Шиповая пластина и способ ее получения - SU1269747A3
Код документа: SU1269747A3
Чертежи

Описание
tnail 1C
О5
со
ИИ

Реферат
I. Шиповая пластина, используемая в качестве крепежного элемента для соединения деревянных элементов , содержащая основание с рельефньми полосами, имеющими отверстия, на кромках каждого из которых выполнено по крайней мере по два противолежащих шипа с выпуклой и вогнутой сторонами, отличающ-ая с я тем, что, с целью повьппения надежности соединения и уменьшения затрат на изготовление, шипы, расположенные на кромке одного отверстия , смещены относительно друг друга поперек рельефной полосы, одна сторона этих шипов расположена в общей плоскости, секущей отверстие § вдоль рельефной полосы.

Формула
лЗ. /
2.-Пластина по п. 1, отличающаяся
-тем, что на одной из кромок каждого отверстия выполнен дополнительный шип, расположенный
симметрично имеющемуся на этой кромке шипу.
3,Способ получения шиповой пластины
, при котором производят надрезку , по меньшей мере двух участков , оставляя ненадрезанными наибо1
Изобретение относится к машиностроению и может быть использовано
при изготовлении шиповой пластины.
Целью изобретения является повышение
надежности соединения и уменьшение затрат на изготовление.
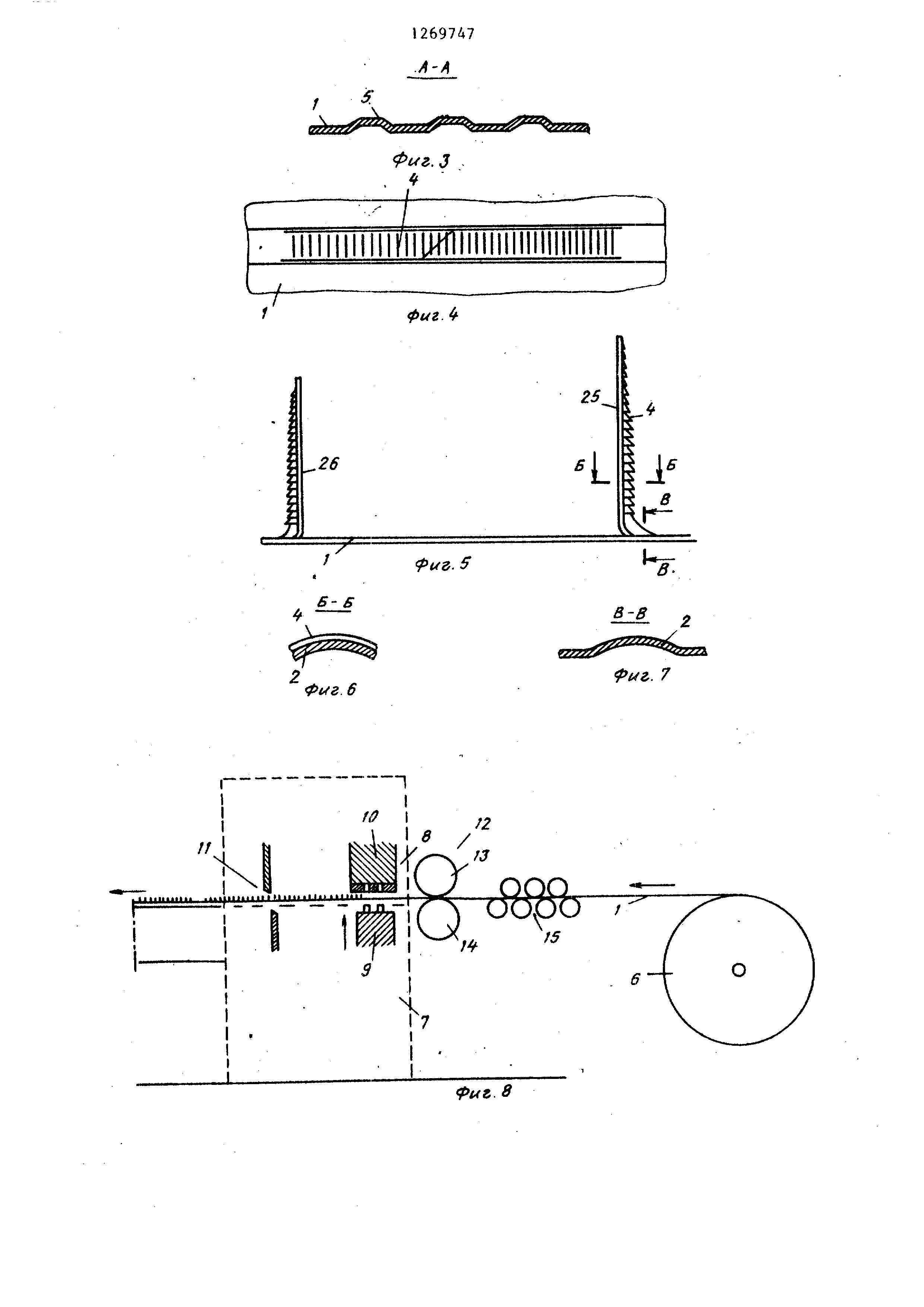
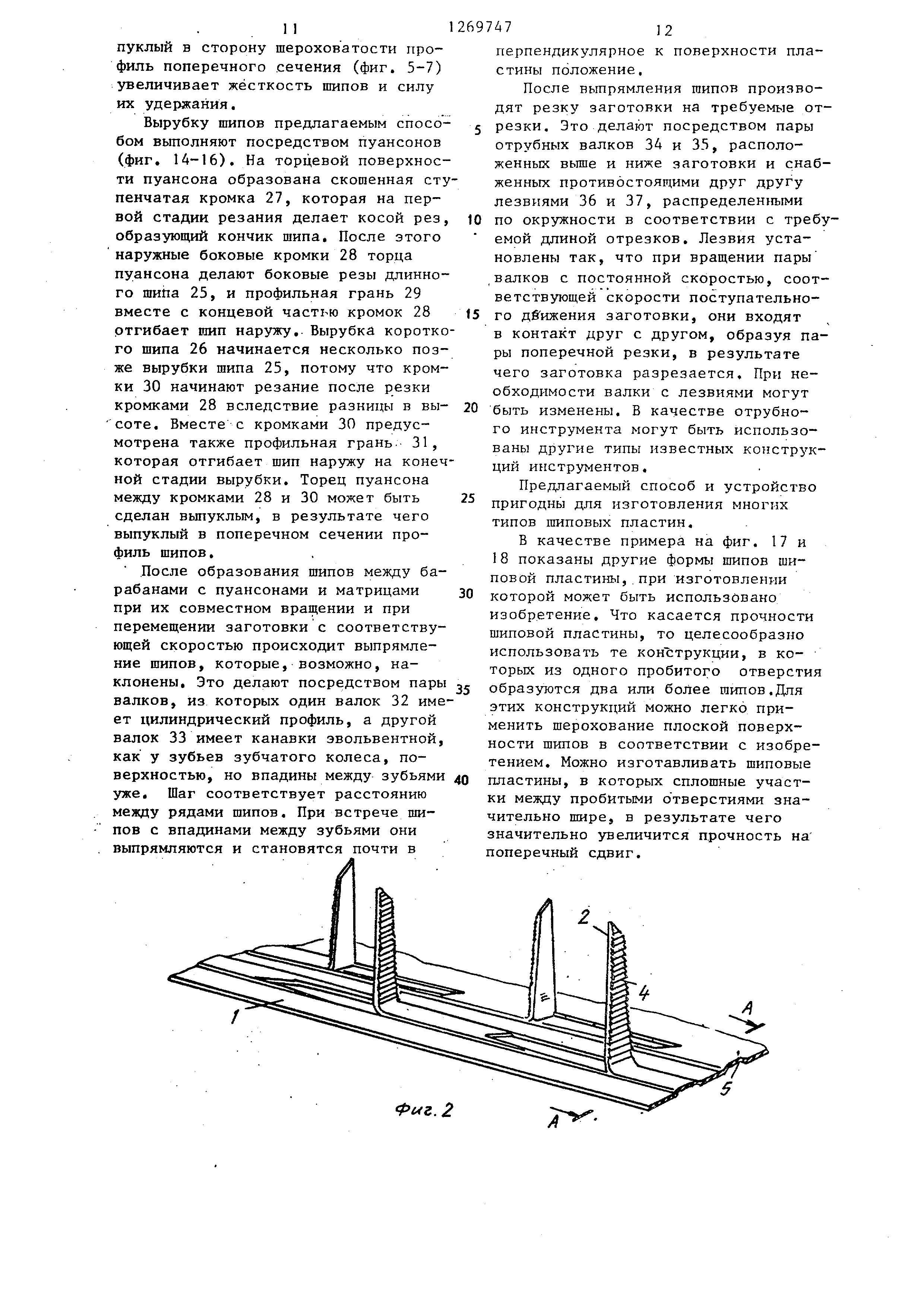
На фиг. 1 показан один из вариантов шиповой пластины на различных этапах изготовления, вид сверху,на
фиг. 2 - то же, поперечное сечение, на фиг. 3 - разрез А-А на фиг. 2
на фиг. 4 и 5 - один из типов шипа пластины, вид сверху и сбоку соответственно;
на фиг. 6 - разрез Б-Б на фиг. 5 на фиг. 7 - разрез В-В на фиг, 5, на фиг. 8 - один из вариантов
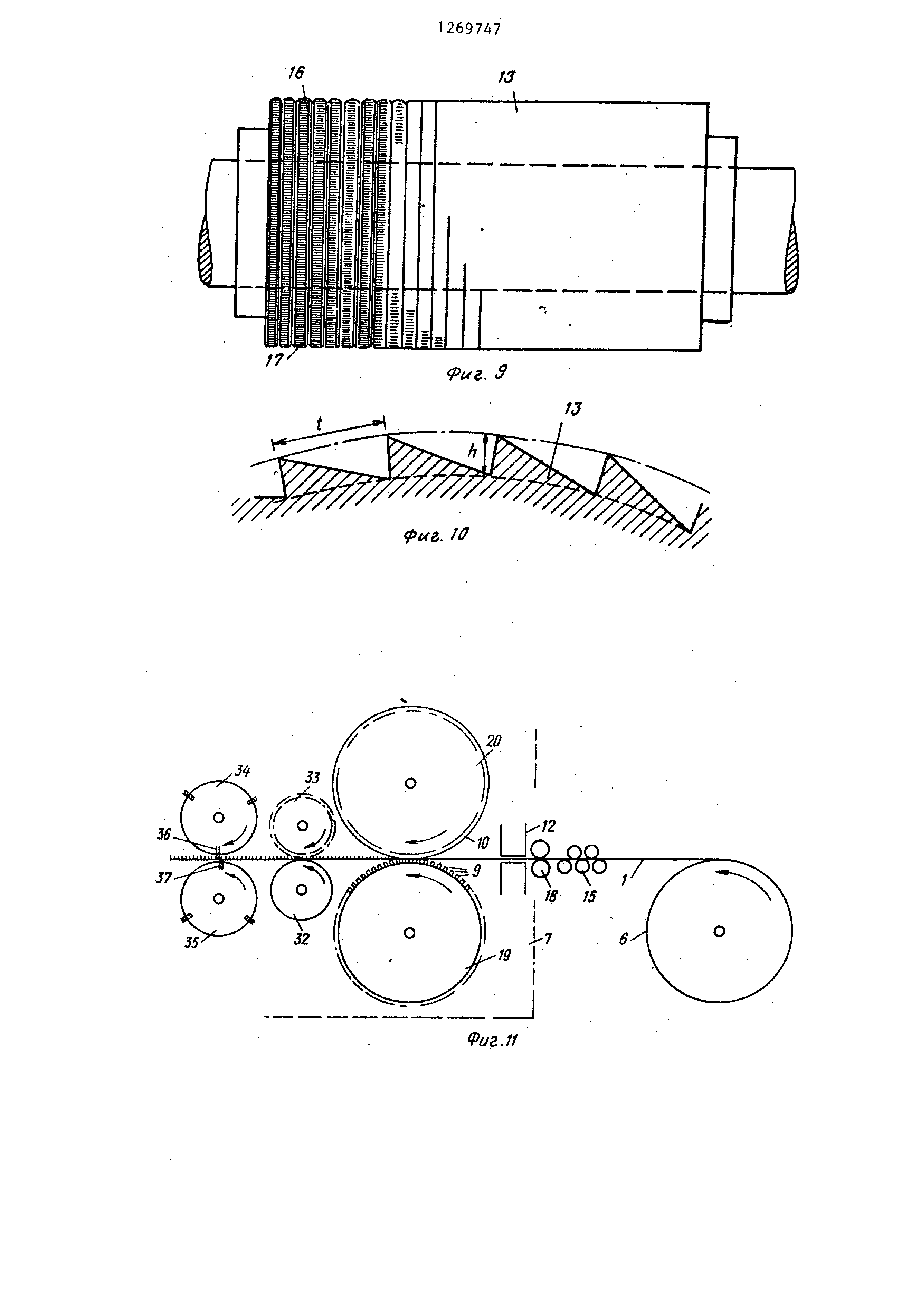
