Способ изготовления композитной соединительной тяги и соединительная тяга, изготавливаемая таким способом - RU2541032C2
Код документа: RU2541032C2
Чертежи









Описание
Область, к которой относится изобретение
[0001] Изобретение относится к способу изготовления композитной соединительной тяги и, в частности, к способу изготовления соединительной тяги, которая может применяться в авиационной и аэрокосмической отраслях.
[0002] Изобретение также относится к соединительной тяге, изготавливаемой указанным способом, и наконечнику, используемому для изготовления таких тяг.
Уровень техники
[0003] Как известно, соединительная тяга служит либо для придания жесткости, либо для передачи движения. Передаваемые тягой усилия представляют собой, главным образом, растягивающие, сжимающие и изгибающие усилия, обусловленные моментом сопротивления на конце тяги.
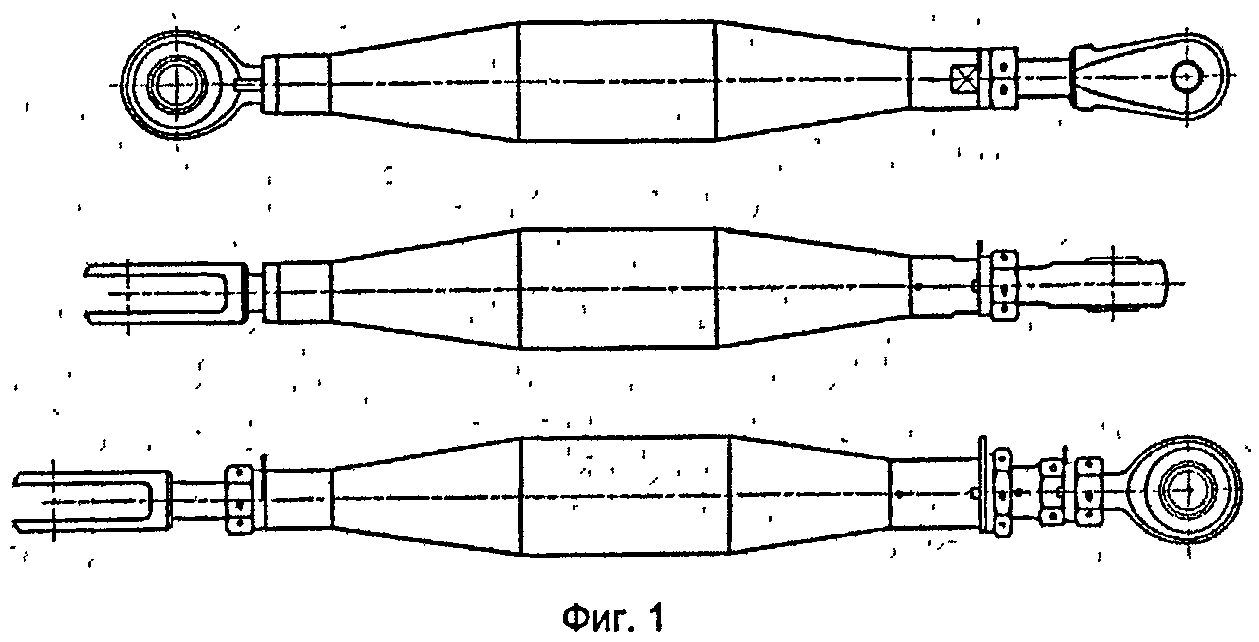
[0004] В авиационных устройствах используют довольно большое количество тяг. В качестве примеров можно назвать тяги, применяемые в системах управления полетом, в шасси, при раскрытии створок и в подобных системах. На фиг.1 в качестве иллюстрации схематически показан общий вид соединительной тяги с помещенными на ее концах средствами крепления, которые могут быть самых разнообразных типов. Эти средства обеспечивают возможность крепления тяги к компонентам, на которые с помощью тяги передается движение или от которых она сама воспринимает движение или крепление которых обеспечивает.
[0005] Соединительная тяга должна удовлетворять нескольким критериям. Она должна быть устойчивой к действию значительных тепловых колебаний, поскольку она подвергается воздействию температур, изменяющихся в пределах от -55 до 120°С. Кроме того, отношение механической прочности соединительной тяги к ее весу должно быть достаточно велико. Для этого соединительную тягу выполняют полой, причем на центральном участке тела тяги толщина ее стенок должна быть меньше, чем на концевых участках, к которым крепятся наконечники, как будет показано ниже (например, на фиг.2).
[0006] Наиболее часто соединительные тяги изготавливают, в зависимости от области их применения, из алюминия или нержавеющей стали.
[0007] Выпускаются также соединительные тяги из композитного материала.
[0008] Это могут быть тяги монолитного типа, например, такие как показаны на фиг.3. Способ изготовления такой тяги описан в документе FR 2705610А1. Он состоит в укладке предварительно пропитанных волокон на извлекаемую оправку, имеющую форму, соответствующую форме тяги. Полученный таким образом узел подвергают полимеризации с равномерной подачей давления по всей его наружной поверхности, а затем, после извлечения оправки, производят станочную обработку тяги для получения нужных размеров. Этот способ является довольно затратным и требует использования оправки сложной формы, а также средств для ее удаления.
[0009] Из документа GB 2008484 А известен также способ изготовления соединительной тяги, в соответствии с которым армированный волокнами пластиковый материал охватывает одноразовую оправку и крепежную часть каждого концевого соединения (средства крепления) таким образом, чтобы в процессе полимеризации пластикового материала получилась соединительная тяга в виде монолитного элемента. В качестве одноразовой оправки используют тонкостенную металлическую трубку, трубку из вспененного материала или тонкостенную трубку из армированного волокнами пластика. При таком исполнении, вследствие того, что оправку и полимеризованный слой изготавливают из разных материалов, имеющих разные коэффициенты теплового расширения, в процессе эксплуатации возможно появление трещин и расслаивания на границе раздела. В случае, когда трубка также выполнена из композитного материала с органической матрицей, использование для оправки и полимеризованного слоя разных смол приводит к возникновению проблем, связанных с загрязнением и износом. При использовании для изготовления тела тяги разных материалов часто наблюдаются нарушения сплошности и явления пористости по сечению тела тяги.
