Винт с профилеобразующей резьбой - RU2340802C2
Код документа: RU2340802C2
Чертежи











Описание
Настоящее изобретение относится к винту с признаками ограничительной части пункта 1 формулы изобретения.
Подобный винт описан в документе DE 3335092 А1. Он весьма хорошо зарекомендовал себя на практике, потому что высокий момент ослабления реализуется при малом моменте вворачивания. В этом известном винте внешняя резьбовая кромка проходит, по меньшей мере, в частичной области винта в радиальном направлении с заданной амплитудой, волнообразно между гребнями волны с высотой резьбы и впадинами волны с высотой, уменьшенной на амплитуду волны. При этом резьба, по меньшей мере, в области одной из ее боковых сторон в зоне впадин волны резьбовой кромки, имеет выгибы, прерывающие поверхность боковой стороны, внешней границей которых является резьбовая кромка. В зонах гребней волны резьбовой кромки, которые не прерываются выгибами, образован заданный первый угол профиля между боковыми сторонами, проходящими прямолинейно между лежащим на цилиндрическом стержне основанием (перпендикуляра) резьбы и резьбовой кромкой, в то время как в самых глубоких зонах впадин волны получается второй, больший угол профиля. Резьба проходит до конца участка конического конца винта, причем она, начиная от конического конца винта, по меньшей мере, на протяжении первого примыкающего к нему шага резьбы выполнена с выгибами и волнообразной резьбовой кромкой. За счет этого конический конец винта действует по типу рассверливающего инструмента, причем формирование резьбы выполняется непосредственно на остром конце винта, так что обеспечивается надежное центрирование и врезание в деталь непосредственно при приставлении винта. В этом известном винте выгибы сформированы симметрично относительно осевой линии волнообразной резьбовой кромки как симметричные параболоиды.
В документе ЕР 0394719 В1 описан подобный винт с профилеобразующей резьбой, в котором, однако, выгибы на боковых сторонах выполнены асимметрично таким образом, что их передние в направлении вворачивания поверхности боковых сторон проходят более круто, чем задние в направлении вворачивания поверхности боковых сторон. За счет этого достигается дальнейшее уменьшение момента вворачивания при одновременном увеличении момента ослабления. При вворачивании сопротивление задних в направлении вворачивания частей параболы за счет более плоского выполнения меньше, в то время как ослабление винта, ввиду более крутого расположения находящихся впереди по направлению вворачивания поверхностей параболы, затрудняется.
В полезной модели DE 8409108 U описан винт со сплошным постоянным профилем резьбы с боковыми поверхностями с двумя радиально соседними участками, которые в радиальном направлении проходят соответственно прямолинейно. При этом в радиально внутренней, близкой к сердечнику винта области имеется более крутой угол подъема боковой стороны, чем в радиально внешней, удаленной от сердечника винта области резьбы. Эта специальная резьба названа в документе как «распределенная резьба» (geteiltes Gewinde).
В документе ЕР 0893611 А1 описан анкер для кирпичной кладки в форме самонарезного винта, который тоже имеет резьбу со сплошным постоянным профилем. Далее, резьба образована с двумя боковыми сторонами, которые в радиальном направлении радиально изогнуты по всему профилю резьбы.
В основе настоящего изобретения лежит задача усовершенствовать винт вышеописанного типа таким образом, чтобы момент вворачивания был снижен еще в большей степени. При этом винт с оптимизированными свойствами должен универсальным образом проектироваться для вворачивания в различные материалы, или специально, с одной стороны, для вворачивания в более мягкие материалы, такие как дерево и т.п., в частности, без надсверливания и, тем самым, с самопробиванием, или с другой стороны, для вворачивания в более жесткие материалы, например, пластики и металлы, в частности, в отверстие под резьбу.
В соответствии с изобретением это достигается согласно пункту 1 формулы изобретения.
Предпочтительные примеры выполнения изобретения охарактеризованы в зависимых пунктах формулы изобретения. В соответствии с изобретением, таким образом, первый угол профиля в не прерываемых выгибами областях вершин волн - по сравнению с уровнем техники - меньше, откуда следует более тонкий профиль резьбы, что благоприятно влияет на момент врезания при вворачивании, за счет того, что резьба более легко образует в соответствующем материале ответную резьбу за счет вытеснения материала, то есть, по существу, без стружкообразования. За счет соответствующего изобретению профиля резьбы, несмотря на его малую толщину, обеспечивается хорошая механическая прочность, поскольку основание резьбы выполнено с относительно большой шириной.
В предпочтительном варианте осуществления изобретения и в зоне впадин волны может быть образован более узкий, второй угол профиля. При этом угловая разность между первым и вторым углом профиля должна быть как можно меньше или даже равняться нулю, то есть и второй угол профиля в зоне впадин волны и выгибов должен быть как можно меньше, чтобы за счет тонкой формы профиля поддерживать момент врезания малым. Предпочтительным здесь является непрерывный, практически без образования кромки, переход между боковыми сторонами резьбы и выгибами.
