Самонарезающая резьбовая вставка (ее варианты) - SU1222205A3
Код документа: SU1222205A3
Чертежи


Описание
Изобретение относится к машиностроению , в частности к резьбовым соединениям.
Цель изобретения - исключение попадания стружки в приемное отверстие при нарезании в нем резьбы с помощью самонарезающей резьбовой вставки.
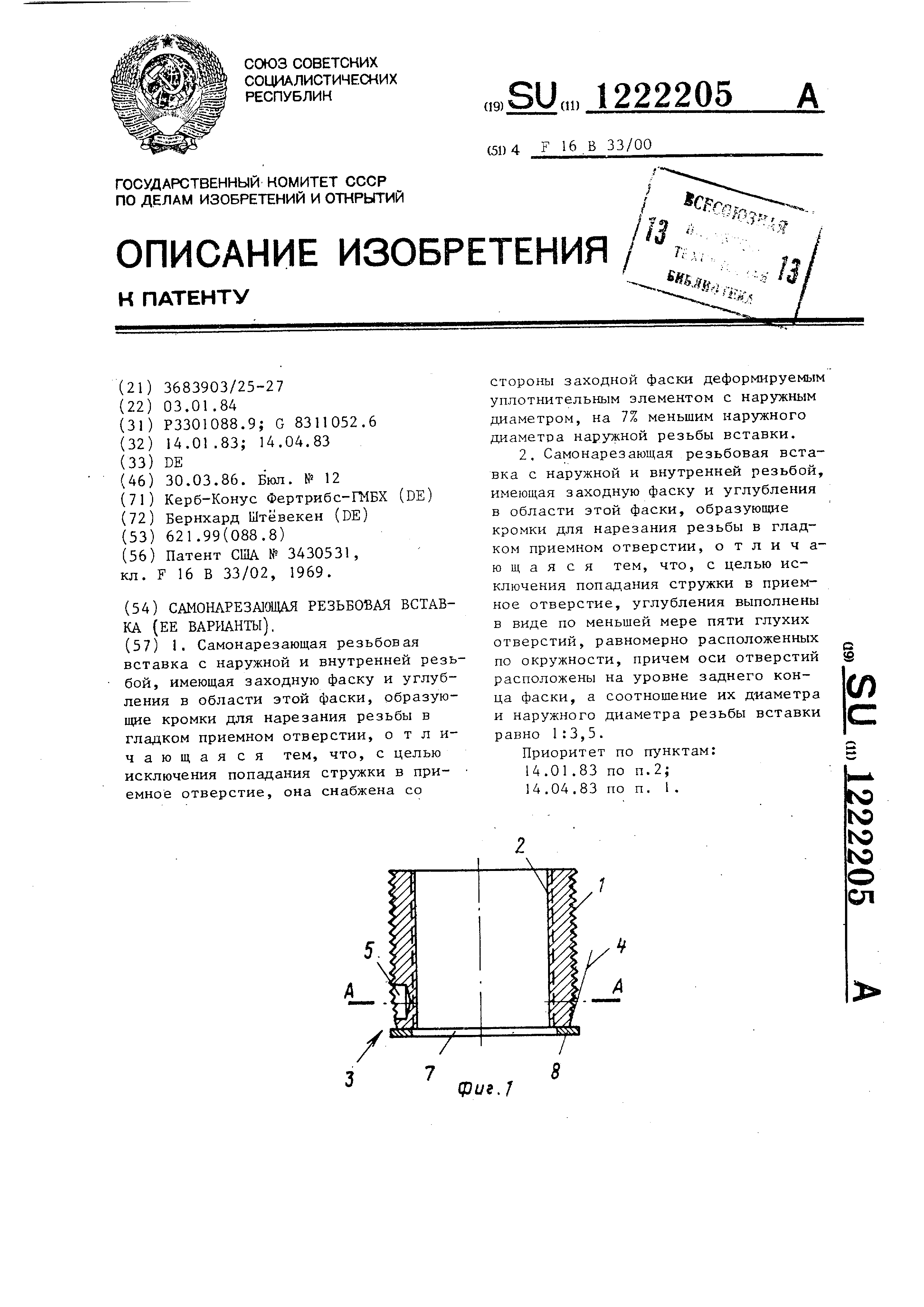
На фиг.1 изображена резьбовая вставка с глухими поперечными отверстиями и деформируемым элементом со стороны торца, р&зрез; на фиг.2 - разрез А-А на фиг.1; на на фиг.З - вариант выполнения вставки с глухими отверстиями; на фиг.4 - резьбовая вставка со сквозными поперечными отверстиями, разрез; на фиг.З - разрез Б-Б на фиг.4; на фиг.6 - вариант выполнения вставки с фрезерованными глухими дазами; на фиг.7 -. вид по стрелке В на фиг.6; на фиг.8 - вид по стрелке Г на фиг.6 на фиг.9 - резьбовая вставка Q глухими отверстиями для деформируемого элемента, разрез; на фиг.10 - вставка , установленная в приемное отверстие , разрез.