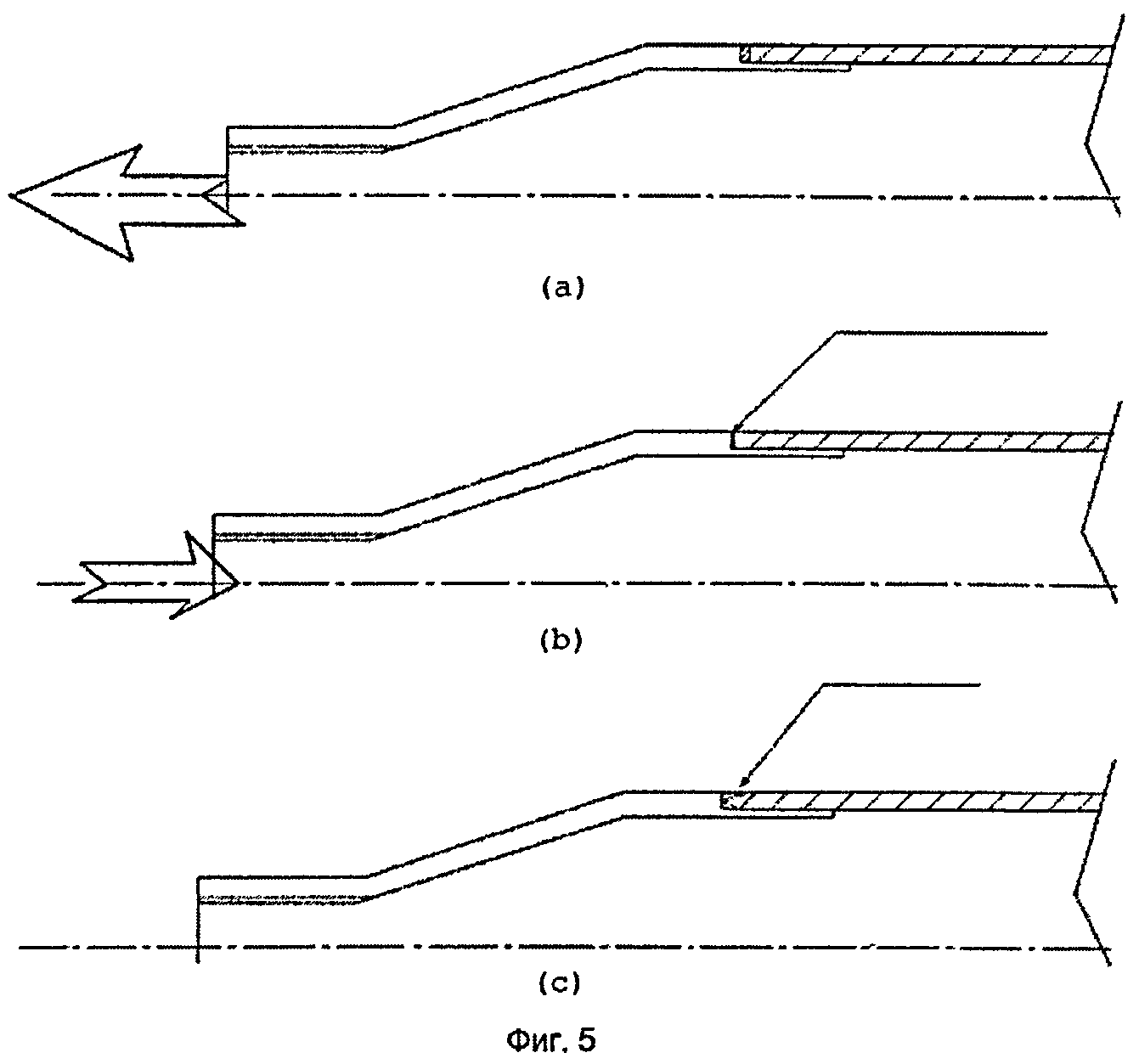
[0010] Известны также соединительные тяги с металлическим наконечником, прикрепляемым к телу тяги с использованием клеевого соединения (см. фиг.4, где тело тяги и наконечник показаны, соответственно, со штриховкой и без штриховки). Недостатком такого узла является снижение прочности тела тяги. При воздействии на металлический наконечник тяги растягивающего усилия клеящее вещество начинает проявлять эластичность, вызывая тем самым расхождение между металлическим наконечником и композитной частью (как показано на фиг.5а). Если же на наконечник тяги воздействует сжимающее усилие, то клей опять же проявляет эластичность и вызывает прижатие металлического наконечника к композитной части (как показано на фиг.5b). В ходе циклов нагружения это явление приведет к растрескиванию тела композитной тяги и, как следствие, к существенному сокращению срока ее службы (как показано на фиг.5с).
Задачи изобретения
[0011] Задача настоящего изобретения заключается в том, чтобы предложить техническое решение, позволяющее устранить недостатки устройств, известных из уровня техники.
[0012] В частности, задачей изобретения является обеспечение способа изготовления соединительной тяги с полностью однородной структурой, не имеющей пористости и удовлетворяющей условиям механической прочности и тепловой устойчивости.
[0013] Дополнительной задачей изобретения является предложение способа изготовления соединительной тяги, сходного с традиционными способами, но позволяющего снизить производственные издержки и устранить недостатки, присущие узлам на основе клеевого соединения.
Основные отличительные признаки изобретения
[0014] Изобретение относится к способу изготовления соединительной тяги, содержащей тело тяги, выполненное из композитного материала, и по меньшей мере один наконечник, причем указанный наконечник имеет последовательно расположенные первую полую цилиндрическую часть, полую коническую часть и вторую полую цилиндрическую часть, причем на конце указанной второй полой цилиндрической части имеется концевой участок с меньшим наружным диаметром, ограниченный буртиком, причем указанный способ включает в себя, по меньшей мере, следующие последовательно выполняемые этапы:
a) изготавливают внутреннее тело, выполняя следующие этапы:
- изготавливают трубку путем намотки предварительно пропитанных волокон на вращающуюся оправку, используемую при изготовлении внутреннего тела, причем толщина стенки указанной трубки равна высоте буртика, а наружный диаметр трубки равен максимальному наружному диаметру второй полой цилиндрической части,
- осуществляют полимеризацию трубки,
- извлекают оправку, используемую при изготовлении внутреннего тела, из трубки,
- нарезают трубку на нужную длину и придают шероховатость наружной стороне трубки с формированием, таким образом, внутреннего тела;
b) концевой участок с меньшим наружным диаметром каждого наконечника соединяют с одним из концов внутреннего тела с опорой указанного конца внутреннего тела на буртик наконечника;
c) в первую полую цилиндрическую часть каждого наконечника вставляют первую часть оправки, используемой при изготовлении наружного тела, и на свободный конец второй части оправки, используемой при изготовлении наружного тела, устанавливают приводной захват;
d) на наружную поверхность узла, образованного внутренним телом, наконечником (наконечниками) и участком (участками) второй части (вторых частей) второй оправки (оправок), используемой при изготовлении наружного тела, свободным от захвата, наматывают указанные предварительно пропитанные волокна, в результате чего указанные волокна образуют наружное тело;
e) после удаления захвата осуществляют полимеризацию внутреннего тела и наружного тела с формированием полимеризованного монолитного тела;
f) извлекают оправку, используемую при изготовлении наружного тела, и нарезают полимеризованное монолитное тело на нужную длину.
[0015] В соответствии с отдельными вариантами осуществления изобретения, способ характеризуется, по меньшей мере, одним из нескольких перечисленных ниже признаков или их определенной комбинацией:
- на этапах a) и d) наматывают одинаковые предварительно пропитанные волокна, содержащие одну и ту же смолу и одно и то же волокно, причем указанные волокна непрерывны;
- внутренний диаметр первой полой цилиндрической части является, по существу, постоянным;
- наружный диаметр первой полой цилиндрической части является, по существу, постоянным, а толщина стенки полой конической части уменьшается в направлении второй полой цилиндрической части;
- наружный диаметр первой полой цилиндрической части, начиная от ее свободного конца, сначала неизменен, а затем постепенно уменьшается и затем снова увеличивается, непрерывно переходя в диаметр наружной стороны полой конической части, причем толщина стенки указанной полой конической части уменьшается в направлении второй полой цилиндрической части;
- наружный диаметр первой полой цилиндрической части, начиная от ее свободного конца, сначала неизменен, а затем постепенно уменьшается и затем снова увеличивается, непрерывно переходя в диаметр наружной стороны полой конической части, причем указанная полая коническая часть расширяется в направлении второй полой цилиндрической части и имеет зону нарушения непрерывности, в которой внутренний диаметр полой конической части резко увеличивается;
- наконечник содержит вкладыш, включающий первую полую цилиндрическую часть и участок полой конической части до зоны нарушения непрерывности, и имеет комплементарный участок, также называемый слоем, включающий оставшийся участок полой конической части и вторую полую цилиндрическую часть.
