Пластинчатый сверлящий элемент для самосверлящего крепежного элемента - RU2134365C1
Код документа: RU2134365C1
Чертежи




Описание
Изобретение относится к пластинчатому сверлящему элементу для самосверлящего крепежного элемента, например заклепок, винтов, дюбелей и т.п.
В процессе сверления особенно в тонком материале, например в тонких листах, постоянно имеется опасность, что отверстие получится не абсолютно круглым, а приблизительно треугольным по типу эквидистантного профиля. Такой феномен получается как у цилиндрических сверлящих элементов, так и у пластинчатых сверлящих элементов.
Самосверлящий винт с пластинчатым сверлящим элементом известен из DE-C-2801962. Известно также выполнение (патент США US-PS 4480951), в котором пластинчатый сверлящий элемент для самосверлящего крепежного элемента, например заклепок, винтов, дюбелей и т.д., с двумя передними режущими кромками, образующими друг с другом угол, меньше 180oC, и с расположенными по обе стороны сверлящего инструмента выемками, соответствующими каждой режущей кромке и проходящими по меньшей мере параллельно им.
К передней сверлящей части с малым диаметром примыкает сверлящая часть, аксиально смещенная относительно нее, которая может затем увеличить предварительно изготовленное отверстие. Как раз у таких пластинчатых сверлящих элементов, но при сравнительно малых диаметрах, возникает проблема, что на стенке изготавливаемого отверстия из-за толщины сверлящего элемента возникают большие силы трения.
Данное изобретение имеет задачу выполнить пластинчатый сверлящий элемент таким образом, что можно сверлить со сравнительно малым диаметром, причем должно обеспечиваться получение абсолютно круглого отверстия.
Поставленная задача решается тем, что в пластинчатом сверлящем элементе для самосверлящего крепежного элемента, например заклепок, винтов, дюбелей и т. д. , с двумя передними режущими кромками, образующими друг с другом угол, меньше 180oC, и с расположенными по обе стороны сверлящего инструмента выемками, соответствующими каждой режущей кромке и проходящими по меньшей мере параллельно им, согласно изобретению в зоне каждой из обеих передних режущих кромок выполнен вырез с режущей кромкой, смещенной назад, причем каждая первая граница этих вырезов проходит параллельно к центральной оси сверлящего элемента, а вторая граница, образующая режущую кромку, смещенную назад, проходит под острым углом к центральной оси, и что вырезы выполнены в зоне выемок.
Угол, образованный режущими кромками, смещенными назад, больше, чем угол, образованный между передними режущими кромками.
Угол, образованный режущими кромками, смещенными назад, составляет от 160 до 180oC.
Наибольшая осевая протяженность (E) вырезов доходит, приблизительно, до половины ширины (B) выемок.
Наибольшая осевая протяженность (E) вырезов доходит до точки наибольшего проникновения выемок в сверлящий элемент (4).
Свободно выступающий радиально конец режущих кромок, смещенных назад, лежит по одной линии с передними режущими кромками.
За счет такого выполнения согласно изобретению обеспечивается, что зона сверлящей части, примыкающая к обеим передним режущим кромкам, за исключением непосредственной зоны режущих кромок, выполнена более тонкой, чем толщина пластинчатого сверлящего элемента, т.е. эта зона находится непосредственно в выемках, пересекающихся друг с другом с обеих сторон на противолежащих ограничивающих поверхностях.
Выполнение согласно изобретения имеет особое преимущество, заключающееся в том, что режущие кромки, смещенные назад, выполнены также в зоне выемок, благодаря чему обеспечивается соответствующий угол резания и, кроме того, имеется возможность изменять угол резания за счет изменения угла этих режущих кромок, смещенных назад, в зависимости от радиуса сверления.
Такая возможность создается, например, тогда, когда угол, заключенный между смещенными назад режущими кромками, больше, чем угол, образованный передними режущими кромками. Режущие кромки, смещенные назад, проходят тогда не параллельно передним режущим кромкам и, значит, к выемкам, вследствие чего режущие кромки имеют по всей своей длине разный угол резания, чтобы затем, например, на наружном конце перейти снова в тот угол резания, который задан передними режущими кромками.
Выяснилось, что является предпочтительным, если угол, заключенный между смещенными назад режущими кромками, лежит в диапазоне от 160 до 180o. Благодаря этому сверлящая часть, смещенная назад, по отношению к центральной части предварительного сверления может действовать почти по типу фрезы, причем и при сверлении отверстий в тонких заготовках постоянно обеспечивается большая зона сверления, уже перед тем, как через заготовку насквозь прошла часть предварительного сверления, образованная передними режущими кромками. При этом обеспечивается точное направление части предварительного сверления до полного использования большей части участка сверления.
Для изготовления сверлением абсолютно круглого отверстия известно, что является достаточным, если в качестве части предварительного сверления используется сравнительно короткая зона. Поэтому предлагается, чтобы большая осевая протяженность участков врезания доходила, приблизительно, до половины ширины выемок.
