Соединение для кузова автомобильного транспортного средства - RU2670396C2
Код документа: RU2670396C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к присоединению конструктивных элементов, выполненных из различных металлов, в частности, к соединению, содержащему стальную трубу, полученную способом гидравлической вытяжки, прикрепленную к алюминиевой подложке, которая обеспечивает повышенную антикоррозионную защиту, и к способу соединения указанных элементов.
Уровень техники
Проектирование конструкции кузова зачастую бывает связано с проблемами в местах примыкания двух различных металлов друг к другу, в частности, в местах возможного появления контактной электрохимической коррозии. Контактная коррозия может происходить при большой разности термодинамических потенциалов двух металлов, например, алюминия и стали. Достаточно долгое время разрабатывались различные покрытия для стали, способные уменьшить движущую силу термодинамических процессов при контакте алюминия со сталью, таких как покрытия, наносимые методом алюминирования (алитирования), оцинковывания горячим погружением или оцинковывания электролитическим способом. Алюминиевые и цинковые покрытия обеспечивают эффективную защиту поверхности стали и уменьшают гальваническую разность потенциалов, поскольку по сравнению со сталью алюминиевые и цинковые покрытия ближе по термодинамическому потенциалу к алюминию. Нанесение таких покрытий на верхнюю и нижнюю поверхности стали выполняется на прокатном стане.
Однако во время последующей обработки при разрезании стали и производстве заготовок определенной формы перед штамповкой образуются оголившиеся кромки стальных заготовок, которые не защищены указанными покрытиями. При формовании из заготовок соответствующих деталей и компонентов и при их помещении в место эксплуатации, где они подвергаются внешнему воздействию, оголенные и не содержащие покрытий кромки стальных конструкций и компонентов не могут быть защищены от воздействия электролитов, таких как соль и вода, особенно там, где стальные конструкции и компоненты смонтированы на конструкциях из алюминия. Следовательно, требуется решение, которое позволит устранить указанные проблемы.
В настоящем описании изобретения предложено решение, заключающееся в геометрическом и механическом разделении алюминия и оголенных незащищенных кромок стальных конструкций труб или штампованных изделий. В частности, предложено соединение, которое содержит алюминиевый элемент, прикрепленный к стальному элементу, имеющему участок присоединения, находящийся по существу впритык к алюминиевому элементу, причем стальной элемент имеет наклонный участок, оканчивающийся оголенной незащищенной кромкой, при этом наклонный участок расположен на некотором расстоянии от алюминиевого элемента для создания зазора между алюминиевым элементом и оголенной кромкой, для предотвращения коррозии оголенной незащищенной кромки без применения клеящих материалов и герметиков.
Раскрытие изобретения
Предложенное решение, представляющее собой соединение для кузова автомобильного транспортного средства, является относительно недорогой легкой конструкцией, которая обеспечивает антикоррозионную защиту соответствующих алюминиевых и стальных компонентов.
В соответствии с одним аспектом настоящего изобретения соединение для кузова автомобильного транспортного средства включает в себя первый конструктивный элемент, выполненный из алюминия, который прикреплен ко второму конструктивному элементу, выполненному из стали. Второй конструктивный элемент имеет стыковочный участок, который прилегает впритык к первому конструктивному элементу, когда второй конструктивный элемент прикреплен к первому конструктивному элементу. Второй конструктивный элемент имеет наклонный участок, оканчивающийся оголенной незащищенной кромкой второго конструктивного элемента, на котором расположена оголенная незащищенная кромка. Оголенная незащищенная кромка расположена на расстоянии от первого конструктивного элемента, что позволяет создать зазор между первым конструктивным элементом и оголенной незащищенной кромкой для предотвращения коррозии оголенной незащищенной кромки без применения клеящих материалов и герметиков.
Первый конструктивный элемент может представлять собой компонент кузова автомобильного транспортного средства.
Второй конструктивный элемент может представлять собой изготовленную гидравлической вытяжкой трубу, а оголенная незащищенная кромка расположена на концевой части наклонного участка на дальнем конце трубы.
