Монтажный винт и крепежная система с полым камерным профилем - RU2472984C2
Код документа: RU2472984C2
Чертежи

Описание
Изобретение относится к монтажному винту с признаками ограничительной части пункта 1 формулы изобретения, а также к крепежной системе с признаками пункта 5 формулы изобретения.
Из DE 202004016119 U1 известен монтажный винт для крепления частей приборов, в частности частей петли на полых камерных профилях. Он служит, например, для крепления шарниров на окнах или дверях, которые имеют раму, которая состоит из нескольких полученных непрерывным профильным прессованием алюминиевых профилей. Известный винт имеет головку с примыкающим к ней резьбовым участком, при этом внутренний диаметр наружной резьбы сначала конически расширяется на частичном отрезке в направлении головки, а в остальном остается в основном постоянным. Определяющим в таком винте является то, что внутренний диаметр наружной резьбы является относительно большим по сравнению с наружным диаметром головки. В то время как это соотношение в других винтах, например, в метрических винтах или шурупах, составляет 1,5 или значительно больше, в таком монтажном винте это отношение лежит скорее ниже этого значения. Причиной этому является то, что приемное отверстие для головки в части прибора по соображениям внешнего вида должно быть как можно меньше, в то время как силу удерживания можно максимизировать за счет как можно большего внутреннего диаметра наружной резьбы. Решающим при этом является то, что монтажный винт вследствие ситуации вхождения в полый камерный профиль, как правило, удерживается лишь в двух или трех относительно тонких перегородках профиля.
Было установлено, что такие крепежные винты, в частности, при длительном использовании, имеют склонность к ослаблению. Поэтому в основу изобретения положена задача создания монтажного винта, соответственно, крепежной системы с таким монтажным винтом, которые обеспечивают длительное неподвижное соединение.
Эта задача решена с помощью монтажного винта с признаками пункта 1 формулы изобретения, а также крепежной системы с признаками пункта 5 формулы изобретения. Было установлено, что ослабление монтажного винта связано с покрытием частей прибора. Покрытие может осуществляться, например, в виде настоящего нанесения, например, слоя лака, или в виде преобразования структуры поверхности соответственно в виде комбинации преобразования структуры и нанесения, например, посредством элоксирования. Наблюдения показали, что монтажный винт, в частности, при сотрясениях, которые могут возникать при открывании и закрывании дверей, при таких покрытиях проявляет тенденцию к ослаблению. Причиной этому является небольшой крутящий момент, который противодействует ослаблению монтажного винта. Этот небольшой момент сопротивления обратному повороту прикладывается, с одной стороны, к поверхности прилегания наружной резьбы в резьбовых канавках, которые формируются в перегородках профиля. Однако, с другой стороны, поверхность прилегания головки, называемая в последующем контропорной поверхностью, также является небольшой, поскольку, как указывалось выше, отношение наружного диаметра головки к максимальному внутреннему диаметру наружной резьбы относительно небольшое. На основании понимания этого в изобретении предлагается, что контропорная поверхность имеет фрикционное приспособление. Оно имеет два действия, из которых, по меньшей мере, одно проявляется согласно изобретению. С одной стороны, контропорная поверхность при затягивании монтажного винта врезается в соответствующую поверхность прилегания части прибора. Лишь за счет этого повышается коэффициент трения и, тем самым, момент сопротивления выворачиванию. Кроме того, с другой стороны, фрикционное приспособление может приводить к тому, что оно, по меньшей мере, частично разрушает покрытие в зоне поверхности прилегания. За счет этого может происходить контакт контропорной поверхности с лежащим под покрытием материалом части прибора. Вследствие измененной пары материалов трибологическая система может иметь за счет этого значительно увеличенный коэффициент трения и, тем самым, более высокий момент сопротивления.
Предпочтительно, фрикционное приспособление выполнено в виде накатки. При этом под накаткой следует понимать равномерно повторяющуюся, желобообразную структуру. Однако наряду с этим, естественно, возможна неравномерная структура из желобков, углублений или т.п., при этом накатку можно особенно просто выполнять с точки зрения технологии изготовления. Кроме того, контропорная поверхность может быть выполнена в другом виде шершавой или с дополнительным покрытием. Возможна также комбинация, например, с заключенным в микрокапсулы клеем.
В предпочтительном варианте выполнения предусмотрено, что контропорная поверхность выполнена конической. Это имеет, в частности, то преимущество, что контропорная поверхность может одновременно воздействовать центрирующим образом на часть прибора. Однако центрирование можно осуществлять также с помощью примыкающей к контропорной поверхности цилиндрической части головки.