Способ включает в себя по меньшей мере четыре следующих дополнительных этапа изготовления указанного наконечника, выполняемых перед выполнением этапа b) указанного способа изготовления соединительной тяги:
1) изготавливают вкладыш;
2) устанавливают вкладыш на оправку, используемую при изготовлении наконечника, имеющую последовательно расположенные первую цилиндрическую часть, имеющую форму, соответствующую форме первой полой цилиндрической части наконечника, первую коническую часть, имеющую форму, соответствующую форме полой конической части указанного вкладыша, упор, высота которого, по существу, равна толщине стенки вкладыша на свободном конце его полой конической части, и вторую коническую часть, расширяющуюся в направлении второй цилиндрической части, причем указанную первую цилиндрическую часть оправки, используемой при изготовлении наконечника, вставляют в первую полую цилиндрическую часть наконечника с опорой указанного конца вкладыша на упор;
3) наматывают один или несколько слоев указанных предварительно пропитанных волокон вокруг второй цилиндрической части и второй конической части оправки, используемой при изготовлении наконечника, и частично вокруг вкладыша на уровне зоны нарушения непрерывности;
- осуществляют полимеризацию одного или нескольких слоев предварительно пропитанных волокон в печи с формированием слоя и затем удалят оправку, используемую при изготовлении наконечника;
- буртик выполняют путем установки стяжного кольца между этапом 3) и этапом 4) или, предпочтительнее, посредством машинной обработки, осуществляемой после этапа 4) полимеризации;
- вкладыш выполнен металлическим;
- предварительно пропитанные волокна идентичны волокнам, используемым в ходе выполнения этапов а) и d), причем слой полимеризуют с внутренним телом и наружным телом на этапе е) с формированием при этом полимеризованного монолитного тела;
- наконечник выполнен из металла, или высокопрочного пластика, или из углерода;
- волокна представляют собой углеродные волокна;
- внутренняя сторона полой цилиндрической части наконечника снабжена средствами крепления соединительной тяги;
- средства крепления содержат внутреннюю резьбу;
- наружный диаметр свободного конца полой конической части вкладыша меньше внутреннего диаметра тела соединительной тяги;
- первая часть оправки, используемой при изготовлении наружного тела, выполнена цилиндрической и ее диаметр, по существу, равен внутреннему диаметру первой полой цилиндрической части наконечника, причем вторая часть оправки, используемой при изготовлении наружного тела, выполнена цилиндрической и ее диаметр, по существу, равен наружному диаметру первой полой цилиндрической части наконечника;
- полимеризованное монолитное тело нарезают на нужную длину на этапе f) путем отрезания на уровне свободного конца каждого наконечника;
- полимеризованное монолитное тело нарезают на нужную длину на этапе f) путем отрезания на уровне свободного конца каждого наконечника.
[0016] Настоящее изобретение также относится к соединительной тяге, содержащей тело тяги из композитного материала и по меньшей мере один наконечник, причем указанный наконечник имеет последовательно расположенные первую полую цилиндрическую часть, полую коническую часть и вторую полую цилиндрическую часть, причем на конце указанной второй полой цилиндрической части имеется концевой участок с меньшим наружным диаметром, ограниченный буртиком, а указанное тело тяги представляет собой полимеризованное монолитное тело, плотно охватывающее наконечник или вкладыш наконечника по всей его наружной стороне.
[0017] Предметом изобретения также является наконечник, имеющий последовательно расположенные полую цилиндрическую часть, полую коническую часть и вторую полую цилиндрическую часть, причем внутренний диаметр указанной первой полой цилиндрической части является, по существу, постоянным, а указанная вторая полая цилиндрическая часть имеет концевой участок с меньшим наружным диаметром, ограниченный буртиком.
[0018] В соответствии с отдельными вариантами осуществления изобретения, наконечник характеризуется, по меньшей мере, одним из нескольких перечисленных ниже признаков или их определенной комбинацией:
- наружный диаметр первой полой цилиндрической части является, по существу, постоянным, причем толщина стенки полой конической части уменьшается в направлении второй полой цилиндрической части;
- наружный диаметр первой полой цилиндрической части, начиная от ее свободного конца, сначала неизменен, а затем постепенно уменьшается и затем снова увеличивается, непрерывно переходя в диаметр наружной стороны полой конической части, причем толщина стенки указанной полой конической части уменьшается в направлении второй полой цилиндрической части;
- наружный диаметр первой полой цилиндрической части, начиная от ее свободного конца, сначала неизменен, а затем постепенно уменьшается и затем снова увеличивается, непрерывно переходя в диаметр наружной стороны полой конической части, причем указанная полая коническая часть расширяется в направлении второй полой цилиндрической части и имеет зону нарушения непрерывности, в которой внутренний диаметр полой конической части резко увеличивается;
- наконечник содержит вкладыш, включающий первую полую цилиндрическую часть и участок полой конической части до зоны нарушения непрерывности, и комплементарный участок, также называемый слоем, включающий оставшийся участок полой конической части и вторую полую цилиндрическую часть.
Краткое описание чертежей
[0019] На фиг.1, которая уже была рассмотрена выше, схематически показаны общие виды металлических соединительных тяг, известных из уровня техники, с различными средствами крепления тяги.
[0020] На фиг.2, которая уже была рассмотрена выше, представлен вид в продольном разрезе традиционной соединительной тяги, иллюстрирующий изменение толщины стенок.
[0021] На фиг.3, которая уже была рассмотрена выше, представлен вид в продольном разрезе традиционной соединительной тяги монолитного типа.
[0022] На фиг.4, которая уже была рассмотрена выше, представлен местный вид в продольном разрезе тела соединительной тяги с наконечниками, которые соединены с телом тяги посредством клея в соответствии с решениями, известными из уровня техники.
[0023] На фиг.5, которая уже была рассмотрена выше, схематически показаны растягивающие (фиг.5а) и сжимающие (фиг.5b) нагрузки, действующие на тело соединительной тяги с наконечниками, соединенными с тягой посредством клея в соответствии с решениями, известными из уровня техники, а также повреждения, обусловленные этими нагрузками (фиг.5с).
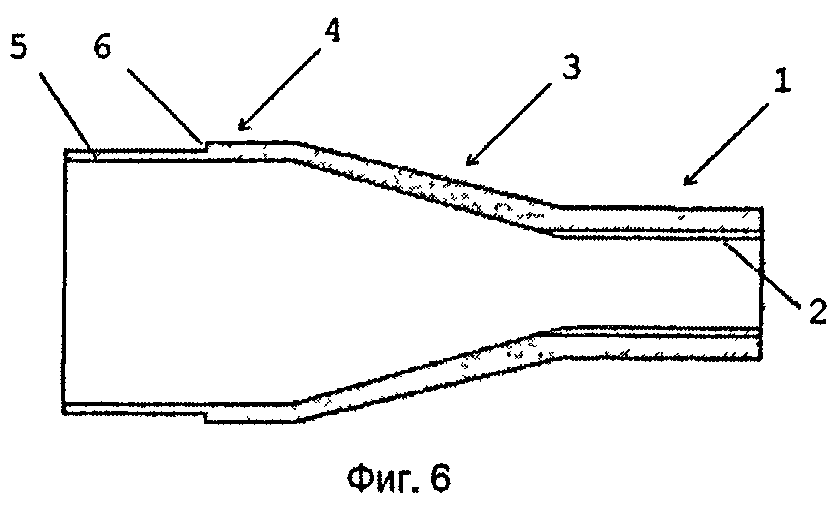
[0024] На фиг.6 показан вид в продольном разрезе наконечника, используемого при изготовлении предлагаемой соединительной тяги в соответствии с первым вариантом осуществления.
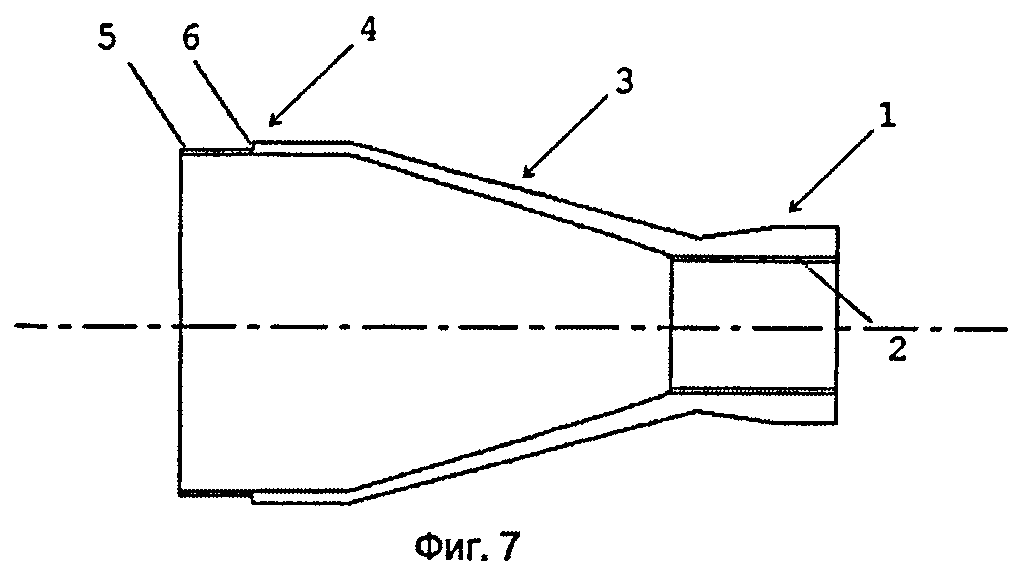
[0025] На фиг.7 показан вид в продольном разрезе наконечника, используемого при изготовлении предлагаемой соединительной тяги, в соответствии со вторым вариантом осуществления.