Изготовленная гидравлической вытяжкой труба может быть выполнена из высокопрочной стали с покрытием, нанесенным алитированием, а оголенная незащищенная кромка образована при разрезании трубы перед ее креплением к первому конструктивному элементу.
Второй конструктивный элемент может представлять собой две изготовленных гидравлической вытяжкой трубы, каждая из которых имеет наклонный участок, оканчивающийся оголенной незащищенной кромкой, которая образует дальний конец каждой из труб второго конструктивного элемента. Наклонный участок каждой из двух труб имеет концевую часть, отодвинутую от первого конструктивного элемента, создавая зазор между первым конструктивным элементом и каждой из оголенных незащищенных кромок, для предотвращения коррозии кромки без использования клеящих материалов и герметиков.
При этом каждая из двух указанных труб может представлять собой трубу с по существу прямоугольным поперечным сечением, имеющую стыковочный участок, который прилегает впритык к первому конструктивному элементу. Второй конструктивный элемент прикреплен к первому конструктивному элементу, а две указанные трубы прилегают практически впритык друг к другу рядом со стыковочными участками каждой из труб.
При этом наличие зазора предотвращает накопление воды в соединении в результате капиллярного эффекта. Зазор может иметь ширину не менее 3 мм.
Первый и второй конструктивные элементы могут иметь по крайней мере по одному отверстию, выровненные друг относительно друга, через которые проходит резьбовая крепежная деталь, предназначенная для прикрепления первого конструктивного элемента к стыковочному участку второго конструктивного элемента.
Первый конструктивный элемент может иметь по существу плоский участок, а стыковочный участок второго конструктивного элемента может быть расположен практически в одной плоскости с первым конструктивным элементом, причем наклонный участок оканчивается концевой частью так, что оголенная незащищенная кромка проходит параллельно первому конструктивному элементу.
Изготовленная гидравлической вытяжкой труба может представлять собой трубу с прямоугольным поперечным сечением, а оголенная незащищенная кромка может быть образована при разрезании трубы под острым углом относительно трубы перед креплением к первому конструктивному элементу. Острый угол может составлять приблизительно 45 градусов.
В соответствии с еще одним дополнительным аспектом настоящего изобретения предложено соединение, включающее в себя алюминиевый элемент, прикрепленный к стальному элементу, имеющему стыковочный участок, который прилегает практически впритык к алюминиевому элементу. Стальной элемент имеет наклонный участок, оканчивающийся оголенной незащищенной кромкой, которая смещена относительно алюминиевого элемента так, чтобы создать зазор между алюминиевым элементом и оголенной кромкой для предотвращения коррозии оголенной кромки без применения клеящих материалов и герметиков.
Наклонный участок может проходить в сторону от алюминиевого элемента под углом не менее 30 градусов.
В соответствии с еще одним аспектом настоящего изобретения предложен способ выполнения соединения для кузова автомобильного транспортного средства, который включает в себя этап изготовления первого конструктивного элемента из алюминия, этап изготовления второго конструктивного элемента из стали, имеющего стыковочный участок и наклонный участок, оканчивающийся оголенной незащищенной кромкой на втором конструктивном элементе, и на котором расположена указанная оголенная незащищенная кромка. Также способ включает в себя этап прикрепления второго конструктивного элемента к первому конструктивному элементу, так, чтобы стыковочный участок второго конструктивного элемента прилегал практически впритык к первому конструктивному элементу, а оголенная незащищенная кромка находилась на некотором расстоянии от первого конструктивного элемента с образованием зазора между первым конструктивным элементом и оголенной незащищенной кромкой для предотвращения образования коррозии оголенной незащищенной кромки без использования клеящих материалов и герметиков.
Второй конструктивный элемент при этом может представлять собой изготовленную гидравлической вытяжкой трубу по существу прямоугольного поперечного сечения, которая имеет наклонный участок на своем дальнем конце, а наклонный участок имеет концевую часть, на которой расположена оголенная незащищенная кромка. Ширина зазора при этом может составлять не менее 3 мм.
Эти и другие аспекты, цели и отличительные особенности настоящего изобретения будут поняты и оценены специалистами в данной области техники после изучения приведенных ниже описания, формулы изобретения и сопроводительных чертежей.