Дополнительно к этому предусматривается, что величина амплитуды волнообразной резьбовой кромки варьируется в зависимости от различных целей применения. При применении для ввинчивания в более мягкие материалы, такие как дерево или другие волокнистые материалы и композиционные материалы, амплитуда волнообразной резьбовой кромки составляет примерно от 0,2 до 0,4 от высоты резьбы. Чем мягче или податливее материал, тем больше может быть амплитуда (и наоборот). При применении для ввинчивания в более твердые материалы, в частности, в пластики или металлы, предусмотрено, что амплитуда резьбовой кромки составляет примерно от 0,05 до 0,15 от высоты резьбы. Чем более жестким и прочным является материал, тем меньше должна быть амплитуда (и наоборот). Кроме того, для применения в качестве «универсального винта», амплитуда может составлять примерно от 0,1 до 0,3 от высоты резьбы.
Другой предпочтительный признак касается радиально измеряемой глубины выгибов. При применении для ввинчивания в более мягкие материалы, эта глубина определяется умножением высоты резьбы на коэффициент, больший или равный 0,8. Этот коэффициент предпочтительно должен составлять примерно 0,8, но также может доходить до 1,0. Для более жестких материалов радиальная глубина выгибов составляет предпочтительно примерно от 0,2 до 0,3 от высоты резьбы. Для универсального применения глубина может составлять также примерно от 0,3 до 0,8 от высоты резьбы.
