Резьбоформирующий винт - RU2326273C1
Код документа: RU2326273C1
Чертежи








Описание
Изобретение относится к винту с резьбовым стержнем с участком приложения силы для передачи крутящего момента и острым концом, при этом резьбовой стержень состоит из цилиндрического стержня и самонарезающей резьбы, а резьба выполнена в виде выступа, проходящего в форме винтовой линии по цилиндрическому стержню, с измеряемой по радиусу высотой между цилиндрическим стержнем и резьбовой кромкой, и ограниченного двумя сходящимися в наружную резьбовую кромку боковыми сторонами, при этом, по меньшей мере, на одном участке резьбы в радиальном направлении наружная резьбовая кромка волнообразно с определенной амплитудой проходит между вершинами с высотой резьбы и впадинами с уменьшенной на амплитуду высотой и, по меньшей мере, в зоне одной своей боковой стороны в зоне впадин в резьбовой кромке резьба имеет углубления, прерывающие поверхность боковой стороны профиля, наружным ограничением которых является кромка резьбы, при этом в не прерванных углублениями зонах вершин волнообразной резьбовой кромки резьба имеет определенный, образованный боковыми сторонами, первый угол профиля, а в самых глубоких зонах впадин резьбовой кромки имеет соответственно второй угол профиля.
Такой винт известен из публикации DE 3335092 А1. Он очень хорошо зарекомендовал себя на практике, так как обеспечивает очень высокий момент вывинчивания при незначительном моменте завинчивания. Резьба проходит до конца острия винта, при этом она выполнена, начиная от острого конца винта, по меньшей мере, в первой примыкающей нитке, с углублениями и волнообразной резьбовой кромкой. Благодаря этому острый конец действует как своего рода развертывающий инструмент, при этом резьбообразование осуществляется непосредственно у острия винта, так что обеспечивается надежное центрирование и внедрение в изделие сразу же при установке винта. У этого известного винта углубления образованы симметрично относительно средней линии волнообразной резьбовой кромки как симметричные параболоиды.
В европейском патенте ЕР 0394719 В1 также описывается резьбоформирующий винт рассмотренного вначале типа, у которого, однако, углубления выполнены несимметричными настолько, что их передние в направлении завинчивания боковые поверхности проходят более круто, чем задние в направлении завинчивания боковые поверхности. Благодаря этому достигается дальнейшее понижение момента завинчивания при одновременном повышении момента вывинчивания. В связи с более пологим выполнением задних в направлении завинчивания параболических элементов при завинчивании сопротивление меньше и, наоборот, затруднено вывинчивание винта в связи с более крутым выполнением передних в направлении завинчивания параболических поверхностей.
Задача предлагаемого изобретения заключается в таком усовершенствовании конструкции винта рассмотренного вначале типа, которое обеспечивает дальнейшее понижение момента завинчивания при одновременном сохранении высокого момента вывинчивания. При этом винт с оптимизированными характеристиками рассчитан, с одной стороны, на завинчивание в более мягкие материалы, такие как дерево и подобные материалы, в частности без предварительного просверливания отверстия под резьбу, то есть самоперфорацией, или, с другой стороны, на завинчивание в более твердые материалы, например пластмассы и металлы, в частности в просверленное отверстие под резьбу.
Согласно изобретению по п.1 формулы это достигается тем, что первый угол профиля между боковыми сторонами в непрерывных зонах вершин лежит в пределах примерно от 30 до 35°, а второй угол профиля в зоне углублений и впадин составляет от 30 до максимально 58°. Таким образом, согласно изобретению эти углы профиля, если сравнивать с уровнем техники, меньше и соответственно профиль резьбы более пологий, что положительно сказывается на моменте резьбообразования при завинчивании, так как вытеснением материала, то есть, по существу, без образования стружки, резьба легче создает ответную резьбу в соответствующем материале. При этом разность между первым и вторым углами профиля должна быть как можно меньше или даже нулевой, то есть также и второй угол профиля в зоне впадин и углублений должен быть как можно меньше, чтобы за счет пологой формы профиля удерживать низким момент резьбообразования. Преимуществом здесь является также постоянный, практически без кромки, переход между боковыми сторонами резьбы и углублениями.