Краткое описание чертежей
На сопроводительных чертежах представлено следующее:
на Фиг. 1 представлен общий вид сверху части узла кузова автомобильного транспортного средства, на которой расположено соединение по изобретению;
на Фиг. 2 представлен общий вид сверху второго конструктивного элемента в соответствии с предшествующим уровнем техники;
на Фиг. 3 представлен вид в поперечном разрезе соединения для кузова автомобильного транспортного средства в соответствии с предшествующим уровнем техники;
на Фиг. 4 представлен общий вид сверху первого и второго конструктивных элементов в соответствии с предшествующим уровнем техники;
на Фиг. 5 представлен общий вид сверху второго конструктивного элемента по изобретению;
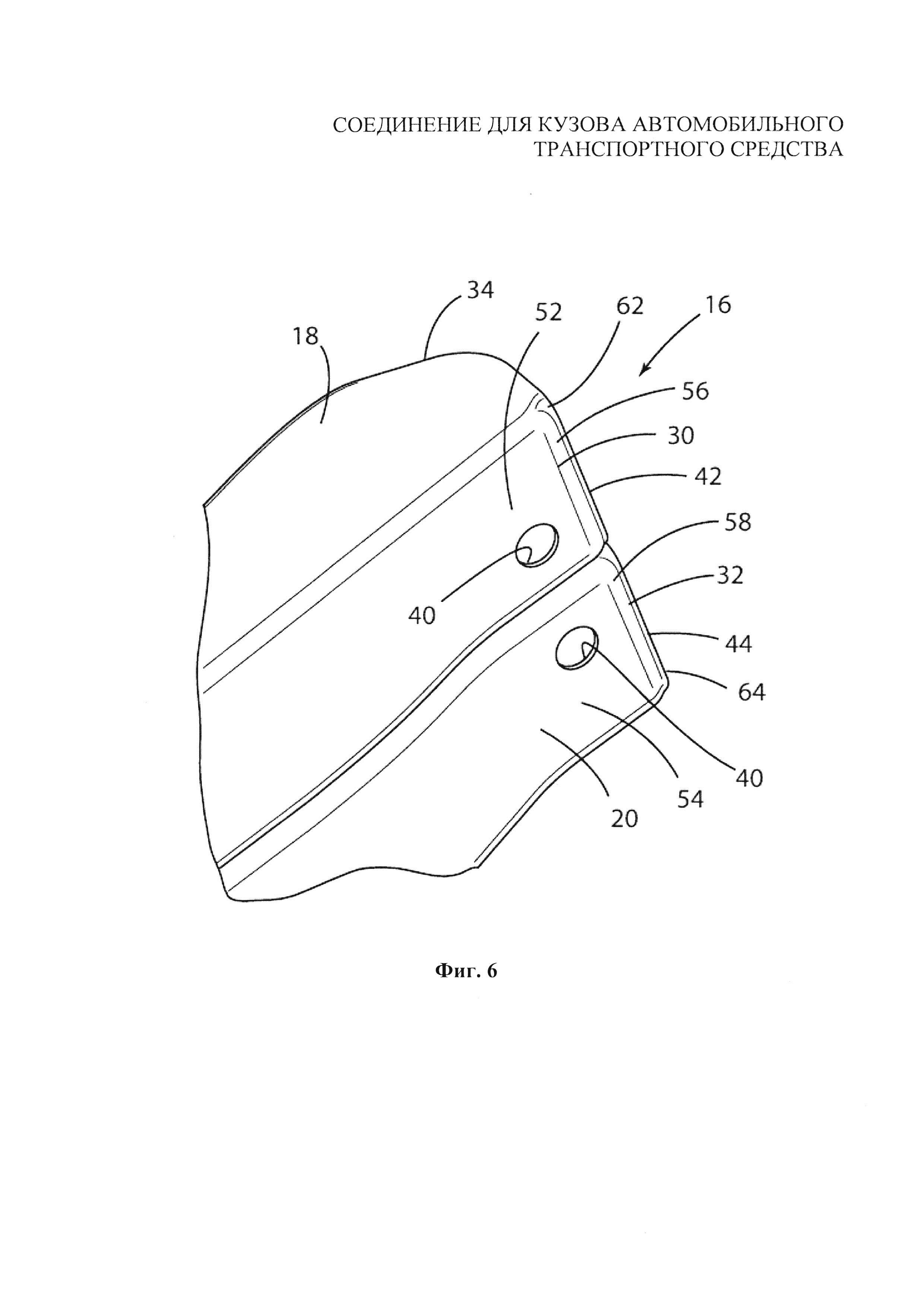
на Фиг. 6 представлен общий вид снизу и сзади второго конструктивного элемента по изобретению;
на Фиг. 7 представлен общий вид снизу и спереди второго конструктивного элемента по изобретению;
на Фиг. 8 представлен вид в поперечном разрезе соединения для кузова автомобильного транспортного средства по изобретению; и
на Фиг. 9 представлен общий вид первого и второго конструктивных элементов по изобретению.