Дополнительное влияние на свойства винта имеет также число гребней волны и впадин волны, приходящееся на шаг резьбы, то есть расстояние, определяемое вписанным углом, или угловой шаг гребней волны. При применении для ввинчивания в более мягкие материалы, угловой шаг должен находиться в диапазоне от 30° до 45°, откуда получается число n гребней волны или впадин волны на шаг резьбы (360°), равное от 8 до 12. При применении для ввинчивания в более твердые материалы, угловой шаг должен находиться в диапазоне от 15° до 24°, откуда получается число n гребней волны или впадин волны, равное от 15 до 24. Для варианта выполнения в качестве «универсального винта» угловой шаг должен находиться в диапазоне от 20° до 35° (n равно от 10 до 18).
В частности, во взаимосвязи с одним или более рассмотренными признаками, предпочтительным является, если конкретно выполненная как однозаходная резьба имеет шаг, который составляет примерно 0,5 от внешнего диаметра резьбы (номинального диаметра винта). За счет этого достигается увеличенная подача для более быстрого завинчивания. Однако по-прежнему обеспечивается высокий момент ослабления для надежной предварительной затяжки винтового соединения.
Изобретение поясняется ниже более подробно со ссылками на ряд примеров осуществления, иллюстрируемых на чертежах, на которых показано следующее (на фиг.1-5 показан винт согласно уровню техники, и лишь на фиг.6-15 показаны варианты выполнения изобретения):
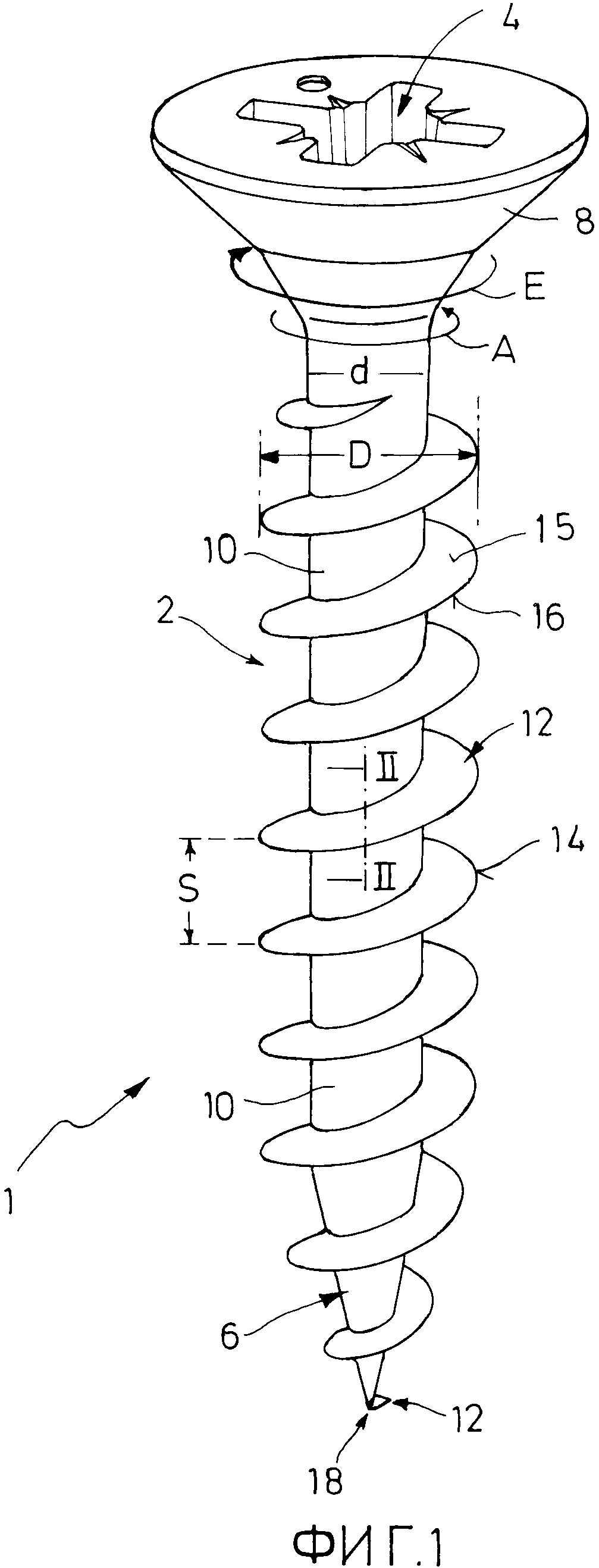
Фиг.1 - сильно увеличенный вид сбоку, слегка в перспективе, винта согласно уровню техники в первой форме выполнения;
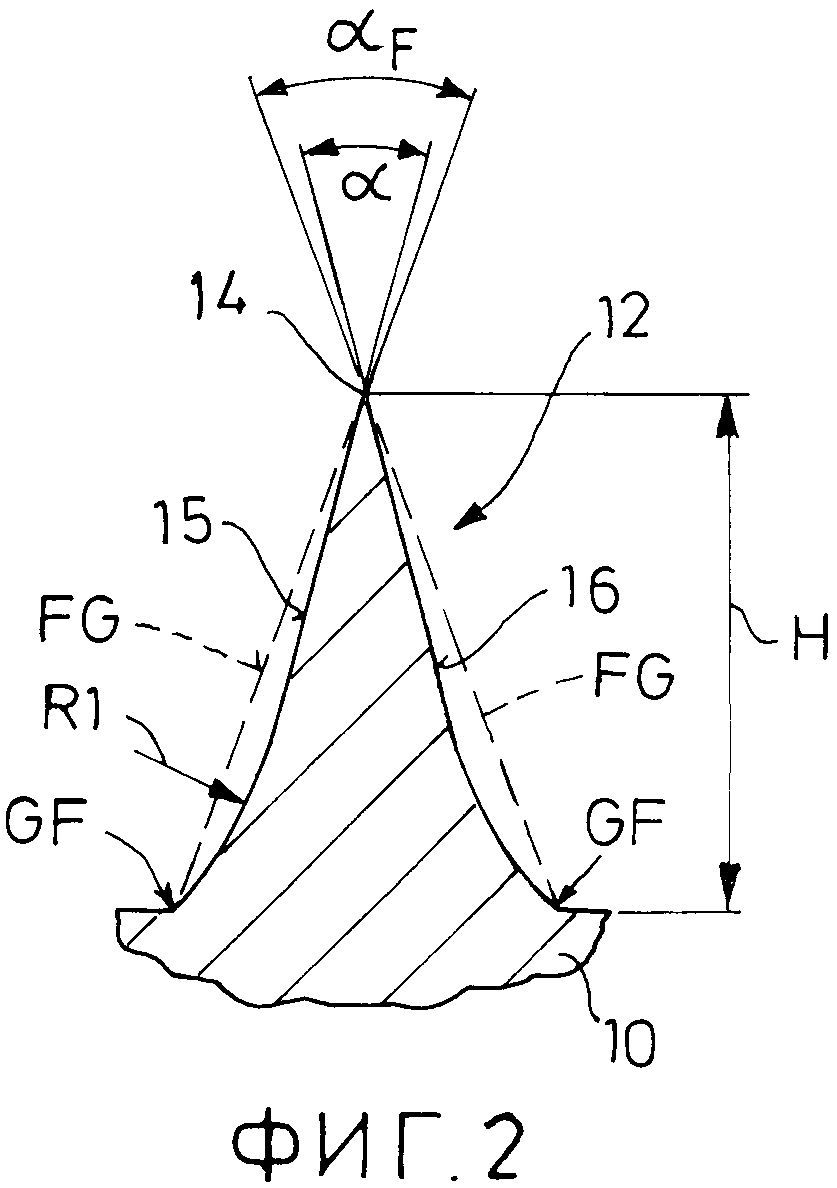
Фиг.2 - также увеличенный вид профиля резьбы в радиальной плоскости сечения II-II, согласно фиг.1;
Фиг.3-схематичное пространственное представление фрагмента резьбы в варианте выполнения по фиг.2;