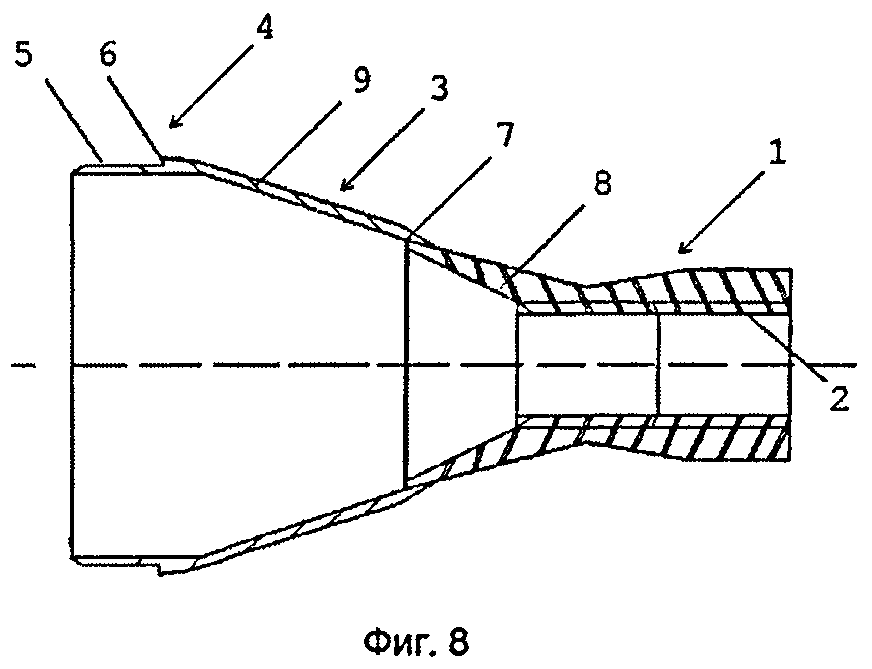
[0026] На фиг.8 показан вид в продольном разрезе наконечника, используемого при изготовлении предлагаемой соединительной тяги, в соответствии с третьим вариантом осуществления.
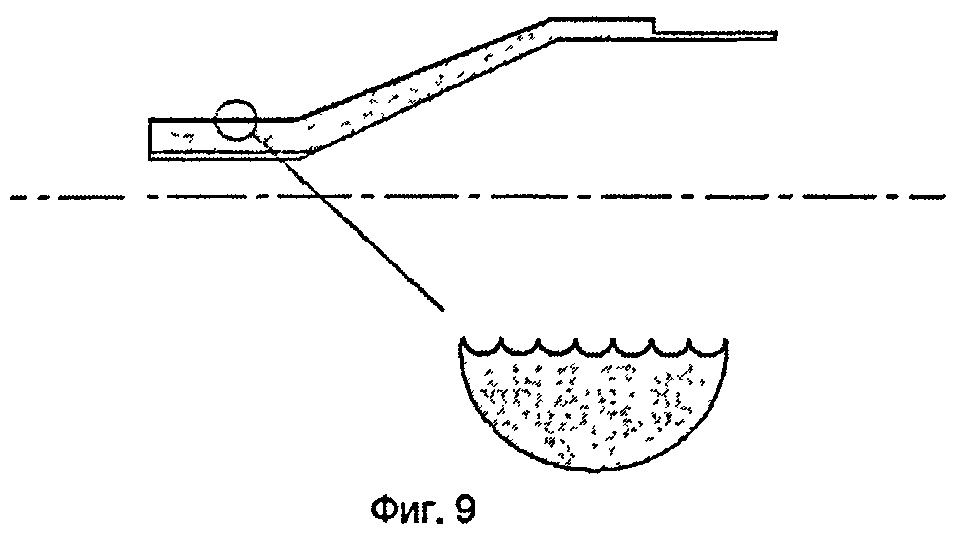
[0027] На фиг.9 показан местный вид в продольном разрезе наконечника согласно изобретению с бороздами от токарной обработки.
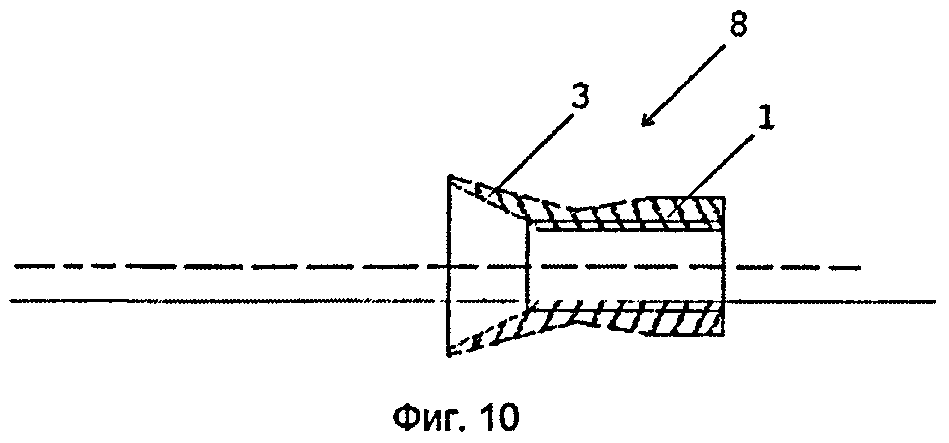
[0028] На фиг.10 показан вид в продольном разрезе вкладыша, выполняемого на этапе 1) при изготовлении наконечника в соответствии с третьим вариантом осуществления.
[0029] На фиг.11 показан вид в продольном разрезе, иллюстрирующий установку вкладыша на оправке на этапе 2) при изготовлении наконечника в соответствии с третьим вариантом осуществления.
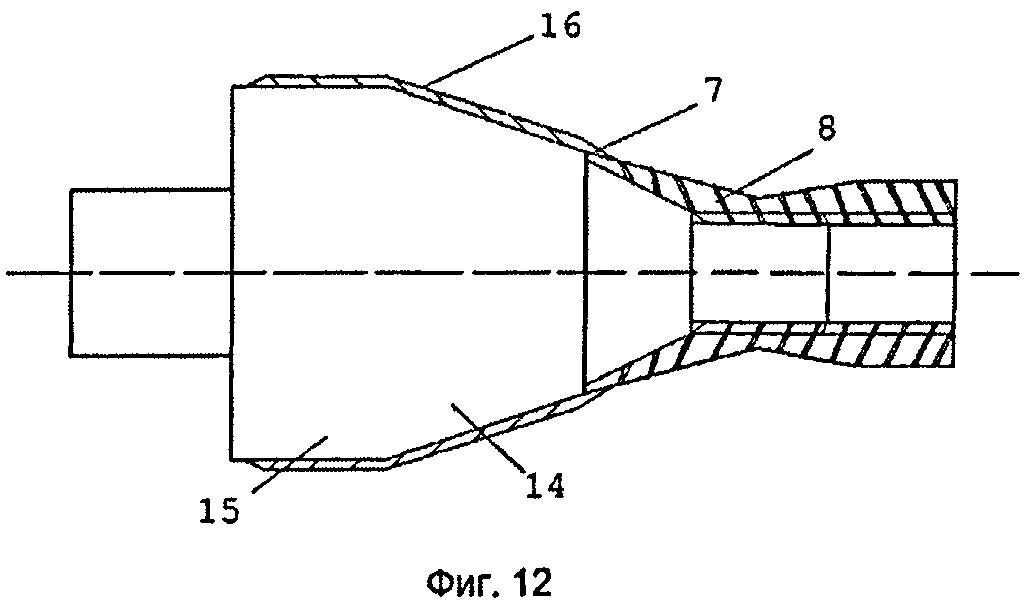
[0030] На фиг.12 показан вид в продольном разрезе, иллюстрирующий этап 3), на котором осуществляют филаментную намотку при изготовлении наконечника в соответствии с третьим вариантом осуществления.
