Способ изготовления шатуна для поршневых машин, в частности для компрессоров - RU2208188C2
Код документа: RU2208188C2
Чертежи


Описание
Изобретение относится к способу изготовления шатуна для поршневых машин, в частности для компрессоров, с проходящим через шатунную головку разъемом.
Известны шатуны, изготовленные литьем под давлением, например шатуны для компрессоров, изготовленные из алюминия способом литья под давлением, выполненные в виде неразъемных или составных шатунов. Составные шатуны изготовляют, например, из двух литых деталей, которые снабжены фиксирующим выступом. Известны, далее, шатуны, которые разделяют механически и фиксируют относительно друг друга с помощью конусных болтов или штифтов или путем создания профилей.
Для окончательной обработки составных шатунов перед обработкой отверстия составной головки шатуна следует ее верхнюю часть соединить винтом с нижней частью и маркировать соответствующим образом. Выполнение боковых карманов для смазки в виде свободных расширений не является беспроблемным и в любом случае может быть предусмотрено уже в заготовке. Шатуны известного типа требуют после всего дополнительной механической обработки, которая связана с повышенными затратами времени и средств.
Окончательную обработку упомянутого выше болтового соединения верхней и нижней частей следует, впрочем, рассматривать как весьма проблематичную, так как, собственно, при самом точном центрировании частей всегда следует рассчитывать на незначительное смещение. Подобное пространственное смещение оказывает негативное влияние на пленку смазки, которая существует после монтажа шатунного пальца между ним и внутренним диаметром проушины головки шатуна, т.е. образуется при вращении шатунного пальца относительно проушины.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ изготовления шатуна для поршневых машин, известный из патента США US 5105538.
Шатунную головку с проходящим через нее разъемом подвергают процессу разрыва-разделения следующим образом. В проушину шатунной головки вводят два разрывных инструмента с поперечным сечением в виде полукруглых шайб, которые контактируют с проушиной шатунной головки в двух контактных точках, лежащих на продольной оси заготовки. Исходя из изложенного, чтобы осуществить процесс разрыва-разделения, прикладываются силы, действующие в продольном направлении, которые служат исключительно для того, чтобы разорвать заготовку. Подвергнутая процессу разрыва-разделения заготовка должна быть еще дообработана. Такая дообработка относится, к примеру, к созданию карманов для смазочных средств.
Исходя из этого, задача изобретения состоит в том, чтобы создать способ изготовления шатуна для поршневых машин, в частности, для компрессоров, который можно изготовить разъемным с малыми затратами времени и финансовыми затратами, и тем не менее обеспечить возможность чрезвычайно точного изготовления, прежде всего, в зоне разъема шатунной головки и проушины шатунной головки.
Поставленная задача
решается тем, что в способе
изготовления шатуна для поршневых машин, в частности, для компрессоров, с проходящим через шатунную головку разъемом, согласно изобретению, осуществляют во временной
последовательности следующие
операции способа:
а) литую заготовку, полученную литьем под давлением, подвергают окончательной механической обработке в отношении всех подлежащих обработке
областей;
б) в области
предусмотренного разъема шатунной головки на внутреннем диаметре проушины шатунной головки и с наружной стороны шатунной головки выполняют надрезы и
в)
шатунную головку с помощью
разрывно-разделительного инструмента, выполненного с учетом усилий разделения и деформаций, возникающих в процессе разделения, разрывают, причем в ходе разрыва на
внутреннем диаметре проушины шатунной
головки формируются свободные расширения, служащие для использования в качестве карманов для смазочных средств.
Способ, согласно изобретению, соответственно изготовленный по этому способу продукт дают то преимущество, что заготовку шатуна можно обработать окончательно в виде неразъемного шатуна и лишь перед монтажом в компрессоре разделить с помощью соответствующего разрывно-разделительного инструмента в месте разъема, т.е. вдоль заданной линии разъема. При этом особенным преимуществом является то, что образующийся при разрыве профиль (зубчатая часть) места разъема затем служит в качестве средства фиксирования для соединения и одновременно в качестве средства предохранения от случайной замены.
При соответствующем образовании разрывно-разделительного инструмента и учете усилий разъема и деформаций можно достичь оптимального выполнения проушины шатунной головки без необходимости в дополнительной механической обработке, в частности, можно в последующем сформировать служащие в качестве карманов для смазки свободные расширения на внутреннем диаметре проушины шатунной головки с помощью разрывно-разделительного инструмента.