Дополнительно, или как альтернатива предыдущему, предусмотрено также другое решение согласно изобретению, заключающееся в том, чтобы варьировать величину амплитуды волнообразной резьбовой кромки в зависимости от различного целевого использования винта.
Согласно пункту 3 формулы изобретения, при использовании винта для завинчивания в более мягкие материалы, такие как дерево или другие волокнистые и композитные материалы, амплитуда волнообразной резьбовой кромки составляет примерно от 0,2 до 0,4 высоты резьбы. Чем мягче или податливее материал, тем больше может быть амплитуда (и наоборот). Согласно пункту 4, при использовании винта для завинчивания в более твердые материалы, в частности в пластмассы или металлы, предусмотрено, что амплитуда резьбовой кромки составляет примерно от 0,05 до 0,15 высоты резьбы. Чем более твердый и износостойкий материал, тем меньше может быть амплитуда (и наоборот).
Другая мера согласно изобретению касается измеряемой по радиусу глубины углублений. При использовании для завинчивания в более мягкие материалы эта глубина получается из высоты резьбы, умноженной на коэффициент ≥0,8. Преимущественно этот коэффициент может составлять примерно 0,8, но может и приближаться к 1,0. Для более твердых материалов радиальная глубина углублений предпочтительно составляет примерно от 0,2 до 0,3 высоты резьбы.
Другим фактором, воздействующим на свойство винта, является число вершин и впадин на нитку резьбы, то есть расстояние между вписанными или шаговыми углами вершин. При использовании для завинчивания в более мягкие материалы шаговый угол может лежать в пределах от 30 до 45°, из чего вытекает число n от 8 до 12 вершин или впадин на нитку резьбы (360°). При использовании для более твердых материалов шаговый угол лежит в пределах от 15 до 24°, в результате число n получается от 15 до 24 вершин или впадин.
В частности, при сочетании с одним или несколькими из указанных признаков изобретения предпочтительным является, если выполненная однозаходной резьба имеет шаг, составляющий примерно 0,5 ее наружного диаметра (номинального диаметра). За счет этого достигается увеличенная подача для ускоренного завинчивания. В то же время согласно изобретению обеспечивается высокий момент вывинчивания для рассчитанного на длительное время службы предварительно напряженного резьбового соединения.
Другие предпочтительные варианты выполнения изобретения содержатся в дальнейших пунктах и в последующем описании.
Здесь следует отметить, что могут быть использованы все конструктивные варианты согласно изобретению, как каждый из них в отдельности, так и в любом возможном и соответственно разумном сочетании их между собой.