устройства для изготовления шиповой пластины, вид сбоку; на фиг.9шероховальный валок устройства, вид
сбоку; на фиг. 10 - зубья гаероховального валка, поперечное сечение на
фиг. I1 - другой вариант устройства, вид сбоку; на фиг. 12 - вырубной инструмент
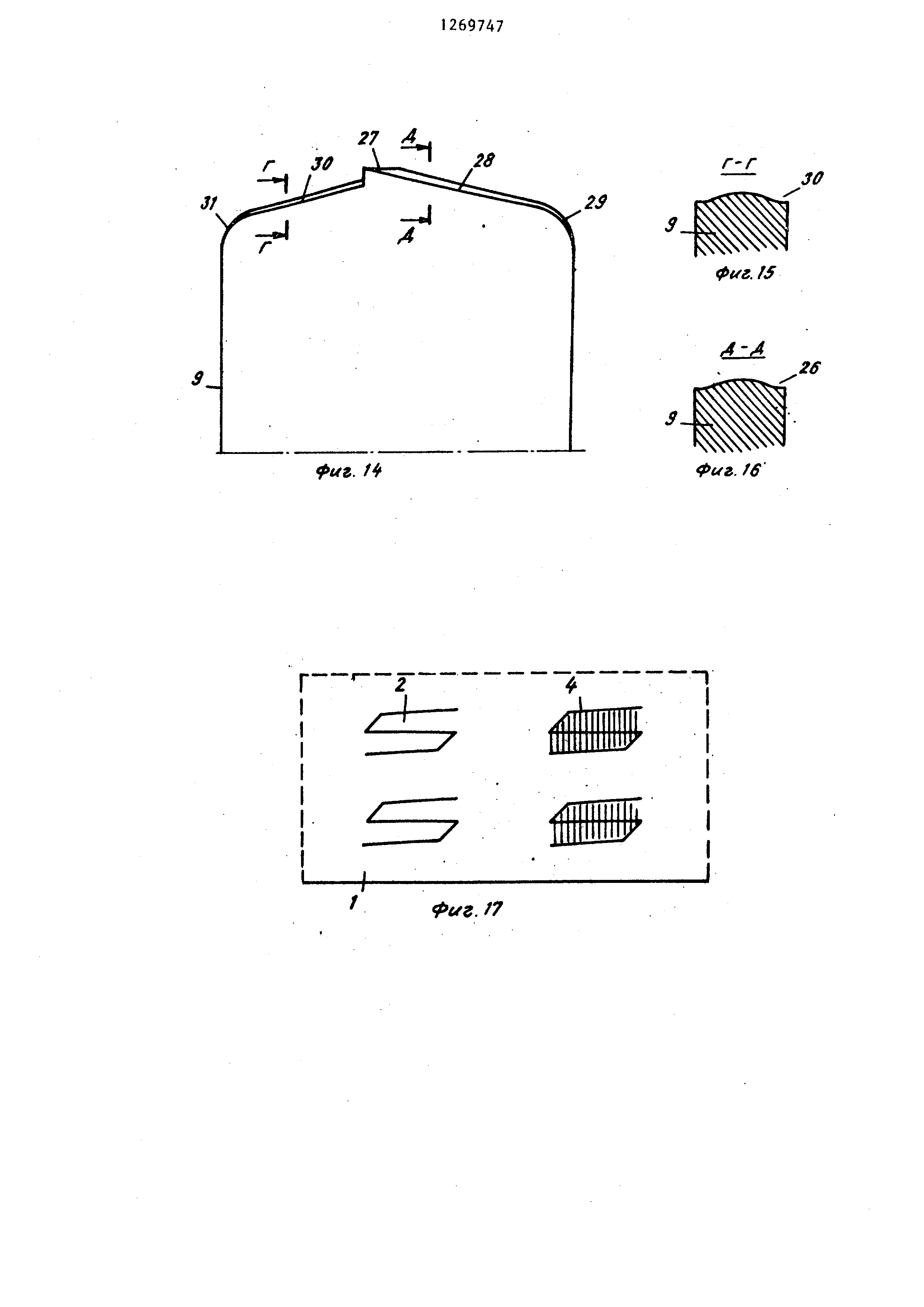
, вид сбоку; на фиг. 13 то же, осевой разрез; на фиг,, 14 верхняя часть пуансона в вырзлбном
инструменте, вид сбокуJ на фиг. 15 сечение Г-Г на фиг. 14, на фиг. 16сечение
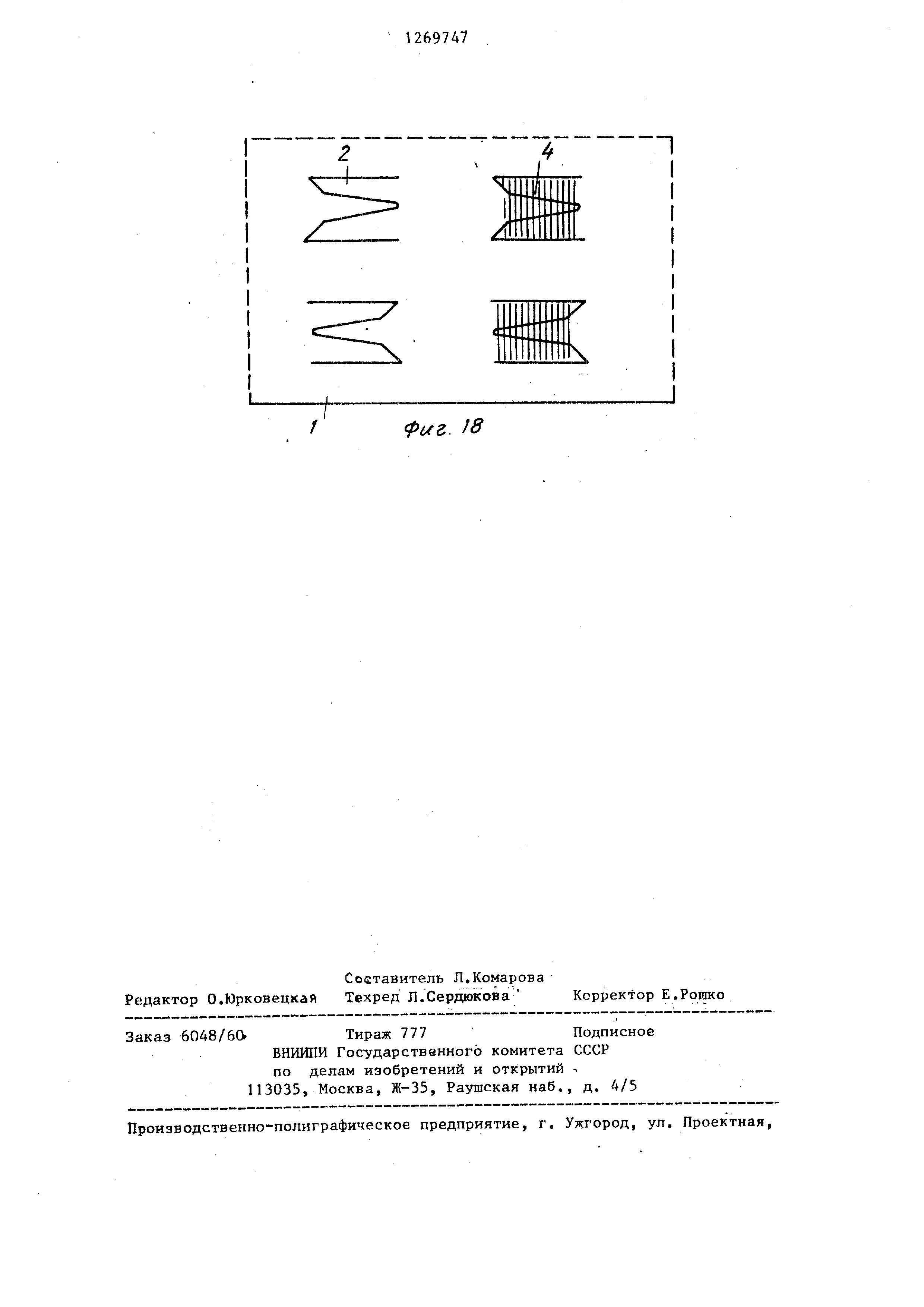
. Д-Д на фиг. 14, на фиг. 17 и 18 - участки двух Щиповых пластин
с шипами, вырубленными, но не отогнутыми .
