Самосверлящий крепежный элемент - RU2087762C1
Код документа: RU2087762C1
Чертежи

Описание
Изобретение относится к самосверлящему крепежному элементу, состоящему из тела с выполненным на его свободном конце осепаралльным шлицем и сверлильной вставки в виде пластины, вставленной одним концом в шлиц тела крепежного элемента, причем сверлильная вставка соединена с геометрическим и силовым замыканием за счет деформации лапок, ограничивающих шлиц тела крепежного элемента.
Известен самосверлящий винт, сверлильная часть которого образована режущей вставкой, вставленной в продольный шлиц стержня винта, причем на боковых краях режущей вставки выполнены желобки, в которые вдавлен соответствующий край или вдавлены участки ограничивающих шлиц лапок стержня винта для получения прочного соединения с геометрическим и силовым замыканием между режущей вставкой и стержнем винта.
Соответствующие участки лапок вдавливают, следовательно, в углубления на поверхности режущей вставки в виде пластины, пока они не упрутся в дно желобка. Таким образом происходит лишь незначительная деформация краев лапок, причем за счет прочной ответной поверхности режущей вставки не происходит особенно сильной пластической деформации лапок.
Многолетняя практика показывает, что этот вид крепления режущей ставки пока является вполне оптимальным и что требуемая ниспадаемость режущей вставки обеспечивается только за счет этого ее соединения с геометрическим и силовым замыканием и необходимый крутящий момент при сверлении может передаваться надлежащим образом.
Благодаря оптимальному использованию таких самосверлящих винтов с режущей вставкой в виде пластины, область их применения все более расширяется, и следует просверливать не только тонкие листы, что обуславливает все большее увеличение глубины сверления, которую должны осуществлять такие самосверлящие крепежные элементы. Для того, чтобы можно было использовать такие самосверлящие крепежные элементы также в толстом материале, т.е. например, в стальных балках с толщиной стенок 8, 12 мм и более, режущие вставки должны быть выполнены длиннее на соответствующий размер.
В основу настоящего изобретения положена поэтому задача создания самосверлящего крепежного элемента названного выше вида, у которого режущие вставки даже больше осевой длины могут быть достаточно прочно соединены с телом крепежного элемента без необходимости дополнительной сварки, пайки или склеивания.
Согласно изобретению предложено выполнить в сверлильной вставке на ее конце, входящем в шлиц тела крепежного элемента, на одной или обеих боковых сторонах пластины одну или несколько проходящих по ее толщине насечек, надрезов, канавок или углублений, в которые с пластической деформацией запрессован один край лапки или запрессованы края обеих лапок тела крепежного элемента.
У сверлильных вставок с большой осевой длиной проблему представляет, в частности, боковое опрокидывание вставки во время сверления. Благодаря мероприятиям согласно изобретению сверлильная вставка зажимается на обеих противоположных узких сторонах с геометрическим и силовым замыканием между ограничивающими шлиц лапками, так что она не может опрокинуться в сторону.
Если лапки, ограничивающие шлиц в теле крепежного элемента, запрессовывают в желобки небольшой глубины, эти участки лапок деформируются пластически лишь незначительно и после запрессовки могут снова частично спружинить. Для крепления сверлильных вставок относительно небольшой осевой длины этого, однако, было достаточно.
Благодаря мероприятиям согласно изобретению соответствующий край лапок запрессовывают с пластической деформацией в проходящее по толщине сверлильной вставки углубление, так что она не может больше спружинить.
Испытания показали, что мероприятия согласно изобретению обеспечивают по меньшей мере удвоение силы резания. Таким образом, благодаря настоящему изобретению удалось создать возможность использования известных для процесса сверления оптимальных сверлильных вставок в виде пластины также для свершения в относительно толстых материалах без необходимости дополнительной обработки, например, сварки, пайки или склеивания.
Пластически запрессованные в насечки, надрезы, канавки или углубления участки лапок образуют, так называемые, анкерные язычки, предохраняющие сверлильную вставку от бокового опрокидывания.
В простейшем варианте исполнения предложено выполнить насечки, надрезы, канавки или углубления на обеих боковых сторонах пластины зеркально-симметрично друг друга. Запрессованные с пластической деформацией участки лапок лежат, следовательно, на одной осевой высоте, что с точки зрения обработки является преимуществом, поскольку обе боковых стороны пластины выполнены одинаково. При этом также безразлично, выполнено ли на обеих боковых сторонах одно углубление и т.п. или два и более таких углублений.
