Устройство формирования изображений, способ обработки заданий печати и компьютерный носитель информации - RU2420410C1
Код документа: RU2420410C1
Чертежи













Описание
Область техники, к которой относится изобретение
Данное изобретение относится к устройству формирования изображений, способу обработки заданий печати и программе, а более конкретно к устройству формирования изображения, которое формирует изображения на листах, а затем вызывает осуществление последующей обработки устройством для последующей обработки на переносимых в него листах, способу обработки заданий печати, применимому к упомянутому устройству формирования изображений, и программе, вызывающей осуществление компьютером упомянутого способа обработки заданий печати.
Предшествующий уровень техники
Известна стандартная печатающая система, состоящая из устройства формирования изображений, такого как принтер, аппарат факсимильной связи или копировальный аппарат, и устройства для последующей обработки, такого как отделочное устройство или брошюровочно-переплетная машина. Устройство для последующей обработки осуществляет последующую обработку, такую как брошюровочно-переплетная обработка, прошивка проволокой и т.д., на пачке листов, выдаваемой из устройства формирования изображений. Устройства для последующей обработки включают в себя автономное устройство для последующей обработки, причем пачка листов, выдаваемая из устройства формирования изображений, временно укладывается на устройстве для укладки в стопу, таком как лоток для выпуска листов или стопоукладчик, без непосредственного переноса в устройство для последующей обработки, а затем оператор переносит листовой материал в устройство для последующей обработки и заставляет это устройство для последующей обработки осуществлять обработку.
С другой стороны, в устройствах формирования изображений, таких как цифровые копировальные аппараты, широко применялся способ печати, называемый распечаткой по требованию и предназначенный для осуществления печати различных типов малыми партиями. Эта распечатка по требованию дает возможность устройству формирования изображений удовлетворить потребность в печати различных типов малыми партиями и просто изменять печатаемое содержание. Следовательно, распечатка по требованию пригодна для печати руководств по эксплуатации изделий, каталогов, брошюр для отдельных пользователей, оттисков для распространения в офисах, а также аналогичной продукции.
Кроме того, существуют различные типы устройств для последующей обработки, каждое из которых перерабатывает пачки листов, выдаваемые из связанного с ними устройства формирования изображений, в брошюры, такие как каталоги и руководства. Устройства для последующей обработки включают в себя, например, машину для вставки блоков в переплетные крышки, которая наносит клей на пачку листов, приклеивает прокладку к пачке листов, а затем осуществляет обрезную обработку на ней, брошюровочно-переплетную машину для шитья внакладку, которая осуществляет прошивку в центре пачки листов, а затем сгибает ее вдвое, и машину для скрепления блоков кольцами, которая пробивает дырки в пачке листов и скрепляет пачку листов в блок, используя спиральный элемент специального назначения.
Кстати, когда проводят сравнение между периодом времени, необходимым устройству формирования изображений для завершения печати, и периодом времени, необходимым устройству последующей обработки для завершения последующей обработки с получением брошюры, последний период времени обычно больше, чем первый, хотя может возникнуть и исключительный случай - в зависимости от количества страниц брошюры. То есть, это происходит потому что, хотя время обработки, занимаемое автономным устройством для последующей обработки, меньше, все же требуется вручную укладывать пачки листов одна за другой в устройстве для последующей обработки независимо от другого оборудования, а затем начинать обработку посредством этого устройства для последующей обработки.
По этой причине при распечатке по требованию, когда количество изготавливаемых брошюр увеличивается, в дополнение к времени, которое требуется устройству формирования изображений на выдачу пачек листов, у устройства для последующей обработки уходит большее время на завершение последующей обработки, и поэтому получение брошюр после начала печати занимает большее время.
Кроме того, оператор, который манипулирует устройством для последующей обработки, работающим автономно, и выполняет другую работу, контролируя рабочее состояние устройства формирования изображений, не всегда может сразу же взять пачку листов, выдаваемую из устройства формирования изображений по завершении работы устройства формирования изображений. В таком случае стопа листов остается уложенной на лотке для укладки в стопу устройства формирования изображений. При этом если пустой лоток для укладки в стопу отсутствует, устройству формирования изображений не разрешается начать выполнение следующего задания печати, что приводит к нерабочему состоянию этого устройства.
Для решения этой проблемы обычно предлагались следующие методы:
первое устройство, конфигурация которого обеспечивает предотвращение генерирования времени ожидания из-за прерывания задания печати посредством сравнения количества листов, которые можно уложить в стопу на стопоукладчике листов, с количеством листов, подлежащих выдаче во время выполнения задания печати, и посредством передачи предупреждения, когда невозможно уложить в стопу все листы, подлежащие выдаче во время выполнения задания печати на стопоукладчике листов (см., например, публикацию № Н09-240197 выложенного японского патента); и
второе устройство, конфигурация которого обеспечивает предотвращение генерирования времени ожидания из-за прерывания задания печати посредством добавления количества листов, подлежащих выдаче во время выполнения последующего задания печати, к количеству листов, уложенных в стопу в настоящее время на стопоукладчике листов, чтобы тем самым получить суммарное значение, и посредством последующего сравнения этого суммарного значения с верхним пределом количества листов, которые могут быть уложены в стопу, и запрещения начала выполнения последующего задания печати, когда суммарное значение превысило этот верхний предел (см., например, публикацию № Н10-029755 выложенного японского патента).
Когда в вышеупомянутых первом и втором устройствах прогнозируется прерывание задания печати в начале задания печати, предупреждение о том, что задание печати будет прервано, оговаривается заранее, или начало задания печати запрещается. Поэтому невозможно начать осуществление последующей обработки на пачке листов сразу же после завершения распечатки их из устройства формирования изображений, и вследствие этого возникает состояние ожидания.
Раскрытие изобретения
В данном изобретении предложены устройство формирования изображений, способ обработки заданий печати и программа, которые дают возможность эффективного осуществления обработки формирования изображений и последующей обработки.
В первом аспекте данного изобретения предложено устройство формирования изображений, содержащее блок формирования изображений, конфигурация которого обеспечивает формирование изображений на листах на основании вводимого задания печати, блок укладки в стопу, конфигурация которого обеспечивает укладку в стопу множества листов, которые переносятся в устройство для последующей обработки, которое осуществляет последующую обработку на листах, причем блок укладки в стопу осуществляет укладку в стопу листов, имеющих изображения, сформированные на них блоком формирования изображений, и блок управления, конфигурация которого обеспечивает определение количества листов, подлежащих укладке в стопу на блоке укладки в стопу, на основании почасовой обрабатывающей способности блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки.
Во втором аспекте данного изобретения предложено устройство формирования изображений, содержащее блок укладки в стопу, конфигурация которого обеспечивает укладку в стопу множества листов, которые переносятся в устройство для последующей обработки, которое осуществляет последующую обработку на листах, блок формирования изображений, конфигурация которого обеспечивает формирование изображений на листах, подлежащих укладке в стопу на блоке укладки в стопу, на основании вводимого задания печати, блок разделения задания печати, конфигурация которого обеспечивает разделение вводимого одиночного задания печати на множество заданий печати, получаемых разделением, на основании почасовой обрабатывающей способности блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки, и блок управления, конфигурация которого обеспечивает управление укладкой в стопу листов на блоке укладки в стопу в соответствии с получаемыми разделением заданиями печати, которые получаются путем разделения блоком разделения задания печати.
В третьем аспекте данного изобретения предложен способ обработки заданий печати, применимый к устройству формирования изображений, включающему в себя блок формирования изображений, конфигурация которого обеспечивает формирование изображений на листах на основании вводимого задания печати, и блок укладки в стопу, конфигурация которого обеспечивает укладку в стопу множества листов, каждый из которых имеет изображение, сформированное на нем блоком формирования изображений, причем конфигурация устройства формирования изображений обеспечивает связь с устройством для последующей обработки, предназначенным для осуществления последующей обработки на множестве листов, переносимых из блока формирования изображений, при этом способ обработки заданий печати включает в себя этап разделения задания печати, на котором разделяют вводимое одиночное задание печати на множество заданий печати, получаемых разделением, на основании почасовой обрабатывающей способности блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки, и этап управления, на котором управляют укладкой в стопу листов на блоке укладки в стопу в соответствии с получаемыми разделением заданиями печати, которые получаются путем разделения на этапе разделения задания печати.
Кроме того, в четвертом аспекте данного изобретения предложена программа, вызывающая осуществление компьютером способа обработки заданий печати, соответствующего третьему аспекту данного изобретения.
В соответствии с данным изобретением создается возможность разделять задание печати, вводимое в устройство формирования изображений, на множество заданий печати в соответствии с обрабатывающей способностью устройства для последующей обработки, а это дает возможность устройству формирования изображений и устройству для последующей обработки осуществлять обработку параллельно, вследствие чего обработку формирования изображений и последующую обработку можно осуществлять эффективно.
Кроме того, задание печати, вводимое в устройство формирования изображений, разделяется таким образом, что момент времени, в который устройство для последующей обработки завершает последующую обработку, совпадает с моментом времени, в который устройство формирования изображений завершает обработку формирования изображений в соответствии со вторым заданием печати, получаемым разделением, следующим за первым заданием печати, получаемым разделением. Это позволяет оператору переносить пачки листов, выдаваемых из устройства формирования изображений, в устройство для последующей обработки и вызывает немедленное выполнение последующей обработки устройством для последующей обработки. Таким образом, создается возможность минимизировать не только период времени, в течение которого пачки листов остаются в устройстве формирования изображений, но и также период времени, в течение которого устройство для последующей обработки остается неработающим, и поэтому повышается производительность.
Кроме того, устройство формирования изображений и устройство для последующей обработки осуществляют связь друг с другом через посредство блока связи, а устройство формирования изображений делит задание печати, постоянно контролируя обрабатывающую способность и рабочее состояние устройства для последующей обработки. Это дает возможность устройству формирования изображений гибко разделять задания печати даже тогда, когда имеет место неожиданное событие, такое как прерывание работы устройства для последующей обработки, и поэтому повышается производительность.
Помимо этого, когда устройство формирования изображений собирается завершить обработку формирования изображений в соответствии с текущим заданием печати, получаемым разделением, но при этом устройство для последующей обработки по-прежнему осуществляет последующую обработку в соответствии с непосредственно предшествующим заданием печати, получаемым разделением, устройство формирования изображений продлевает обработку формирования изображений в соответствии с текущим заданием печати, получаемым разделением, и продолжает эту обработку. Это создает возможность предотвратить прерывание работы каждого из устройства для последующей обработки и устройства формирования изображений, и поэтому повышается производительность.
Кроме того, когда устройство формирования изображений собирается начать обработку формирования изображений в соответствии с текущим заданием печати, получаемым разделением, но при этом устройство для последующей обработки по-прежнему осуществляет последующую обработку в соответствии с непосредственно предшествующим заданием печати, получаемым разделением, устройство формирования изображений продлевает обработку формирования изображений в соответствии с текущим заданием печати, получаемым разделением, и в соответствии со временем последующей обработки. Таким образом, устройство формирования изображений определяет количество копий для формирования изображений в соответствии с текущим заданием печати, получаемым разделением, что дает возможность предотвратить прерывание работы устройства формирования изображений, тем самым повышая производительность.
Кроме того, устройство формирования изображений определяет количество копий для формирования изображений в соответствии с текущим заданием печати, получаемым разделением, учитывая период времени, необходимый для переноса пачек листов из устройства формирования изображений в устройство для последующей обработки. Как следствие, когда устройство формирования изображений завершает обработку формирования изображений в соответствии с текущим заданием печати, получаемым разделением, оператор может перенести пачки листов в устройство для последующей обработки в момент времени, когда устройство для последующей обработки завершает операцию последующей обработки в соответствии с непосредственно предшествующим заданием печати, получаемым разделением. Поэтому производительность повышается.
Помимо этого, время, запланированное для завершения выдачи после формирования изображений, и время, запланированное для последующей обработки, которые связаны с каждым заданием печати, получаемым разделением, отображаются на устройстве отображения. Поэтому оператор может узнать, когда перенести пачки листов в устройство для последующей обработки, что повышает производительность.
Более того, множество пачек листов, каждая из которых имеет изображения, сформированные на ее соответствующих листах в соответствии со связанным с ней одним из множества заданий печати, последовательно поддерживаются множеством поддерживающих блоков, так что две последовательные пачки листов, подвергшиеся обработке формирования изображений, поддерживаются соответствующими разными поддерживающими блоками. Это создает возможность начинать обработку формирования изображений в соответствии с последующим заданием печати, получаемым разделением, не ожидая извлечения пачки листов, поддерживаемой поддерживающим блоком, вследствие чего повышается производительность.
Дополнительные признаки и аспекты данного изобретения станут очевидными из нижеследующего подробного описания возможных вариантов осуществления, приводимого со ссылками на прилагаемые чертежи.
Краткое описание чертежей
На фиг. 1 представлен схематический вид печатающей системы в соответствии с вариантом осуществления данного изобретения.
На фиг. 2А - 2С представлены виды, иллюстрирующие форму брошюры, изготавливаемой посредством машины для вставки блоков в переплетные крышки.
На фиг. 3 представлено сечение, иллюстрирующее внутреннюю конструкцию машины для вставки блоков в переплетные крышки.
На фиг. 4 представлено изображение, иллюстрирующее внешний вид операционного модуля, предусмотренного в устройстве формирования изображений.
На фиг. 5 представлен вид стандартного экрана, отображаемого на экране жидкокристаллического индикатора модуля жидкокристаллического индикатора.
На фиг. 6 представлена блок-схема контроллера для управления работой печатающей системы, показанной на фиг. 1.