Изобретение поясняется более детально с привлечением представленных на чертеже примеров выполнения. При этом показаны:
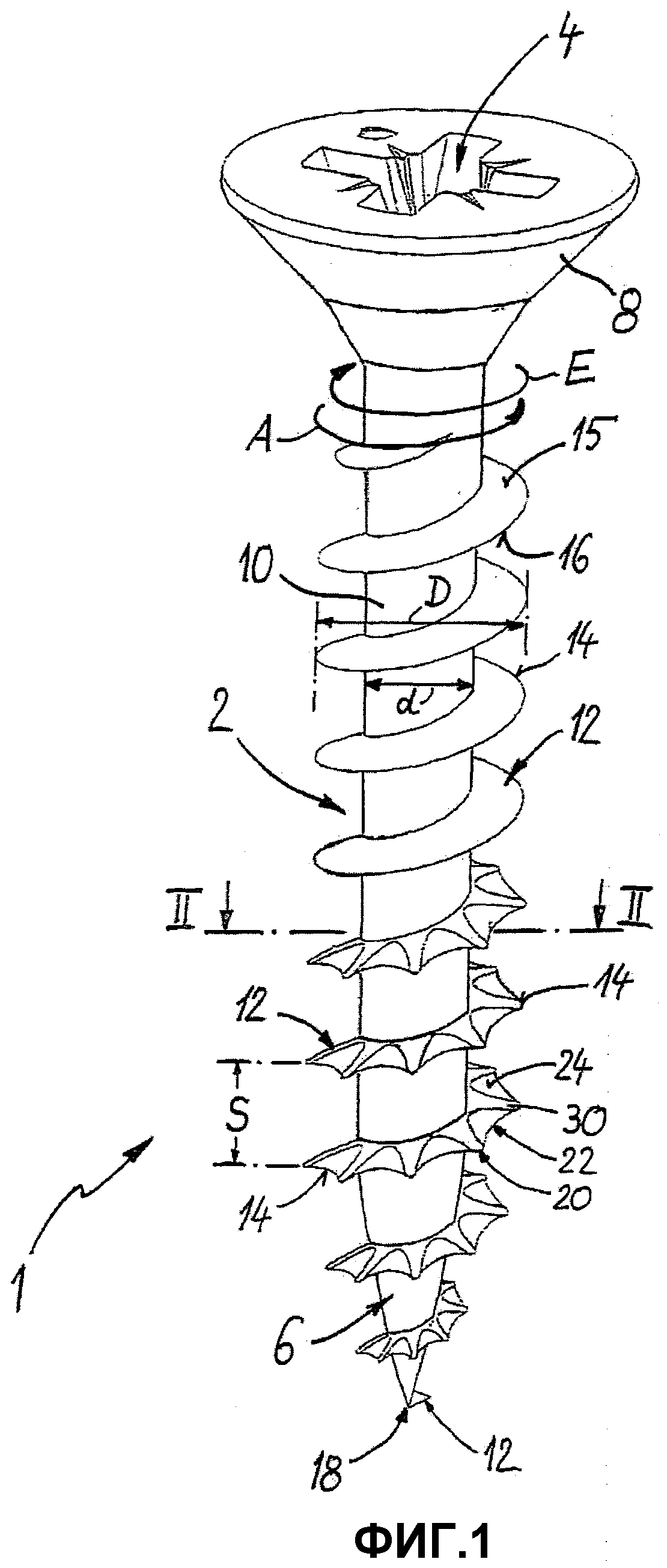
фиг.1 - вид сбоку винта согласно изобретению, с большим увеличением и слегка в перспективе,
фиг.2 - другое увеличенное поперечное сечение в плоскости II-II по фиг.1 как первый вариант осуществления для использования с более мягкими материалами,
фиг.3 - изображение в перспективе развертки винта,
фиг.4 - поперечное сечение с увеличением по резьбе в зоне впадины в плоскости IV-IV по фиг.2,
фиг.5 - изображение, аналогичное фиг.4, как альтернативный вариант выполнения,
фиг.6 - изображение, аналогичное фиг.2, другого варианта осуществления для более мягких материалов,
фиг.7 - третий вариант выполнения, также для более мягких материалов, в изображении, аналогичном фиг.2 или 5, но с асимметричными углублениями,
фиг.8 - вариант выполнения, рассчитанный на использование с более твердыми материалами в изображении, аналогичном в т.ч. фиг.2, с симметричными углублениями и
фиг.9 - вариант выполнения, аналогичный фиг.8, но с асимметричными углублениями.
На данных фигурах одинаковые детали обозначены везде одними и теми же позициями и поэтому соответственно описываются, как правило, лишь один раз.