Шиповая пластина выполнена из
стального листа 1 с шипами 2., причем материал, образующий шип, частич
но отсоединен от пластины, а частично прикреплен к кромке отверстия в
нижней части шипа. Пуансон вырубного
лее удаленные одна относительно другой
зоны, и отгибают надрезанные участки в одну относительно плоскости пластины сторону во встречном
направлении, отличающийс я тем, что надрезанные участки располагают таким образом, что они
имеют одну общую поверхность и каждый надрез ограничен Г-образной
поверхностью, примыкающей к указанной общей поверхности.
инструмента выполнен так, что после пробивки пластины он выталкивает шип
в результате чего тот выступает перпендикулярно к пластине. Шипы расположены
более или менее правильными группами, в данном случае рядами 3,
в которых шипы 2 образуют путем отгибания на разньпс концах вырубленного отверстия.
На плоской поверхности шипов, в данном случае на задней стороне,
выполнены поперечные зубцы - шероховатые участки 4 почти на всей длине
шипа. Зубцы наклонены в направлении к нижнему концу шипа, благодаря чему
шип легче входит в дерево при соединении и лучше удерживается в нем.
Целесообразно ограничивать зазубренный участок таким образом, чтобы не
было зазубрин на нижнем конце шипа, потому что из-за них шип может во время вырубки-отломиться.
Шипы 2 расположены на шиповой пластине главным образом на соседних
участках 5, проходяпщх по длине пластины и выполненных путем формоизменения
пластины таким образом, что часть участков 5 выгнута вверх немного вьщ1е уровня пластины (фиг,2
и З). Эта конструкция выгодна тем, что выполнение шероховатости (зазубривания
) легче и дешевле. Кроме того , повышаются прочность и жесткость шиповой пластины. Шипы могут быть
также вьшолнены так, что профиль их поперечного сечения слегка вьтуклый
в сторону шероховатости (фиг, 5-7), При этом повышается жесткость шипов
и в то же время улучшается уде живающая способность шероховатости (зазубрин).
Можно также выполнить два или больше шипов из одного вырубленног отверстия. При этом более выгодно
распределение материала шиповой пл стины, в результате чего увеличива
ется доля сплошного материала в пл . стине, в то время как число шипов остается прежним. Увеличивается
сопротивление пластины поперечному сдвигу. Поперечные зазубрины (шероховатость
) выполняют на полосовой заго товке в местах, где будут вырублены шипы, перед их вырубкой.
Полосовую заготовку шиповой- пла стины подают с разматывателя 6 к прессу 7 (фиг. 8), где выполняют
вырубку шипов на заготовки. Вырубку производят посредством закрепленного
в прессе вырубного инструмента 8, содержащего группу пуансо нов 9 в соответствующих им вырубны
матриц 10. Во время работы инструмента пуансон проходит сквозь пробивную пластину в соответствующей
форме отверстие матршц 1, в результате чего между каждым пуансоном и матрицей вырезается из пластины
часть материала, соответствующая поперечному сечению отверстия матрицы и образующая шип, отгибаемый
пуансоном почти в перпендикулярное положение по отношению к уровню полосовой
заготовки, причем шип остается соединенным своим нижним концом с кромкой вырубленного отверстия
, потому что в этом месте между пуансоном и матрицей имеется достаточно большой зазор, в результате
чего в этом месте заготовка не прорезается . Поперечное сечение пуансо
на и отверстия матрицы соответствует форме шипа, показанной на фиг.1 и 2, но оно может иметь и другую
форму, соответствующую конкретному готу. Посредством подающего приспособления
(не показано) полосовую заготовку последовательно подают к вырубному инструменту, KOTOJMJ. вырубает
в шиповой пластине одну или несколько пар рядов шипов за каждый ход. Например, посредством устройства
(фиг. 8) во время последовательного движения полосы вперед в
ней вырубают за один раз две пары рядбв шипов (фиг. 1). Перед вырубкой- шипов на полосовой
заготовке выполняют шероховатые участки 4, проходящие вдоль по полосе
, т.е. в направлении подачи, к име ющие главным образом поперечные или
диагональные по отношению к длине полосы бороздки, зубцы или гребешки,
например, с промежутком 1-3 мм. Эти участки располагают на полосе в
тех местах, где будут вырублены шипы . Таким образом, шипы имеют поперечные зазубрины.
Предлагаемый способ обеспечивает экономичное вьтолнение зазубрин на плоской поверхности шипов.
Как показано на фиг, 1, в правой части шиповой пластины зазубрины могут
быть также сделаны последовательно на соответствующих длине шипов участках, на которых шипы еще
не вырублены. При выполнении зазубрин шероховатостей ) путем прокатки или штамповки
повьшается прочность материала пластины, в результате чего также
повьш1ается прочность готовой шиповой пластины и можно использовать
более тонкий материал пластины. Таким образом, обеспечивается снижение затрат на сырье.