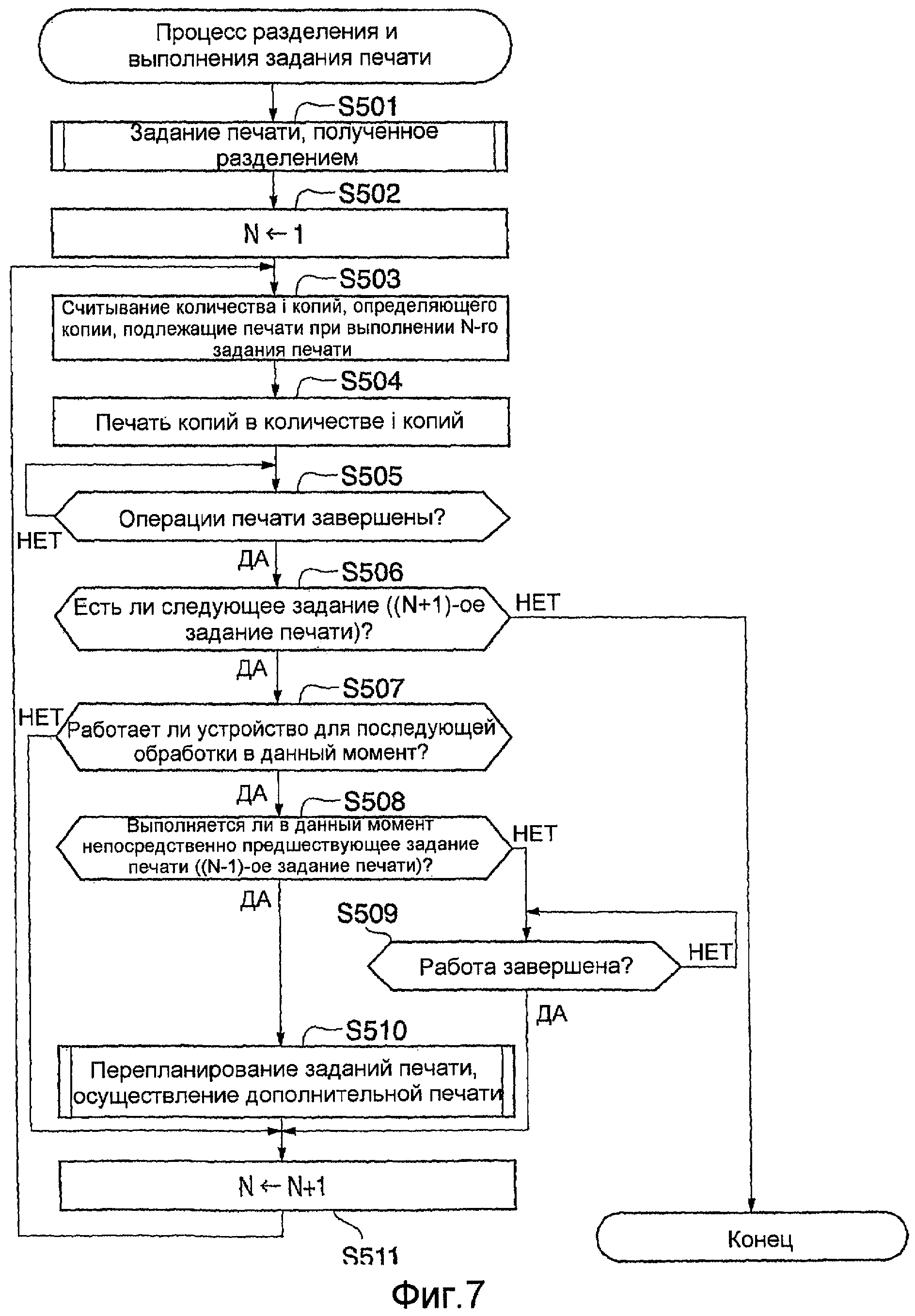
На фиг. 7 представлена блок-схема последовательности операций процесса разделения и выполнения задания печати, проводимого контроллером печатающей системы.
На фиг. 8 представлена блок-схема последовательности операций процесса разделения задания печати, выполняемого на этапе S501, показанном на фиг. 7.
На фиг. 9 представлена блок-схема последовательности операций перепланирования заданий печати, получаемых разделением, и дополнительного процесса печати в соответствии с заданиями печати, получаемыми разделением, выполняемого на этапе S510, показанном на фиг. 7.
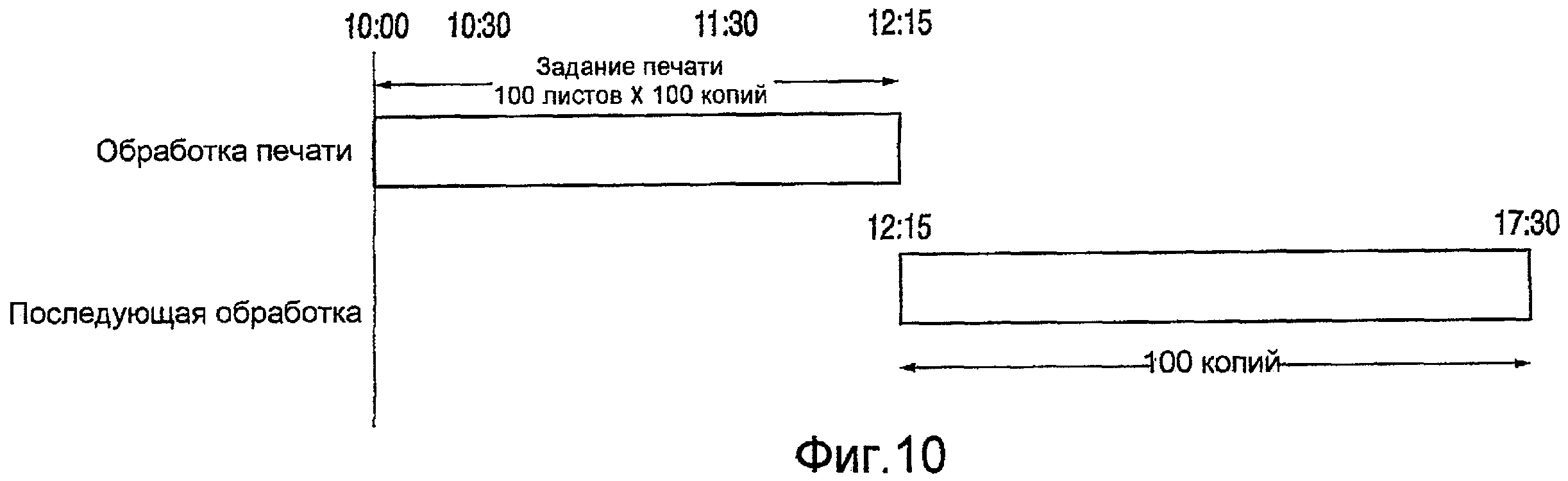
На фиг. 10 представлен график на примере случая, когда обработка печати и последующая обработка осуществляются без разделения задания печати.
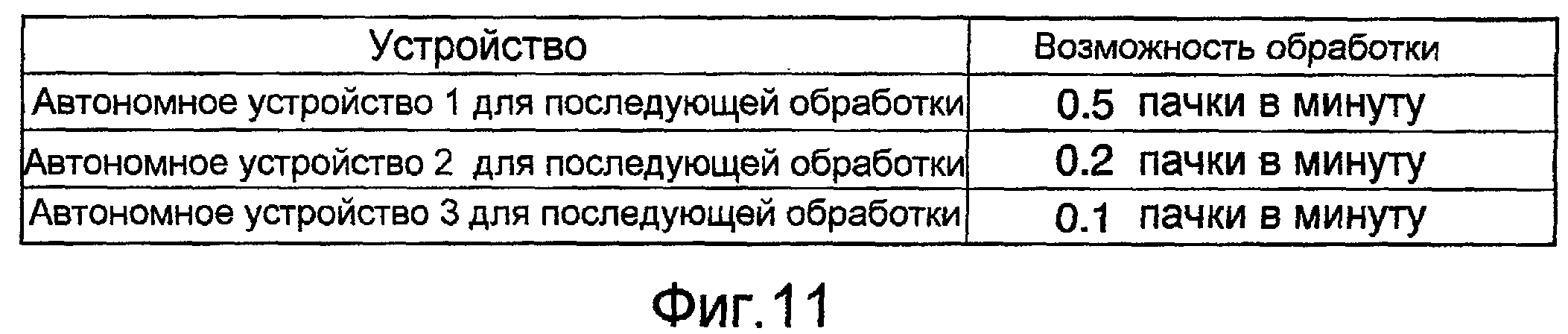
На фиг. 11 представлен список возможностей обработки согласно различным типам автономных устройств для последующей обработки, соединенных с устройством обработки изображений.
На фиг. 12 представлена таблица, иллюстрирующая зависимость между множеством заданий J1-J4, получаемых разделением, количеством i копий, указывающим количество копий, подлежащих печати, периодом Tp времени печати, периодом Tf времени последующей обработки, количеством «е» печатаемых копий, указывающим печатаемое количество копий, количеством Z остающихся копий, указывающим остающееся количество копий, и блоком выпуска листов.
На фиг. 13 представлена временная диаграмма, показывающая, как обработка печати и последующая обработка осуществляются в случае, когда задание печати разделяется на три.
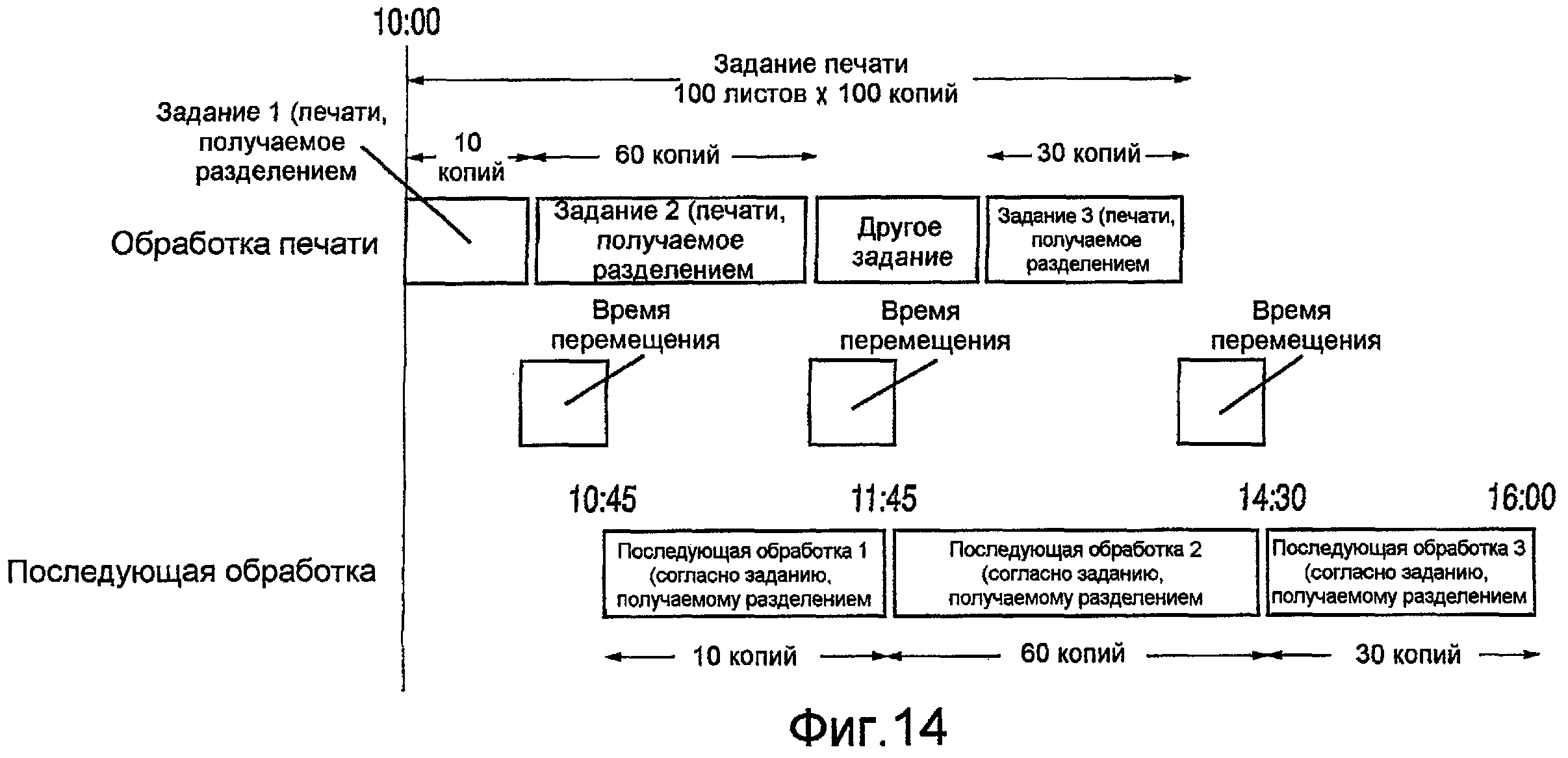
На фиг. 14 представлена временная диаграмма, показывающая, как осуществляются обработка печати и последующая обработка, когда обработка печати прерывается по заданию, отличающемуся от заданий печати, получаемых разделением, в случае, когда задание печати разделяется на три.