[0031] На фиг.13 показан вид сбоку, иллюстрирующий выполнение внутреннего тела соединительной тяги путем филаментной намотки согласно изобретению (этап а)).
[0032] На фиг.14 показан вид в продольном разрезе внутреннего тела соединительной тяги, получаемого на этапа а).
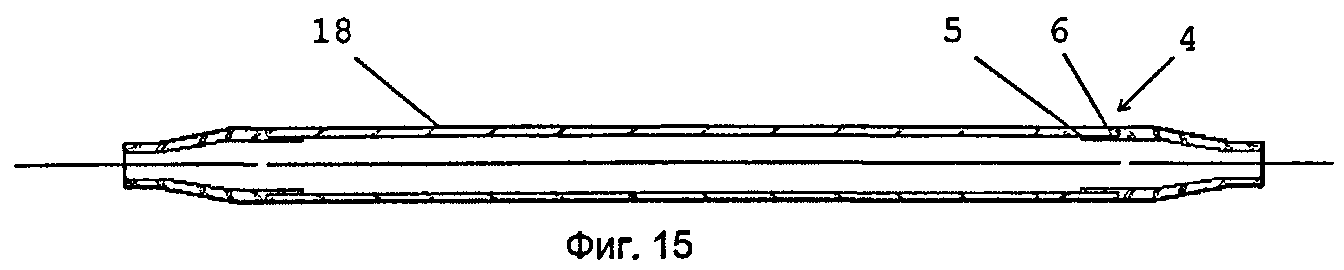
[0033] На фиг.15 показан вид в продольном разрезе, иллюстрирующий узел, включающий наконечники и внутреннее тело соединительной тяги (этап b)).
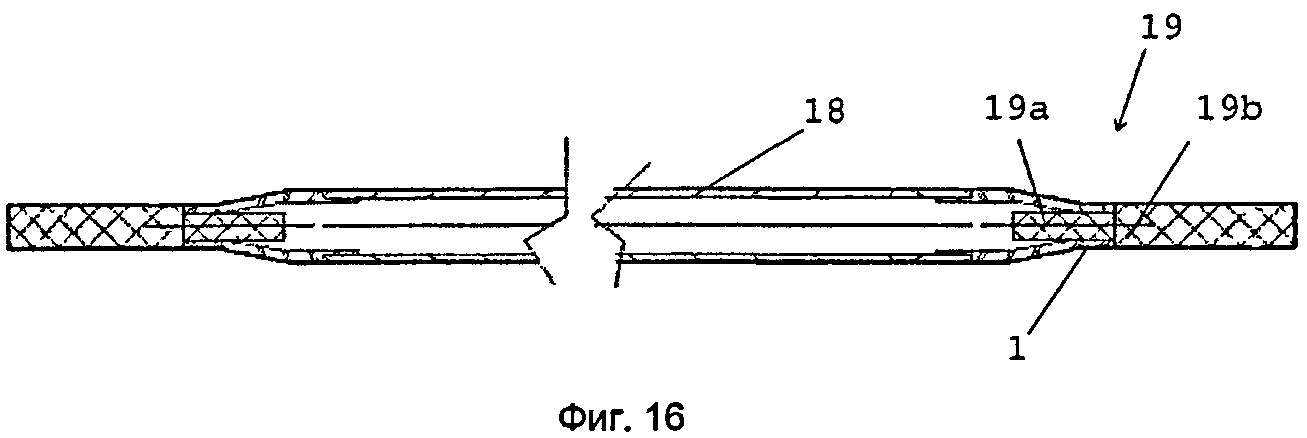
[0034] На фиг.16 показан вид в продольном разрезе, иллюстрирующий установку оправок на этапе с) изготовления соединительной тяги.
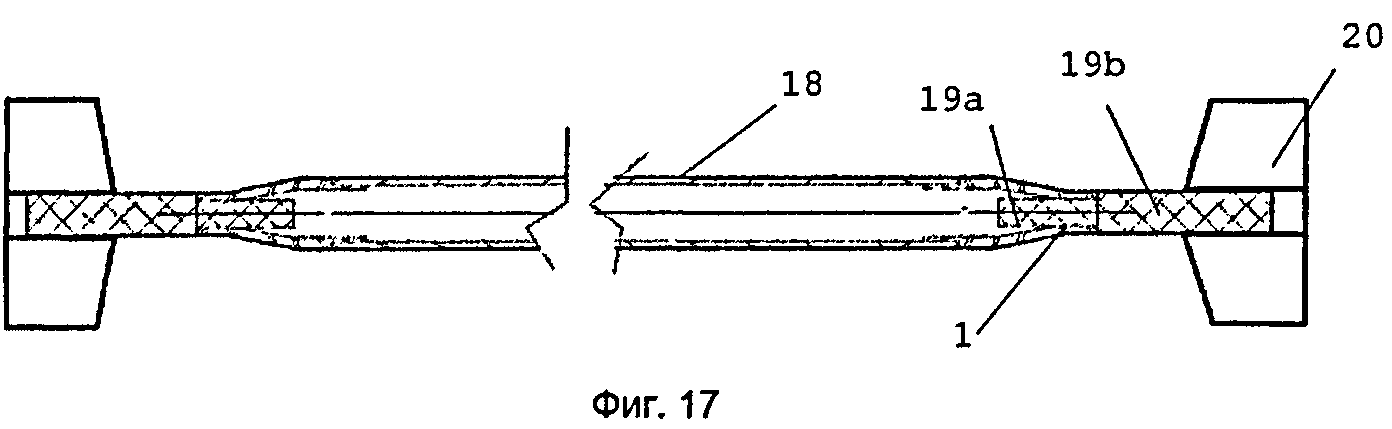
[0035] На фиг.17 показан вид в продольном разрезе, иллюстрирующий установку приводных захватов на этапе с) изготовления соединительной тяги.
[0036] На фиг.18 показан вид в продольном разрезе, иллюстрирующий выполнение наружного тела путем филаментной намотки на этапе d) изготовления соединительной тяги.
[0037] На фиг.19 показаны виды в продольном разрезе собранного узла перед (а) и после (b) полимеризации на этапе е) изготовления соединительной тяги.
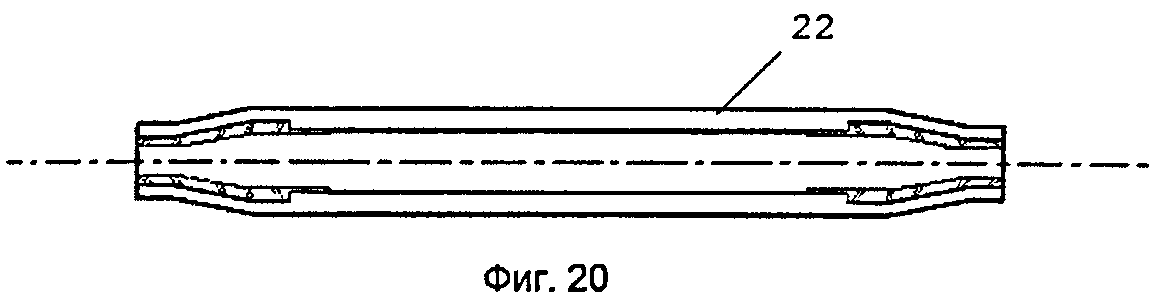
[0038] На фиг.20 показан вид в продольном разрезе готовой детали (соединительной тяги) после снятия оправок и проведения операции нарезания (этап f)), при этом наконечники выполнены в соответствии с первым вариантом осуществления.
[0039] На фиг.21 показан вид в продольном разрезе готовой детали (соединительной тяги) после снятия оправок и проведения операции нарезания (этап f)), при этом наконечники выполнены в соответствии с третьим вариантом осуществления.
[0040] На фиг.22 схематически показаны сжимающие (а) и растягивающие (b) нагрузки, действующие в соединительной тяге, выполняемой согласно изобретению, с наконечниками в соответствии с первым вариантом осуществления.