Кроме того, является предпочтительным, если большая осевая протяженность участков врезания доходила до наиболее глубокого проникновения выемки в сверлящий элемент. За счет этого обеспечивается, что ни в одном месте режущих кромок, смещенных назад, не имеется отрицательного угла резания - если смотреть со стороны паза. Естественно, передняя замыкающая поверхность, примыкающая к режущим кромкам, смещенным назад, проходит под острым углом к плоскости пластинчатого сверлящего элемента, но вместе с тем является предпочтительным, если и зона выемок, которая примыкает к режущим кромкам, смещенным назад, лежит по меньшей мере в плоскости пластинчатого сверлящего элемента или образует дополнительно соответствующий угол резания. За счет этого значительно улучшается отвод стружки и, естественно, скорость резания.
Именно при таком выполнении создается особое преимущество, состоящее в том, что угол резания постоянно изменяется по длине режущих кромок, смещенных назад. От сравнительно большого угла в конечной зоне режущих кромок, смещенных назад, обращенной к центральной оси, он медленно переходит в сравнительно малый угол относительно свободного внешнего конца режущих кромок, смещенных назад. Таким образом, чем больше диаметральная зона, тем меньше угол резания, благодаря чему выработка материала улучшается как раз в зоне, где необходимо осуществлять выработку на большем диаметре.
В этой связи предпочтительно, если как раз самая крайняя зона снова получает такой угол резания, который имеется также в зоне передних режущих кромок. Это удается в том случае, если радиально выступающий конец режущих кромок, смещенных назад, лежит на одной линии с передними режущими кромками. В связи с тем, что выемки проходят параллельно передним режущим кромкам, в зоне радиально свободно выступающего конца режущих кромок, смещенных назад, получается тот же угол резания.
За счет особых мероприятий становится возможным получить с помощью пластинчатого сверлящего элемента абсолютно круглые отверстия, в том числе и в тонких заготовках, а также при соединении двух тонких листов, что сказывается положительно при следующем закреплении. Могут значительно эффективнее использоваться заклепки, винты, дюбели и т.п., поскольку они могут вообще вставляться в отверстие лишь в том случае, если это отверстие выполнено абсолютно круглым.
Такое выполнение пластинчатого сверлящего элемента пригодно не только для выполнения отверстий в тонких заготовках сверлением, но оно может с равным успехом применяться и для более толстых заготовок, т.к. производительность сверления при таком ступенчатом выполнении инструмента может быть значительно повышена.
Другие признаки и особые преимущества изобретения более подробно поясняются с помощью чертежей.
На фиг. 1 показан пластинчатый сверлящий
элемент, применяемый
для установки в самосверлящей заклепке для слепой клепки;
фиг. 2 - начало засверловки сверлящим элементом тонкой заготовки;
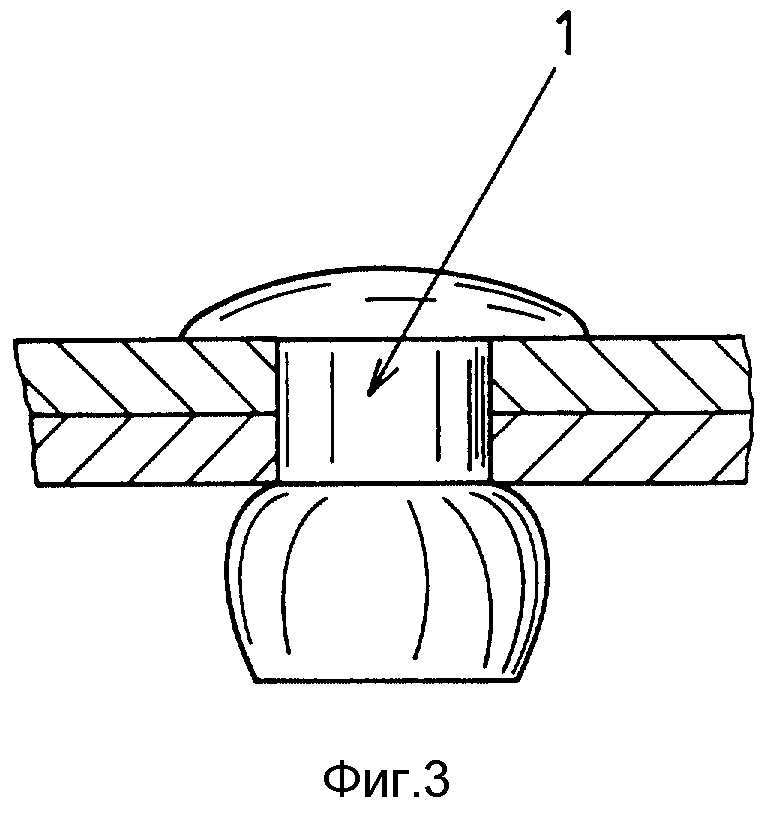
фиг. 3 - разрез заготовки по
заклепке, установленной
вслепую;
фиг. 4 - вид сверлящего элемента спереди;
фиг. 5 - разрез по линии V-V фиг. 4;
фиг. 6 - вид на пластинчатый сверлящий элемент сбоку.