Изобретение поясняется далее на основе примера выполнения со ссылкой на прилагаемые чертежи.
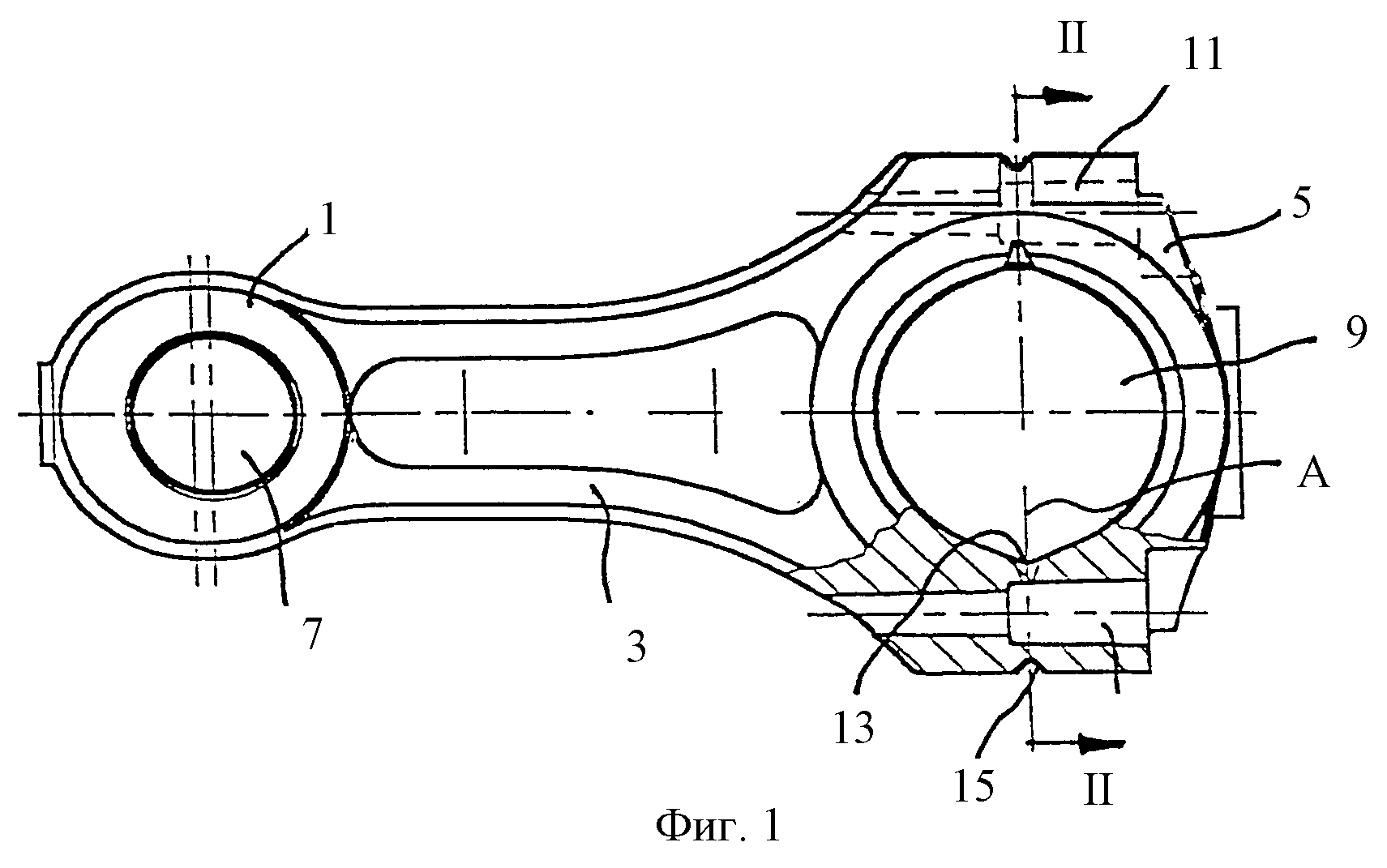
Фиг. 1 представляет вид сбоку с
частичным разрезом заготовки
шатуна, согласно изобретению, при изображении заданных для линии разъема надрезов на внутреннем диаметре проушины шатунной головки и на наружной части шатунной головки;
фиг. 2 представляет
разрез по линии II-II на фиг.1 при изображении служащих для разделения надрезов;