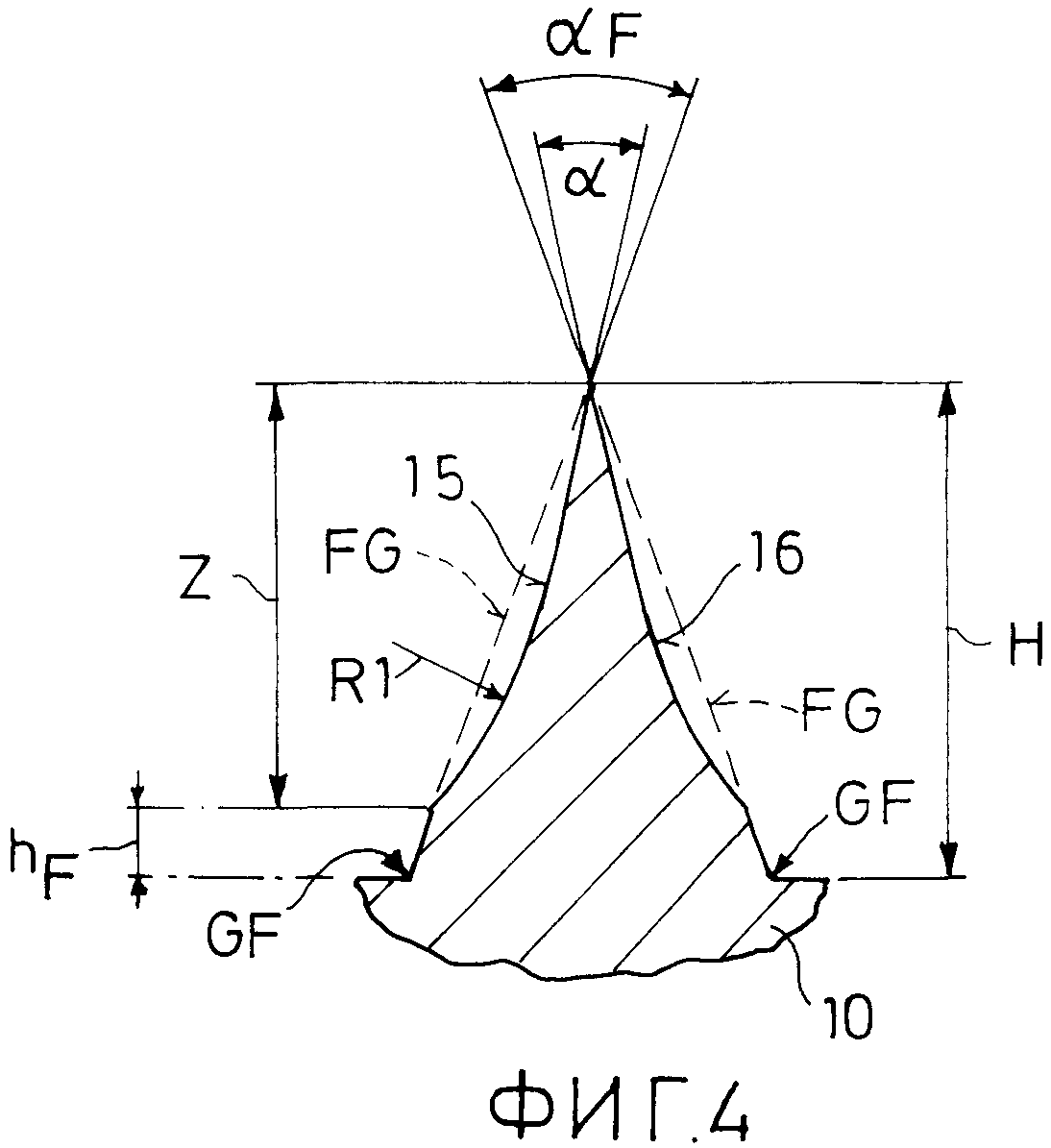
Фиг.4 - вид профиля, аналогичный фиг.2, в возможном варианте выполнения;
Фиг.5 - вид, как на фиг.3, для варианта выполнения по фиг.4;
Фиг.6 - сильно увеличенный вид сбоку, слегка в перспективе, соответствующего изобретению винта в предпочтительном варианте выполнения;
Фиг.7 - дополнительно увеличенный вид сечения в плоскости VII-VII, согласно фиг.6, в приведенной для примера форме выполнения, в частности, для применения в случае мягких материалов;
Фиг.8 - увеличенный вид профиля резьбы, то есть поперечное сечение резьбы в зоне впадины волны в плоскости VII-VII, согласно фиг.7;
Фиг.9 - представление резьбы, аналогичное фиг.3 или 5, подобно форме выполнения согласно фиг.8;
Фиг.10 - представление, аналогичное фиг.8, в альтернативном варианте выполнения;
Фиг.11 - представление резьбы, как на фиг.9, для варианта выполнения согласно фиг.10;
Фиг.12 - представление, аналогичное фиг.7, в другом варианте выполнения, в частности для мягких материалов;
Фиг.13 - другой вариант выполнения, также предпочтительный для мягких материалов, в представлении, аналогичном фиг.7 или 12, однако с асимметричными выгибами;
Фиг.14 - вариант выполнения, в частности, разработанный для применения в случае твердых материалов, в представлении, аналогичном, в числе прочего, фиг.7 с симметричными выгибами; и
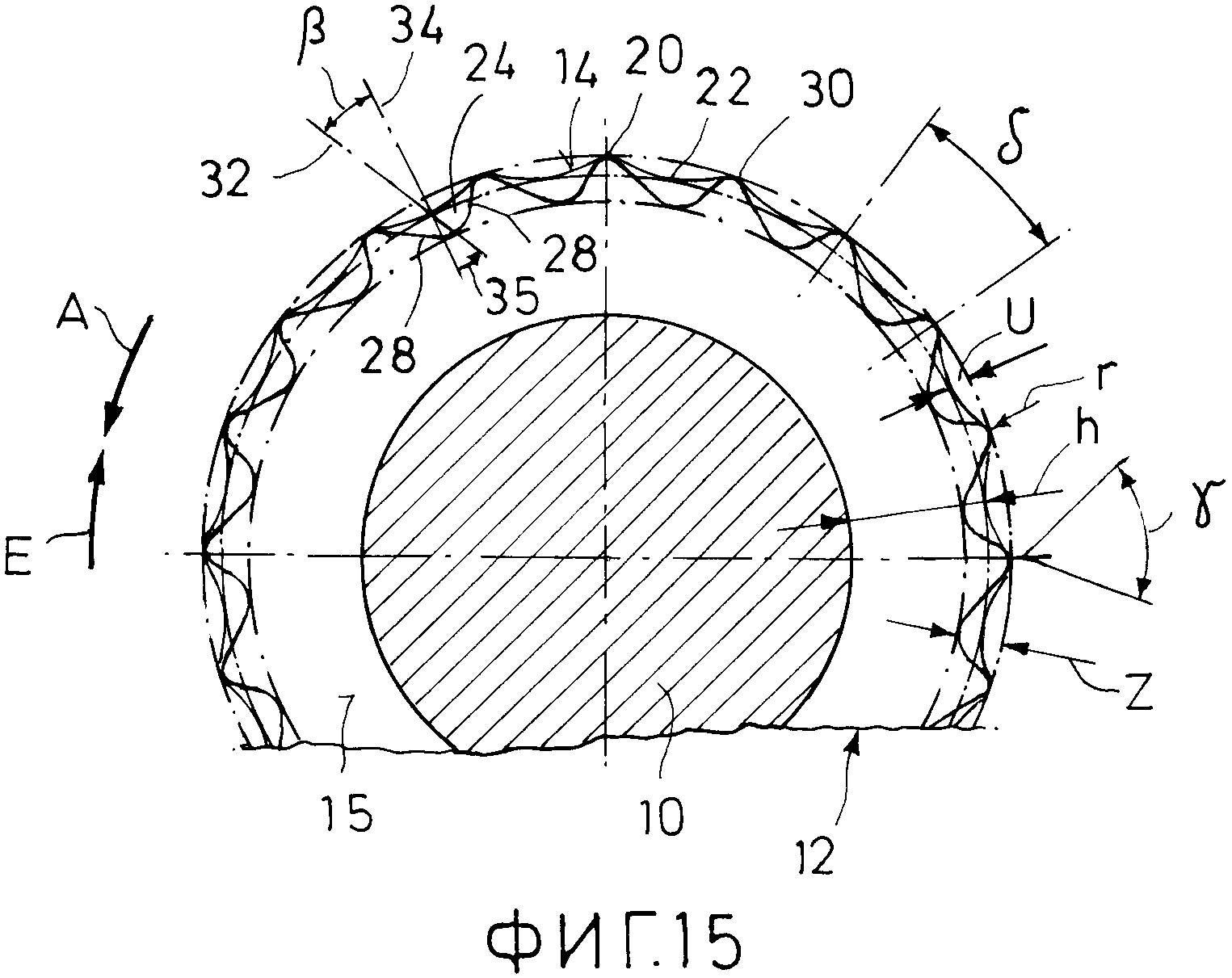
Фиг.15 - вариант выполнения, аналогичный показанному на фиг.14, но с асимметричными выгибами.
На различных чертежах одинаковые элементы обозначены одними и теми же ссылочными позициями и поэтому, как правило, описываются только однократно.