Как видно прежде всего на фиг.1, винт 1 согласно изобретению состоит из резьбового стержня 2 с участком 4 приложения силы на одном конце для передачи крутящего момента и противолежащим острым концом 6. В представленном примере участок 4 приложения силы выполнен как углубление в форме внутреннего участка приложения силы - в данном случае, например, крестообразного шлица - в выполненной потайной головке 8 винта. Резьбовой стержень 2 состоит из предпочтительно цилиндрического стержня 10 с диаметром d (см. также фиг.2) и самонарезающей, в частности однозаходной резьбы 12 с наружным диаметром (номинальным диаметром) D (фиг.1 и 2), причем эта резьба 12 выполнена в виде одного (лишь одного) выступа в форме винтовой линии, который проходит, по меньшей мере, на части цилиндрического стержня 10 и по острому концу 6 винта и ограничен двумя сходящимися в наружную резьбовую кромку 14 и проходящими предпочтительно в радиальном направлении примерно прямолинейно сторонами 15, 16 профиля. При этом резьба 12 проходит во всяком случае до переднего острия 18 острого конца 6 винта. В представленном примере она проходит по всему цилиндрическому стержню 10 почти до головки 8 винта (так называемая полная резьба). Винт 1 может быть выполнен также с частичной резьбой, то есть с гладким участком стержня, прилегающим к головке 8 винта. Обычно резьба 12 выполнена как правая резьба, так что направление завинчивания (стрелка Е) соответствует движению по часовой стрелке. Противоположное направление вывинчивания обозначено стрелкой А. В зоне острого конца 6 винта стержень 10 с диаметра d до острия 18 сужается примерно на конус.
Как видно из фиг.2-9, наружная резьбовая кромка 14 проходит - по меньшей мере, на одном участке резьбы 12 - в радиальном направлении волнообразно с определенной амплитудой U между вершинами 20 и впадинами 22. В зоне вершин 20 резьба 12 имеет измеряемую по радиусу между цилиндрическим стержнем 10 и резьбовой кромкой 14 высоту Н. В зоне впадин 22 эта высота Н снижена на амплитуду U до высоты h. Из этого следует: U=H-h. По меньшей мере, в зоне одной из боковых сторон 15, 16 резьбы, а именно, в частности, по меньшей мере, в зоне, обращенной к острому концу 6 или острию 18 винта боковой стороны 16, в зоне впадин 22 в резьбовой кромке 14, резьба 12 имеет углубления 24, которые прерывают поверхность соответствующей боковой стороны 15, 16 профиля и наружной радиальной границей которых является резьбовая кромка 14. Эти углубления 24 имеют проходящие в радиальном направлении прямые (фиг.3, 4) или вогнутые (см. фиг.5) поверхности, а также вогнутые в направлении по окружности или в направлении вращения винта. В частности, далее из фиг.3-5 видно, что в непрерываемых углублениями 24 зонах вершин 20 в резьбовой кромке 14 резьба 12 имеет соответственно определенный, образованный между проходящими в радиальном направлении, по существу, прямолинейно боковыми сторонами 15, 16, первый угол α профиля, а в самых глубоких зонах впадин 22 в резьбовой кромке 14, в зоне углублений 24 имеет второй угол α′ профиля.
Согласно изобретению первый угол α профиля лежит между непрерывными боковыми сторонами 15, 16 примерно в пределах от 30 до 35°. При этом второй угол α′ профиля в зоне углублений 24 составляет от 30 до максимально 58°.
В первом варианте выполнения, согласно фиг.3 и 4, поверхности углублений 24 проходят в радиальном направлении, по существу, прямолинейно. Из этого следует, что второй угол α′ профиля, во всяком случае, больше, чем первый угол α профиля; второй угол α′ профиля может составлять в таком случае примерно от 35 до максимально 58°, но при этом в целях поддержания невысокого момента резьбообразования должен быть как можно меньше.
В предпочтительном варианте выполнения согласно фиг.5 также в радиальном направлении поверхности углублений 24, по меньшей мере, в какой-то части их радиальной протяженности, вогнуты, что обозначено в качестве примера радиусом кривизны R. Однако это не должен быть обязательно дугообразный изгиб; возможны любые, например параболические, формы кривизны. Этот вариант имеет то преимущество, что на резьбовой кромке 14 во впадине 22 полученный реально между проложенными касательными второй угол α′ профиля может быть значительно уменьшен за счет соответствующей формы кривизны. На фиг.5 углы α и α ′ примерно равны; оба они могут лежать, например, в пределах от 30 до 35°.