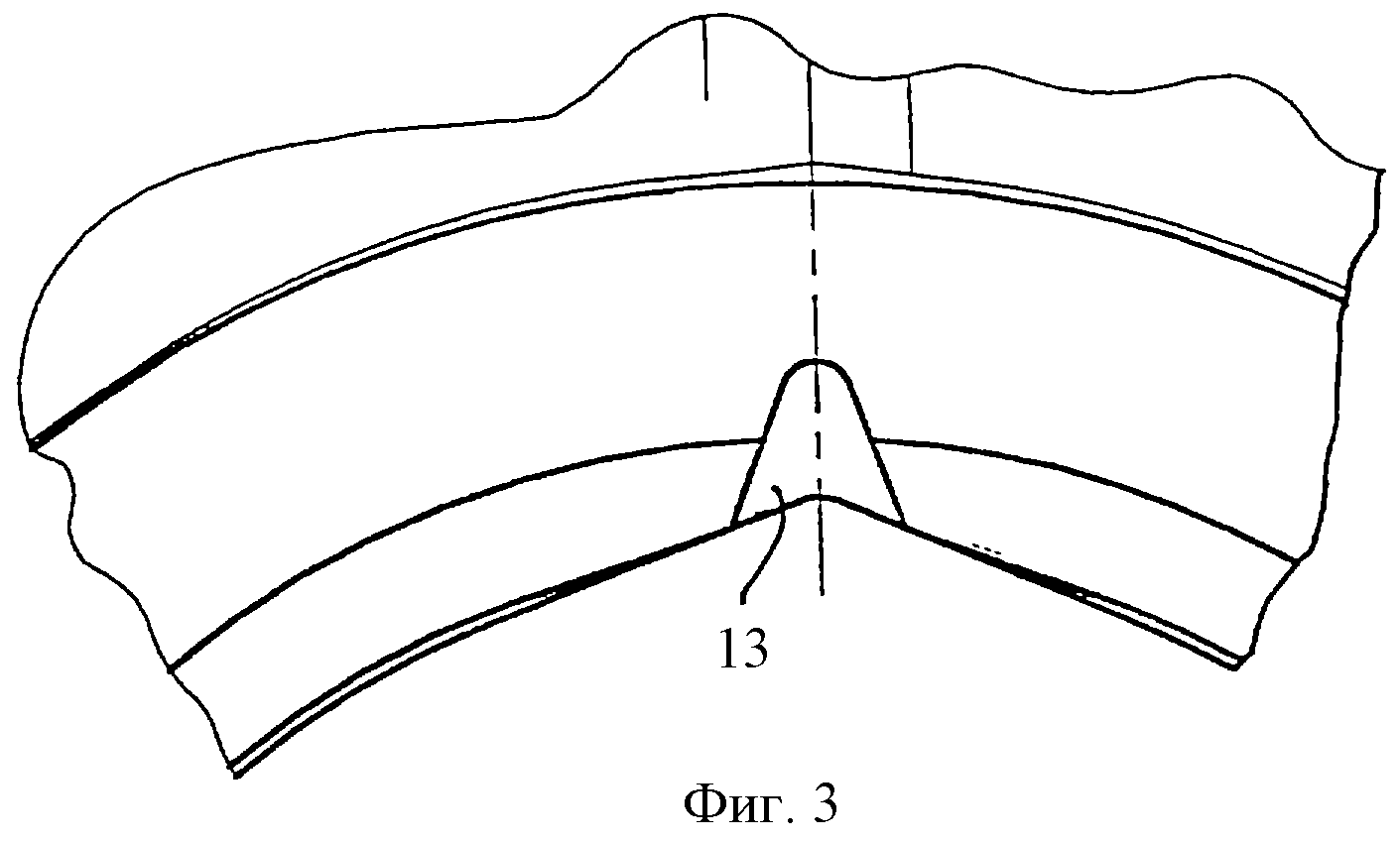
фиг. 3 представляет увеличенное отдельное изображение находящегося на
внутреннем диаметре проушины шатунной
головки надреза;
фиг. 4 представляет сравнимый с фиг.1 вид сбоку шатуна после его окончательной механической обработки и
фиг. 5 представляет
увеличенный вид сбоку с частичным
разрезом головки шатуна при изображении линии разъема и свободных расширений, сформированных с помощью разделительного инструмента в ходе разделения.