Осуществление изобретения
Термины «верхний», «нижний», «правый», «левый», «задний», «передний», «вертикальный», «горизонтальный» и их производные, использованные в описании, относятся к расположению устройства, изображенного на Фиг. 1. Однако необходимо понимать, что элементы устройства могут иметь и другие ориентации, если явно не указано иное. Также следует понимать, что конкретные устройства и процессы, изображенные на сопроводительных чертежах и описанные далее, приведены в качестве примера реализации концепции изобретения. При этом конкретные размеры и прочие физические характеристики, относящиеся к описанным вариантам воплощения, не должны рассматриваться в качестве ограничения, если явно не указано иное.
Как известно, автомобильные транспортные средства 10 изготавливают из множества компонентов, прикрепленных один к другому для создания очень сложного и высокотехнологичного механизма. В частности, в современных автомобильных транспортных средствах 10 применяют несущие кузовные конструкции 12, образованные из нескольких отдельных кузовных панелей 14а, 14b, соединенных друг с другом. Такие кузовные панели 14а, 14b обычно изготавливают штампованием из рулонов относительно тонкого металла для получения заготовок, из которых затем поступательно с помощью прессов для штампованных деталей из листового металла получают окончательную форму панелей. Штампованные таким образом детали затем располагают в необходимой конфигурации и часто соединяют друг с другом методом сварки или с помощью механических креплений для получения относительно сложных кузовных конструкций 12. Например, одним примером такой кузовной конструкции 12 является кабина 24 грузового транспортного средства типа пикап, внутри которой находится пассажирский салон.
В частности, применительно к автомобильным транспортным средствам 10, существует тенденция изготовления таких кузовных конструкций 12 из более легких материалов, например, деталей из листового алюминия, как показано в конструкции кабины на Фиг, 1, чтобы уменьшить вес и увеличить коррозионную устойчивость. Алюминий в три раза легче стали. Из алюминиевых заготовок также можно получить сложные формы, алюминиевые заготовки поддаются определенным типам сварки и могут быть легко соединены друг с другом с помощью крепежных деталей.
В то же время существует тенденция использования узлов 16 передних лонжеронов, изготовленных из стальных труб гидравлической вытяжки. Такие узлы 16 трубчатых передних лонжеронов гидравлической вытяжки обеспечивают опору и жесткую конструкцию, на которую могут быть смонтированы двигатель, трансмиссия и передняя подвеска (не показана), и к которой могут быть прикреплены передние панели кузова (не показаны). Предпочтительно, чтобы узлы 16 трубчатых передних лонжеронов гидравлической вытяжки в одном примере включали в себя два (верхний и нижний) трубчатых опорных лонжерона 18, 20 гидравлической вытяжки, которые расположены вплотную друг к другу. Верхний трубчатый опорный лонжерон 18 проходит вперед от нижней части 22 передней части кабины 24 для обеспечения места для крепления передних панелей кузова и других передних конструкций, например, опоры радиатора, буфера и передней облицовки. Нижний трубчатый опорный лонжерон 20 аналогичным образом проходит вперед от нижней части 22 передней части кабины 24, но затем направляется вовнутрь для формирования рамы двигателя и конструктивного монтажа компонентов подвески. Предпочтительно, верхний и нижний трубчатые опорные лонжероны 18, 20 гидравлической вытяжки соединены друг с другом рядом с кабиной 24, например, методом сварки, для получения двух соединенных труб гидравлической вытяжки. При таком соединении, практически вплотную друг к другу, пара (верхний и нижний) трубчатых опорных лонжеронов 18, 20 обеспечивает дополнительную жесткость конструкции в передней части автомобильного транспортного средства 10.