Для особых случаев может быть предпочтительным выполнить насечки, надрезы, канавки или углубления на обеих боковых сторонах сверлильной вставки со смещением относительно друг друга. В этом случае, однако при изготовлении самосверлящего крепежного элемента необходима упорядоченная, в правильном положении подача сверлильной вставки в виде пластины в соответствии с использованием прессующего инструмента.
Как для изготовления сверлильной вставки в виде пластины, так и для хорошего крепления после процесса прессования целесообразно, если насечки, надрезы, канавки или углубления ограничены в сечении формой дуги окружности. Благодаря этому вследствие процесса прессования и пластической деформации соответствующего края лапки образуется анкерный язычок оптимальной формы, препятствующий боковому опрокидыванию сверлильной вставки.
В другом варианте исполнения предложено скомбинировать прежнее конструктивное исполнение сверлильной вставки в виде пластины с признаками согласно изобретению с тем, чтобы достичь за счет этого еще лучшей анкеровки от бокового опрокидывания сверлильной вставки. В таком исполнении предложено выполнить на обеих, смежных с боковыми, сторонах сверлильной вставки желобки, причем в зоне этих желобков выполнены проходящие по толщине сверлильной вставки насечки, надрезы, канавки или углубления.
Именно в связи с этим конструктивным вариантом предпочтительно, если желобки начинаются на небольшом расстоянии от конца сверлильной вставки и проходят по большей части длины вставленного в шлиц отрезка сверлильной вставки. За счет ограниченной с обоих концов длины этого желобка достигается дополнительный эффект фиксации сверлильной вставки в шлице тела крепежного элемента.