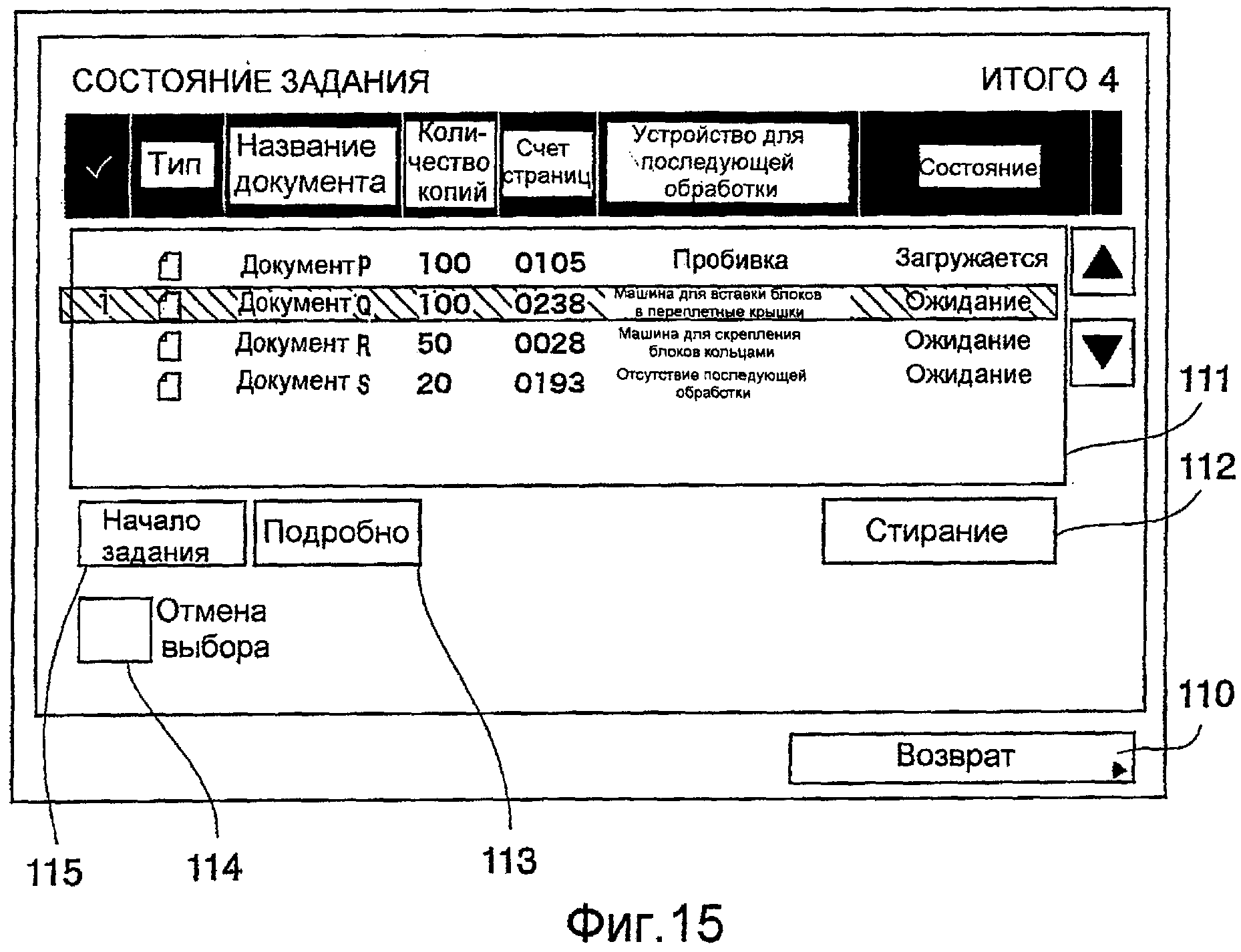
На фиг. 15 представлен вид первого экрана, отображаемого на модуле жидкокристаллического индикатора.
На фиг. 16 представлен вид второго экрана, отображаемого на модуле жидкокристаллического индикатора.
На фиг. 17 представлен вид третьего экрана, отображаемого на модуле жидкокристаллического индикатора.
На фиг. 18 представлен вид четвертого экрана, отображаемого на модуле жидкокристаллического индикатора.
На фиг. 19 представлена временная диаграмма, показывающая, как осуществляются обработка печати и последующая обработка, когда обработка печати прерывается по еще одному заданию в случае, когда задание печати разделяется на три.
На фиг. 20 представлен вид пятого экрана, отображаемого на модуле жидкокристаллического индикатора.
На фиг. 21 представлен вид шестого экрана, отображаемого на модуле жидкокристаллического индикатора.
Лучший вариант осуществления изобретения
Нижеследующее описание различных возможных вариантов осуществления, признаков и аспектов данного изобретения является просто иллюстративным по своему характеру и не предназначено для ограничения изобретения, его применения или использования.
Теперь данное изобретение будет описано ниже со ссылками на предпочтительные варианты его осуществления.
На фиг. 1 представлен схематический вид системы печати в соответствии с вариантом осуществления данного изобретения.
Позиция 1 обозначает устройство формирования изображений. Позиции 2, 3 и 4 обозначают соответствующие самонаклады для подачи листов, которые предназначены для подачи листовых материалов Р и идентичны по конструкции. Позиции 5, 6 и 52 обозначают соответствующие стопоукладчики (блоки укладки в стопу), на которых уложены в стопы листы, каждый из которых имеет сформированное на нем изображение, позиция 7 обозначает финишер.
Устройство формирования изображений оснащено барабаном 29 со светочувствительным поверхностным слоем, а вокруг барабана 29 со светочувствительным поверхностным слоем расположены первичное электростатическое зарядное устройство 22, экспонирующее устройство 20, проявляющее устройство 21, переносящее устройство 24, отделяющее зарядное устройство 25 и очищающее устройство 23. Первичное электростатическое зарядное устройство 22 равномерно заряжает барабан 29 со светочувствительным поверхностным слоем. Экспонирующее устройство 20 облучает барабан 29 со светочувствительным поверхностным слоем оптическим сигналом, преобразованным из данных изображения. Проявляющее устройство 21 преобразует скрытое изображение, сформированное на барабане 29 со светочувствительным поверхностным слоем, с помощью экспонирующего устройства 20 в видимое изображение, используя тонер. Переносящее устройство 24 переносит изображение, проявленное тонером, сформированное на барабане 29 со светочувствительным поверхностным слоем, на листовой материал Р. Отделяющее зарядное устройство 25 выдает высокое напряжение для отделения листового материала Р от барабана со светочувствительным поверхностным слоем. Очищающее устройство 23 собирает тонер, остающийся на барабане 29 со светочувствительным поверхностным слоем, без переноса этого тонера.
Самонаклады 2, 3 и 4 для подачи листов состоят из соответствующих хранящих кассет 12, 11 и 10, соответствующих листоподающих валиков 9, 8, 19, соответствующих подъемников 15, 14 и 13, а также соответствующих транспортирующих валиков 19, 17 и 16. Каждая из хранящих кассет 12, 11 и 10 хранит уложенные в стопу листовые материалы Р. Каждый из листоподающих валиков 9, 8, 19 подает листовые материалы Р один за другим из соответствующей одной из хранящих кассет 12, 11 и 10. Каждый из подъемников 15, 14 и 13 регулирует высоту листовых материалов Р в соответствующей одной из хранящих кассет 12, 11 и 10 для достижения положения, подходящего для подачи листов. Транспортирующие валики 18, 17 и 16 транспортируют листовые материалы Р.
Далее каждый из самонакладов 2, 3 и 4 для подачи листов имеет нагреватель, который не показан, и нагнетатель, который не показан, для подачи воздуха, нагретого нагревателем, в соответствующую одну из хранящих кассет 12, 11 и 10, вследствие чего регулируется влажность в каждой хранящих кассет 12, 11 и 10. Следует отметить, что необходимость управления влажностью или отсутствие такой необходимости определяется в зависимости от качества листового материала Р. Например, когда используются обычные листы, масса 1 м2 которых составляет приблизительно от 64 г/м2 до 105 г/м2, управление регулированием влажности не осуществляется, а когда используются толстые листы, масса 1 м2 которых превышает 105 г/м2, управление регулированием влажности осуществляется.
Далее соответствующий самонаклад 2, 3 или 4 для подачи листов не может начать подачу листовых материалов Р прежде, чем температура нагревателя достигает заранее определенной температуры. По этой причине период времени от момента времени, когда включается электропитание или когда поступает команда начала операции транспортировки, до момента времени, когда операция транспортировки разрешается, изменяется в соответствии с параметрами, такими как качество листовых материалов Р, укладываемых в стопу на самонакладе 2, 3 или 4 для подачи листов.
В устройстве 1 формирования изображений листовой материал Р, подаваемый один за другим из самонакладов 2, 3 и 4 для подачи листов, обнаруживается датчиком 27 обнаружения листового материала и вводится в контакт с выравнивающим валиком 26, вследствие чего устраняется перекос листового материала Р. Затем листовой материал Р, транспортируется к фиксирующему валику 31 транспортирующей лентой 28.
Фиксирующий валик 31 состоит из пары валиков, а верхний валик включает в себя галогенный нагреватель 32. Вблизи верхнего валика расположен термистор 30 для обнаружения температуры фиксирующего валика 31. Фиксирующий валик 31 поддерживается при температуре приблизительно 180°С галогенным нагревателем 32. Листовой материал Р, прошедший через фиксирующий валик 31, транспортируется в стопоукладчик 5.
Стопоукладчик 5 и стопоукладчики 6 и 52 имеют соответствующие хранящие кассеты 36, 38 и 47 для приема листовых материалов Р. Кроме того, стопоукладчики 5, 6 и 52 имеют соответствующие лотки 35, 39 и 46 для укладки в стопу, каждый из которых функционирует как блок хранения, соответствующие транспортирующие валики 33, 37 и 45, соответствующие выборочные лотки 49, 50 и 51, а также соответствующие створки 34, 40 и 48. На каждом из лотков 35, 39 и 46 для укладки в стопу в соответствующих хранящих кассетах 36, 38 и 47 можно уложить в стопы максимум 5000 листовых материалов Р. Транспортирующие валики 33, 37 и 45 транспортируют листовые материалы Р. Каждый из выборочных лотков 49, 50 и 51 имеет такую конфигурацию, что на нем можно уложить в стопу несколько сотен листовых материалов Р. Каждая из створок 34, 40 и 48 осуществляет переключение с одного пути транспортировки на другой для транспортировки листового материала Р. Что касается путей транспортировки, то каждый из стопоукладчиков имеет путь для укладки в стопу листовых материалов Р в связанной с ним одной из хранящих кассет 36, 38 и 47, путь для транспортировки листовых материалов Р в устройство, находящееся дальше по технологической цепочке, и путь для укладки в стопу листовых материалов Р на связанный с ним один из выборочных лотков 49, 50 и 51.
Финишер 7 оснащен лотком 41 для выпуска листов, на котором укладываются в стопу листовые материалы Р. Листовые материалы Р укладываются в стопу на лотке 41 для выпуска листов, пройдя по пути 42 транспортировки. Следует отметить, что устройство 1 формирования изображений имеет не показанный операционный модуль (который будет описан ниже со ссылками на фиг. 4), не показанный на рассматриваемом чертеже.
Позиция 200 обозначает машину для вставки блоков в переплетные крышки. Эта машина 200 для вставки блоков в переплетные крышки является устройством для последующей обработки, которое работает автономно. Машина 200 для вставки блоков в переплетные крышки электрически соединена с устройством 1 формирования изображения через посредство сети, а устройство 1 формирования изображения может получать информацию, касающуюся рабочего состояния и обрабатывающей способности машины 200 для вставки блоков в переплетные крышки посредством связи с этой машиной 200 для вставки блоков в переплетные крышки. Машина 200 для вставки блоков в переплетные крышки не соединена механически с устройством 1 формирования изображений. Это означает, что нет пути транспортировки для непосредственного транспортирования листов, выпускаемых из устройства 1 для формирования изображений, в каждый из стопоукладчиков 5, 6 и 52 для машины 200 для вставки блоков в переплетные крышки. Оператор (человек-оператор) переносит пачку листов, уложенную на лоток 35, 39 или 46 для укладки в стопу, или выборочный лоток 49, 50 или 51 стопоукладчика 5, 6 или 52, или на лоток 41 для выпуска листов финишера 7 для машины 200 для вставки блоков в переплетные крышки и устанавливает эту пачку листов на самонакладе для подачи листов (обозначенном позицией 201 на фиг. 3), после чего и начинается работа машины 200 для вставки блоков в переплетные крышки.
На фиг. 2А-2С представлены виды, иллюстрирующие форму брошюры, изготавливаемой посредством машины 200 для вставки блоков в переплетные крышки.
При вставке блоков в переплетные крышки приклеивающий блок 103 наносит клей на одну сторону пачки 101 листов, подвергшейся обработке формирования изображений (фиг. 2А), а затем эта пачка 101 листов накрывается с помощью титульного листа 102 в форме обертки (фиг. 2В), вследствие чего лист 102 поддерживается в плотном контакте с покрытой клеем поверхностью пачки 101 листов. Именно так и изготавливается брошюра 104, имеющая обложку (фиг. 2С). Клей для прикрепления листа 102 к пачке 101 листов является твердым при комнатной температуре, и поэтому нужно его нагреть с помощью нагревателя или аналогичного средства перед обработкой приклеиванием. Следовательно, прежде чем можно будет начать обработку приклеиванием, проходит несколько минут.
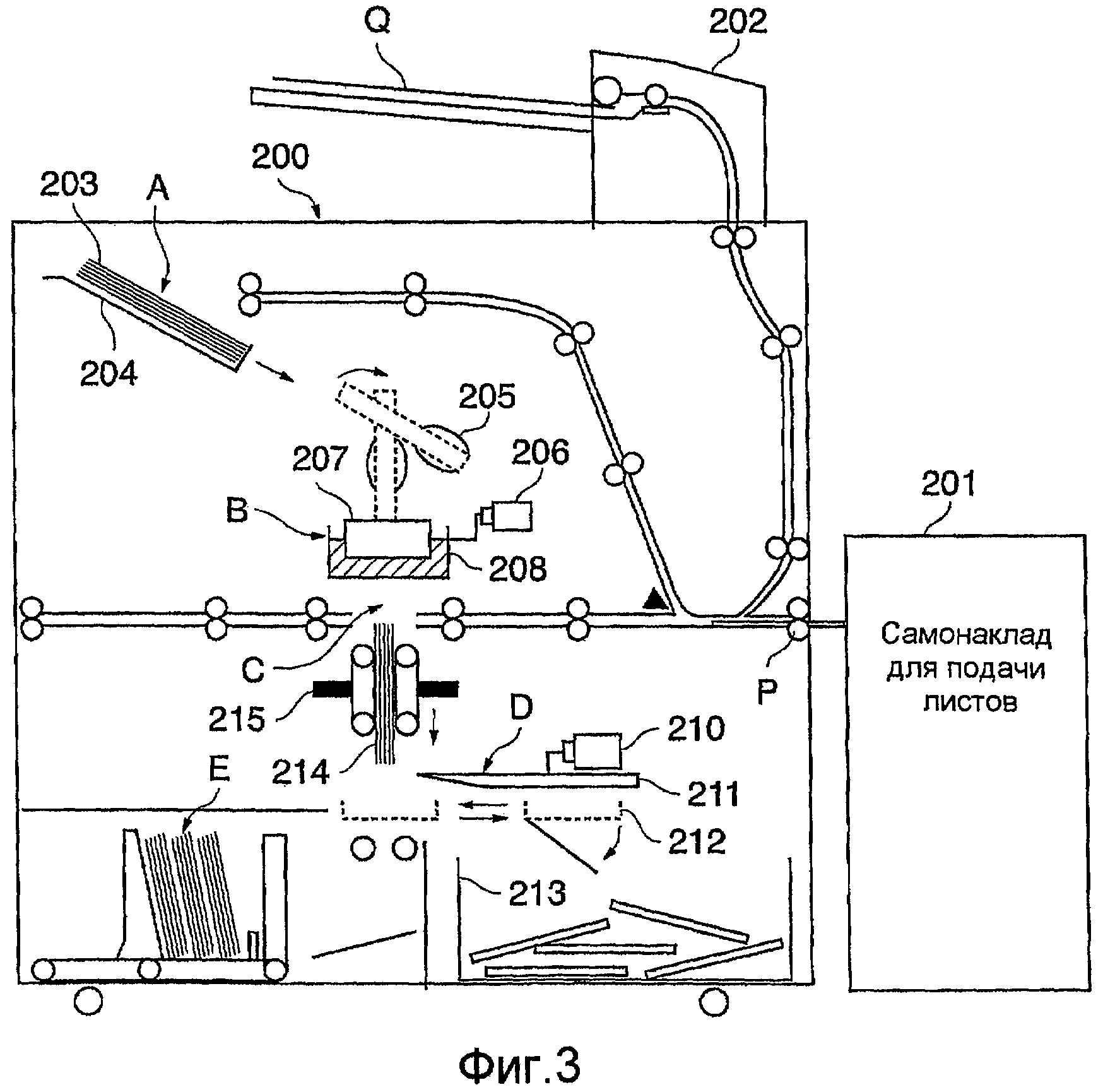
На фиг. 3 представлено сечение, иллюстрирующее внутреннюю конструкцию машины 200 для вставки блоков в переплетные крышки.