Каждый из двух (верхний и нижний) трубчатых опорных лонжеронов 18, 20 предпочтительно представляет собой изготовленную гидравлической вытяжкой трубу, которая является по существу прямоугольной по форме с относительно большим диаметром угла на каждом углу, как показано на фигурах. Каждый из двух (верхний и нижний) трубчатых опорных лонжеронов 18, 20 предпочтительно имеет ряд отверстий 26 по своей длине, что позволяет уменьшить вес, а также обеспечить доступ к дополнительным крепежным деталям (не показаны). Эти отверстия могут проходить через внутреннюю стенку 28 каждого (верхнего или нижнего) трубчатого опорного лонжерона 18, 20 и через них может быть установлена крепежная деталь. Как известно, верхний и нижний трубчатые опорные лонжероны 18, 20 имеют сложную изогнутую форму и предпочтительно имеют покрытие, нанесенное методом алитирования, для обеспечения антикоррозионной защиты. На каждом из дальних концов 30, 32 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 имеется косой срез 34, который обеспечивает доступ к верхней и нижней крепежным деталям 36, 38, применяемым для крепления каждого дальнего конца 30, 32 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 через отверстие 40 в панели 14 из алюминиевого листа, и соответствующее отверстие 46 в верхнем и/или нижнем трубчатых опорных лонжеронах 18, 20. Предпочтительно, чтобы алюминиевая кузовная панель 14, а также верхний и нижний трубчатые опорные лонжероны 18, 20 имели по крайней мере по одному соответствующему отверстию 40, 46, выровненных друг с другом, и через которые одна из резьбовых крепежных деталей 36, 38 может быть вставлена и зафиксирована для прикрепления стыковочного участка верхнего и нижнего трубчатых опорных лонжеронов 18, 20 к алюминиевой кузовной панели 14. Предпочтительно также, чтобы угол среза 34 составлял приблизительно 45 градусов. Кроме того, как указано ниже, после нанесения покрытия и до штамповки получают заготовки конкретных форм, в результате чего на концах верхнего и нижнего трубчатых опорных лонжеронов 18, 20 на косом срезе 34 остаются оголенные незащищенные кромки 42, 44.
Оголенные незащищенные кромки 42, 44 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 показаны на Фиг. 1-2 непосредственно примыкающими к алюминиевой кузовной панели 14 кабины 24. Как описано выше, определено, что в данном соединении находится наиболее вероятное место появления контактной коррозии, в частности из-за того, что оголенные незащищенные кромки 42, 44 непосредственно примыкают к алюминиевой кузовной панели 14b. Соприкосновение компонентов из алюминия и стали может привести к появлению электрохимической коррозии, что с течением времени отрицательно отразится на прочности и целостности компонентов и может привести к разрушению соединения. То есть, контактная коррозия может возникать в том случае, когда существует большая разность термодинамических потенциалов между двумя металлами, например, между алюминием и сталью.