Вставкл имеет наружную резьбу 1 и внутреннюю резьбу 2. На переднем конце 3 резьбовая вставка снабжена конической фаской 4. В области конической фаски предусмотрены проходящи радиально глухие отверстия 5 (фиг.1- З) . Кромки 6, расположенные в направлении вворачивания сзади (стрелка на фиг,2), служат для нарезания регьбы. Для предотвращения попадания струж- ки в приемное отверстие, согласно фиг.1, на торцовой стороне 7 переднего конца 3 помещено плоское уплот- нительное кольцо 8. Его наружный диаметр приблизительно на 7% меньше, чем внешний диаметр наружной резьбы 1, что соответствует максимальному ; диаметру приемного отверстия, в котором ввинчивается резьбовая вставка. Внутренний диаметр уплотнительного кольца 8 больше, чем l aмeтp впадин внутренней резьбы 2.
Уплотнительное кольцо 9 (фиг.З) расположено на наружном диаметре переднего конца 3.Предусмотрено преимущественно пять глухих отверстий 5 (фиг.2), равномерно распределенных по наружной окружности резьбовой вставки. На фиг.4 и 5 предусмотрены сквозные отверстия или выточки в виде выфрезерованных мест 10 и уплотни222052
тельный элемент в виде диска 1i. Наружный диаметр его принимается как на фиг.i. Диск 11 закрепляется на торце. 7, как и плоское уплотнитель5 нов кольцо 8 (фиг.1).
Быточки образованы ДВУМЯ проходящими по оси пазами 12 (фиг.6-8). На переднем конце пазов 12 установлены уплотнительные элементы 13, имеющие
10 скосы 14, которые располагаются симметрично относительно пазов 12. Элементы 13 могут быть соединенными друг с другом с помощью кольца, соответственно кольцу 9 (фиг.З). ружный диаметр уплотнительных элементов 4 и 6 (фиг.1 и 3) приблизительно на 7% меньше, чем внешний диаметр наружной резьбы 1.
Уплотнительные элементы 8, 9 и 11, 13 состоят из упругого деформируемого материала, или из пластически деформируемого материала,однако возможно использование очень мягких металлов. На фиг.9 и 10 представлен вариант вставки без уплотнительного элемента с пятью отверстиями .
Если бы в известной резьбовой вставке три режущих отверстия были выполнены в виде,глухих отверстий 5, то этого было бы недостатсгчно. Практические исследования показали, что при трех глухих отверстиях 5 повышается опасность того, что стружка будет полностью заполнять эти отверстия и блокировать дальнейший процесс ввинчивания. Хотя объем отверстий теоретически является достаточным для того, чтобы разместить стружку выявилось, в частности, что в случае приемных отверстий, стенки которых состоят из относительно твердого материала, глухих отверс-. тий не хватает, так как образующаяся стружка из-за недостаточной деформации плохо заполняет объем отверстий .
Если же чиспо режущих отверстий увеличить до 5, то стружка получается существенно более тонкой, чем при трех режущих отверстиях, а ПОЭТО1ЧУ более гибкой, что соответствует лучшему заполнению объема отверстий. Объем пяти глухих отверстий в любом случае достаточен для того, чтобы принять весь объем стружки . Так как каждой режущей кромкой снимается из приемного отверстия
более тонкая стружка, вставки могут также ввинчиваться в приемные отверстия значительно быстрее и с применением меньшего вращающего момента , чем это имеет место в случае трех режущих отверстий. Длина кромок для нарезания резьбы увеличивается приблизительно на 66%.