Машина 200 для вставки блоков в переплетные крышки состоит из модуля А укладки листов в стопу, модуля В нанесения клея, модуля С скрепления, модуля D обрезки и модуля Е выпуска брошюр. Модуль А укладки листов в стопу укладывает в стопу листовые материалы Р, подаваемые из самонаклада 201 для подачи листов, чтобы таким образом сформировать пачку 203 листов. Модуль В нанесения клея наносит клей на пачку 203 листов, уложенную в стопу на модуле А укладки листов в стопу. Модуль С скрепления скрепляет пачку 203 листов, на которую нанесен клей, с обложкой Q, подаваемой из самонаклада 202 для подачи листов. Модуль D обрезки обрезает края на трех концевых поверхностях пачки 203 листов, отличающихся от той ее концевой поверхности, на которую нанесен клей, чтобы переплести пачку 203 листов, имеющую прикрепленную к ней обложку Q. Брошюра, изготовление которой завершено переплетением пачки 203 листов, выпускается в модуль Е выпуска брошюр.
Далее будет приведено описание последовательности операций, выполняемых машиной 200 для вставки блоков в переплетные крышки.
Самонаклад 201 для подачи листов подает один за другим листы пачки листов, перенесенной оператором из устройства 1 формирования изображений и сохраненной в самонакладе 201 для подачи листов. Модуль А укладки листов в стопу осуществляет укладку в стопу листов с отпечатанной информацией, подаваемых из самонакладе 201 для подачи листов, в режиме переплетения на поддоне 204 для укладки в стопу, формируя пачку 203 листов. Пачка 203 листов, сформированная модулем А укладки листов в стопу, перемещается в модуль В нанесения клея в состоянии захвата приклеивающим захватом 205, и на нижнюю концевую поверхность пачки 203 листов наносится клей с помощью емкости 208 с клеем, валика 207 для нанесения клея и электродвигателя 206 привода валика для нанесения клея. В скрепляющем модуле С пачка 203 листов с нанесенным на нее клеем и брошюра 214, сформированная путем скрепления пачки 203 листов с обложкой Q, захватываются обрезочным захватом 215.
Затем брошюра 214 транспортируется в модуль D обрезки посредством обрезочного захвата 215. В модуле D обрезки резак 211 перемещается горизонтально электродвигателем 210 привода резака, чтобы обрезать брошюру 214. Обрезки, отрезанные от брошюры 214, падают в приемник 212 обрезков. Когда последовательность операций обрезки завершается, приемник 212 обрезков перемещается в положение над сборником 213 обрезков для вываливания обрезков в этот сборник 213 обрезков. Таким образом, обрезки оказываются собранными.
Брошюра 214, подвергшаяся обработке обрезкой в модуле D обрезки, транспортируется из модуля D обрезки в модуль Е выпуска брошюр, чтобы в нем осуществлялся выпуск.
Машина 200 для вставки блоков в переплетные крышки выполняет вышеуказанную последовательность операций переплетения.
Устройство 1 формирования изображений оснащено операционным модулем 60. Теперь операционный модуль 60 будет описан со ссылками на фиг. 4.
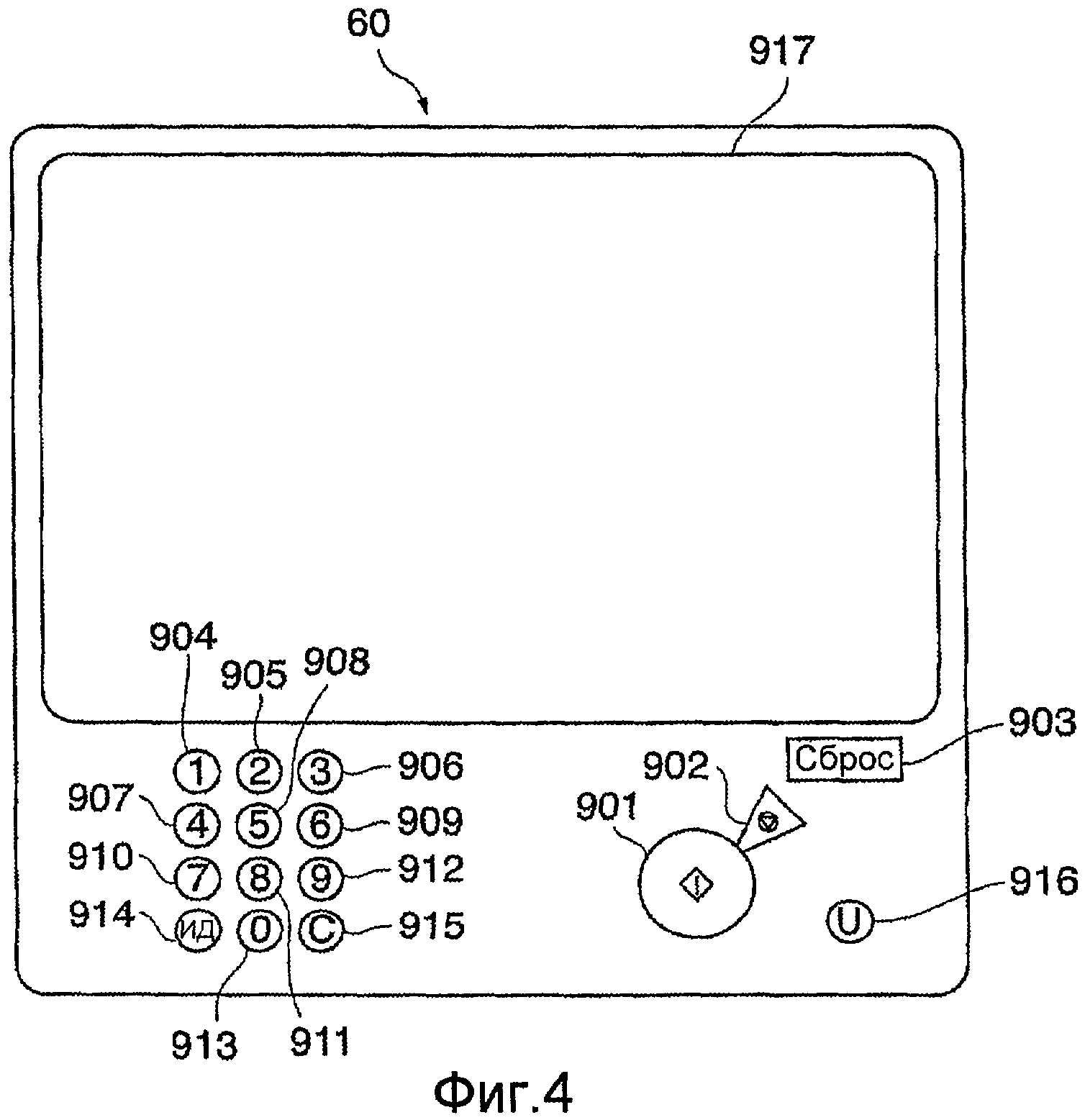
На фиг. 4 представлено изображение, иллюстрирующее внешний вид операционного модуля 60, предусмотренного в устройстве формирования изображений.
В операционном модуле 60 расположены клавиша 901 запуска, предназначенная для запуска обработки формирования изображений, клавиша 902 останова, предназначенная для прерывания операции формирования изображения, клавиша 903 сброса, предназначенная для возврата индикатора или параметра настройки в исходное состояние, десятиклавишная цифровая клавиатура, включающая в себя клавиши 904-913 для задания вводимых чисел, клавишу 914 идентификатора (ИД), клавишу 915 стирания, клавишу 916 режима пользователя и т.д.
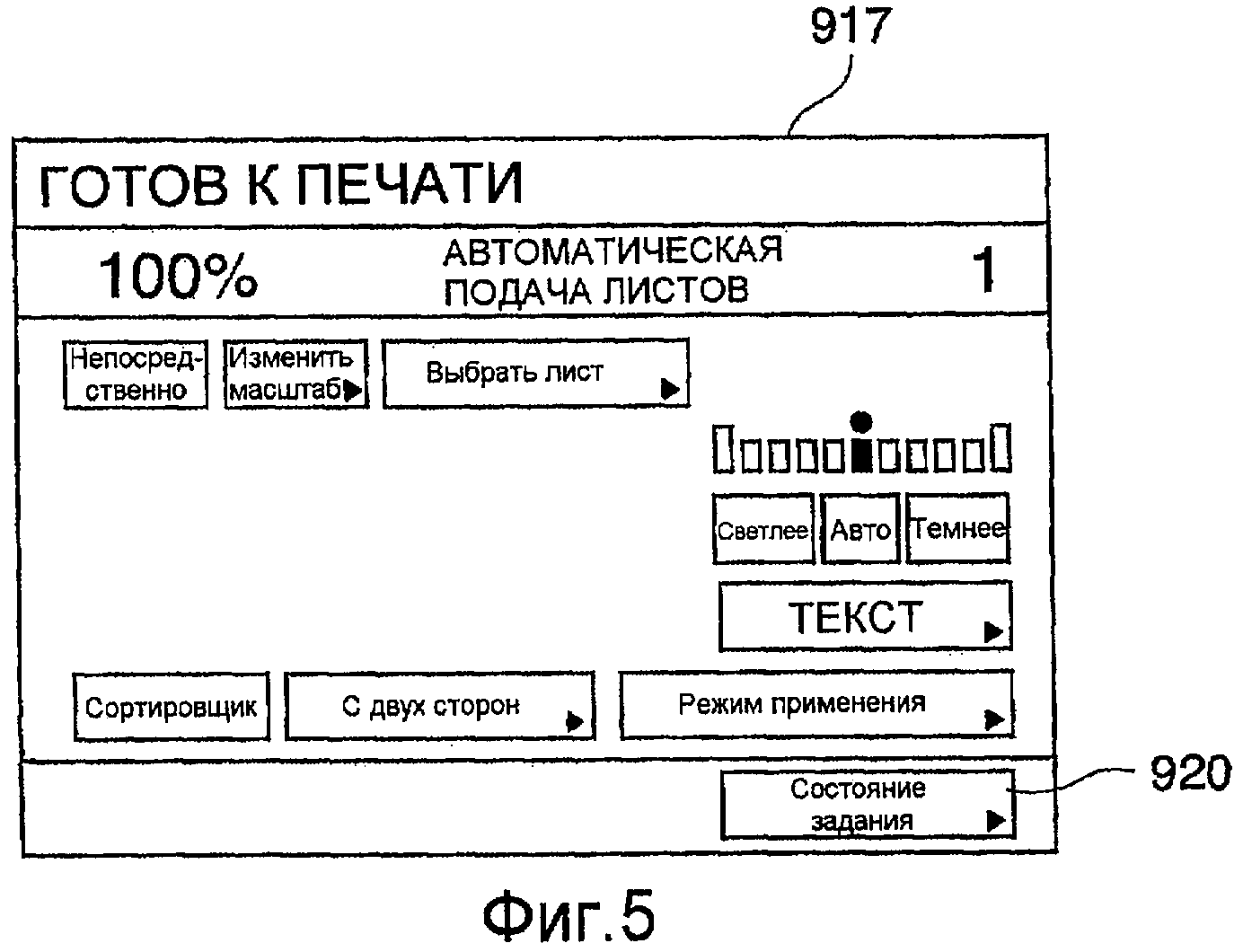
Кроме того, операционный модуль 60 включает в себя модуль 917 жидкокристаллического индикатора, имеющий сенсорную панель, предусмотренную вверху него, а на экране жидкокристаллического индикатора модуля 917 жидкокристаллического индикатора могут быть предусмотрены программные клавиши. Естественно, на модуле 917 жидкокристаллического индикатора отображается экран с конфигурацией по умолчанию (стандартный экран), показанный на фиг. 5 в качестве примера. Посредством этого стандартного экрана пользователь конфигурирует параметры настройки для операции формирования изображения. Задание конфигурации режима переплетения также возможно с помощью программных клавиш, отображаемых на модуле 917 жидкокристаллического индикатора. На фиг. 5 представлен вид стандартного экрана, отображаемого на экране жидкокристаллического индикатора модуля 917 жидкокристаллического индикатора.
Далее со ссылками на фиг. 6 будет описан контроллер для управления работой данной системы печати.