Одним из решений этой проблемы является нанесение покрытия на стальной компонент для уменьшения движущей силы гидродинамических процессов при контакте двух разнородных металлов. Например, на стальной компонент может быть нанесено покрытие методом алитирования, оцинковки горячим погружением или цинкования электролитическим способом. Алюминиевые и цинковые покрытия обеспечивают эффективную защиту поверхности стали и уменьшают гальваническую разность потенциалов, поскольку по сравнению со сталью алюминиевые и цинковые покрытия ближе по термодинамическому потенциалу к алюминию. Однако нанесение данных покрытий выполняется на прокатном стане и защищает верхнюю и нижнюю поверхности стали. После разрезания частей для получения конкретных форм, т.е. получения заготовок, перед гидравлической вытяжкой оголенные кромки заготовки могут оказаться не защищенными указанными покрытиями. Кроме того, даже после процесса гидравлической вытяжки верхний и нижний трубчатые опорные лонжероны 18, 20 часто должны быть снова разрезаны или подрезаны для получения необходимой формы дальних концов 30, 32 лонжеронов 18, 20. Вследствие этого, когда верхний и нижний трубчатые опорные лонжероны 18, 20 установлены на предназначенное для них место и прикреплены, например, к алюминиевой конструкции 12 кабины, где они могут быть подвержены внешним воздействиям, не содержащие покрытия оголенные незащищенные кромки 42, 44 дальних концов 30, 32 верхнего и нижнего стальных трубчатых опорных лонжеронов 18, 20 будут уязвимы к воздействию электролитической реакции соли и воды, когда капиллярное натяжение воды приводит созданию мостика влаги, который успешно замыкает электрическую цепь между оголенной стальной кромкой 42, 44 и примыкающей алюминиевой панелью.
К другим решениям можно отнести применение клеящих материалов, герметиков, замазок и воска для изоляции оголенных стальных кромок 42, 44 и предотвращения образования водяного мостика к алюминию. Однако данные решения скорее увеличивают затраты и количество рабочих этапов и имеют ограниченный успех в решении проблемы.
На Фиг. 5-9 показано соединение 70 для кузова 12 автомобильного транспортного средства, включающее в себя первый конструктивный элемент, изготовленный из алюминия, который прикреплен ко второму конструктивному элементу, изготовленному из стали, в соответствии с настоящим изобретением. В частности, представлено соединение 70 между кабиной 24 и верхним и нижним трубчатыми опорными лонжеронами 18, 20, изготовленными гидравлической вытяжкой. Предпочтительно, чтобы соединение 70 было расположено на по существу плоском участке 50 алюминиевой кузовной панели 14b без покрытий с предпочтительной номинальной толщиной 2,2 мм. Верхний и нижний трубчатые опорные лонжероны 18, 20 предпочтительно изготавливают из высокопрочной низколегированной стали марки 350 номинальной толщиной 1,5 мм и наносят покрытие алюминированным порошком A3. Каждый (верхний и нижний) трубчатый опорный лонжерон 18, 20 также предпочтительно имеет стыковочный участок 52, 54, который прилегает практически вплотную к плоскому участку 50 не содержащей покрытия алюминиевой кузовной панели 14b кабины 24, когда верхний и нижний трубчатые опорные лонжероны 18, 20 прикреплены к алюминиевой кузовной панели 14b, и наклонный участок 56, 58, который отогнут наружу от внутренней стенки 60 алюминиевой кузовной панели 14b кабины 24 рядом с дальним концом 30, 32 верхнего и нижнего трубчатого опорного лонжерона 18, 20. Предпочтительно, чтобы концевая часть 62 находилась на наклонном участке 56, 58 для расположения оголенной кромки 42, 44 параллельно алюминиевой кузовной панели 14b. Предпочтительно, чтобы концевая часть 62 была имела начальный изгиб, как лучше всего показано на Фиг. 8 и 9.
Вышеупомянутые условия образования коррозии могут быть предотвращены с помощью создания наклонного участка 56, 58, концевая часть 62, 64 которого оканчивается оголенной кромкой 42, 44 на дальнем конце 30, 32 каждого (верхнего и нижнего) трубчатых опорных лонжеронов 18, 20, на котором расположена оголенная кромка 42, 44. Оголенная кромка 42, 44 таким образом отдалена от примыкающей алюминиевой панели 14b с образованием зазора G между примыкающей алюминиевой панелью 14b и оголенной кромкой 42, 44 для предотвращения коррозии оголенной кромки 42, 44 без применения клеящих материалов и герметиков, как показано на Фиг. 5-9.