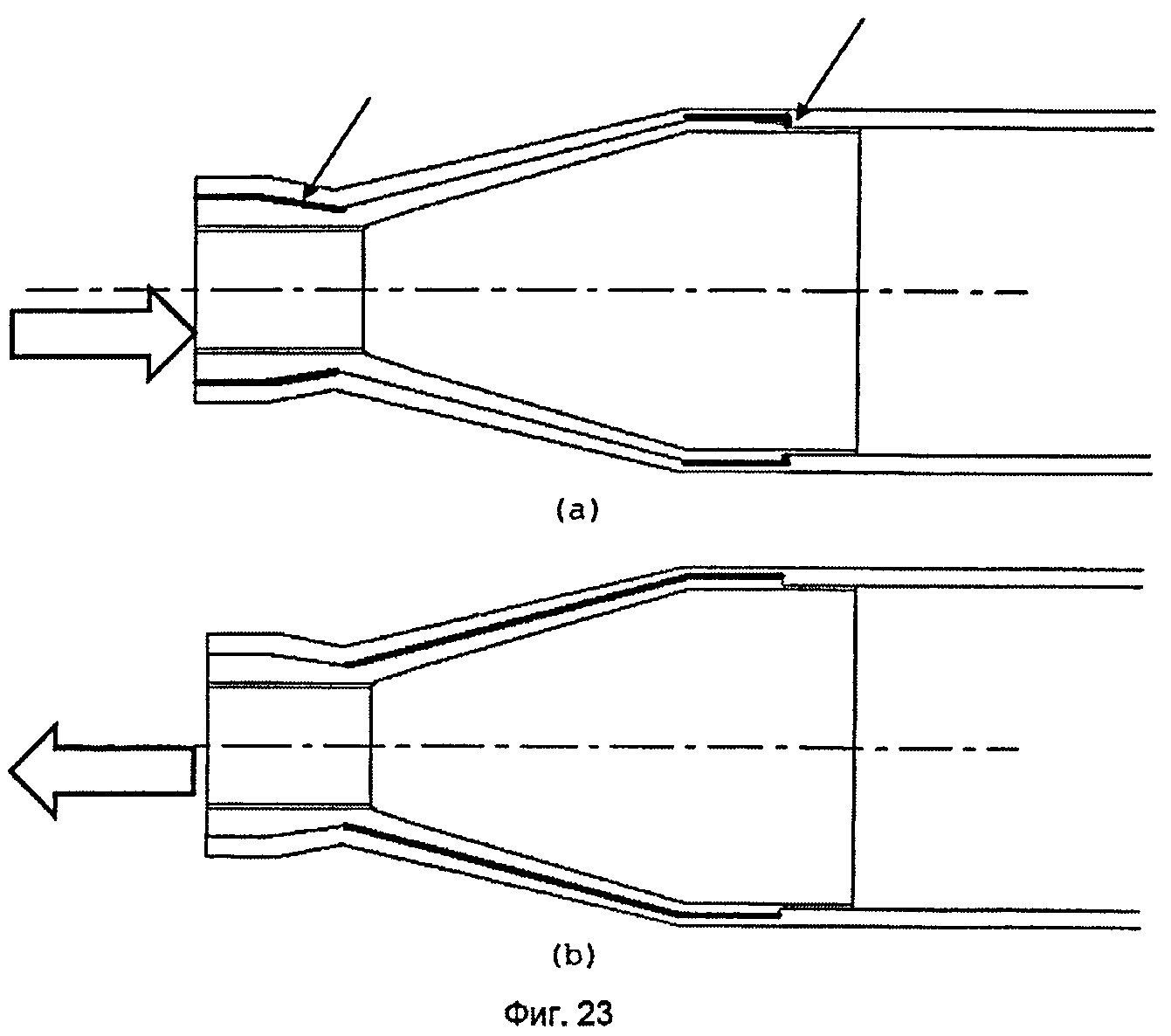
[0041] На фиг.23 схематически показаны сжимающие (а) и растягивающие (b) нагрузки, действующие в соединительной тяге, выполняемой согласно изобретению, с наконечниками в соответствии со вторым вариантом осуществления.
Номера позиций
1 - Первая полая цилиндрическая часть наконечника
2 - Внутренняя резьба
3 - Полая коническая часть наконечника
4 - Вторая полая цилиндрическая часть наконечника
5 - Концевой участок второй полой цилиндрической части наконечника с меньшим наружным диаметром
6 - Буртик
7 - Зона нарушения непрерывности в полой конической части наконечника
8 - Вкладыш наконечника
9 - Комплементарный участок, или слой, наконечника
10 - Третья оправка, используемая при изготовлении наконечника
11 - Первая цилиндрическая часть оправки
12 - Первая коническая часть оправки
13 - Упор оправки
14 - Вторая коническая часть оправки
15 - Вторая цилиндрическая часть оправки
16 - Предварительно пропитанное волокно
17 - Оправка, используемая при изготовлении внутреннего тела
18 - Внутреннее тело
19 - Оправка, используемая при изготовлении наружного тела
19а - Первая часть оправки 19, используемой при изготовлении наружного тела
19b - Вторая часть оправки 19, используемой при изготовлении наружного тела
20 - Приводной захват
21 - Наружное тело
22 - Полимеризованное монолитное тело
Подробное описание изобретения
[0042] Предлагаемая соединительная тяга представляет собой нечто среднее между монолитной тягой и тягой с наконечником, соединенным с тягой путем клеевого соединения.
[0043] В соответствии с изобретением, предлагаемая соединительная тяга содержит тело из композитного материала и по меньшей мере один наконечник. Она может иметь как по наконечнику на каждом конце, так и всего один наконечник на одном из концов, а на втором конце опорный элемент, вставленный непосредственно в саму тягу. На приложенных чертежах в порядке примера, не имеющего ограничительного характера, иллюстрируется способ изготовления соединительной тяги для случая, когда наконечники предусмотрены на обоих концах тяги.
[0044] Вначале рассмотрены наконечники и способы их изготовления, а далее подробно описан способа изготовления соединительной тяги, содержащей наконечник (наконечники) и тело тяги.
Подробное описание наконечников и способа их изготовления
[0045] Несмотря на то что имеются три предпочтительных варианта осуществления наконечника, возможны и любые иные формы осуществления наконечника, подходящие для реализации нижеописанного способа изготовления соединительной тяги.
[0046] Общей отличительной особенностью наконечников, соответствующих трем вариантам осуществления, представленным, соответственно, на фиг.6-8, является то, что они состоят из трех основных частей. Каждый наконечник имеет первый полую цилиндрическую часть 1, за которой следует полая коническая часть 3, раскрывающаяся во вторую полую цилиндрическую часть 4. Используемый термин «полая цилиндрическая часть наконечника» указывает на то, что в наконечнике просверлен канал цилиндрической формы. Термин «внутренний» используется здесь для обозначения стороны, обращенной к цилиндрическому каналу, тогда как термин «наружный» используется для обозначения противоположной стороны.
[0047] Первая полая цилиндрическая часть 1 образует свободный конец наконечника после соединения с телом тяги, а вторая полая цилиндрическая часть 4 предназначена для соединения с телом тяги. Первая полая цилиндрическая часть 1 снабжена на своей внутренней стороне средствами крепления для присоединения соединительной тяги. В примерах, представленных на фиг.6-8, в ней выполнена внутренняя резьба 2 для последующего ввода элемента для крепления тяги. Этот элемент для крепления может быть также выполнен за одно целое с наконечником, а сам наконечник может иметь, например, вильчатую форму (не показано).
[0048] В соответствии с тремя вариантами выполнения наконечника, вторая полая цилиндрическая часть 4 оканчивается концевым участком 5 с меньшим наружным диаметром, который ограничен буртиком 6.
[0049] На фиг.6 показаны различные компоненты наконечника согласно первому варианту осуществления изобретения. Здесь первая полая цилиндрическая часть 1 имеет стенку с толщиной, остающейся практически одинаковой по длине продольной оси наконечника, тогда как толщина стенки полой конической части 3 уменьшается в направлении второй полой цилиндрической части 4.