Согласно другому варианту исполнения можно также дополнительно к этому особому соединению с геометрическим и силовым замыканием между телом крепежного элемента и сверлильной вставкой достичь оптимального соосного центрирования между ними уже перед процессом прессования. Для этой цели предложено выполнить сверлильную вставку на одном ее конце с выступом меньшей ширины, чем ширина пластины, который расположен в центральном отверстии, выполненном в теле крепежного элемента, со стороны шлица.
Следовательно, уже при предварительном монтаже обеспечивается центрированная выверка между сверлильной вставкой и телом крепежного элемента, которая затем оптимально гарантируется процессом прессования.
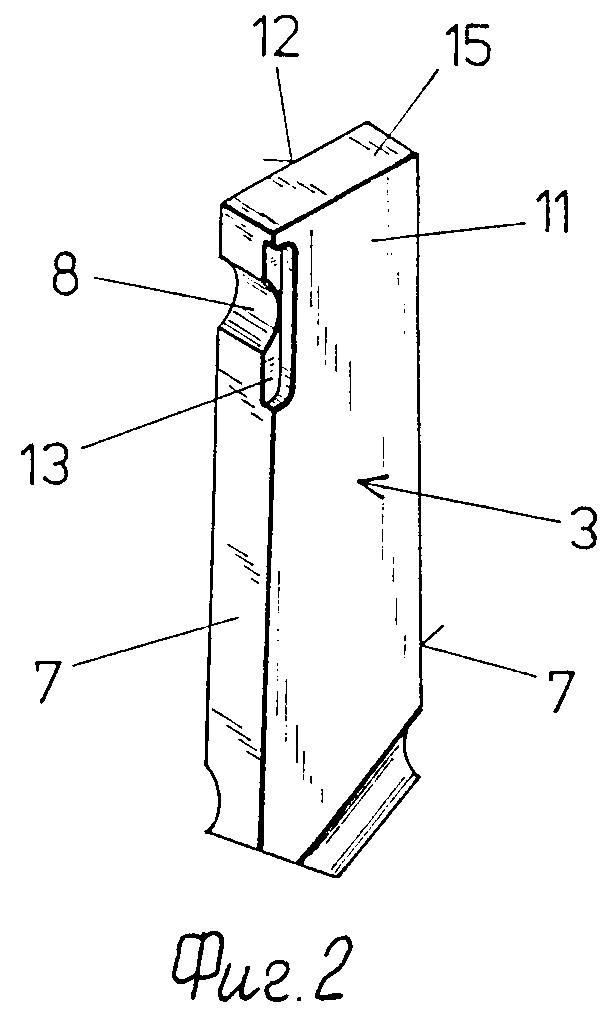
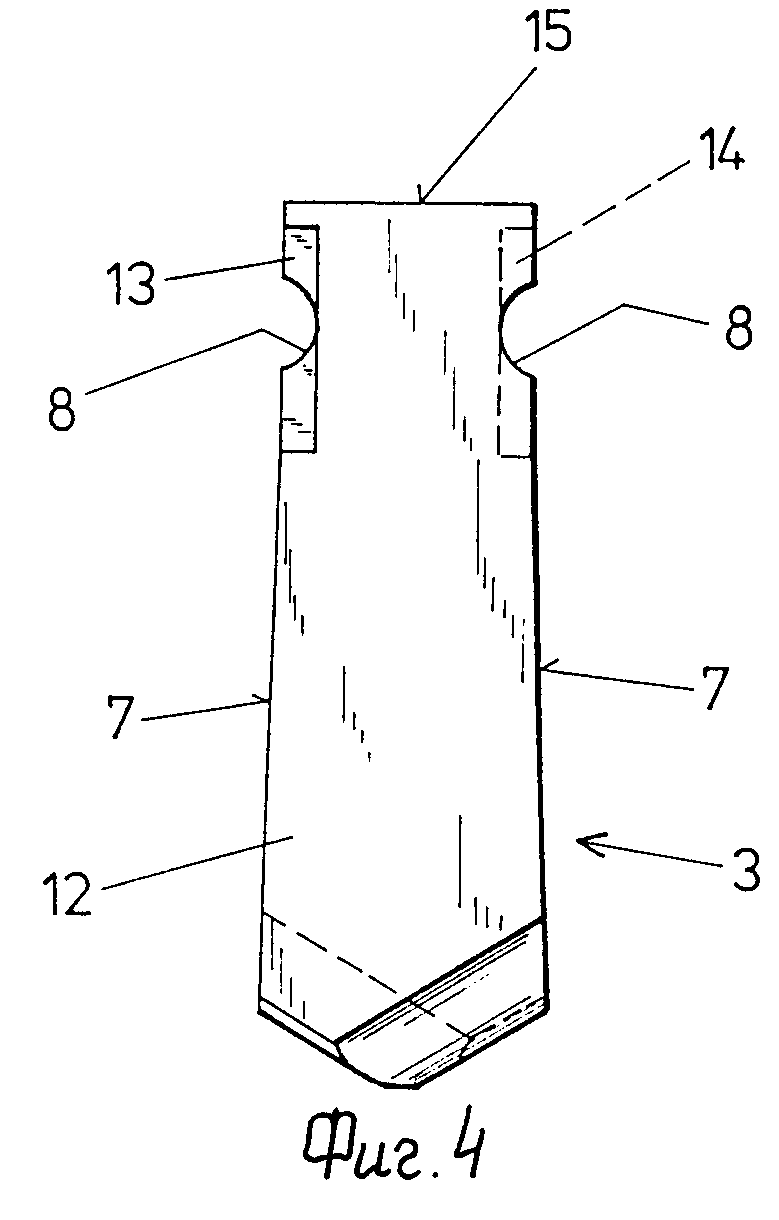
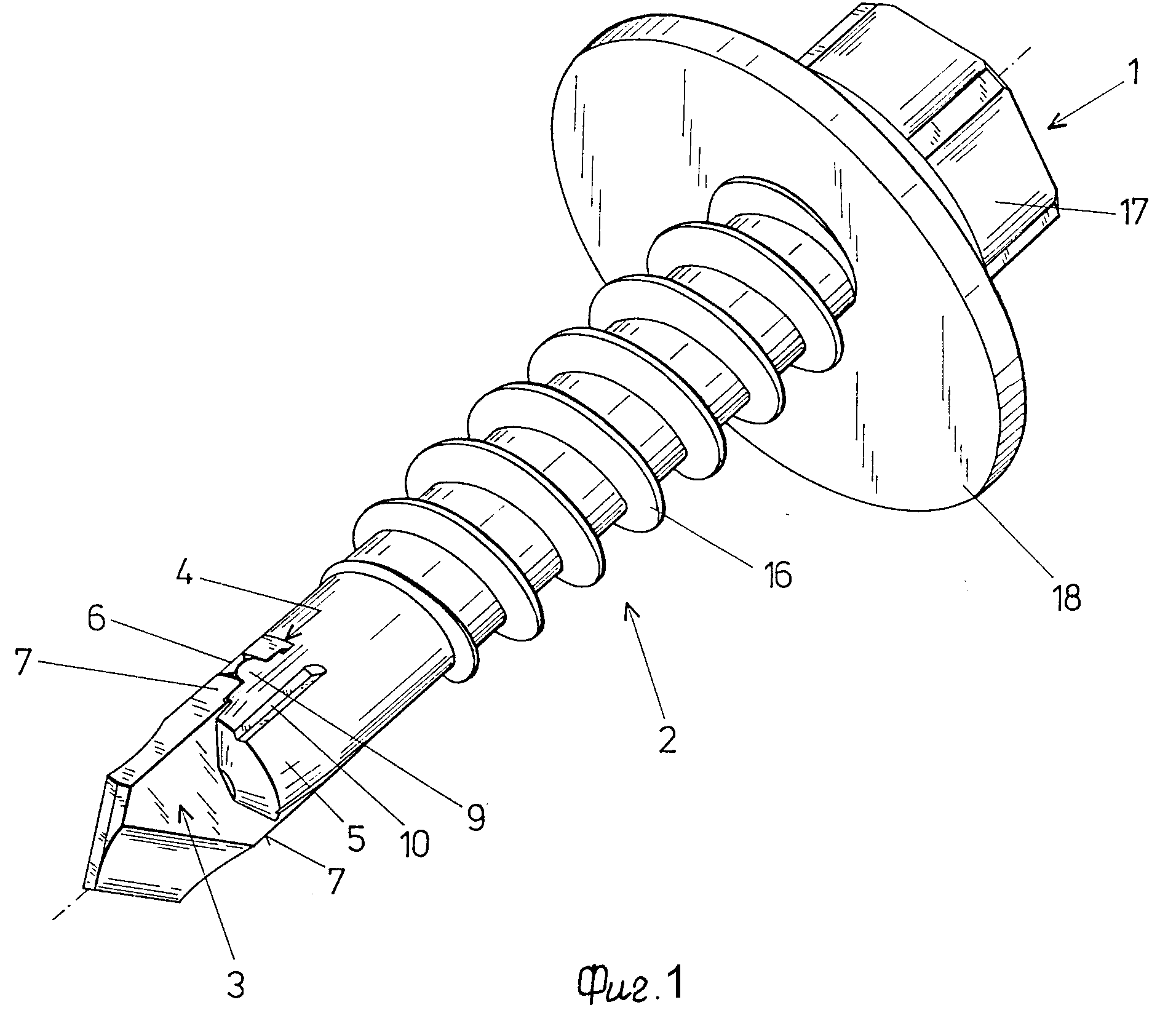
На фиг. 1 изображен сверлильный винт в перспективе; на фиг. 2 - сверлильная вставка в перспективе; на фиг. 3 вид сбоку сверлильной вставки; на Фиг. 4 вид спереди сверлильной вставки.
Изобретение подробнее поясняется с помощью самосверлящего и самонарезающего винта. Мероприятия согласно изобретению применимы, однако, ко всем самосверлящим крепежным элементам, т.е. например также к самосверлящим глухих заклепках, где режущая вставка взаимодействует с оправкой и/или гильзой заклепки, или к самосверлящим дюбелям.
Изображенный на чертеже самосверлящий крепежный элемент 1 состоит, в основном, из тела 2 и сверлильной вставки 3 в виде пластины. Сверлильная вставка 3 вставлена в шлиц 4 на свободном конце тела 2 и фиксирована с геометрическим и силовым замыканием между ограничивающими шлиц 4 лапками 5, 6.