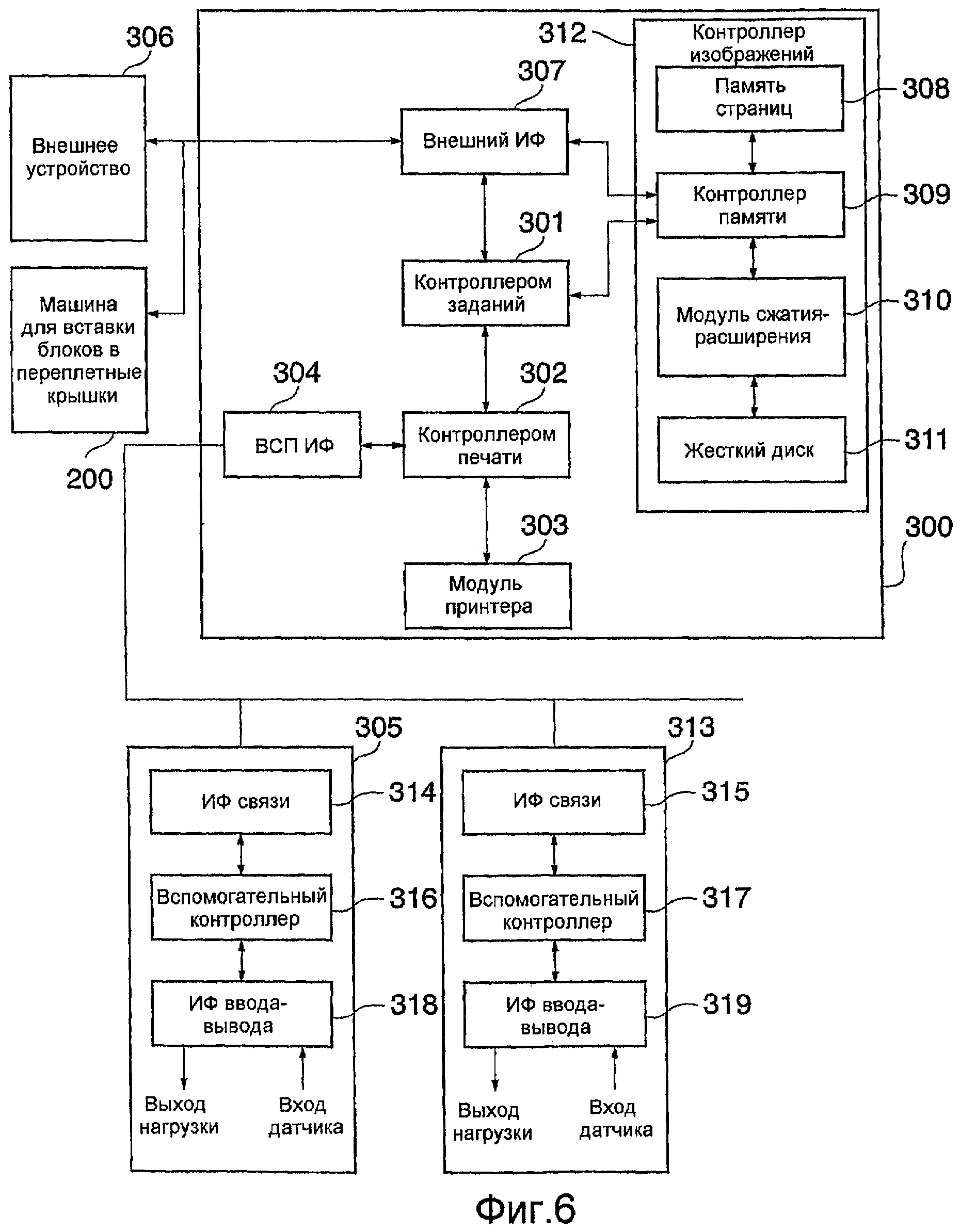
На фиг. 6 представлена блок-схема контроллера 300 для управления работой системы печати, показанной на фиг. 1.
Позиция 306 обозначает внешнее устройство, такое как персональный компьютер (ПК) или устройство считывания изображений, которое передает задание печати в устройство 1 формирования изображений. Задание печати состоит из данных изображения и данных печати. Данные печати состоят из информации, необходимой для осуществления печати, такой как информация, указывающая устройство, которое должно подавать листовые материалы, на каждом из которых надлежит отпечатать соответствующее изображение, информация, указывающая устройство, в которое должны быть выпущены отпечатанные листовые материалы, и информация, указывающая устройство для последующей обработки, которое должно осуществлять последующую обработку на отпечатанных листовых материалах, а также информация, указывающая окончание задания. Кроме того, данные печати включают в себя данные о количестве копий для печати изображения.
Задание печати, переданное из внешнего устройства 306, посылается (этап приема задания печати) во внешний интерфейс 307 (блок приема заданий печати, блок связи) контроллера 300 устройства 1 формирования изображений. Задание печати, принятое из внешнего интерфейса 307, посылается в контроллер 309 памяти.
Контроллер 309 памяти извлекает сжатые данные изображения из принятого задания печати и посылает извлеченные данные изображения в модуль 310 сжатия-расширения. Модуль 310 сжатия-расширения расширяет принятые данные изображения, тем самым преобразуя их в данные, подлежащие обработке контроллером 301 заданий (блоком разделения задания печати, блоком управления операциями, блоком сбора данных об обрабатывающей способности, блоком обнаружения рабочего состояния), описываемым ниже, контроллером 302 печати (блоком формирования изображений), также описываемым ниже, и т.д. Преобразованные данные изображения сохраняются на жестком диске 311. Следует отметить, что вместо жесткого диска 311 можно использовать другое запоминающее устройство большой емкости.
С другой стороны, контроллер 309 памяти извлекает данные печати из принятого задания печати и посылает извлеченные данные печати в контроллер 301 заданий. При приеме данных печати контроллер 301 заданий получает данные, указывающие рабочее состояние и обрабатывающую способность машины 200 для вставки блоков в переплетные крышки, через посредство внешнего интерфейса 307 и определяет, нужно ли разделять одно задание печати на множество частей печати и как разделить задание печати. Следует отметить, что «часть печати» означает «задание печати, получаемое разделением». Затем контроллер 301 заданий передает в контроллер 302 печати команду начала работы для запуска операции печати.
Следует отметить, что контроллер 301 заданий имеет память, которая не показана, для хранения информации, касающейся разделения задания.
При приеме команды начала работы из контроллера 301 заданий контроллер 302 печати передает эту команду начала работы в модуль 303 принтера (блок формирования изображений). В то же самое время контроллер 302 печати передает команду начала работы в контроллер 305 самонакладов для подачи листов и контроллер 313 выпуска листов (блок укладки в стопу), причем оба они используются при выполнении задания печати через посредство вспомогательного (ВСП) интерфейса 304.
Контроллер 305 самонакладов для подачи листов соответствует модулю управления, предназначенному для управления работой каждого из самонакладов 2, 3 и 4 для подачи листов, представленных на фиг. 1, а контроллер 313 выпуска листов соответствует модулю управления, предназначенному для управления работой каждого из стопоукладчиков 5, 6 и 52 и отделочного устройства 7, представленных на фиг. 1.
Контроллер 305 самонакладов для подачи листов и контроллер 313 выпуска листов имеют разные цели управления, но имеют одинаковую конструкцию как контроллеры. Более конкретно, контроллер 305 самонакладов для подачи листов и контроллер 313 выпуска листов состоят из соответствующих интерфейсов 314 и 315 связи, с ответствующих интерфейсов 318 и 319 ввода-вывода и соответствующих вспомогательных контроллеров 316 и 318. Каждый из интерфейсов 314 и 315 связи обеспечивает сопряжение с устройством 1 формирования изображений для передачи и приема команд, включая команду начала работы. Каждый из интерфейсов 318 и 319 ввода-вывода обеспечивает сопряжение для возбуждения нагрузок, таких как электродвигатели, или приема сигналов датчиков. Каждый из вспомогательных контроллеров 316 и 317 осуществляет связь с устройством 1 формирования изображений или соседним устройством для управления нагрузками и осуществления управления транспортировкой листовых материалов и последующей обработкой.
С другой стороны, модуль 303 принтера является составной частью устройства 1 формирования изображений, предназначенной для формирования изображения на листовом материале.
Когда подготовка к запуску соответствующих операций модуля 303 принтера, контроллера 305 самонакладов для подачи листов и контроллера 313 выпуска листов завершается, контроллер 301 заданий печати запрашивает контроллер 309 памяти на предмет получения постраничных данных изображения. При приеме этого запроса контроллер 309 памяти считывает сжатые данные изображения с жесткого диска и расширяет данные изображения с получением данных растрового изображения посредством модуля 310 сжатия-расширения, чтобы сохранить данные растрового изображения в памяти 308 страниц. Эта память страниц, контроллер 309 памяти, модуль 310 сжатия-расширения и жесткий диск 311 образуют контроллер 312 изображений.
Контроллер 309 памяти считывает данные растрового изображения из памяти 308 страниц и посылает эти данные в контроллер 301 заданий. Контроллер 301 заданий передает принятые данные растрового изображения в модуль 303 принтера через посредство контроллера 302 печати.
Контроллер 302 печати не только предписывает модулю 303 принтера осуществить обработку формирования изображений, но и предписывает контроллеру 305 самонакладов для подачи листов начать транспортировку листового материала, а также передает информацию о листовом материале в контроллер 313 выпуска листов через ВСП интерфейс 304 в соответствии с путем транспортировки, предназначенным для транспортировки листового материала.
Кроме того, когда задание печати завершается, контроллер 301 заданий предписывает контроллеру 302 печати закончить свою работу. Контроллер 302 печати предписывает каждому из контроллера 305 самонакладов для подачи листов и контроллера 313 выпуска листов закончить свою работу, когда это потребуется, через ВСП интерфейс 304, а также предписывает модулю 303 печати закончить свою работу. Следует отметить, что, когда следующие задания печати поступают из внешнего устройства 306 во время выполнения задания печати контроллером 302 печати, данные изображения сохраняются на жестком диске 311 через посредство контроллера 309 памяти. Помимо этого, контроллер 301 заданий сохраняет данные печати. Затем, когда предыдущее задание печати завершается, происходит последовательное выполнение последующих заданий печати.
Далее со ссылками на фиг. 7 будет описано разделение и выполнение задания печати.
На фиг. 7 представлена блок-схема последовательности операций процесса разделения и выполнения задания печати (способа обработки заданий печати), проводимого контроллером 300 печатающей системы. Этот процесс начинается, когда задание печати вводится из внешнего устройства 306.
Сначала, на этапе S501 (этап разделения задания печати), контроллер 300 разделяет задание печати. Хотя этот процесс разделения будет описан подробно позже со ссылками на фиг. 8, отметим, что на этапе S501 контроллер 300 определяет количество J заданий печати, получаемых разделением, указывающее количество разделений упомянутого задания печати (количество заданий печати после разделения), и количество i копий, указывающее количество копий, подлежащих печати, в каждом из заданий печати, получаемых разделением (количество i копий задается от одного задания печати к другому). Следует отметить, что задания печати, получаемые разделением, компонуются и нумеруются последовательно. Переменная, указывающая порядок каждого задания печати, получаемого разделением, представлена символом Н. Количество J заданий печати, получаемых разделением, и количество i копий, определяемые на этапе S501, сохраняются на основе последовательного запоминания одного задания печати за другим в памяти (не показана), предусмотренной в контроллере 301 заданий, представленном на фиг. 6.
На следующем этапе S502 контроллер 300 инициализирует переменную N, указывающую порядок каждого задания печати, получаемого разделением, присваивая этой переменной значение 1.
На этапе S503 контроллер 300 считывает количество i копий, подлежащих печати при выполнении N-го задания печати, из памяти контроллера 301 заданий.
На этапе S504 контроллер 300 начинает операцию печати, подлежащую осуществлению некоторое количество раз, соответствующее количеству копий, считанному на этапе S503, а затем процесс переходит к этапу S505.
На этапе S505 контроллер 300 ожидает завершения операции печати, а когда операция печати завершается («Да» на этапе S505), процесс переходит к этапу S506.
На этапе S506 контроллер 300 обращается к памяти контроллера 301 заданий и проверяет, есть ли следующее задание печати ((N+1)-е задание печати). Если следующего задания печати нет, данный процесс заканчивается, а если следующее задание печати есть, процесс переходит к этапу S507.
На этапе S507 контроллер 300 через посредство внешнего интерфейса 307 осведомляется у автономного устройства для последующей обработки, такого как машина 200 для вставки блоков в переплетные крышки, о рабочем состоянии этого устройства для последующей обработки. Если устройство для последующей обработки в данный момент работает, процесс переходит к этапу S508. С другой стороны, если устройство для последующей обработки в данный момент не работает, то выносится решение, что можно выполнять следующее задание печати ((N+1)-е задание печати), и процесс переходит к этапу S511.
На этапе S508 контроллер 300 через посредство внешнего интерфейса 307 дополнительно осведомляется у автономного устройства для последующей обработки о том, выполняется ли в данный момент непосредственно предшествующее задание печати ((N-1)-е задание печати). Если непосредственно предшествующее задание печати в данный момент выполняется, процесс переходит к этапу S510. С другой стороны, если непосредственно предшествующее задание печати в данный момент не выполняется, то выносится решение, что в данный момент выполняется другое задание печати, такое как прерывающее задание печати, и процесс переходит к этапу S509. Отметим, что определение того, выполняется ли в данный момент непосредственно предшествующее задание печати, осуществляется, например, способом, при котором оператор вводит идентификатор задания печати, предусматривающего подверженность последующей обработке, через посредство операционного модуля автономного устройства для последующей обработки, а это автономное устройство для последующей обработки передает введенный идентификатор в устройство 1 формирования изображений.
На этапе S509 контроллер 300 ожидает момента, наступающего сразу же после завершения работы автономного устройства для последующей обработки.
На этапе S510 последующая обработка оказывается незавершенной так, как запланировано. Поэтому контроллер 300 повторно контролирует количество i копий в каждом из заданий печати, получаемых разделением, перепланирует задания печати, еще подлежащие выполнению, и определяет количество копий, которые надлежит отпечатать дополнительно. После завершения дополнительной печати процесс переходит к этапу S511. Перепланирование и дополнительная печать будут подробно описаны ниже со ссылками на фиг. 9.
На этапе S511 контроллер 300 придает переменной N приращение на 1, а затем процесс возвращается к этапу S503 для выполнения следующего задания печати, получаемого разделением.
Хотя это и не показано на фиг. 7, контроллер 300 повторно выполняет этапы S503-S511 некоторое количество раз, соответствующее количеству J заданий печати, получаемых разделением (до тех пор, пока переменная N не становится равной количеству J заданий печати, получаемых разделением), тем самым выполняя все получаемые разделением задания печати (этап управления работой).