Как прежде всего следует из фиг.1 и 6, соответствующий изобретению винт 1 состоит из резьбового стержня с односторонним элементом 4 приложения усилия для передачи вращающего момента и противоположно расположенным коническими концом 6 винта. В показанном примере элемент 4 приложения усилия имеет форму углубления в качестве внутреннего элемента, здесь, исключительно для примера, крестообразный шлиц, в головке 8 винта, выполненный в виде потайной головки. Резьбовой стержень 2 состоит из, предпочтительно цилиндрического стержня 10 с диаметром d цилиндрического стержня (см. также фиг.7) и собственно профилеобразующей, в частности, однозаходной резьбы 12 с внешним диаметром резьбы (номинальным диаметром винта) D (фиг.1, 6 и 7), причем эта резьба 12 выполнена как (только один) рельеф, проходящий по винтовой линии, по меньшей мере, по части цилиндрического стержня 10 и коническому концу 6 винта, причем упомянутый рельеф ограничен двумя сходящимися во внешней резьбовой кромке 14 боковыми сторонами 15, 16. Резьба 12 проходит при этом до передней острой вершины 18 конического конца 6 винта. В показанном примере она проходит по всему цилиндрическому стержню 10 почти до головки 8 винта (так называемая полная резьба). Винт 1 может также быть выполнен с неполной резьбой, то есть со свободным от резьбы участком цилиндрического стержня, примыкающим к головке 8 винта. Обычно резьба 12 выполняется как правая резьба, так что направление ввинчивания (стрелка Е) соответствует направлению по часовой стрелке. Противоположное направление вывинчивания показано стрелкой А. В области конического конца 6 стержень 10 сужается примерно конически от диаметра d стержня до острой вершины 18.