Сверлильная вставка 3 имеет на своем входящем в шлиц 4 конце на боковых сторонах 7 углубления 8, проходящие по толщине сверлильной вставки 3. После помещения сверлильной вставки 3 в шлиц 4 тела 2 крепежного элемента боковые края лапок 5, 6 деформируются за счет процесса прессования, причем участки лапок 5, 6 входят с пластической деформацией в углубления 8 сверлильной вставки 3 и образуют, так сказать, анкерные язычки 9.
После прессования на поверхности лапок 5, 6 видна соответствующая засечка 10. В противоположность запрессовыванию всей поверхностью это полосовидное прикладывание прессующего инструмента обеспечивает более легкую дефрмируемость края лапок 5, 6. Поэтому процесс прессования требует также меньших усилий.
Можно соответственно деформировать боковой край лапок 5, 6, так что на противоположные боковые стороны сверлильной вставки 3 воздействуют анкерные язычки 9 лапок. Возможно также осуществить эту деформацию лишь от одной лапки 5 и 6, так что обе входящие в углубления 8 анкерные лапки образуют на лапке 5 или 6, а противоположная лапка прилегает лишь к поверхности режущей вставки 3. В рамках изобретения можно также соответственно деформировать обе лапки 5, 6 на обоих боковых краях, так что каждые два встречнонаправленных анкерных язычка входят в каждое углубление 8 режущей вставки 3.
Изображенная на чертеже режущая вставка 3 имеет на обеих, смежных с боковыми, сторонах 11, 12 желобки 13, 14, причем такие желобки 13, 14 могут быть предусмотрены также с обеих сторон, т.е. на обоих краях. При выполнении таких желобков 13, 14 предпочтительно, если они начинаются на небольшом расстоянии А от конца 15 сверлильной вставки 3 и проходят по большей части длины вставленного в шлиц 4 отрезка сверлильной вставки 3. Эти желобки 13, 14 обеспечивают дополнительное улучшение соединения с геометрическим и силовым замыканием между телом 2 крепежного элемента и сверлильной вставкой 3.