[0050] На фиг.7 показан наконечник, выполненный в соответствии со вторым вариантом осуществления, отличительным признаком которого является то, что толщина стенки первой полой цилиндрической части 1 изменяется вдоль продольной оси наконечника, но диаметр цилиндрического канала сохраняется практически неизменным. Начиная от свободного конца, наружный диаметр первой полой цилиндрической части 1 сначала неизменен, а потом постепенно уменьшается и, наконец, снова увеличивается, так, что первая полая цилиндрическая часть непрерывным образом переходит в полую коническую часть 3.
[0051] Наконечник, выполненный в соответствии с третьим вариантом осуществления (показанным на фиг.8), имеет первую полую цилиндрическую часть 1, в целом сходную с указанной частью наконечника по второму варианту осуществления наконечника, и вторую полую цилиндрическую часть 4, в целом сходную с указанной частью по первому и второму вариантам выполнения. Отличительным признаком этого наконечника является то, что стенка полой конической части 3 имеет зону 7 нарушения непрерывности. В месте расположения указанной зоны, если смотреть в направлении увеличения сечения конической части, происходит резкое увеличение внутреннего диаметра конической части. Указанное нарушение непрерывности возникает вследствие особенностей способа изготовления такого наконечника, который описывается ниже.
[0052] В соответствии с рассматриваемым здесь третьим вариантом осуществления, наконечник имеет вкладыш 8, включающий первую полую цилиндрическую часть 1 и частично полую коническую часть 3 до зоны 7 нарушения непрерывности, а также содержит комплементарный участок 9, также называемый слоем, включающим оставшийся участок полой конической части 3 и вторую полую цилиндрическую часть 4. Согласно изобретению, в процессе изготовления наконечника выполняется соединение вкладыша 8 со слоем 9.
[0053] В соответствии с первым и вторым вариантами осуществления, наконечники выполняют предпочтительно металлическими (например, из алюминия, нержавеющей стали 17-4 или титана) и подвергают традиционной станочной обработке. На их наружной стороне имеются борозды, выполненные токарной обработкой с быстрой подачей (как показано на фиг.9). Эти борозды обеспечивают сцепление наконечника с армирующим волокном соединительной тяги. Наконечники могут быть также выполнены из высокопрочного пластикового материала, из углерода или любого другого пригодного для этих целей материала.
[0054] В соответствии с третьим вариантом выполнения наконечника, вкладыш 8 выполняют предпочтительно металлическим, а слой 9 - предпочтительно из композитного материала. Для изготовления такого наконечника применяется инновационный способ, включающий в себя не менее четырех этапов.
[0055] На первом этапе 1) (как показано на фиг.10) изготавливают вкладыш 8, который может быть металлическим, как сказано выше, или выполненным из любого другого материала, пригодного для условий его эксплуатации. Максимальный наружный диаметр конической части 3 вкладыша делают меньшим, чем внутренний диаметр тела будущей соединительной тяги.
[0056] На втором этапе 2) (как показано на фиг.11) вкладыш 8 крепят на металлической оправке 10. Эта оправка имеет первую цилиндрическую часть 11, которая вставляется в первую полую цилиндрическую часть 1 вкладыша, и первую коническую часть 12, имеющую форму, соответствующую форме конической части 3 вкладыша, а далее расположен упор 13, в который упирается этот вкладыш. Высота упора 13 практически равна толщине стенки вкладыша 8 на его конце. За упором 13 находится вторая коническая часть 14, которая расширяется в направлении второй цилиндрической части 15, имеющая форму, соответствующую форме слоя 9 изготавливаемого наконечника.
[0057] На третьем этапе 3) (как показано на фиг.12) выполняют посредством филаментной намотки укладку одного или нескольких слоев предварительно пропитанных волокон 16 вокруг второй цилиндрической части 15 и второй конической части 14 оправки, а также частично вокруг вкладыша 8 до уровня зоны 7 нарушения непрерывности. Согласно изобретению, предварительно пропитанные волокна 16 идентичны тем, которые используют при изготовлении тела соединительной тяги, и предпочтительно представляют собой углеродные волокна.
[0058] На четвертом этапе 4) слой(слои) предварительно пропитанных волокон 16 полимеризуют в печи с формированием, таким образом, слоя 9, после чего снимают оправку 10 (не показана).
[0059] Буртик 6 такого типа, как показан на фиг.8, выполняют на готовой детали посредством установки стяжного кольца перед полимеризацией (между этапами 3) и 4)) или же, предпочтительнее, посредством обычной станочной обработки после выполнения этапа полимеризации 4).
[0060] Описанный выше способ в равной степени применим как для изготовления левого, так и для изготовления правого наконечника соединительной тяги.
[0061] Подобно наконечникам, соответствующим первому и второму вариантам осуществления, указанный наконечник на своей наружной стороне имеет борозды, выполненные токарной обработкой.
Подробное описание способа изготовления соединительной тяги
[0062] В соответствии с изобретением, соединительную тягу изготавливают в шесть этапов. Пример способа изготовления соединительной тяги проиллюстрирован на фиг.13-20 применительно к наконечнику, соответствующему первому варианту осуществления. Способы изготовления тяги с наконечниками, соответствующими первому и второму вариантам осуществления, аналогичны.
[0063] На первом этапе а) изготавливают внутреннее тело тяги с использованием традиционной технологии филаментной намотки, которая состоит в намотке предварительно пропитанного волокна 16 на гладкую оправку 17 под заданный углом с использованием возвратно-поступательного движения оправки, как показано на фиг.13. Предпочтительно, чтобы наматываемые волокна были углеродными, хотя в данном случае можно использовать и любые другие прочные волокна.
[0064] Изготавливают трубку с толщиной, равной высоте вышеупомянутого буртика 6. Внутренний диаметр этой трубки определяется исходя из внутреннего диаметра тела изготавливаемой соединительной тяги и размерных расчетов, с целью определения максимальной сжимающей нагрузки, которую может выдержать трубка без деформирования в зоне соединения с ней наконечника, то есть в месте расположения буртика.
[0065] Затем узел, состоящий из трубки и оправки, помещают в печь с целью проведения полимеризации смолы, которой предварительно пропитаны волокна, и придания тем самым трубке необходимой жесткости. По окончании полимеризации оправку 17 извлекают, а трубку нарезают на нужную длину и придают ей шероховатость с получением поверхности сцепления. Получаемое таким образом внутреннее тело 18 тяги показано на фиг.14.
[0066] На втором этапе b) на каждом конце внутреннего тела закрепляют по одному наконечнику. Прикрепляемый наконечник соответствует первому, второму или третьему варианту выполнения, которые представлены, соответственно, на фиг. 6-8, либо используют наконечник любой подходящей формы. Конец внутреннего тела 18 крепится на концевом участке 5 с меньшим наружным диаметром и упирается в буртик 6. В результате этого наружная поверхность внутреннего тела 18 оказывается продолжением поверхности второй цилиндрической части 4 наконечников (как показано на фиг. 15).
[0067] На третьем этапе с) на соответствующих свободных концах наконечников закрепляют две оправки 19 (как показано на фиг. 16). Каждая оправка цилиндрической формы состоит из двух частей разного диаметра. Первая часть 19а оправки представляет собой цилиндр с диаметром, практически равным внутреннему диаметру первой полой цилиндрической части наконечников 1, а вторая часть оправки - цилиндр с диаметром, практически равным наружному диаметру первой полой цилиндрической части наконечников 1. В процессе установки первую часть 19а оправки 19 вставляют в полую цилиндрическую часть 1 наконечника. После этого на свободный конец второй части 19b оправки 19, используемой при изготовлении наружного тела, устанавливают приводной захват 20 (фиг. 17).
[0068] На четвертом этапе d), который иллюстрируется на фиг.18, на наружную поверхность узла, образованного внутренним телом 18, наконечниками и свободным от захвата участком второй части 19b оправки, методом филаментной намотки наматывают предварительно пропитанные волокна 16. В результате эти волокна формируют вокруг указанного узла слой, называемый наружным телом 21 (как показано на фиг. 19а). Для того чтобы можно было получить впоследствии монолитное тело, такое как описано ниже, используемые на этом этапе предварительно пропитанные волокна должны быть такими же, как и используемые на этапе а) (т.е. используют волокна того же типа, пропитанные такой же смолой). Подобным же образом, для обеспечения непрерывности филаментной намотки волокно не должно прерываться в промежутке между этапами а) и d).