Для обеспечения возможности максимально глубокого опускания монтажного винта, соответственно, его головки в приемное отверстие части прибора, что может требоваться по соображениям внешнего вида, в предпочтительном варианте выполнения изобретения предусмотрено, что наружная резьба более или менее непосредственно примыкает к контропорной поверхности головки, т.е. расстояние между контропорной поверхностью и началом наружной резьбы соответствует максимально двойному ходу винта. За счет этого достигается, что монтажный винт, даже когда он ввинчен в часть прибора очень глубоко, может сцепляться наружной резьбой с обращенной к части прибора перегородкой полого камерного профиля. Тем самым эта перегородка профиля может способствовать удерживанию монтажного винта наряду с другими перегородками профиля. Однако с точки зрения технологии изготовления может быть желательным уменьшение расстояния между контропорной поверхностью и наружной резьбой не до нуля, поскольку в противном случае сильно увеличиваются затраты труда на выполнение наружной резьбы, соответственно, фрикционного приспособления на контропорной поверхности.
Ниже приводится более подробное пояснение изобретения на основе примера выполнения со ссылками на прилагаемые чертежи, на которых изображено:
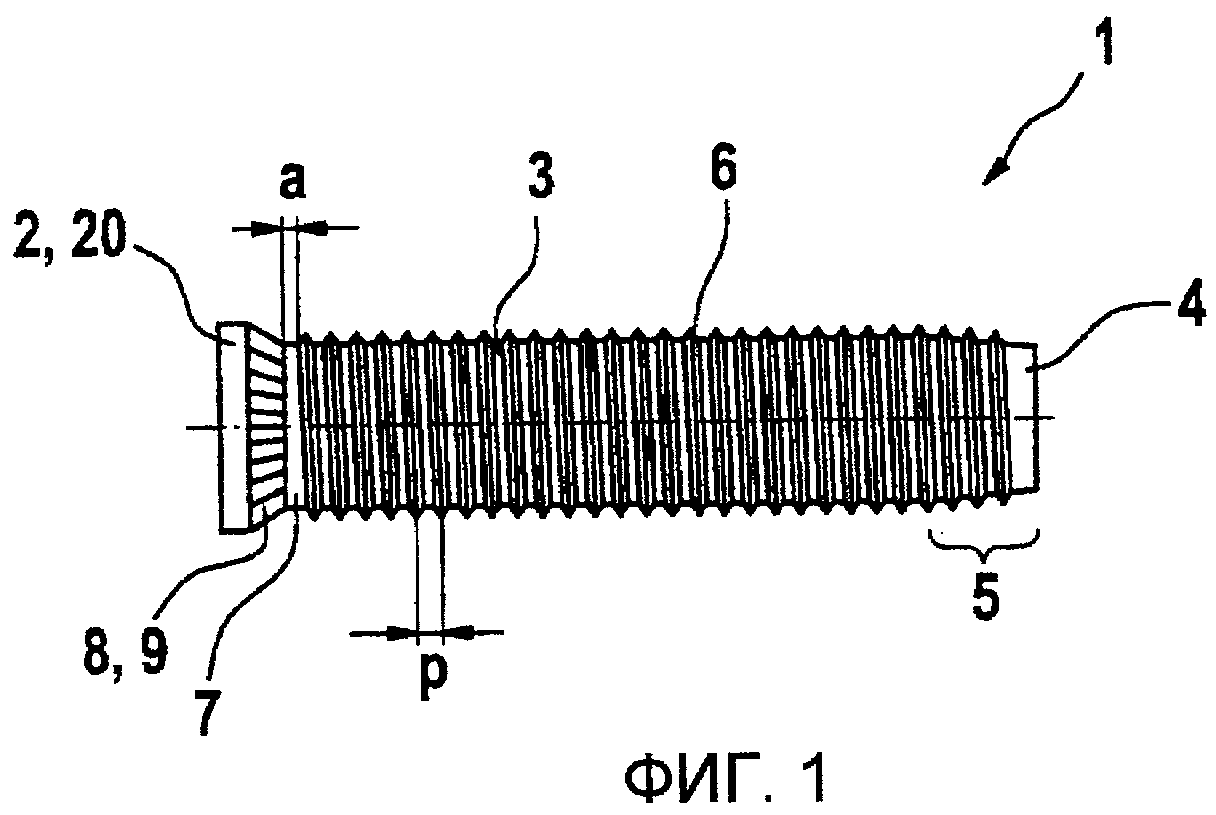
фиг.1 - монтажный винт согласно изобретению и
фиг.2 - разрез того же монтажного винта в качестве части крепежной системы согласно изобретению.