Обычно зазубрины делают только на одной стороне заготовки пластины,
на той стороне, куда выступают шипы, так как при вырубке шипа из пластины
торец вырубного инструмента сглаживает шероховатость с одной стороны
. Для обеспечения спокойного продвижения пробитой пластины вперед
пуансоны 9 на позиции пробивки расположены ниже полосовой заготовки,
а матрицы 10 - над ней (фиг. 8), так что шипы выступают наружу и пробитая
заготовка может быть легче продвинута на следующую позицию, где
производят резку полосы на требуемые отрезки посредством отрубного штампа
11 последовательного действия. Дпя вьтолнения шероховатости (зазубривания ) полосовой заготовки
ероховальный инструмент 12 размещат на вырубном прессе или впереди
его перед вырубным инструментом 8, шероховальном инструменте имеются
ва валка 13 и 14, вращающихся в одшипниках к имеющих параллельные 5 оси, 3-акрепленные на общем корпусе. При этом должны обеспечиваться возможность
регулирования положения по высоте по крайней мере одного из ва ков в соответствии с толщиной полосовой
заготовки, установленной для пропускания между валкими, а также достаточное сжатие между валками,
чтобы зубцы шероховального валка врезались в поверхность подвергаемой шерохованию пластины Валок 13
с шероховалъными зубцами размещен в инструменте выше, а гладкий противоположный валок - под ним (фиг,8
Шероховальньй инструмент 12 может быть размещен так, что он одновременно действует как устройство
для подачи заготовки с разматывателя 6 к вырубному инструменту 8, Для
правки полосы перед поступлением ее к шероховальному HHctpyMeHTy она
должна быть пропущена через правил нов устройство 15, содержащее несколько последовательных валков,
Шероховальный инструмент 12 в этом случае может быть прикреплен на кон це .
Для того, чтобы шероховальный ин струмент мог работать как подающее устройство, он снабжен приводными
частями для вращения пар валков последовательно в соответствии с длиной
подачи. Подача должна происходить во время обратного хода вырубного инструмента и прекращаться во
время рабочего хода. Шероховальный узор на шероховаль . ном валке содержит комплект соседних
участков 16 и 17 наружного цилиндра , нарезанных подобно диску пилы. Каждый второй участок 16 имеет
параллельные зубцы, а находящие ся между ними участки 17 имеют зубцы, идущие в противоположном на
правлении. Это сделано для того, чтобы выполнить шероховатость на
задней стороне пшпа,, при которой шип легко входит в древесину, но удерж
вающая сила против вытаскивания значительна. Этот требует также ко струкция шиповой пластины, в котор
каждый второй шип - правый (если смотреть : сбоку) и каждый второй левый .
Шероховальный валок (фиг. 9) мо жет быть вьтолнен составным из дис ков с отверстием в центре, ширина
которых соответствует поперечному 47 агу шипов и которые закаливают,
ладко полируют и закрепляют на обей оси, после чего затачивак т шероовальные
зубцы на наружной поверхости на всех дисках одновременно. Затем эту комбинацию дисков разъеиняют
и каждый второй диск в комбиации переворачивают так, что зубцы этих дисков по отношению к другим
дискам направлены в противоположную сторону, после чего комбинация дисков может быть затянута на
общей оси, например, посредством винта . Шероховальные зубцы валка могут
быть относительно густо расположенными и низкими, например высота зуба около 0,2-0,5 мм и шаг 1-3 мм
(фиг. 10). Описанный Шероховальный валок является одним из вариантов шероховального
инструмента. Шерохование может быть выполнено и другими типами
инструментов. Может быть использован инструмент, имеющий лезвие
для насечки, подобное используемому для изготовления напильников. ,
Шерохование может быть также выполнено механической обработкой с образованием стружки.
Способ работы и конструкция шероховального инструмента зависят от
способа вырубки ЕТИПОВ шиповой пластины на полосовой заготовке. Шипы
могут быть также расположены поперек полосовой заготовки, причем зубцы
шероховдтости на их поверхности выполняют проходящими в продольном направлении
полосы с тем, чтобы на шипах они бьши поперечными. В этом
случае может быть использован шерохсГвальный инструмент, в котором канавки
идут в том же направлении. Шерохование может производиться
путем .штамповки посредством специальных шероховальных штампов, которые
штампуют узор шероховатости на полосовой заготовке шиповой пластины
на месте каждого шипа перед вырубкой щипЬв. Этот инструмент может быть выполнен
с возможностью прикрепления его к инструменту дпя вырубки шипов.
Узор шероховатости вьтолняется на торцах этого инструмента, причем
вырубные инструменты действуют на плоскую поверхность противолежащей
матрицы. Шероховатость может быть вьтолнена также с обеих сторон заго . 1
тонки пластины, особенно когда шипы выполняют так, что они выступают по
очереди с обеих сторон пластины.