[0069] На пятом этапе е) после удаления приводных захватов 20 производят полимеризацию полученного сборного узла. На фиг.19а и 19b этот узел показан, соответственно, в состоянии перед полимеризацией и после нее. По окончании полимеризации внутреннее тело 18 и наружное тело 21 образуют собой полимеризованное монолитное тело 22, которое и будет являться телом соединительной тяги. В частном случае с использованием наконечника согласно третьему варианту выполнения, который представлен на фиг.8, слой 9, образованный предварительно пропитанными волокнами, идентичными тем, которые используются для выполнения тела соединительной тяги, тоже является составной частью полимеризованного монолитного тела 22. Во время снятия захватов на этом этапе волокно отрезают от бобины, а часть полимеризованного монолитного тела, включающую в себя срезанное волокно, снимают при нарезании тяги на нужную длину на последнем этапе f).
[0070] На шестом этапе f) оправки 19 извлекают, а полимеризованное монолитное тело 22 отрезают на уровне свободного конца наконечников (см. фиг.20). Получаемая при этом деталь и является соединительной тягой согласно изобретению. На фиг.21 показана соединительная тяга, выполненная с наконечниками согласно третьему варианту выполнения, где слой 9 наконечника встроен в монолитное тело 22.
Преимущества предлагаемого способа
В соответствии с настоящим изобретением, предварительно пропитанные волокна, используемые на этапах а) и d), являются идентичными (используют волокна одного и того же типа с одной и той же смолой), кроме того, между филаментными намотками, осуществляемыми для получения внутреннего и наружного тел тяги, нить не прерывается (используют одну и ту же нить). Благодаря использованию одной и той же смолы удается в процессе последующего отверждения на этапе е) получить монолитное тело, в котором не возникает дифференциального теплового расширения. Непрерывность филаментной намотки имеет большое значение для обеспечения правильного размещения волокон и достижения стопроцентной автоматизации технологического процесса. Кроме того, благодаря изготовлению монолитного тела тяги и непрерывности филаментной намотки удается получить изделие, в котором совершенно отсутствует неоднородность или пористость.
При изготовлении соединительных тяг с наконечниками, выполненными согласно третьему варианту осуществления, удается уменьшить вес соединительной тяги. Это становится возможным потому, что, во-первых, часть наконечника выполнена из композитного материала и, во-вторых, меньшим является объем материала, затрачиваемого на изготовление наконечника. Дело в том, что в зоне нарушения непрерывности внутренний диаметр наконечника увеличивается, или, говоря иначе, в материале образуется полость.
В отличие от известного из предшествующего уровня техники узла с клеевым соединением, в котором наконечники приклеиваются к телу соединительной тяги, в устройстве, предложенном согласно изобретению, они вставляются внутрь этого тела. При такой конструкции тяга способна выдерживать сжимающие нагрузки. В случае тяги, наконечники которой выполнены в соответствии с первым вариантом осуществления, особые требования предъявляются к зонам, выделенным на фиг.22а жирными линиями, то есть, во-первых к зоне сцепления между телом тяги и наконечником и, во-вторых, к зоне непосредственной опоры тела тяги, выполненной из углеродного волокна, в наконечник на уровне буртика. При чрезмерно больших нагрузках для перемещения наконечника необходим излом только в опорной зоне на уровне наконечника (эта зона показана маленькой стрелкой). Преимуществом геометрической формы наконечника, выполненного в соответствии со вторым вариантом осуществления, является то, что в случае перегрузки для перемещения наконечника необходим излом не в одной, а в двух зонах. Как показано на фиг.23(a) маленькими стрелками, это опорная зона на уровне буртика и зона сужения первой полой цилиндрической части наконечника. Таким образом, геометрическая форма наконечников, выполненных в соответствии со вторым вариантом осуществления, позволяет выдерживать большие нагрузки. Конструкция предлагаемой соединительной тяги позволяет выдерживать нагрузки, вызванные растягивающими усилиями вне зависимости от геометрической формы наконечника. В случае применения соединительной тяги с наконечниками, выполняемыми в соответствии с первым вариантом осуществления, показанной на фиг.22b, наконечник передает растягивающее усилие на тело тяги через первую полую цилиндрическую часть, коническую часть и, частично, вторую полую цилиндрическую часть. Таким образом, растягивающее усилие передается непосредственно телу соединительной тяги. При использовании же соединительной тяги с наконечниками, выполняемыми в соответствии со вторым вариантом осуществления, показанной на фиг.23b, наконечник передает растягивающее усилие на тело соединительной тяги через коническую часть и, частично, вторую полую цилиндрическую часть. При воздействии поочередных сжимающих/растягивающих нагрузок наконечник, вне зависимости от его геометрической формы, не может перемещаться в теле тяги и, следовательно, не может приводить к явлению усталости и пластической деформации тела тяги, выполненного из углеродного волокна.
Еще одно преимущество предлагаемого способа состоит в том, что благодаря ему удается изготовить сложную деталь, применив традиционные методы филаментной намотки, что позволяет снизить производственные затраты. Такая экономия достигается как за счет использования описанных способов, так и за счет особого конструктивного исполнению самой соединительной тяги.
Реферат
Группа изобретений относится к способу изготовления соединительной тяги путем филаментной намотки, а также к устройству указанной тяги и наконечнику для нее. Способ заключается в обеспечении наличия оправки, используемой при изготовлении внутреннего тела. Внутреннее тело (18) изготавливают путем выполнения этапов, на которых осуществляют филаментную намотку предварительно пропитанных волокон (16) на оправку, используемую при изготовлении внутреннего тела. Затем осуществляют полимеризацию указанных предварительно пропитанных волокон (16) и удаляют указанную оправку. Наружное тело изготавливают путем филаментной намотки предварительно пропитанных волокон (16) на наружную поверхность внутреннего тела (18), причем предварительно пропитанные волокна (16) идентичны волокнам, используемым для изготовления внутреннего тела (18). После формируют монолитное тело путем полимеризации внутреннего тела (18) и наружного тела. Соединительная тяга содержит тело тяги и наконечник тяги, расположенный на одном конце тела тяги. Причем указанное тело тяги содержит монолитное тело, охватывающее наконечник тяги по всей его наружной стороне, а указанное монолитное тело выполнено из смолы одного типа и волокон одного типа. Наконечник тяги содержит вкладыш и слой композитного материала, частично покрывающего вкладыш. Достигаемый при этом технический результат заключается в обеспечении однородности структуры, не имеющей пористости и удовлетворяющей условиям механической прочности и тепловой устойчивости. 3 н. и 12 з.п. ф-лы, 28 ил.
Формула
- обеспечивают наличие оправки (17), используемой при изготовлении внутреннего тела;
- изготавливают внутреннее тело (18) путем выполнения этапов, на которых:
- осуществляют филаментную намотку предварительно пропитанных волокон (16) на оправку (17), используемую при изготовлении внутреннего тела,
- осуществляют полимеризацию указанных предварительно пропитанных волокон (16), и
- удаляют указанную оправку (17), используемую при изготовлении внутреннего тела;
- изготавливают наружное тело (21) путем филаментной намотки предварительно пропитанных волокон (16) на наружную поверхность внутреннего тела (18), причем предварительно пропитанные волокна (16) идентичны волокнам, используемым для изготовления внутреннего тела (18);
- формируют монолитное тело (22) путем полимеризации внутреннего тела (18) и наружного тела (21).
- обеспечивают наличие вкладыша (8) и оправки (10), используемой при изготовлении наконечника тяги;
- размещают вкладыш (8) на оправке (10), используемой при изготовлении наконечника тяги;
- осуществляют филаментную намотку предварительно пропитанных волокон (16) частично вокруг оправки (10), используемой при изготовлении наконечника тяги, и частично вокруг вкладыша (8), причем предварительно пропитанные волокна (16) идентичны волокнам, используемым для изготовления внутреннего тела (18) и наружного тела (21);
- осуществляют полимеризацию предварительно пропитанных волокон (16) и удаляют оправку (10), используемую при изготовлении наконечника тяги, при этом указанные полимеризованные предварительно пропитанные волокна образуют слой (9) композитного материала.
Комментарии