Другим аспектом согласно изобретению является величина амплитуды U волнообразной резьбовой кромки 14. Для расчета винта 1 при его использовании для завинчивания в более мягкие материалы, такие как дерево или другие подобные материалы, амплитуда U должна составлять примерно от 0,2 до 0,4 высоты Н резьбы. Математически это может быть выражено соотношением U=Y·H, где Y=0,2 до 0,4. В этой связи см. варианты выполнения, представленные на фиг.2-7.
Наоборот, при применении винта 1 для завинчивания в более твердые и износостойкие материалы, в частности пластмассы или металлы, амплитуда U составляет примерно от 0,05 до 0,15 высоты Н, то есть в приведенном соотношении U=Y·H коэффициент Y=0,05 до 0,15. В этой связи см. варианты выполнения, представленные на фиг.8 и 9.
Как видно далее из чертежа, в частности на фиг.2-5, каждое углубление 24 имеет измеряемую внутрь в радиальном направлении от определяемого вершинами 20 в резьбовой кромке 14 диаметра D резьбы глубину Z, которая во всех случаях, по меньшей мере, незначительно меньше высоты Н резьбы 12. Поэтому в зоне своего основания резьба 12 имеет на определенной высоте Н-Z непрерывные боковые стороны 15, 16.
Согласно другому аспекту изобретения эта глубина Z углублений 24 также рассчитана с учетом использования винта 1. Для более мягких материалов глубина Z углублений 24 должна составлять, по меньшей мере, 0,8 высоты Н резьбы; поэтому Z=X· Н при Х≥0,8. При этом Z может приближаться также к Н, ср. варианты выполнения по фиг.6 и 7.
В вариантах выполнения для более твердых материалов, ср. фиг.8 и 9, в указанном соотношении Z=X·Н коэффициент Х составляет примерно от 0,2 до 0,3.
Еще один аспект изобретения касается числа вершин 20, и соответственно, впадин 22 на нитку резьбы (360° ). Вершины 20 (и соответственно также впадины 22) разнесены между собой в окружном направлении на шаговый угол δ. При этом согласно изобретению предусмотрено, что при использовании винта для более мягких материалов шаговый угол δ лежит в пределах от 30 до 45°. Согласно соотношению n=360°/δ число вершин или соответственно впадин составляет n=8 до 12 для более мягких материалов. Для расчета винта 1 при использовании для более твердых материалов шаговый угол δ лежит в пределах от 15 до 24°, так что число n включает от 15 до 24 вершин 20 или впадин 22 на нитку резьбы.
Углубления 24 отделены соответственно разграничительной линией 26 от примыкающей поверхности соответствующей боковой стороны 15, 16. При этом разграничительная линия 26 имеет, по существу, форму параболы с боковыми, приближенно V-образными участками 28. В зоне вершин 20 этот контур создает соответственно между двумя соседними углублениями 24 участок 30 резьбы с непрерывными боковыми сторонами 15, 16. Расположенные с обеих сторон каждого такого непрерывного участка 30 резьбы участки 28 разграничительной линии 26 соседних углублений 24 заключают между собой угол γ, который может лежать в пределах от 30 до 90°, причем разграничительные участки 28 в зоне каждого выступа 20 переходят один в другой через скругления с радиусом r=(0,1 до 0,3)•H.
В вариантах согласно фиг.2, 6 и 8 углубление образовано симметричным, так что их боковые разграничительные участки 28 в направлении завинчивания Е и вывинчивания А винта проходят под одним и тем же углом к радиальной оси 31 углубления 24.