Вследствие увеличения длины режущих кромок появляется возможность нарезать многозаходные резьбы. При выполнении пяти отверстий возможно выполнение резьбы с увеличенной шириной впйдины на внутреннем диаметре (с цилиндрическим дном впадины). Это приводит к уменьшению объема стружки и повышению скорости ввинчивания .
Наилучшие результаты .получаются при определенном соотношении параметров отдельных элементов вставки. Для этого диаметр наружной резьбы вставки должен быть приблизительно в 3,5 раза больше, чем диаметр режущего отверстия.
Для наружной резьбы с увеличенной шириной впадины, диаметр впадины должен быть в 3,1 раза больше диаметра режущего отверстия. Диаметр наружной резьбы должен быть приблизительно в 8 раз больше шага наружной резьбы. Диаметр цилиндрического дна впадины наружной резьбы должен быть приблизительно в 1,25 раза больше, чем наружный диаметр внутренней резь бы. Предпочтительно, что когда режу- щле отверстия находятся наполовину в области фаски, это соответствует положению , при котором оси режущих отверстий проходят на высоте заднего конца фаски.
хРезьбовая вставка (фиг.9 и 10) имеет внутреннюю резьбу 2 и наружную резьбу 1. Между отдельными витками резьбы наружной резьбы 1 дно впадины резьбы 15 выполнено цилиндрическим . На торцовой стороне 7 фаска 4 плавно заканчивается цилиндри222 2054
ческим дном впадины резьбм 15. Предусмотрено пять радиальных глухих отверстий 5, равномерно распределенных по окружности. Оси 16 глухих отверстий 5 5 проходят на высоте заднего конца фаски 4, так что половина отверстия, расположенного со стороны фаски, находится в области фаски 4. Ход наружной резьбы обозначен позицией Т .
10 В случае резьбовой вставки с пятью режущими отверстиями 5 по сравнению со вставкой с тремя режуш сми отверстиями момент завинчивания меньше приблизительно на 30%. Этот эффект )5 можно объяснить тем, что резьбовые участки от режущего отверстия до режущего отверстия при вставке с пятью режущими отверстиями являются более короткими, чем при вставке с тремя
20 отверстиями. Именно эти резьбовые участки имеют по отношению к режущим кромкам 6 отрицательный передний угол, оказывающий относительно высокое сопротивление ввинчиванию.
25 Предлагаемая разьбовая вставка может законтриваться на основании или на ступеньке 17 приемного отверстия , так как это показано на фиг.10. С помощью этого законтрива3Q ния основанием отверстия или ступенькой 17 отверстия достигается предохранение от обратного вращения. Такое законтривание без дополнительных мероприятий является возможным также при формах осуществления согласно фиг.1 и 4,так как кольцо 8 и соответственно диск 11, являются деформируемыми.
35
Например, внутренняя резьба 2
является нормальной резьбой Ml 2. Наружная резьба 1 имеет наружный диаметр , равный 16. мм. Внутренний ее диаметр, т.е. диаметр цилиндрического дна впадины резьбы 15 составляет 14,5 мм. Ход Т этой наружной резьбы 1 составляет 1,8 мм. Диаметр режушзих отверстий равен 5 мм.
/
фие. 2
ipi/г.З

Реферат
1. Самонарезающая резьбовая вставка с наружной и внутренней резьбой , имеющая звходную фаску и углубления в области этой фаски, образующие кромки для нарезания резьбы в гладком приемном отверстии, отличающаяся тем, что, с целью исключения попадания стружки в приемное отверстие, она снабжена со стороны заходной фаски деформируемым уплотнительным элементом с наружным диаметром, на 7% меньшим наружного диаметра наружной резьбы вставки. 2. Самонарезающая резьбовая вставка с наружной и внутренней резьбой, имеющая заходную фаску и углубления в области этой фаски, образующие кромки для нарезания резьбы в гладком приемном отверстии, отличающаяся тем, что, с целью исключения попадания стружки в приемное отверстие, углубления выполнены в виде по меньщей мере пяти глухих отверстий, равномерно расположенных по окружности, причем оси отверстий расположены на уровне заднего конца фаски, а соотношение их диаметра и наружного диаметра резьбы вставки равно 1 : 3,5. Приоритет по пунктам: 14.01.83 по п.2; 14.04.83 по п. 1. с & (Л to to ГО ел / 78 (Puej
Формула
Комментарии