрев прокладки 103, выполненной из полимера, с передачей к ней тепла через внутреннее кольцо 102 после того, как будет отлито внешнее кольцо 101. Как показано на фиг.9, при изготовлении сферической опоры в соответствии со вторым предпочтительным вариантом выполнения настоящего изобретения предусматривается введение катушки индуктивности 108, подключенной к источнику 107 переменного тока высокой частоты, в сквозное отверстие 105 внутреннего кольца 102 и нагрев указанного внутреннего кольца 102 посредством высокочастотного индукционного нагрева изнутри сквозного отверстия 105. При этом температура нагрева внутреннего кольца находится приблизительно в пределах 1500-1600°С, а время нагревания составляет приблизительно от 0,2 до 0,5 сек.
Когда внутреннее кольцо 102 при этом соответственно нагреется, происходит также и нагревание прокладки 103, выполненной из полимера, которая находится в контакте с внутренним кольцом 102, до температуры не ниже, чем температура стеклования Tg, в результате чего прокладка 103 из полимера, которая до этого поджимала внутреннее кольцо 102, подвергается деформации, приобретая при этом форму, соответствующую форме внутреннего кольца 102, благодаря чему обеспечивается возможность уменьшения или же полного устранения силы, с которой прокладка 103 из полимера поджимает внутреннее кольцо 102. В результате внутреннее кольцо 102 имеет возможность свободного проворота относительно прокладки 103, выполненной из полимера таким образом, что она составляет единое целое с внешним кольцом 101, и стержень 104, закрепляемый в сквозном отверстии 105 внутреннего кольца 102, может при этом очень плавно совершать поворотное движение или же вращательное движение вокруг своей собственной оси относительно внешнего кольца 101.
На данный момент, несмотря на то, что внутреннее кольцо 102 и прокладка 103 из полимера находятся в плотном контакте друг с другом, само состояние этого контакта между ними является практически идеальным, не вызывающим возникновения в них каких-либо механических напряжений; кроме того, поскольку зазор между прокладкой 103 из полимера и внутренним кольцом 102 полностью устранен, внутреннее кольцо 102 не производит каких-либо стуков относительно внешнего кольца 101, что позволяет сохранять рабочую характеристику данной сферической опоры на достаточно удовлетворительном уровне даже в случае эксплуатации ее в течение длительного периода времени.
Как указано выше, при изготовлении сферической опоры в соответствии с настоящим изобретением обеспечивают наложение прокладки из полимера на шаровую часть внутреннего элемента опоры посредством инжекционного прессования, после чего отливают внешний элемент опоры таким образом, чтобы он закрыл собой указанную прокладку из полимера, и нагревают эту прокладку, выполненную из полимера и закрывающую собой шаровую часть, обеспечивают подвод к ней тепла через шаровую часть, выполненную в виде внутреннего элемента опоры, благодаря чему уменьшается или же полностью устраняется та сила, под воздействием которой прокладка из полимера поджимает шаровую часть, что позволяет осуществлять плавное поворотное движение или же вращательное движение внутреннего элемента по отношению к внешнему элементу; кроме того, поскольку никакого зазора между шаровой частью и прокладкой, выполненной из полимера, при этом не образуется, обеспечивается также возможность полного устранения стуков внутреннего элемента опоры относительно внешнего ее элемента. Соответственно, даже в случае эксплуатации такой сферической опоры в течение длительного периода времени обеспечивается возможность передачи нагрузки и передачи движения между внешним элементом опоры и внутренним ее элементом с высокой точностью. Кроме того, поскольку в данном случае возможно реальное обеспечение требуемой плавности проворачивания шаровой части исключительно только лишь посредством нагревания шаровой части после отливки внешнего элемента опоры, настоящее изобретение может быть очень легко осуществлено на практике, что позволяет с достаточной легкостью провести автоматизацию каждого этапа производственного процесса в отдельности и организовать массовое производство.
Реферат
Изобретение относится к сферической опоре, которая применяется в конструкции рычажного передаточного механизма или иного аналогичного механизма в качестве соответствующей детали рычага подвески и рулевого управления автомобиля, привода режущего аппарата комбайна либо иных аналогичных деталей. Способ изготовления сферической опоры, которая содержит внутренний элемент, имеющий металлическую шаровую часть, и внешний элемент, имеющий опорную часть под шар, охватывающую шаровую часть внутреннего элемента и служащую для нее опорой, и соединенный с внутренним элементом с возможностью поворота или вращения относительно него, заключается в том, что выполняют инжекционное прессование, при котором шаровую часть внутреннего элемента вводят внутрь пресс-формы в качестве формовочного стержня, и формируют прокладку из полимера, наносимую на шаровую часть. Формируют внешний элемент, закрывающий собой прокладку из полимера и не имеющий контакта с шаровой частью, посредством литья с использованием шаровой части вместе с прокладкой из полимера в качестве литейного стержня, вставляемого в литейную форму. При этом нагревают прокладку, выполненную из полимера и закрывающую собой шаровую часть, посредством подвода тепла через шаровую опору внутреннего элемента по завершении стадии литья. Технический результат: создание способа изготовления сферической опоры, который позволяет с достаточной простотой обеспечить плавное проворачивание шаровой части опоры относительно внешнего ее элемента после его отливки и который обеспечивает возможность практически полного устранения зазора между шаровой частью опоры и прокладкой из полимера, посредством чего в течение длительного периода времени может поддерживаться достаточно хороший скользящий контакт между шаровой частью опоры и прокладкой из полимера. 4 з.п. ф-лы, 11 ил.

Комментарии