Наоборот, в вариантах согласно фиг.7 и 9 предусмотрено, что каждое углубление выполнено асимметрично, так что передний в направлении завинчивания разграничительный участок 28 проходит более круто, чем задний разграничительный участок 28, при этом ось 32 углубления 24 смещена в направлении завинчивания Е к радиальной средней линии 34 впадины 22 в резьбовой кромке 14 на острый угол β (см. соответственно на фиг.7 и 9 обозначение стрелкой 35). Угол β может лежать в пределах примерно от 10 до 25°.
В предпочтительном варианте выполнения винта 1 согласно изобретению резьба 12, проходящая согласно фиг.1 до острия 18 острого конца 6 винта, начиная от острия 18 и на остром конце 6, а также, по меньшей мере, в первой примыкающей в зоне цилиндрического стержня 10 нитке, выполнена с углублениями 24 и волнообразной резьбовой кромкой 14. Далее, углубления 24 выполнены предпочтительно расположенными противолежащими относительно оси на обеих боковых сторонах 15 и 16 резьбы. В зоне острого конца 6 винта и вплоть до его острия 18 расстояние между углублениями 24 или, соответственно, непрерывными участками 30 резьбы, может последовательно уменьшаться.
Как видно, кроме того, на фиг.1, резьба 12 выполнена предпочтительно как конкретно однозаходная резьба с шагом S, который, исходя из признаков согласно изобретению, может составлять, по меньшей мере, примерно 0,5 диаметра D резьбы. Далее, предпочтительным является, если острый конец 6 винта выполнен как «самоперфорирующий». В определенной мере это достигается уже благодаря описанному ранее выполнению резьбы 12, которая проходит вплоть до острия 18, так как в этом случае острый конец 6 действует при вращении как своего рода развертывающий инструмент. В дополнение стержень острого конца 6 может, например, иметь не показанные, например осевые, ребристые фрезерные элементы (фрезерующие ребра).
В заключение следует заметить, что на практике могут иметь место обусловленные в частности изготовлением отклонения от описанных и представленных здесь идеальных признаков выполнения. Прежде всего, это относится к форме резьбовой кромки 14 и/или разделительных линий 26, которая может отклоняться от синусоидальной формы и включать, например, также более или менее прямолинейные участки в зоне впадин и/или иметь неравномерную протяженность. Далее, резьбовая кромка 14, вместо острой, как нож, вершины между сторонами резьбы, может быть образована в виде узкой поверхности или с небольшим радиусом округления.
Изобретение не ограничивается представленными и описанными вариантами выполнения, а включает также все работающие в смысле данного изобретения варианты.
Реферат
Изобретение относится к винту. Винт с резьбовым стержнем содержит участок приложения силы для передачи крутящего момента и острый конец. Резьбовой стержень состоит из цилиндрического стержня и самонарезающей резьбы. Резьба выполнена в виде проходящего по цилиндрическому стержню в форме винтовой линии выступа с радиальной высотой, который ограничен двумя сходящимися в наружную резьбовую кромку боковыми сторонами. По меньшей мере, на одном участке резьбы наружная резьбовая кромка проходит в радиальном направлении волнообразно с определенной амплитудой между вершинами с высотой резьбы и впадинами с уменьшенной на амплитуду высотой. По меньшей мере, в зоне одной своей боковой стороны в зоне впадин резьбовой кромки резьба имеет прерывающие поверхность боковой стороны углубления, наружным ограничением которых является резьбовая кромка. В не прерываемых углублениями зонах вершин резьбовой кромки резьба соответственно имеет определенный, образованный боковыми сторонами первый угол профиля, а в самых глубоких зонах впадин резьбовой кромки имеет второй угол профиля. Первый угол профиля между боковыми сторонами резьбы лежит примерно в пределах от 30 до 35°, а второй угол (α′) профиля составляет от 30 до максимально 58°. В результате понижается момент завинчивания при одновременном сохранении высокого момента вывинчивания. 18 з.п. ф-лы, 9 ил.
Комментарии