На фиг. 4 изображена пластина, на обеих боковых сторонах 7 которой выполнено по одному углублению 8, причем оба этих углубления 8 расположены зеркально-симметрично друг другу.
В рамках изобретения вполне возможно выполнить углубления 8 на обеих боковых сторонах 7 сверлильной вставки 3 со смещением относительно друг друга в осевом направлении. При использовании прессующего инструмента с прямолинейной поверхностью прижима это не требует для изготовления дополнительных затрат, поскольку анкерные язычки 9 изготовляются за счет пластической деформации именно там, где расположены соответствующие углубления 8.
Следовательно, в этом случае не требуется особых прессующих инструментов. Кроме того, не требуется и точная по положению подача сверлильных вставок 3. При использовании же специальных прессующих инструментов, имеющих соответствующие углублениям 8 выступающие части, следует обратить внимание на точную по положению подачу сверлильных вставок 3.
До сих пор говорилось только об углублениях 8, расположенных с обеих боковых сторон 7. Можно было бы также выполнить эти углубления 8 лишь с одной боковой стороны, если возможна достаточная ответная фиксация, например, за счет желобка 13 или 14 соответствующей глубины. Для оптимальной анкеровки от бокового опрокидывания сверлильной вставки 3, однако, всегда целесообразно предусмотреть соответствующие углубления 8 с обеих боковых сторон пластины.
Кроме того, можно было бы предусмотреть на одной или обеих боковых сторонах сверлильной вставки 3 более одного углубления 8.
Углубление 8 в изображенном на чертеже исполнении ограничено в сечении формой дуги окружности. Это предпочтительно с точки зрения техники холодной штамповки, а также для хорошего зацепления образованных при прессовании анкерных язычков 9. В рамках изобретения можно было бы также выполнить углубления 8 с другой формой сечения или формой поверхности или, например, соответственно большей осевой длиной.
Другой конструктивный вариант предусматривает выполнение сверлильной вставки на ее конце 15 с выступом, который по сравнению с обычной шириной сверлильной вставки 3 имеет меньшую ширину. Правда, в этом случае тело 2 крепежного элемента также требует дополнительных мер, т.е. следует предусмотреть со стороны шлица в теле 2 центральное отверстие, в которое затем с центрированием может быть вставлен выступ сверлильной вставки 3. Это обеспечивает возможность центрированной соосной выверки тела 2 крепежного элемента и сверлильной вставки 3 уже перед прессованием.
Выполнение резьбы 16 или головки 17 тела 2 крепежного элемента и наличие или отсутствие подкладной шайбы 18 не связаны с настоящим изобретением. Эти части изображены на чертеже только для наглядности самосверлящего крепежного элемента.
В описании говорилось лишь об углублениях 8. В зависимости от формы и исполнения вместо таких углублений могут быть также предусмотрены насечки, надрезы, канавки и т.п. особой формы сечения в зависимости от назначения.
У самосверлящих крепежных элементов исходят, как правило, из того, что сверлильная вставка 3 изготовлена из сверлильной стали или твердого сплава, а тело из другой стали или нержавеющей стали. Вполне можно было бы использовать сверлильную вставку согласно изобретению также у тел крепежных элементов из других металлов, например латуни, или из пластмассы, отливок и т. п.
У тел крепежных элементов из пластмассы взаимная анкеровка с геометрическим и силовым замыканием тела 2 и сверлильной вставки 3 возможна за счет прессования с тепловым воздействием.
Реферат
Использование: в машиностроение для крепления конструктивных элементов. Сущность изобретения: самосверлящий крепежный элемент содержит тело с рабочей поверхностью и сверлильную вставку. Вставка выполнена в виде пластины и укреплена в шлице на конце тела. Размещенный в шлице конец пластины выполнен с одной или несколькими, проходящими по ее толщине насечками, надрезами, канавками или углублениями. Углубления могут быть выполнены на обеих боковых сторонах зеркально-симметрично друг другу или со смещением относительно друг друга. Углубления в сечении ограничены цилиндрической поверхностью. На смежных с боковыми сторонах пластины в зоне углублений выполнены желобки. Тело выполнено с боковыми лапками, ограничивающими шлиц. Края одной или обеих лапок запрессованы с пластической деформацией в упомянутые углубления. 6 з.п. ф-лы, 4 ил.
Комментарии