На фиг. 1 представлен состоящий из шарнирной головки 1, хвостовика 3 и головки 5 шатун, который, согласно изобретению, подготовлен для проходящего вдоль плоскости А разделения. Шатун изготовлен из алюминия путем литья под давлением и воспроизведен в виде заготовки, т.е. представленный шатун имеет изготовленную путем литья под давлением проушину 7 шарнирной головки, проушину 9 шатунной головки и в случае необходимости - сквозные направляющие 11 для (не показанных) крепежных болтов.
В области плоскости А показанная на фиг.1 заготовка шатуна снабжена проходящими с внутренней стороны на внутреннем диаметре проушины 9 и проходящими с наружной стороны надрезами 13 и 15. Фиг.2 и 3 воспроизводят в разрезе и в увеличенном отдельном изображении возможные контуры надрезов 13 и 15.
Исходя из представленной на фиг.1 заготовки, шатун подвергается далее окончательной обработке, т.е. проушины 7 и 9 просверливают с требуемой точностью, подобно этому, сквозные направляющие 11, в случае необходимости, снабжают внутренней резьбой 17. Проушина 9, за исключением области надрезов 15, имеет круглую форму, которая в процессе осуществляемого в последующем разделения может испытать некоторое отклонение от контура.
Как пояснялось выше, заготовку шатуна подвергают окончательной обработке, а именно в отношении всех подлежащих изготовлению частей. Шатун существует вначале в виде неразъемного шатуна и лишь перед монтажом в компрессоре разделяется с помощью соответствующего разрывно-разделительного инструмента и мероприятий в месте разъема (плоскость А) заготовки. При этом работа ведется с применением соответствующим образом выполненного разрывно-разделительного инструмента, который выполнен с учетом усилий разделения и деформаций, возникающих при этом процессе, благодаря чему достигается оптимальное образование кронштейнообразной формы без необходимости проведения дополнительной механической обработки.
Фиг. 5 показывает увеличенный, частично разрезанный вид сбоку линии В прохождения разрыва на шатунной головке 5; в левой половине разреза по фиг.5 обозначением С показана круглая кривая отверстия проушины 9 перед разрывом вдоль линии В, в то время, как в правой половине разреза по фиг.5 буквой D представлена кривая на внутреннем диаметре проушины 9 после разделения, т.е. после разрыва по линии В. Сравнение обоих контуров С и D показывает, что при разделении шатунной головки 5 при применении соответствующего разрывно-разделительного инструмента возникают свободные расширения 19, т.е. углубления, целесообразно предусмотренные для приема смазочных средств для таких шатунов, а именно в области разгрузки шатунного пальца.
При монтаже разделенного описанным выше способом шатуна на пальце кривошипа (опорной цапфе шатуна), т.е. при соединении верхней и нижней частей, особенно предпочтительным является то, что при разрыве образуется, в основном, произвольная зубчатая часть. Этот зубчатый профиль делает возможным абсолютно не подлежащее случайной замене соединение и свинчивание на пальце кривошипа, а именно без какого-либо смещения.
Перечень обозначений:
1 - шарнирная головка,
3 - хвостовик шатуна,
5 - шатунная головка,
7 - проушина,
9 - проушина,
11 - сквозная
направляющая,
13 - надрез,
15 - надрез,
17 - внутренняя резьба,
19 - свободное расширение.
Реферат
Изобретение относится к машиностроению, в частности к способам изготовления шатунов поршневых машин литьем под давлением. Заготовку шатуна изготавливают литьем под давлением в виде неразъемной детали, предпочтительно из алюминия. При этом вдоль линии последующего разъема на заготовке выполняют надрезы. После чего производят разделение шатунной головки вдоль линии, заданной надрезами, с помощью разрывно-разрезного инструмента. В ходе разделения на внутреннем диаметре проушины шатунной головки формируются свободные расширения, служащие для использования в качестве карманов для смазочных средств. Технический результат - снижение затрат на изготовление, обеспечение точного изготовления шатуна. 5 ил.
Комментарии