На фиг. 1 показан самосверлящий крепежный элемент 1 в форме заклепки для слепой клепки, который состоит из заклепочной втулки 2, оправки 3, а также пластинчатого сверлящего элемента 4. Пластинчатый сверлящий элемент имеет две режущие кромки 5 и 6, которые образуют, если смотреть в направлении сверления, фронтальное замыкание сверлящего элемента 4. По меньшей мере, приблизительно, параллельно этим режущим кромкам 5, 6, по обе стороны от поверхности сверлящего элемента 4 выполнены выемки 7, 8. В зоне обеих передних режущих кромок 5 и 6 выполнены соответствующие вырезы 9 и 10, образующие режущие кромки 11, 12, смещенные назад. Первая граница 13, 14 этих вырезов 9, 10 проходит, по меньшей мере, приблизительно, параллельно к центральной оси 15 сверлящего элемента 4. Вторая граница, образующая режущие кромки 11, 12, смещенные назад, проходит под острым углом к центральной оси 15. При этом существенный признак состоит в том, что вырезы 9, 10 выполнены в зоне осевого прохождения выемок 7. Угол, заключенный между режущими кромками 11, 12, смещенными назад, составляет целесообразно от 160 до 180o и, значит, значительно больше, чем угол, образованный обеими передними режущими кромками 5 и 6. Угол, образованный между режущими кромками 11, 12, смещенными назад, предпочтительно должен быть немного меньше, чем 180o, тогда исключается опасность отделить в конце процесса сверления круглую шайбу из просверливаемого материала. Благодаря этому уменьшается также опасность, что сверлильный инструмент заест или он застопорится в конце процесса сверления, и таким образом исключено нарушение процесса сверления.
Из всех представленных на чертеже фигур следует, что осевая протяженность E вырезов 9, 10 максимально доходит до половины ширины B выемок 7, 8. При этом принимается во внимание, что наибольшая осевая протяженность E вырезов 9, 10 доходит до наиболее глубокого проникновения выемок 7, 8 в сверлящий элемент 4. Таким образом, это имеет место на переходе 16 выемок 7, 8, проходящих по дуге в поперечном сечении. Тогда, как это хорошо показано заштрихованной линией на фиг. 6, создается преимущество, заключающееся в том, что по всей длине режущих кромок 11, 12, смещенных назад, имеется разный угол резания. Таким образом, угол резания тем меньше, чем дальше режущие кромки 11, 12 проходят наружу. Это очень просто получается благодаря заданному расположению выемок 7, 8 и благодаря расположению вырезов согласно изобретению, и тем самым смещенных назад режущих кромок 11, 12.
В еще одной особой форме выполнения конец 17 режущих кромок 11, 12, смещенных назад, свободно выступающий радиально, лежит по одной линии 18 с передними режущими кромками 5 и 6.
К передним режущим кромкам 5 и 6 так же, как к режущим кромкам 11, 12, смещенным назад, под острым углом к плоскости сверлящего элемента 4 примыкают поверхности 19 и 20, также влияющие на угол резания. В этой связи, именно в том случае, когда должны изготавливаться более глубокие отверстия, является дополнительно предпочтительным, если боковые граничные поверхности 21 и 22 пластинчатого сверлящего инструмента также наклонены под острым углом противоположно направлению врезания, чтобы предотвратить образование на стенке отверстия растираний.
Пластинчатый сверлящий элемент может быть изготовлен в виде отдельной детали и соединен с крепежным элементом с геометрическим или силовым замыканием. В этом случае можно изготовить сверлящий элемент и сам крепежный элемент или же часть крепежного элемента из другого материала или материала с другой структурой. Тогда может быть целесообразным изготовление пластинчатого сверлящего элемента штамповки. В принципе является также возможным выполнить за одно целое на крепежном элементе сверлящие части, которые имеют сами по себе пластинчатую форму, в соответствии с изобретением, благодаря чему можно с помощью такого крепежного элемента обеспечить получение тех же преимуществ. Такой вариант возможен, если крепежный элемент выполнен из закаливаемого материала или по меньшей мере часть его выполнена из закаливаемого материала.
В описании всегда исходили из того, что пластинчатый сверлящий элемент применяется согласно изобретению для самосверлящего крепежного элемента. Но является также возможным применение такого пластинчатого сверлящего элемента в качестве запасной части или режущей части сверла, когда это сверло не является одновременно крепежным элементом.
Реферат
Изобретение относится к сверлящим элементам для крепежных элементов. Пластинчатый сверлящий элемент (4) для самосверлящего крепежного элемента (1) имеет две передние режущие кромки, образующие расположенные по обе стороны сверлящего элемента выемки (7, 8), проходящие параллельно им. В зоне каждой из обеих передних режущих кромок (5, 6) выполнен вырез (9, 10) с режущей кромкой (11, 12), смещенной назад с образованием ступенчатой формы сверла. Вырезы (9, 10) выполнены в зоне выемок (7, 8). Изобретение позволяет выполнять абсолютно круглое отверстие малого диаметра. 5 з.п. ф-лы, 6 ил.

Комментарии