Хотя на этапе S505 ожидается конец операции печати, это не является ограничительным признаком, а протекание процесса можно изменить таким образом, что будет происходить ожидание начала операции печати, и когда операция печати начнется («Да» на этапе S505), процесс перейдет к этапу S506.
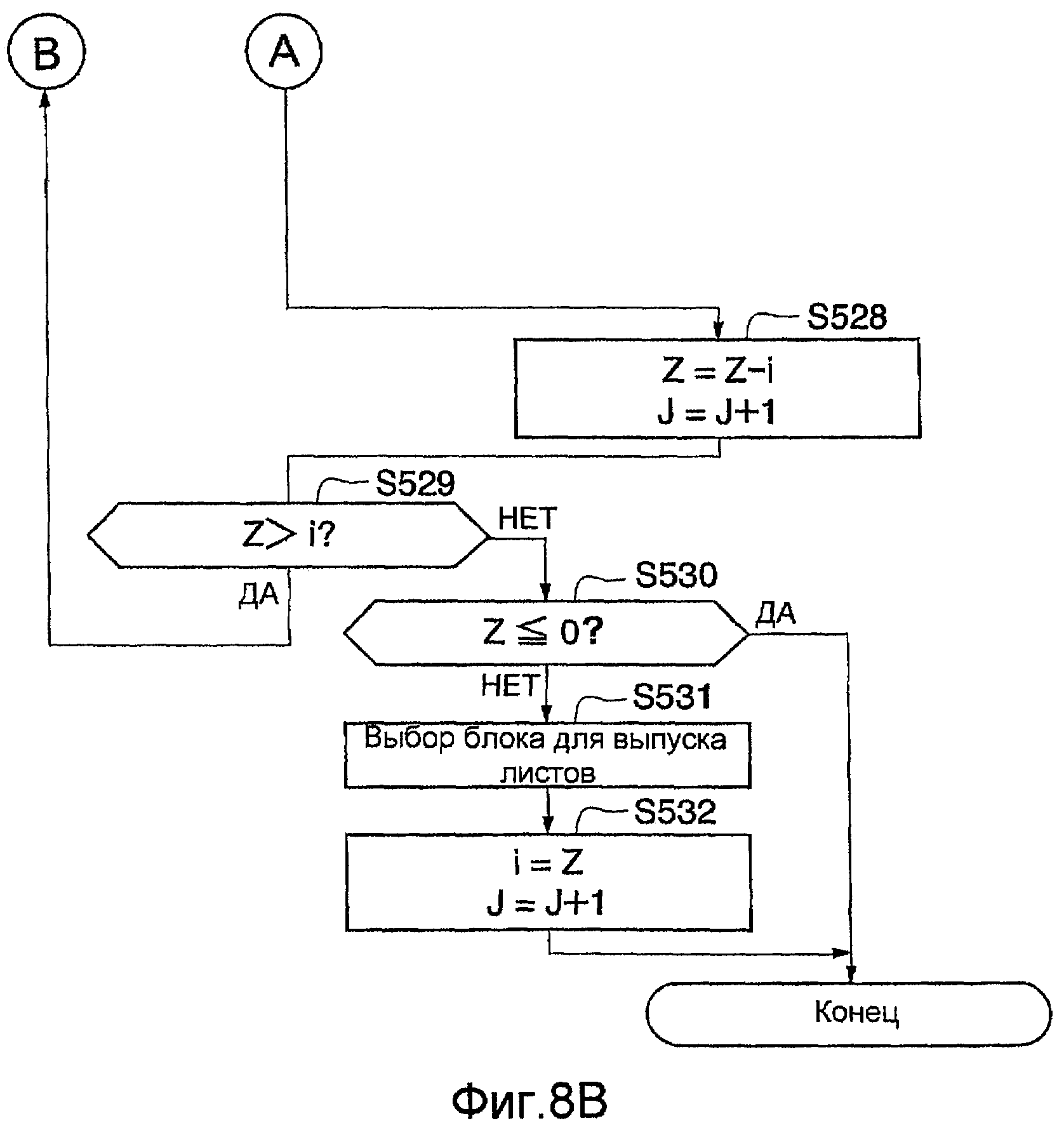
На фиг. 8 представлена блок-схема последовательности операций процесса разделения задания печати, выполняемого на этапе S501, показанном на фиг. 7.
Теперь количество копий (суммарное количество копий), подлежащих печати путем выполнения задания печати, перед разделением задания представлено символом S, количество остающихся копий Z, указывающее остающееся количество неотпечатанных копий, включенных в суммарное количество S копий, представлено символом Z, а количество печатных копий, связанное с каждым из множества заданий печати, получаемых разделением, которое задано для печати, представлено символом i. Эти численные значения сохраняются в памяти контроллера 301 заданий в связи с каждым заданием Jn печати, получаемым разделением (т.е. сохраняются в качестве данных конфигурации каждого задания Jn печати, получаемого разделением) на этапе S527, о котором речь пойдет ниже.
Сначала, на этапе S520, контроллер 300 контролирует, превышает ли количество S печатных копий (суммарное количество копий), связанное с заданием печати перед разделением задания, заранее определенное значение (например, 10). Следует отметить, что когда суммарное количество S копий превышает заранее определенное значение, связанное с ним задание печати разделяют. Если суммарное количество S копий превышает заранее определенное значение, процесс переходит к этапу S521, а если суммарное количество S копий не превышает заранее определенное значение, процесс переходит к этапу S522.
На этапе S521 контроллер 300 задает количество i печатных копий, связанное с заданием печати, получаемым разделением, которое должно быть задано в текущем цикле, равным заранее определенному значению (например, 10), количество Z остающихся копий - равным численному значению, получаемому путем вычитания количества i печатных копий из суммарного количества S копий, и задает количество J заданий печати, получаемых разделением, равным 1, после чего процесс переходит к этапу S523.
С другой стороны, на этапе S522 контроллер 300 задает количество i печатных копий, связанное с заданием печати, получаемым разделением, которое должно быть задано в текущем цикле, равным суммарному количеству S копий, количество Z остающихся копий - равным 0, а количество J заданий печати, получаемых разделением, - равным 1, после чего процесс переходит к этапу S523.
На этапе S523 контроллер 300 вычисляет период Tp времени печати, затрачиваемый на печать количество i печатных копий, определяющее копии, соответствующие получаемому разделением заданию печати, заданному в текущем цикле, и сохраняет вычисленный период Tp времени печати в памяти контроллера 301 заданий. Период Tp времени печати изменяется в соответствии с размерами листа, подлежащего печати, и режимом работы, таким как режим печати с двух сторон или режим печати с одной стороны. Например, предположим, что скорость печати в случае, когда устройство 1 обработки изображений осуществляет печать с одной стороны, задана равной 100 стр./мин (т.е. это скорость, при которой за минуту можно отпечатать 100 односторонних страниц). Когда устройство 1 обработки изображений осуществляет печать с двух сторон количества i печатных копий (i=10) в случае копий, каждая из которых формируется на 50 листах, в соответствии с заданием печати, получаемым разделением, заданным в текущем цикле, период Tp времени печати становится равным 10 минутам (= (50 листов × 2 (с двух сторон) × 10 (листов из пачки)/100 стр./мин).
На следующем этапе S524 контроллер 300 выбирает блок выпуска листов, на котором следует уложить в стопу отпечатанные листы, из стопоукладчиков 5, 6 и 52. При осуществлении этого выбора выбирают, например, стопоукладчик, не имеющий листов, уложенных на нем в стопу.
На этапе S525 контроллер 300 контролирует обрабатывающую способность (количество копий, т.е. пачек листов, которые можно подвергнуть последующей обработке за минуту) используемого автономного устройства для последующей обработки. Обрабатывающую способность автономного устройства для последующей обработки можно контролировать, например, следующими тремя способами.
(1) Данные обрабатывающей способности каждого устройства для последующей обработки, которые показаны на фиг. 11 в качестве примера, сохраняются на жестком диске 311 или аналогичном средстве, а контроллер 300 считывает данные используемого устройства для последующей обработки.
(2) Контроллер 300 осведомляется через посредство внешнего интерфейса 307 у устройства для последующей обработки (машины 200 для вставки блоков в переплетные крышки) о его обрабатывающей способности, например, когда устройство 1 формирования изображений включено, и сохраняет данные, принимаемые из устройства для последующей обработки, на жестком диске 311 или аналогичном средстве. Контроллер 300 считывает эти данные.
(3) Оператор вводит обрабатывающую способность устройства для последующей обработки через посредство операционного модуля 60, например, когда устройство для последующей обработки устанавливают. Вводимые значения сохраняются на жестком диске 311 или аналогичном средстве, а контроллер 300 считывает введенные значения.
На этапе S526 контроллер 300 вычисляет период Tf времени последующей обработки, затрачиваемый на осуществление последующей обработки печатных копий в количестве i (i=10), определяющем копии, соответствующие заданию печати, получаемому разделением и заданному в текущем цикле, на основании проконтролированной на этапе S525 обрабатывающей способности автономного устройства для последующей обработки и сохраняет вычисленный период Tf времени последующей обработки в памяти контроллера 301 заданий.
Например, автономное устройство для последующей обработки, представленное на фиг. 11, имеет обрабатывающую способность 0,5 пачки в минуту, и поэтому период Tf времени последующей обработки печатных копий в количестве i (i=10), определяющем копии, соответствующие заданию печати, получаемому разделением и заданному в текущем цикле, составляет 20 минут (=10/0,5). На фиг. 11 представлен список возможностей обработки согласно различным типам автономных устройств для последующей обработки, соединенных с устройством 1 обработки изображений.
На этапе S527 контроллер 300 вычисляет количество «е» печатаемых копий, указывающее печатаемое количество копий, которые могут быть напечатаны, в предположении, что обработка печати выполняется в соответствии с последующим заданием печати, получаемым разделением, за период Tf времени последующей обработки, вычисленный на этапе S526. Затем контроллер 300 сохраняет вычисленное количество «е» печатаемых копий как конфигурацию данных, связанных с заданием Jn, получаемым разделением, в памяти контроллера 301 заданий вместе с количеством Z остающихся копий, количеством i печатных копий, периодом Tp времени печати и периодом Tf времени последующей обработки, заданными или вычисленными на предшествующих этапах, как описано выше, и задает количество i печатных копий, связанное со следующим заданием J(n+1) печати, получаемым разделением, равное этому количеству «е» печатаемых копий.
В случае вычисления количества «е» печатаемых копий, в дополнение к скорости печати и режиму печати устройства 1 формирования изображений, можно учесть период Th времени, необходимый оператору для извлечения пачки листов, выпущенной в одном из стопоукладчиков 5, 6 и 52, и переноса ее в автономное устройство для последующей обработки. В этом случае количество «е» печатаемых копий становится равным количеству копий, которые можно напечатать посредством обработки печати в соответствии со следующим заданием печати, получаемым разделением, до истечения периода (Tf-Th) времени.
На следующем этапе S528 контроллер 300 задает значение, получаемое путем вычитания количества i печатных копий, связанного со следующим заданием печати, получаемым разделением, из количества Z остающихся копий, как новое количество Z остающихся копий, а затем придает количеству J заданий печати, получаемых разделением, приращение на 1 (J=J+1), после чего процесс переходит к этапу S529.
На этапе S529 контроллер 300 осуществляет сравнение между количеством Z остающихся копий и количеством i печатных копий, определяющим копии, подлежащие печати (= количеству «е» печатаемых копий). Если количество Z остающихся копий превышает количество i печатных копий, определяющее копии, подлежащие печати, процесс переходит к этапу S523, а если количество Z остающихся копий не превышает количество i печатных копий, определяющее копии, подлежащие печати, процесс переходит к этапу S530.
На этапе S530 контроллер 300 проверяет, превышает ли 0 количество Z остающихся копий. Если количество Z остающихся копий не превышает 0, данный процесс разделения заканчивается. Если количество Z остающихся копий превышает 0, процесс переходит к этапу S531, на котором выбирается блок выпуска листов. После этого процесс переходит к этапу S532.
На этапе S532 контроллер 300 задает количество Z остающихся копий равным количеству i печатных копий, определяющему копии, подлежащие печати, в соответствии со вторым следующим заданием, получаемым разделением, а затем придает количеству J заданий печати, получаемых разделением, приращение на 1 (J=J+1) и сохраняет эти значения в связи количеством заданий печати, получаемых разделением, после чего данный процесс заканчивается.
Пример разделения задания печати, осуществляемого на основании процесса разделения, показанного на фиг. 8, будет описан со ссылками на фиг. 12. На фиг. 12 представлена таблица, иллюстрирующая зависимость между множеством заданий J1-J4, получаемых разделением, количеством i печатных копий, периодом Tp времени печати, периодом Tf времени последующей обработки, количеством «е» печатаемых копий, количеством Z остающихся копий и блоком выпуска листов.
Предполагается, что в задании печати перед разделением задания печати в этом примере осуществляется печать с двух сторон в объеме, соответствующем 150 копиям, каждая из которых формируется на 50 листах, для изготовления 150 брошюр посредством последующей обработки. Кроме того, устройство обработки изображений имеет обрабатывающую способность 100 стр./мин (50 листов в минуту в режиме печати с двух сторон), и что одну копию на 50 листах посредством печати с двух сторон можно напечатать за одну минуту (1 минута на копию). Устройство для последующей обработки имеет обрабатывающую способность 0,5 брошюры в минуту (= 2 минуты на копию). Помимо этого, значение, заранее заданное (этап S520 на фиг. 8) в качестве опорного значения, чтобы определить, нужно ли разделять задание, задано равным, например, 10.
Сначала, при выполнении первого задания J1 печати из множества заданий печати, получаемых разделением, подлежащего обработке в течение первого времени, проводится этап S521, показанный на фиг. 8, вследствие чего количество i печатных копий, связанного с заданием печати, получаемым разделением, задаваемым в текущем цикле, задается равным 10.
Период Tp времени печати, связанный с первым заданием J1 печати, задается равным 10 минутам (= 10 копий × 1 минуту на копию), а период Tf времени последующей обработки - равным 20 минутам (= 10 копий × 2 минуты на копию). Ввиду задания периода Tf времени последующей обработки равным 20 минутам количество «е» печатаемых копий, связанное со следующим заданием J2 печати, задается равным 20 копиям (= 20 минут/1 минуту на копию).