Как, в частности, видно на фиг.2-5, резьба 12 имеет высоту Н, измеряемую радиально от цилиндрического стержня 10 до резьбовой кромки 14. Кроме того, резьба 12 имеет, при наблюдении в профиль (см., в частности, фиг.2 и 4), на резьбовой кромке заданный угол α профиля, образованный между примыкающими боковыми сторонами 15, 16.
В соответствии с изобретением, при этом предусмотрено, что, по меньшей мере, одна из обеих боковых сторон 15, 16 резьбы, в зоне между цилиндрическим стержнем 10 и резьбовой кромкой 14, в профиле или в радиальном сечении, выполнена вогнутой таким образом, что в зоне резьбовой кромки 14 угол α рельефа, образованный примыкающими боковыми сторонами 15, 16, в любом случае меньше, чем так называемый угол αF боковых сторон, который образован между мнимыми прямыми FG боковых сторон, проходящими, соответственно, через основание GF резьбы и резьбовую кромку 14.
В предпочтительных вариантах осуществления обе боковые стороны 15 и 16 выполнены, соответственно, вогнутыми, а именно, предпочтительным образом, одинаково, то есть симметрично относительно осевой плоскости профиля.
В форме выполнения согласно фиг.2 и 3 каждая боковая сторона 15, 16 проходит, исходя от цилиндрического стержня 10 или основания GF резьбы, по меньшей мере, на части радиальной высоты Н с вогнутым изгибом. Это наглядно показано на фиг.2 с помощью радиуса кривизны R1, причем вместо формы дуги окружности возможна также любая другая, например, параболическая изогнутая форма. В соответствии с изобретением, понятие «вогнутая» включает в себя любые криволинейные формы, то есть, наряду с криволинейными формами с постоянной кривизной, также криволинейные формы с непостоянной кривизной, которые состоят из изогнутых и/или прямолинейных участков, которые, соответственно, под тупым углом переходят друг в друга. Существенным является только то, что за счет этого угол α уменьшен по отношению к углу αF боковых сторон.
В варианте выполнения по фиг.4 и 5 каждая боковая сторона 15, 16 проходит от цилиндрического стержня 10 или основания GF резьбы, сначала соответственно мнимой прямой FG боковой стороны прямолинейно, и только от определенной высоты hF боковой стороны становится вогнутой. Вогнутый отрезок каждой боковой стороны 15, 16 проходит затем на оставшуюся часть высоты Z (Z=H-hF).
В обоих вариантах выполнения боковые стороны 15, 16 в примыкающей к резьбовой кромке 14 внешней частичной области, если смотреть в профиль, могут проходить, по существу, прямолинейно.
Предпочтительным образом, угол α рельефа, уменьшенный по отношению к углу αF боковых сторон, находится в пределах от 25° до максимум 35°.
Как следует из фиг.6-15, в предпочтительной форме выполнения изобретения внешняя резьбовая кромка 14 проходит, по меньшей мере, в частичной области резьбы 12, в радиальном направлении с заданной амплитудой U волнообразно между гребнями 20 волны и впадинами 22 волны. В зоне гребней 20 волны резьба 12 имеет высоту Н, измеренную радиально между цилиндрическим стержнем 10 и резьбовой кромкой 14. Эта высота Н в зоне впадин 22 волны уменьшена на амплитуду U до высоты h. Отсюда следует: U=Н-h. Резьба 12 имеет, по меньшей мере, в области одной из боковых сторон 15, 16, а именно, в частности, по меньшей мере, в области боковой стороны 16, обращенной к коническому концу 6 или вершине 18 винта, в зоне впадин 22 волны резьбовой кромки 14, выгибы 24, которые прерывают поверхность соответствующей боковой стороны 15, 16, и внешнее радиальное ограничение которых представляет собой резьбовую кромку 14. Эти выгибы 24 имеют поверхности, которые проходят, в частности, вогнуто в радиальном направлении (см. фиг.8 и 10), а также проходят изогнутыми вогнуто в окружном направлении или в направлении вворачивания винта. В частности, из фиг.8-11 можно видеть, что винт 12 в не прерываемых выгибами 24 зонах гребней 20 волны резьбовой кромки 14 имеет, соответственно, заданный, образованный между проходящими вогнуто в радиальном направлении боковыми сторонами 15, 16 первый угол α профиля, и в самых глубоких зонах впадин 22 волны резьбовой кромки 14 в зоне выгибов 24 второй угол α′ профиля.