Показанный на фиг.1 монтажный винт 1 имеет головку 2, а также резьбовой участок 3. От вводимого конца 4 внутренний диаметр монтажного винта 1 сначала конически увеличивается на частичном отрезке 5, однако затем остается постоянным на остальном резьбовом участке 3. При этом наружная резьба 6 имеет остающуюся постоянной относительно внутреннего диаметра высоту боковой стороны профиля резьбы. Резьбовой участок 3 продолжается почти вплоть до головки 2, так что остается лишь небольшое расстояние а, которое соответствует примерно ходу р резьбы, в виде свободного от резьбы участка 7. К этому свободному от резьбы участку 7 примыкает головка 2 с конической контропорной поверхностью 8. Эта контропорная поверхность 8 имеет выполненное в виде накатки фрикционное приспособление. К контропорной поверхности 8 примыкает в свою очередь в осевом направлении короткий цилиндрический участок 20 головки. Наружный диаметр головки 2 превышает в этой зоне примерно в 1,2-1,3 раза внутренний диаметр резьбового участка 3.
На фиг.2 монтажный винт 1 показан в качестве части крепежной системы 10, которая служит для крепления части 11 прибора на полом камерном профиле 12. Этот полый камерный профиль 12 может быть, например, частью оконной рамы, на которой крепится в качестве части 11 прибора шарнир или т.п. Полый камерный профиль 12 имеет несколько перегородок 13 профиля, которые обеспечивают удерживание наружной резьбы 6 монтажного винта 1. За счет очень короткого свободного от резьбы участка 7 наружная резьба 6 врезается также в обращенную к части 11 прибора перегородку 13 профиля.
Для монтажа крепежной системы 10 сначала выполняют крепежное отверстие 14 в полом камерном профиле 12, соответственно, в перегородках 13 профиля. Затем устанавливают часть 11 прибора и вводят с завинчиванием монтажный винт 1 через приемное отверстие 15 в части 11 прибора в крепежное отверстие 14. Для этого монтажный винт 1 имеет внутренний шестигранник 16 в качестве поверхности сцепления с инструментом. При ввинчивании монтажный винт 1 образует в крепежном отверстии 14 соответствующую внутреннюю резьбу 17. Приемное отверстие 15 части 11 прибора имеет коническую поверхность 18 прилегания. Она служит в качестве ответной опоры, соответственно, упора для конической контропорной поверхности 8 монтажного винта 1 при ввинчивании. Вследствие конусности контропорной поверхности 8 и поверхности 18 прилегания части 11 прибора монтажный винт 1 центрирует в этой зоне часть 11 прибора.
За счет накатки 9 на контропорной поверхности 8 происходит частичное ослабление поверхности 19 части 11 прибора в зоне поверхности 18 прилегания. Накатка 9 в определенной степени вгрызается также в поверхность 18 прилегания. За счет этого возникает повышенный момент сопротивления нежелательному вывинчиванию монтажного винта 1, так что он не ослабляется даже при колеблющейся нагрузке крепежной системы 10.
Перечень позиций
1 Монтажный винт
2 Головка
3 Резьбовой участок
4 Вводимый конец
5 Частичный отрезок
6 Наружная резьба
7 Свободный от резьбы участок
8 Контропорная поверхность
9 Фрикционное приспособление/накатка
10 Крепежная система
11 Часть прибора
12 Полый камерный профиль
13 Перегородка профиля
14 Крепежное отверстие
15 Приемное отверстие
16 Внутренний шестигранник/поверхности приложения инструмента
17 Внутренняя резьба
18 Поверхность прилегания
19 Поверхность
20 Цилиндрический участок головки
a Расстояние
p Ход резьбы
Реферат
Изобретение относится к монтажному винту и направлено на длительное неподвижное соединение деталей. Монтажный винт для крепления частей прибора на полом камерном профиле содержит головку и резьбовой участок с наружной резьбой. Внутренний диаметр наружной резьбы расширяется, в частности конически, в направлении головки. Отношение наружного диаметра головки к максимальному внутреннему диаметру наружной резьбы лежит между 1,15 и 1,5, в частности между 1,2 и 1,3. Головка на своей обращенной к резьбовому участку стороне имеет контропорную поверхность. Контропорная поверхность имеет фрикционное приспособление. 2 н. и 8 з.п. ф-лы, 2 ил.
Комментарии