В качестве пункта назначения для выпуска пачки листов при выполнении первого задания J1 печати выбирается стопоукладчик 5.
Количество Z остающихся копий, связанное с первым заданием J1 печати, задается равным 140 копиям (= 150 копий - 10 копий).
Поскольку количество е печатаемых копий, связанное со вторым заданием J2 печати, задается равным 20 копиям, как описано выше, целевое количество i печатных копий, связанное со вторым заданием J2 печати, задается равным 20 копиям. Таким образом, количество i копий, определяющее количество копий, подлежащих печати в соответствии с n-м заданием печати, определяется количеством «е» печатаемых копий, связанным с n-м заданием печати и определяемым на основании периода Tp времени печати, связанного с (n-1)-м заданием J1 печати.
Поскольку количество i копий, определяющее копии, подлежащие печати (= количеству «е» печатаемых копий), задается равным 20 копиям, период Tp времени печати, связанный со вторым заданием J2 печати, задается равным 20 минутам (= 20 копий × 1 минуту на копию). По той же причине период Tf времени последующей обработки задается равным 40 минутам (= 20 копий × 2 минуты на копию). Как следствие, количество «е» печатаемых копий, связанное со следующим заданием J3 печати, задается равным 40 копиям (= 40 минут/1 минуту на копию).
В качестве пункта назначения для выпуска пачки листов при выполнении второго задания J2 печати выбирается стопоукладчик 6. Более конкретно, количество пачек листов, подлежащих укладке в стопу на стопоукладчике 6, задается равным 20 пачкам. Заданное количество соответствует количеству листов, переносимых - за одноразовую операцию переноса - из стопоукладчика 6 в устройство 200 для последующей обработки.
Затем количество Z остающихся копий, связанное со вторым заданием J2 печати, задается равным 120 копиям (= 140 копий - 20 копий).
Даже после завершения второго задания J2 печати по-прежнему имеется количество Z остающихся копий, большее, чем количество i копий, определяющего копии, подлежащие печати («Да» на этапе S527, показанном на фиг. 8), и поэтому процесс переходит к конфигурированию следующего задания, получаемого разделением.
Поскольку количество i копий, определяющее количество копий, подлежащих печати (= количеству «е» печатаемых копий), задается равным 40 копиям, период Tp времени печати, связанный с третьим заданием J3 печати, задается равным 40 минутам (= 40 копий × 1 минуту на копию). По той же причине период Tf времени последующей обработки задается равным 80 минутам (= 40 копий × 2 минуты на копию). Как следствие, количество «е» печатаемых копий, связанное со следующим заданием J4 печати, задается равным 80 копиям (= 80 минут/1 минуту на копию).
В качестве пункта назначения для выпуска пачки листов при выполнении третьего задания J3 печати снова выбирается стопоукладчик 5. Это делается потому, что стопоукладчик 5 остался пустым после извлечения пачки листов для первого задания J1 печати с целью подвергнуть эту пачку последующей обработке. Более конкретно, количество пачек листов, подлежащих укладке в стопу на стопоукладчике 5, задается равным 40 пачкам.
Затем количество Z остающихся копий, связанное с третьим заданием J3 печати, задается равным 80 пачкам (= 120 копий - 40 копий).
После завершения третьего задания J3 печати количество Z остающихся копий становится равным 80 копиям и количество «е» печатаемых копий (= количеству i копий, определяющему копии, подлежащие печати) также становится равным 80 копиям. Поэтому поддерживается количество Z остающихся копий, равное количеству i копий, определяющему копии, подлежащие печати (= количеству «е» печатаемых копий). После этого процесс переходит от этапа S527, показанного на фиг. 8, к этапу S530, при этом количество i копий, определяющее копии, подлежащие печати в соответствии со следующим заданием печати, задается равным количеству Z остающихся копий.
Поскольку целевое количество i копий задается равным 80 копиям, период Tp времени печати, связанный с четвертым заданием J4 печати, задается равным 80 минутам (= 80 копий × 1 минуту на копию). По той же причине период Tf времени последующей обработки задается равным 160 минутам (= 80 копий × 2 минуты на копию). Как следствие, количество «е» печатаемых копий, связанное со следующим заданием печати, задается равным 160 копиям (= 160 минут/1 минуту на копию).
Кстати, поскольку количество Z остающихся копий задается равным 80 копиям, это количество Z остающихся копий становится равным 0 пачкам (= 80 копий - 80 копий) на этапе S528, показанном на фиг. 8. Поэтому процесс переходит от этапа S529 к этапу S530, причем ответ на вопрос этого этапа является утвердительным («Да»), вследствие чего данный процесс разделения заканчивается.
Следует отметить, что в качестве пункта назначения для выпуска пачки листов при выполнении четвертого задания J4 печати выбирается стопоукладчик 6. Более конкретно, количество пачек листов, подлежащих укладке в стопу на стопоукладчике 6, задается равным 80 пачкам.
За счет выполнения таким образом процесса разделения задания печати в соответствии с данным примером данные конфигурации заданий, получаемых разделением, показанные на фиг. 12 в качестве примера, сохраняются в памяти контроллера 301 заданий. Процесс разделения задания печати в конечном счете соответствует обработке с целью разделения процесса переноса, предназначенного для переноса пачек бумаги из стопоукладчика в устройство для последующей обработки, на множество процессов. Кроме того, процесс разделения задания печати также соответствует обработке с целью определения количества пачек листов, подлежащих укладке в стопу на стопоукладчике для каждого процесса переноса.
Далее со ссылками на фиг. 9 будут описаны перепланирование заданий печати, получаемых разделением, и дополнительная печать.
На фиг. 9 представлена блок-схема последовательности операций процесса перепланирования заданий печати, получаемых разделением, и дополнительной печати в соответствии с заданиями печати, получаемыми разделением, выполняемого на этапе S510, показанном на фиг. 7.
Сначала, на этапе S540, контроллер 300 осведомляется через посредство внешнего интерфейса 307 у устройства для последующей обработки (машины 200 для вставки блоков в переплетные крышки) о количестве копий, подлежащих последующей обработке, в (N-1)-м задании печати, получаемом разделением и непосредственно предшествующем N-му заданию печати, получаемому разделением, полностью завершенному в это время. Контроллер 300 сравнивает количество копий, получаемое из устройства для последующей обработки, с количеством копий, подлежащих обработке в (N-1)-м задании печати, получаемом разделением (т.е. с количеством копий, связанным с N-1)-м заданием печати, получаемым разделением), и вычисляет количество копий, которые еще должны быть подвергнуты последующей обработке в (N-1)-м задании печати, получаемом разделением (т.е. с количеством остающихся копий).
На следующем этапе S541 контроллер 300 вычисляет период Tr времени последующей обработки, затрачиваемый на осуществление последующей обработки количества копий (количества остающихся копий), которое вычисляется на этапе S540.
На этапе S542 контроллер 300 вычисляет количество «а» печатаемых копий, указывающее количество копий, которые можно напечатать в соответствии с N-м заданием печати, получаемым разделением, за период Tr времени последующей обработки, вычисленный на этапе S541.
На этапе S543 контроллер 300 определяет количество копий, связанное с N-м заданием печати, получаемым разделением, на основании количества «а» печатаемых копий, вычисленного на этапе S542, обновляет количество заданий печати, получаемых разделением, согласно N-му и следующим заданием печати, получаемым разделением, и переписывает данные, хранимые в памяти контроллера 301 заданий.
На этапе S544 контроллер 300 проводит обработку печати в количестве «а» печатаемых копий в соответствии с N-м заданием печати, получаемым разделением.
На этапе S545 ожидается завершение обработки печати, осуществлявшейся контроллером 300 на этапе S544, а когда обработка печати завершается («Да» на этапе S545), данный процесс перепланирования и дополнительной печати заканчивается.
Далее будет подробно описано то, как разделяется задание печати и как осуществляются обработка печати и последующая обработка в соответствии с блок-схемами, показанными на фиг. 6-8, применительно к печати на 100 пачках листов и обработке, предусматривающей вставку блоков в переплетные крышки, рассматриваемой в качестве примера.
Перед вышеупомянутым описанием сначала будет описана работа контроллера 300 предлагаемой системы печати в случае, когда задание печати не разделяется, применительно к графику, показанному на фиг. 10, для осуществления обработки печати и последующей обработки.
При выполнении задания печати для осуществления обработки печати и обработки, предусматривающей вставку блоков в переплетные крышки, на 100 копиях, на завершение обработки печати затрачивается 2 часа и 15 минут, а на завершение последующей обработки (обработки, предусматривающей вставку блоков в переплетные крышки) затрачивается 5 часов и 15 минут. Поэтому если обработка печати начинается в 10:00, то эта обработка печати завершается в 12:15, а затем оператор переносит пачки листов в машину 200 для вставки блоков в переплетные крышки и начинает последующую обработку. В этом случае, если не учитывать период времени, необходимый для переноса пачек листов в машину 200 для вставки блоков в переплетные крышки, то последующая обработка завершается в 17:30.
Далее со ссылками на фиг. 13-18 будет описан пример работы контроллера 300 предлагаемой системы печати в случае, когда задание печати разделяется.
На фиг. 13 представлена временная диаграмма, показывающая, как обработка формирования изображений и последующая обработка осуществляются в случае, когда задание печати разделяется на три. На фиг. 14 представлена временная диаграмма, показывающая, как осуществляются обработка формирования изображений и последующая обработка, когда обработка печати прерывается по заданию, отличающемуся от заданий печати, получаемых разделением, в случае, когда задание печати разделяется на три. На фиг. 15 - 18 представлены виды первого - четвертого экранов, отображаемых на модуле 917 жидкокристаллического индикатора (см. фиг. 4).
В иллюстрируемых примерах задание печати для осуществления обработки печати и обработки, предусматривающей вставку блоков в переплетные крышки, на 100 копиях, разделяется на три подлежащих выполнению задания печати для обработки 10 копий, 60 копий и 30 копий соответственно.
Когда задание печати передается из внешнего устройства 306 в контроллер 300, этот контроллер 300 сохраняет данные принимаемого задания печати на жестком диске 311. Жесткий диск 311 выполнен с возможностью хранения множества заданий печати, а задания печати, хранимые на жестком диске 311, можно проконтролировать посредством операционного модуля 60. Задания печати, хранимые на жестком диске 311, проверяются в соответствии со следующей процедурой, описываемой ниже.
Сначала нажимают кнопку 920 «Состояние задания» на стандартном экране (см. фиг. 5), отображаемом на модуле 917 жидкокристаллического индикатора операционного модуля 60. Тогда на модуле 917 жидкокристаллического индикатора отображается экран для подтверждения состояния задания, показанный на фиг. 15 в качестве примера.
Теперь будет описан экран для подтверждения состояния задания, показанный на фиг. 15 в качестве примера. Позиция 110 обозначает кнопку для переключения этого подтверждающего экрана обратно на стандартный экран, показанный на фиг. 5. Позиция 111 обозначает модуль отображения, на котором отображаются тип задания, название документа, количество копий, количество страниц на копию, тип автономного устройства для последующей обработки и состояние применительно к каждому из заданий печати, получаемых разделением. В примере, показанном на фиг. 15, выбрано название документа - «документ Q». Строку, включающую в себя выбранное название документа, можно выбрать, нажимая на нее.
Позиция 112 обозначает кнопку «Стирание», предназначенную для стирания задания печати, связанного с выбранным документом, позиция 113 обозначает кнопку «Подробно», предназначенную для отображения подробной информации о выбранном документе, а позиция 114 обозначает кнопку для отмены выбора. Позиция 115 обозначает кнопку «Начало задания». Когда нажимают кнопку «Начало задания», выполняются процессы, показанные на фиг. 7-9. В примере, показанном на фиг. 15, когда нажимают кнопку «Начало задания», начинается выполнение задания печати, связанного с названием документа «документ Q».
Когда начинается выполнение процесса согласно блок-схеме последовательности операций, показанной на фиг. 7, сначала, на этапе S501, на котором контроллер 300 осуществляет разделение задания печати, оператор может ввести заранее определенное значение (этап S520 на фиг. 9) в качестве опорного значения для определения того, нужно ли разделять задание печати. В случае, когда нужен ввод, осуществляемый оператором, на модуле 917 жидкокристаллического индикатора отображается всплывающий экран, показанный на фиг. 16 в качестве примера.
На всплывающем экране, используя десять клавиш 904-913 операционного модуля 60, оператор вводит количество копий (соответствующее упомянутому заранее определенному значению для определения), указывающее количество копий, подлежащих выдаче в соответствии с первым заданием печати, получаемым разделением. В случае возможного экрана, показанного на фиг. 16, вводится число «10» копий. Когда в этом состоянии нажимают кнопку 116 подтверждения (ОК), окончательно определяется количество копий (заранее определенное значение), указывающее количество копий, подлежащее выдаче в соответствии с первым заданием печати, получаемым разделением.
Когда количество i копий, указывающее количество копий, подлежащих выдаче в соответствии с первым заданием печати, получаемым разделением, окончательно определено, контроллер 300 определяет период Tf времени последующей обработки, необходимый для обработки количества i копий. Когда период Tf времени последующей обработки определен, определятся количество «е» печатаемых копий, указывающее количество копий, которые может выдать устройство 1 формирования изображений путем выполнения обработки печати в соответствии со следующим определяемым разделением заданием печати до того, как истечет период Tf времени последующей обработки, и тем самым определяется количество i копий, связанное со следующим определяемым разделением заданием печати. Следует отметить, что количество копий, связанное со следующим определяемым разделением заданием печати, можно определить на основании периода времени, получаемого путем вычитания периода Th времени перемещения (т.е. периода времени, необходимого оператору на извлечение пачек листов из устройства 1 формирования изображений, перенос пачек листов в устройство 200 для последующей обработки и установку их полностью в самонакладе 201 для подачи листов устройства 200 для последующей обработки) из периода Tf времени последующей обработки.