В случае не показанного на чертежах варианта выполнения поверхности выгибов 24, если смотреть в радиальном направлении, могут проходить, по существу, прямолинейно. Отсюда следовало бы, что второй угол α′ профиля в любом случае больше, чем первый угол α профиля; тогда второй угол α′ профиля должен был бы составлять от 30° до максимум 58°, но в целях обеспечения меньшего момента врезания должен быть как можно меньшим.
Однако в случае показанных предпочтительных форм выполнения, поверхности выгибов 24 в радиальном направлении, соответственно, по меньшей мере, на части их радиальной протяженности, являются вогнутыми, что показано на фиг.8 и 10 для примера посредством радиуса кривизны R2. Но и в данном случае речь не должна идти о кривизне по дуге окружности, а возможны любые, например, параболические или состоящие из нескольких прямолинейных отрезков криволинейные формы. Этот вариант выполнения имеет преимущество, состоящее в том, что во впадине 22 волны на резьбовой кромке 14 эффективно образующийся между проведенными касательными второй угол α′ профиля, за счет подходящей формы кривизны, может быть еще заметно уменьшен. Согласно фиг.8 и 10, углы α и α′ примерно равны; они оба могут соответствовать, например, порядку величины предпочтительно от 25° до 35°.
Другим важным аспектом является величина амплитуды U волнообразной резьбовой кромки 14. Для выполнения винта 1 в расчете на применение для ввинчивания в мягкие материалы, такие как дерево и т.п., амплитуда U должна составлять примерно 0,2-0,4 высоты Н резьбы. Математически это может быть выражено посредством соотношения U=Y·H, где Y равно от 0,2 до 0,4. Это иллюстрируется на примерах выполнения, представленных на фиг.7, 12 и 13.
В противоположность этому, амплитуда U для случаев применения винта 1 для ввинчивания в более жесткие и прочные материалы, в частности, пластики или металлы, составляет примерно 0,05-0,15 высоты Н, то есть в указанном соотношении U=Y·H, Y равно 0,05-0,15. Этот вариант иллюстрируется примерами выполнения, показанными на фиг.14 и 15.
В не показанном на чертежах примере выполнения винта 1 для универсального применения в случае материалов различных типов амплитуда U резьбовой кромки 14 может составлять 0,1-0,3 высоты Н винта.
Как следует из чертежей, в частности, фиг.7, 8 и 10, выгибы 24 имеют глубину Z, измеряемую от диаметра D резьбы, определяемого гребнями 20 волны резьбовой кромки 14, в радиальном направлении внутрь, которая в любом случае, по меньшей мере, незначительно меньше, чем высота Н резьбы 12. Тем самым резьба 12 имеет в области ее основания резьбы не прерываемые до определенной высоты H-Z боковые стороны 15, 16.
Согласно другому аспекту изобретения, эта глубина Z выгибов 24 также рассчитывается с учетом области применения винта 1. Для более мягких материалов глубина Z выгибов 24 должна составлять, по меньшей мере, 0,8 высоты Н резьбы; справедливо равенство: Z=Х·Н, при Х≥0,8. При этом Z также может проходить противоположно Н, см. варианты выполнения по фиг.12 и 13.
В вариантах выполнения для более твердых материалов (см. фиг.14 и 15), в указанном соотношении Z=Х·Н коэффициент X составляет примерно от 0,2 до 0,3.
Для универсального применения для различных материалов радиальная глубина Z выгибов 24 может составлять примерно 0,3-0,8 высоты Н резьбы.
Еще один важный аспект относится к числу гребней 20 волны или впадин 22 волны на шаг резьбы в 360°. Гребни 20 волны (и, соответственно, впадины 22 волны) в окружном направлении разнесены друг от друга на угловой шаг δ. При этом в соответствии с изобретением предусмотрено, что в случае применения для мягких материалов угловой шаг δ находится в диапазоне от 30° до 45°. В соответствии с соотношением n=360°/δ получается, что число n гребней волны или впадин волны равно от 8 до 12 для применения с мягкими материалами. Для выполнения винта 1 в расчете на применение с более твердыми материалами угловой шаг δ находится в диапазоне от 15° до 24°, так что число n гребней 20 волны или впадин 22 волны на шаг резьбы равно от 15 до 24. Для универсального применения винта 1 может быть предусмотрено такое его выполнение, при котором угловой шаг δ находится в диапазоне от 20° до 35°. При этом число n гребней 20 волны или впадин 22 волны на шаг резьбы составило бы от 10 до 18.