При использовании предлагаемого
способа шероховатость на заготовке шиповой пластины может быть выполнена на заводе, связанном с данным
производством, или на отдельной позиции , удаленной от пресса для выру к и шиповых пластин,
Эффективность операции вьтолнения шероховатости повышается путем
выполнения непрерывных или следующи один за другим приподнятых участков
проходящих рядом друг с другом по длине заготовки или по длине шероховатости через места, где должны быт
вырублены шипы. Эту операцию выполняют перед шерохованием и целью ее
является уменьшение механического воздействия на шероховальный инструмент
. При этом усилие обработки давлением или рабочее усилие, потребное для шерохования, уменьшается по
сравнению с шерохованием, выполняе-: мым на заготовке с совершенно плоской
поверхностью, при котором зубцы инструмента должны проникать в подлежащий
формоизменению материал даж по краям режущих или формоизменяющих кромок. На листе 1 шиповой пластины
(фиг. 3) вьшолнены расположенные рядом друг с другом приподнятые участки
5, выступаюпдае от поверхности пластины примерно на толщину пластины
. Этот тип формоизменения заготовки пластины выполняется с помощью известных желобообразующих роликов
или т.п. Ролики могут быть оазмещены на общей оси с регулируемым промежутком между ними.
Приподнятость участков 5 облегчает выполнение шероховатости на полосовой
заготовке непосредственно, а также косвенно оказывает полезноевлияние на инструмент, состоящее
в том, что зубцы инструмента могут быть равномерными и непрерывными в
направлении оси. При этом износ инструмента компенсируется перемещением
его в направлении оси для введения в работу неиспользованной части инструмента. Это увеличивает
срок службы инструмента.
Полосовую заготовку подают с разматывателя
6 к прессу 7. В варианте устройства (фиг. 11) первая позиция содержит правильное устройство 15 и
69747 . 8
профилирующие валки 18, которые могут
-действовать как штампующее устройство для нанесения на изделие производственных цифр и меток. Пара
-j профилирующих валков вьшолняет на полосе приподнятые участки 5 (возвышения
. Затем инструмент 12 выполняет узор шероховатости. Gtepoховальным инструментом может быть
10 пара валков, рубящий (насекающий) или режущий инструмент. На следующей
рабочей позиции - позиции вырубки шипов расположены барабан 19 с пуансонами и барабан 20 с матрицами,
15 вращающиеся в противоположных направлениях , почти соприкасаясь друг
с другом, на периферии которых размещены пуансоны 9 и матрицы 10 с шагом
по окружности, соответствующим
20 шагу рядов шипов, в результате чего
при вращении барабанов с постоянной скоростью соответственные пуансоны и матрицы точно встречаются
друг с другом. Лист I шиповых плас25 тин перемещают, между барабанами с
пуансонами и матрицами с такой же скоростью. При зтом вырубка шипов
происходит не шагами, а непрерывно. При вырубке шипов из плйстины их
0 нижние концы остаются соединенными с заготовкой. Выступание шипов наружу
обеспечивают путем создания подходящего профиля пуансона и матрицы , соответствующего профилю ниж-
ней части шипа. Вращение барабанов осуществляется посредством, например,
зубчатой передачи. Пуансоны и матрицы , используемые при вырубке шипов,
размещены на периферии барабанов ря0 дами с шагом, соответствующим шагу рядов шипов.
Ряды шипов шиповой пластины (фиг. 1) расположены перпендикулярно
к длине полосовой заготовки. Соседние шипы отгибаются при вырубке
к противоположным сторонам ряда.Благодаря такому размещению нагрузка на
шипы распределяется более равномерно по пластине.
Ряды шипов могут располагаться на полосе в диагональном направлении
. При этом пуансоны и матрицы размещают на барабанах 19 и 20 соответственно
диагональными рядами. Диагональное расположение рядов выгодно
тем, что нагрузка на инструменты распределяется олее равномерно, потому
9
что инструменты ряда приходят в положение
вырубки в. равное время.
При размещении пуансонов и соответствующих
матриц на вращающихся навстречу друг другу барабанах,, между , которыми движется пробиваемая полосовая
заготовка, значительно увеличивается срок службы инструментов Исключаются обусловленные резкими
импульсами вибрация и шум, которые оказывают вредное влияние на служащих , машины и оборудование. Кроме
того, непрерывное движение полосовой заготовки обеспечивает получение большого количества изделий в
единицу времени, что при хорошем качестве дает большую выгоду
В предлагаемой конструкции вращающегося вырубного инструмелта (фиг. 12 и 13) барабан 19 с пуансонами
находится внизу „ а барабан 20 с матрицами выше него для ясности показан только один ряд пуансонов
и матриц). Диаметр барабанов 19 и 20 должен быть достаточно большим,
чтобы при вхождении в контакт вырубного инструмента с поверхностью полосовой
заготовки угол контакта был небольшим„
Барабан с пуансонами может быть
выполнен составным из закрепляющих дисков 21 и промежуточных дисков
(пластин) 22 между ними, закрепленных на общей оси, например, посредством
болта. Толщину дисков 21 и 22 определяют на основе взаимного поперечного промежутка между пуансонами
. Для закрепления пуансонов на периферии диска 21 предусмотрены равномерно расположенные радиальные
пазы 23, выполненные с относительно точными допусками, чтобы держа.тели
пуансонов подходили к ним с достаточной точностью. Могут быть предусмотрены также детали для зажи
ма пуансонов на их местах (не показаны ) . Зажим пуансонов на их местах производится в данном случае
путем стягивания всего ряда пуансонов посредством болта (на показан пунктирной линией 24), Толщина
пуансона в этом случае немного больше толш.ины дисков 21 , чтобы пуансоны можно бьшо зажимать между
дисками 22.