Когда оператор нажимает кнопку 116 подтверждения на всплывающем экране, показанном на фиг. 16, начинается выполнение первого задания печати, получаемого разделением, и на модуле 917 жидкокристаллического индикатора отображается экран, показанный на фиг. 17. С другой стороны, когда нажимают кнопку 117 «Отмена», экран переключается обратно на экран, показанный на фиг. 15, без проведения разделения задания печати. Если нажимают кнопку 121 «Подробно», когда на модуле 917 жидкокристаллического индикатора отображается экран, показанный на фиг. 17, то на модуле 917 жидкокристаллического индикатора (блока отображения) отображается (этап отображения) экран, показанный на фиг. 18.
Когда нажимают кнопку 116 подтверждения на всплывающем экране, показанном на фиг. 16, контроллер 300 (блок вычисления) выполняет обработку печати и последующую обработку в соответствии с возможным планом, показанным на фиг. 13 (этап вычисления). Более конкретно, когда первое задание 1 печати, получаемое разделением (первое задание печати в результате разделения), для осуществления обработки печати на 10 копиях должно начаться в 10:00, запланированное время окончания обработки (запланированное время окончания формирования изображений) задают равным 10:30. Оператор извлекает пачки листов из устройства 1 для формирования изображений в 10:30, перевозит эти пачки листов с помощью тележки и устанавливает их в устройстве 200 для последующей обработки, чтобы начать последующую обработку в 10:45. С другой стороны, выполнение следующего задания 2 печати, получаемого разделением (второго задания печати в результате разделения), для осуществления обработки печати на 60 копиях начинается в 10:30 и заканчивается в 11:30, немного раньше, чем 11:45 (запланированное время окончания последующей обработки), когда запланировано завершение последующей обработки, выполняемой в соответствии с первым заданием 1 печати, получаемым разделением. Время 11:30 определяется путем вычитания периода времени (второго периода времени), необходимого для перемещения пачек листов, из запланированного времени окончания последующей обработки. Более конкретно, обработка формирования изображений в соответствии со вторым заданием печати, получаемым разделением, завершается в течение третьего периода времени (11:30-10:45), получаемого вычитанием второго периода времени из первого периода времени (11:45-10:45), необходимого для выполнения последующей обработки в соответствии с первым заданием печати, получаемым разделением.
Затем выполняется третье задание 3 печати, получаемое разделением, с целью осуществления обработки печати на 30 копиях. Оператор извлекает пачки листов, подвергшиеся обработке печати в соответствии с заданием 2 печати, получаемым разделением, выполнение которого закончилось в 11:30, и кладет пачки листов в устройство 200 для последующей обработки точно в 11:45, когда запланировано завершение последующей обработки в соответствии с заданием 1 печати, получаемым разделением. Это дает возможность заставить устройство 200 для последующей обработки сразу же начать последующую обработку в соответствии с получаемым разделением заданием 2 печати, получаемым разделением. Окончание последующей обработки в соответствии с заданием 2 печати, получаемым разделением, запланировано в 14:30, и поэтому оператор должен лишь перенести пачки листов, обработанные в соответствии с заданием 3 печати, получаемым разделением, в устройство 200 для последующей обработки и сделать это до наступления момента времени, задаваемого путем вычитания периода времени, необходимого для перемещения пачек листов, из времени 14:30.
Следует отметить, что возможный план, показанный на фиг. 14, может быть применен в дополнение к возможному плану, показанному на фиг. 13. Более конкретно, когда можно ожидать, как показано на фиг. 13, что устройство 200 для последующей обработки будет выполнять предыдущее задание 2 печати, получаемое разделением, даже после завершения обработки печати для 30 копий в соответствии с заданием 3 печати, получаемым разделением, возможный план, показанный на фиг. 13, можно заменить возможным планом, показанным на фиг. 14. В этом случае устройство 1 формирования изображений выполняет другое задание перед обработкой печати в соответствии с заданием 3 печати, получаемым разделением, таким образом, что задание, отличающееся от упомянутых заданий печати, получаемых разделением, заканчивается до момента времени начала последующей обработки, выполняемой в соответствии с заданием 3 печати, получаемым разделением. Однако задание 3 печати, получаемое разделением, должно быть заданием печати, имеющим объем, достаточно малый для того, чтобы можно было завершить это задание до 14:15.
Как описано выше, разделение задания печати дает возможность повысить производительность всей работы, включая последующую обработку, а также уменьшить вероятность наступления состояния, в котором пачки листов, отпечатанных и подлежащих еще последующей обработке, остаются на полу вокруг устройства 1 формирования изображений или внутри стопоукладчика.
Далее со ссылками на фиг. 19-21 будет подробно описан процесс перепланирования заданий печати и дополнительной печати, проводимый в соответствии с блок-схемой, показанной на фиг. 9.
На фиг. 19 представлена временная диаграмма, показывающая, как осуществляются обработка формирования изображений и последующая обработка, когда обработка печати прерывается по еще одному заданию в случае, когда задание печати разделяется на три. На фиг. 20 и 21 представлены вид пятого и шестого экранов, отображаемых на модуле 917 жидкокристаллического индикатора (см. фиг. 4).
В данном примере предполагается, что задание печати для обработки печати и обработки, предусматривающей вставку блоков в переплетные крышки, разделяется на три задания печати с целью обработки 10 копий, 60 копий и 30 копий соответственно и выполняется.
Следуя возможному графику, показанному на фиг. 19, отмечаем, что устройство 1 формирования изображений начинает выполнение задания 1 печати, получаемого разделением, в 10:00, заканчивая его обычно в 10:30, а затем начинает выполнение задания 2 печати, получаемого разделением. С другой стороны, устройство 200 для последующей обработки начинает последующую обработку в соответствии с заданием 1 печати получаемым разделением, в 10:45, но в 11:20 во время этой последующей обработки генерируется прерывание по другому заданию, что прерывает выполнение последующей обработки в соответствии с заданием 1 печати, получаемым разделением.
В этом случае в 11:30, когда устройство 1 формирования изображений завершает обработку печати в соответствии с получаемым разделением заданием 2 печати, проверяется рабочее состояние устройства 200 для последующей обработки. В этот момент времени устройство 200 для последующей обработки осуществляет работу согласно прерывающему заданию, а последующая обработка в соответствии с заданием 1 печати, получаемым разделением, оставляется проделанной наполовину. По этой причине вычисляется период времени, необходимый для завершения и остающейся части прерывающего задания, и остающейся части последующей обработки, соответствующей заданию 1 печати, получаемому разделением, и подлежащей выполнению после завершения прерывающего задания. Затем вычисляется количество копий, которые устройство 1 формирования изображений может отпечатать посредством обработки печати в соответствии с заданием 2 печати, получаемым разделением до истечения упомянутого необходимого периода времени. Количество копий, подлежащее выдаче в соответствии с заданием 2 печати, получаемым разделением, увеличивают, а количество копий, подлежащее выдаче в соответствии с заданием 3 печати, получаемым разделением, уменьшают на величину, соответствующую вычисленному количеству копий (20 копий в примере, показанном на фиг. 19). Как следствие, запланированное время окончания получаемого разделением задания 2 печати изменяется, и поэтому связанные с ним данные, хранимые в памяти контроллера 301 заданий, обновляются. Затем устройство 1 формирования изображений выполняет обработку печати (продолжающуюся ее часть) в соответствии с заданием 2 печати, получаемым разделением.
В результате устройство 1 формирования изображений заканчивает обработку печати (продолжающуюся ее часть) в соответствии с заданием 2 печати, получаемым разделением, в 12:00, а затем начинает обработку печати в соответствии с заданием 3 печати, получаемым разделением. С другой стороны, устройство 200 последующей обработки завершает последующую обработку в соответствии с заданием 1 печати, получаемым разделением, в 12:15, что дает возможность сразу же начать последующую обработку в соответствии с заданием 2 печати, получаемым разделением, без потери времени.
Следует отметить, что когда количество копий, связанное с заданием печати, получаемым разделением, изменяется, для подтверждения списка заданий, получаемых разделением, отображается экран, показанный на фиг. 20. Когда оператор нажимает кнопку 118 подтверждения на этом экране, отображается экран, показанный на фиг. 21, так что оператор может подтвердить обновленное запланированное время окончания задания печати, получаемого разделением.
Как описано выше, в соответствии с данным вариантом осуществления устройство формирования изображений выполнено с возможностью разделения задания печати на множество заданий печати в соответствии с обрабатывающей способностью устройства для последующей обработки, чтобы таким образом гарантировать параллельную работу устройства формирования изображений и устройства для последующей обработки. Это дает возможность осуществлять обработку формирования изображений и последующую обработку эффективно.
Хотя в вышеизложенном описании предусмотрено множество стопоукладчиков, данное изобретение также применимо к случаю, когда предусмотрен единственный стопоукладчик, и при этом как операция печати, так и операция укладки в стопу приостанавливаются всякий раз, когда завершается задание печати, получаемое разделением. Оператор извлекает пачки листов, уложенные в стопу на лотке стопоукладчика, после приостановки операции укладки в стопу и переносит эти пачки листов в устройство для последующей обработки. На стопоукладчике устанавливают запасной лоток. В ответ на удаление пачек листов из стопоукладчика выполняется следующее задание печати, получаемое разделением, и операция укладки в стопу начинается снова. Эта управляемая работа дает возможность сократить период времени от начала выполнения задания печати до завершения последующей обработки.
Следует понять, что данное изобретение также можно воплотить, снабжая систему или устройство носителем информации, на котором хранится код программы программного обеспечения, который реализует функции вышеописанного варианта осуществления, и заставляя компьютер (либо центральный процессор (ЦП) или микропроцессор (МП)) системы или устройства считывать и выполнять код программы, хранимый на носителе информации.
В этом случае сам код программы, считываемый с носителя информации, реализует функции вышеописанного варианта осуществления, и поэтому код программы и носитель информации, на котором этот код программы хранится, тоже составляют данное изобретение.
Примеры носителя информации для снабжения кодом программы включают в себя флоппи-диск (зарегистрированный товарный знак), жесткий диск, магнитооптический диск, оптический диск, такой как постоянное запоминающее устройство на компакт-диске (CD-ROM), записываемый компакт-диск (CD-R), перезаписываемый компакт-диск (CD-RW), постоянное запоминающее устройство на цифровом универсальном диске (DVD-ROM), оперативное запоминающее устройство на цифровом универсальном диске (DVD-RAM), перезаписываемый DVD (DVD-RW или DVD+RW), магнитную ленту, плату энергонезависимой памяти и постоянное запоминающее устройство (ROM). В альтернативном варианте программа может быть загружаемой через сеть.
Кроме того, следует понять, что функции вышеописанного варианта осуществления могут быть воплощены не только путем исполнения кода программы, считываемого компьютером, но и также заставляя операционную систему (OS), которая работает на компьютере, выполнять часть реальных операций или все их на основании команд кода программы.
Кроме того, следует понять, что функции вышеописанного варианта осуществления могут быть воплощены, записывая код программы, считываемый компьютером с носителя информации, в запоминающее устройство, предусмотренное на плате расширения функций, вставляемой в компьютер, или на блоке расширения функций, соединенном с компьютером, а потом заставляя ЦП или аналогичное средство выполнять часть фактических операций или все их на основании команд кода программы.
Промышленная применимость
Данное изобретение применимо к устройству формирования изображений, такому как принтер, и дает возможность разделять задание печати, вводимое в устройство формирования изображений, на множество заданий печати в соответствии с обрабатывающей способностью устройства для последующей обработки, тем самым делают возможным параллельную работу устройства формирования изображений и устройства для последующей обработки. Таким образом, обработку формирования изображений и последующую обработку можно осуществлять эффективно, а это позволяет повысить производительность.
Реферат
Устройство формирования изображений дает возможность эффективно осуществлять обработку формирования изображений и последующую обработку. Контроллер заданий разделяет одиночное задание печати на множество заданий печати в соответствии с обрабатывающей способностью устройства для последующей обработки. Контроллер печати заставляет модуль принтера проводить последовательные операции в соответствии с заданиями печати, получаемыми разделением, с целью формирования отпечатков на множестве групп пачек отпечатанных листов. Группы пачек листов, сформированные в связи с соответствующими заданиями печати и уложенные в стопу на стопоукладчике за счет работы контроллера печати, последовательно переносятся в устройство для последующей обработки. Устройство для последующей обработки последовательно осуществляет последующую обработку на поданных группах пачек листов. 4 н. и 12 з.п. ф-лы, 24 ил.
Формула
блок формирования изображений, сконфигурированный для формирования изображений на листах на основании вводимого задания печати;
блок укладки в стопу, сконфигурированный для укладки в стопу множества листов, которые переносятся в устройство для последующей обработки, которое осуществляет последующую обработку на листах, причем упомянутый блок укладки в стопу осуществляет укладку в стопу листов, имеющих изображения, сформированные на них упомянутым блоком формирования изображений; и
блок управления, сконфигурированный для определения количества листов, подлежащих укладке в стопу на упомянутом блоке укладки в стопу, на основании почасовой обрабатывающей способности упомянутого блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки.
блок укладки в стопу, сконфигурированный для укладки в стопу множества листов, которые переносятся в устройство для последующей обработки, которое осуществляет последующую обработку на листах;
блок формирования изображений, сконфигурированный для формирования изображений на листах, подлежащих укладке в стопу на упомянутом блоке укладки в стопу, на основании вводимого задания печати; и
блок управления, сконфигурированный для разделения вводимого одиночного задания печати на множество частей печати на основании почасовой обрабатывающей способности упомянутого блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки и управления укладкой в стопу листов на упомянутом блоке укладки в стопу в соответствии с результатом разделения упомянутого задания печати.
этап разделения задания печати, на котором разделяют вводимое одиночное задание печати на множество частей печати на основании почасовой обрабатывающей способности блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки; и
этап управления, на котором управляют укладкой в стопу листов на блоке укладки в стопу в соответствии с частями печати, получаемыми путем разделения на упомянутом этапе разделения задания печати.
этап разделения задания печати, на котором разделяют вводимое одиночное задание печати на множество частей печати на основании почасовой обрабатывающей способности блока формирования изображений и почасовой обрабатывающей способности устройства для последующей обработки; и
этап управления, на котором управляют укладкой в стопу листов на блоке укладки в стопу в соответствии с частями печати, получаемыми путем разделения на упомянутом этапе разделения задания печати.
Документы, цитированные в отчёте о поиске
Печатающее устройство
Комментарии