Выгибы 24 отграничены, соответственно, граничной линией 26 от примыкающей поверхности соответствующей боковой стороны 15, 16. При этом граничная линия 26 имеет, по существу, форму параболы с боковыми, примерно V-образными граничными участками 28. За счет этого контура в зоне гребней 20 волны, соответственно, между двумя смежными выгибами 24, образован резьбовой участок 30 с полными боковыми сторонами 15, 16. Лежащие по обе стороны от каждого такого полного резьбового участка 30 граничные участки 28 смежных выгибов 24 образуют при этом угол γ, который должен находиться в диапазоне от 30° до 90°, причем граничные участки 28 в зоне гребня 20 волны через округление с радиусом r=(0,1 до 0,3)·Н переходят друг в друга.
В вариантах выполнения согласно фиг 7, 12, 14 выгибы 24 выполнены, соответственно, симметричными таким образом, что их боковые граничные участки 28 в направлении Е ввинчивания и в направлении А вывинчивания, соответственно, проходят под одинаковым углом к радиальной оси 31 выгиба 24.
В противоположность этому, в вариантах выполнения по фиг.13 и 15 предусмотрено, что каждый выгиб выполнен асимметричным таким образом, что в направлении Е ввинчивания передняя граничная линия 28 проходит более круто, чем задняя граничная линия 28, причем ось 32 выгиба 24 смещена к радиальной осевой линии 34 впадины 22 волны резьбовой кромки 14 на острый угол β в направлении Е ввинчивания (см. обозначенную для этого стрелку 35 на фиг.13 и 15). Угол β должен находиться в диапазоне примерно от 10° до 25°.
В предпочтительном варианте выполнения соответствующего изобретению винта 1, резьба 12, проходящая согласно фиг.6 до конца 18 участка конического конца 6 винта, начиная от конца 18 и по всему коническому концу 6 винта, а также, по меньшей мере, на первом примыкающем в области цилиндрического стержня 10 шаге резьбы выполнена с выгибами 24 и волнообразной резьбовой кромкой 14. Кроме того, предпочтительным образом, на обеих боковых сторонах 15 и 16 резьбы 12 выполнены выгибы 24, расположенные аксиально напротив друг друга. В области конического конца 6 винта в направлении к его вершине 18 расстояние между выгибами 24 или полными резьбовыми участками 30 становится последовательно все меньшим.
Как следует из фиг.1 и 6, резьба 12 предпочтительным образом выполнена как однозаходная резьба с шагом S, который, ввиду соответствующих изобретению признаков, с размером, по меньшей мере, примерно равным 0,5 диаметра D резьбы, может быть относительно большим. Кроме того, предпочтительно, если конический конец 6 винта выполнен как «рассверливающее острие». Это в известной степени, в частности, в вариантах выполнения по фиг.6-15, реализуется уже за счет описанного выполнения резьбы 12, проходящей до острой вершины 18, так как за счет этого конический конец 6 при повороте действует подобно рассверливающему инструменту. Дополнительно, стержень конического конца 6 может иметь не показанные на чертежах, например, осевые ребристые режущие элементы (фрезерные ребра).
В заключение следует отметить, что на практике могут иметь место обусловленные, в частности, условиями производства отклонения от описанных и представленных идеальных признаков вариантов выполнения. Это, в частности, относится к форме резьбовой кромки 14 и/или граничных линий 26, которая, отклоняясь от синусоидального представления, может формироваться с прямолинейными участками в зоне впадин волны и/или с нерегулярной формой. Кроме того, резьбовая кромка 14 вместо выполнения с острым, подобным лезвию ножа заострением между боковыми сторонами, также может выполняться с узкой плоскостью или с малым радиусом кривизны.
Изобретение не ограничивается представленными и описанными формами выполнения, а включает в себя все варианты выполнения, действующие подобно тому, как предусмотрено изобретением.
Реферат
Изобретение относится к крепежным элементам. Винт имеет резьбовой стержень с элементом приложения усилия для передачи вращающего момента и конический конец. Резьбовой стержень состоит из цилиндрического стержня и собственно профилеобразующей резьбы. Резьба выполнена как рельеф, проходящий по винтовой линии по цилиндрическому стержню, ограниченный двумя сходящимися во внешней резьбовой кромке боковыми сторонами, с высотой (Н), измеряемой в радиальном направлении от цилиндрического стержня до резьбовой кромки. Резьба в не прерываемых выгибами зонах гребней волны резьбовой кромки имеет, соответственно, заданный, образованный между боковыми сторонами первый угол (α) профиля, а в наиболее глубокой зоне впадин волны резьбовой кромки второй угол (α') профиля. По меньшей мере, одна из двух боковых сторон резьбы, по меньшей мере, на части области между цилиндрическим стержнем и резьбовой кромкой, при наблюдении в радиальном профиле, выполнена вогнутой таким образом, что первый угол (α) профиля меньше, чем угол (αF) боковых сторон, заключенный между мнимыми прямыми линиями (FG) боковых сторон, определенными, соответственно, основанием (GF) резьбы и резьбовой кромкой. В результате снижается момент вворачивания винта. 26 з.п. ф-лы, 15 ил.
Комментарии