Предпочтительно, чтобы начальный изгиб наклонного участка 56, 58 начинался приблизительно на расстоянии 5 мм от оголенной кромки 42, 44, чтобы ширина зазора между примыкающей алюминиевой панелью 14b и оголенной кромкой 42, 44 на дальнем конце 30, 32 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 составляла не менее 3 мм от алюминиевой панели 14 кузова, а наклонный участок 56, 58 проходил наружу от алюминиевой панели 14b кузова под углом не менее 30 градусов. Установлено, что расстояние, равное 3 мм, между оголенной кромкой 42, 44 на дальнем конце 30, 32 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 и алюминиевой кузовной панелью 14b позволяет предотвратить просачивание воды из-за капиллярного эффекта и поверхностного натяжения. Таким образом, предотвращается накопление воды в соединении 70. При отсутствии воды в соединении 70, особенно в соединении между такими разнородными металлами, как алюминий и сталь, вероятность образования коррозии минимальна. Предпочтительно, чтобы наклонный участок 56, 58 и его концевая часть 62, 64 были сформированы в процессе гидравлической вытяжки, чтобы на покрытии, нанесенном алитированием, рядом с оголенной кромкой 42, 44 не появились царапин, расслоений или других повреждений. Такая формовка в процессе гидравлической вытяжки также позволяет легко подравнивать оголенные кромки 42, 42 на дальнем конце 30, 32 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 до окончательно необходимой формы.
На практике создание соединения 70 для кузова автомобильного транспортного средства, описанного в настоящем изобретении, включает в себя этапы изготовления кузовной панели 14b из алюминия и изготовления верхнего и нижнего трубчатых опорных лонжеронов 18, 20 из стали, имеющих стыковочные участки 52, 54 и наклонные участки 56, 58. Наклонный участок предпочтительно имеет концевую часть 62, 64, оканчивающуюся оголенной кромкой 42, 44 на верхнем и нижнем трубчатых опорных лонжеронах 18, 20, на которых расположена оголенная кромка 42, 44. После изготовления алюминиевая кузовная панель 14 и верхний и нижний трубчатые опорные лонжероны 18, 20 могут быть соединены друг с другом, при этом стыковочный участок 52, 54 верхнего и нижнего трубчатых опорных лонжеронов 18, 20 располагают впритык к алюминиевой кузовной панели 14b, когда верхний и нижний трубчатые опорные лонжероны 18, 20 прикреплены к алюминиевой кузовной панели 14b, а оголенная кромка 42, 44 расположена на отдалении от алюминиевой кузовной панели 14b с образованием зазора G между примыкающей алюминиевой панелью 14b и оголенной кромкой 42, 44 для предотвращения коррозии оголенной кромки 42, 44 без применения клеящих материалов и герметиков.
Использование соединения, соответствующего настоящему изобретению, позволяет исключить затраты на дополнительные герметики, которые в противном случае пришлось бы использовать для предотвращения гальванического воздействия. Кроме того, применение герметиков, клеящих материалов, замазок или вспомогательных заглушек-насадок не требуется. Также отсутствует риск случайного неиспользования герметиков или замазок во время сборки и последующего образования коррозии. Кроме того, дополнительные изгибы стальной конструкции увеличивают ее прочность. Наконец, исключение необходимости использования герметиков позволяет снизить затраты на рабочую силу во время процесса сборки.
Следует понимать, что в описанную выше конструкцию могут быть внесены различные вариации и модификации без отступления от сущности настоящего изобретения, которая определена следующей формулой изобретения, если явно не указано иное.
Реферат
Группа изобретений относится к области транспортного машиностроения. По первому варианту, соединение для кузова автомобильного транспортного средства содержит первый и второй конструктивные элементы. Второй конструктивный элемент имеет стыковочный участок, прилегающий вплотную к первому конструктивному элементу, и наклонный участок, оканчивающийся оголенной незащищенной кромкой, которая расположена на расстоянии от первого конструктивного элемента с образованием зазора. По второму варианту, соединение для кузова автомобильного транспортного средства содержит алюминиевый элемент, прикрепленный к изготовленному гидроформованием стальному элементу. Способ формирования соединения для автомобильного транспортного средства заключается в том, что изготавливают первый конструктивный элемент из алюминиевого материала, изготавливают второй конструктивный элемент из стального материала и прикрепляют второй конструктивный элемент к первому конструктивному элементу. Достигается снижение коррозии соединения за счет образования зазора между элементами соединения. 3 н. и 17 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Узловой соединитель для закрепления монтажных шин
Комментарии