Закрепленный барабан 20 для матрицы
может иметь аналогичную конструкцию , содержащую набор дисков
О
для закрепления матриц и промежуточньк дисков между ними. Барабан
для матриц (фиг. 12 и 13) не ,имеет прикрепленных к нему отдельных
контрбарабанов с отверстием, соответствующим профилю поперечного сечения
пуансона, а матрицы образуются несколькими дисками и промежуточными дисками между ними, которые
расположены группами на общей оси и закреплены близ периферийной поверхности
посредством болтов, параллельных оси. Промежуточные диски несколько меньше в диаметре, чем i,
диски матриц, и имеют толщину примерно на зазор для вырубки превышающей
толщину .пуансона. Таким образом , матрицы образованы на периферии матричных дисков в месте паза
между соседними дисками, к которому подходит пуансон на стадии вы рубки
. Поскольку вырубка в случае шиповой пластины очень узка, такая матрица удовлетворяет требованиям,
несмотря на то, что паз открыт продольно . Матричные диски закаливают
по периферийной поверхности и путем круглого шлифования легко затачивают их. Описанная конструкция
инструмента выгодна в обслуживании, поскольку этот инструмент легко затачивается
и установка его не требует высокой точности.
Действие пуансона показано так
же на фиг. 12, когда он вырубает
шип в шиповой пластине и ударяет в пластину во время движения качения.
Торцевая поверхность пуансона скошена , так что он начинает резание
с кончика шипа. При этом резание продолжается в направлени-и к нижней
части шипа во время взаимного движения качения пуансона и матрицы,а
в конце резания шип отгибается в
почти перпендикулярное к заготовке
положение.
В соответствии с вариантом фиг.47
) шипыпластины вырублены так, что из одного вырубленного отверстия
образуются два шипа: длинный шип 25 и короткий шип 26. Кончики шипов
скошены в разных направлениях. Когда шипы имеют разную длину и расположены
противоположно, потребная сила нажатия на шиповую плиту при соединении
распределяется более равномерно , так что вдавливание происходит без каких-либо нарушений. Вы11
пуклый в сторону шероховатости профиль
поперечного сечения (фиг. 5-7) увеличивает жёсткость шипов и силу их удержания.
Вырубку шипов предлагаемым способом вьшолняют посредством пуансонов (фиг. 14-16). На торцевой поверхности
пуансона образована скошенная сту пенчатая кромка 27, которая на первой стадии резания делает косой рез
образующий кончик шипа. После этого наружные боковые кромки 28 торца
пуансона делают боковые резы длинного шипа 25, и профильная грань 29 вместе с концевой частью кромок 28
отгибает шип наружу.. Вырубка коротко го шипа 26 начинается несколько позже
вырубки шипа 25, потому что кромки 30 начинают резание после резки
кромками 28 вследствие разницы в высоте . Вместе с кромками 30 предусмотрена
также профильная грань- 31, которая отгибает шип наружу на конеч ной стадии вырубки. Торец пуансона
между кромками 28 и 30 может быть сделан выпуклым, в результате чего
выпуклый в поперечном сечении профиль шипов. .После образования шипов между барабанами
с пуансонами и матрицами при их совместном вращении и при перемещении заготовки с соответствующей
скоростью происходит выпрямление шипов, которые, возможно, наклонены . Это делают посредством пары
валков, из которых один валок 32 име ет цилиндрический профиль, а другой
валок 33 имеет канавки эвольвентной, как у зубьев зубчатого колеса, поверхностью
, но впадины между зубьями уже. Шаг соответствует расстоянию между рядами шипов. При встрече шипов
с впадинами между зубьями они выпрямляются и становятся почти в риг. А7 перпендикулярное к поверхности пластины
положение. После вьтрямления шипов производят резку заготовки на требуемые отрезки
. Это делают посредством пары отрубных валков ЗА и 35, расположенных
вьше и ниже заготовки и снабженных противостоящими друг другу лезвиями 36 и 37, распределенными
по окружности в соответствии с требуемой длиной отрезков. Лезвия установлены
так, что при вращении пары валков с постоянной скоростью, соответствующей скорости поступательного
дб ижения заготовки, они входят в контакт друг с другом, образуя пары поперечной резки, в результате
чего заготовка разрезается. При необходимости валки с лезвиями могут
быть изменены. В качестве отрубного инструмента могут быть использованы
другие типы известных констрз кций инструментов. Предлагаемый способ и устройство
пригодны для изготовления многих типов шиповых пластин. В качестве примера на фиг. 17 и
18 показаны другие формы шипов шиповой пластины,.при изготовлении которой может быть использовано
изобретение. Что касается прочности шиповой пластины, то целесообразно
использовать те конструкции, в которых из одного пробитого отверстия
образуются два или более шипов.Для этих конструкций можно легко применить
шерохование плоской поверхности шршов в соответствии с изобретением . Можно изготавливать шиповые
пластины, в которых сплошные участки между пробитыми отверстиями значительно
шире, в результате чего значительно увеличится прочность на оперечный сдвиг.
S.
222225
Фиг.З
.26
,/
. 5
t
Б- Б . АА «
фиг 4
25
ВВ-8
.6
pt4Z.. 7
Л5
X
/2 /J
, /
/5
.8
. f3
Г-Г
23
i
|Ш
. /7
Л
puz. J8
Комментарии