Соединительный узел и способ его формирования - RU2636632C2
Код документа: RU2636632C2
Чертежи


Описание
[0001] Изобретение было сделано при поддержке правительства по контракту № W911W6-07-D 0002-0020 ITRB фаза IV (EATTS 20) для вооруженных сил. Правительство имеет определенные права на это изобретение.
ОБЛАСТЬ ТЕХНИКИ И УРОВЕНЬ ТЕХНИКИ
[0002] Область настоящего изобретения в целом относится к соединительным узлам, а более конкретно, к механическому соединению, которое способствует ограничению перемещения между его компонентами.
[0003] В последнее время по меньшей мере некоторые компоненты известных воздушных летательных аппаратов изготавливались из многослойных слоистых структур неметаллических композиционных материалов, таких как усиленный углеродными волокнами полимер (CFRP). Композиционные материалы могут быть использованы в сочетании с металлическими материалами, такими как алюминий, титан и/или сталь, чтобы уменьшить вес воздушного летательного аппарата. При использовании в настоящем документе термин "металлический" может относиться к одному металлическому материалу или материалу на основе неметаллического сплава. Уменьшение общего веса в целом способствует повышению топливной эффективности воздушного летательного аппарата.
[0004] Известные гибридные структуры на основе композиционных и металлических материалов могут быть реализованы в узлах воздушного летательного аппарата при решении самых разных задач. Например, по меньшей мере некоторые известные лопасти несущего винта включают в себя признаки, которые обеспечивают использование местных масс вдоль областей лопасти, проходящих по диаметру несущего винта, и областей законцовки. Такие признаки могут быть использованы для модификации конструктивных динамических характеристик лопасти и/или обеспечения возможности включения средств уравновешивания в лопасть, чтобы учесть различия в массе лопасти, возникающие при изготовлении.
[0005] По меньшей мере некоторые известные признаки выполнены имеющими структурную молекулярную связь (т.е. адгезив) в лопасти или лонжеронном узле лопасти с использованием соединения внахлест. Обеспечение целостности структурной молекулярной связи в целом требует проверки с помощью получения изображений, основанных на способах неразрушающего контроля (NDI). Однако неразрушающий контроль NDI может потребовать значительных трудовых и денежных затрат. Таким образом, все более важными становятся повышение эффективности в отношении срока изготовления структур, в которых используются соединения внахлест, и улучшение надежности используемых в них структурных молекулярных связей.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] В одном аспекте предложен соединительный узел. Соединительный узел включает в себя первый компонент, сформированный из первого материала, и второй компонент, включающий в себя участок, который проходит, по меньшей мере частично, в первый компонент и который имеет неравномерный внешний профиль. Первый материал выполнен с возможностью формирования из него первого компонента формы, по существу дополняющей форму указанного участка, чтобы способствовать ограничению перемещения второго компонента в осевом направлении.
[0007] В другом аспекте предложен лонжеронный узел для применения в системе вращательных лопастей. Узел включает в себя корпусную часть, проходящую от участка комля до участка законцовки и сформированную из первого материала. Узел также включает в себя узел крепления законцовки, включающий в себя участок, который проходит, по меньшей мере частично, в участок законцовки и который имеет неравномерный внешний профиль. Первый материал выполнен с возможностью формирования из него корпусной части формы, по существу дополняющей форму указанного участка, чтобы способствовать ограничению перемещения узла крепления законцовки в осевом направлении.
[0008] Еще в одном аспекте предложен способ формирования соединительного узла. Согласно способу обеспечивают первый компонент, сформированный из первого материала, пропускают участок второго компонента, по меньшей мере частично, в первый компонент, формируют первый компонент вокруг второго компонента. Участок имеет неравномерный внешний профиль, а первый материал выполнен с возможностью формирования из него первого компонента формы, по существу дополняющей форму участка второго компонента, чтобы способствовать ограничению перемещения второго компонента в осевом направлении.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
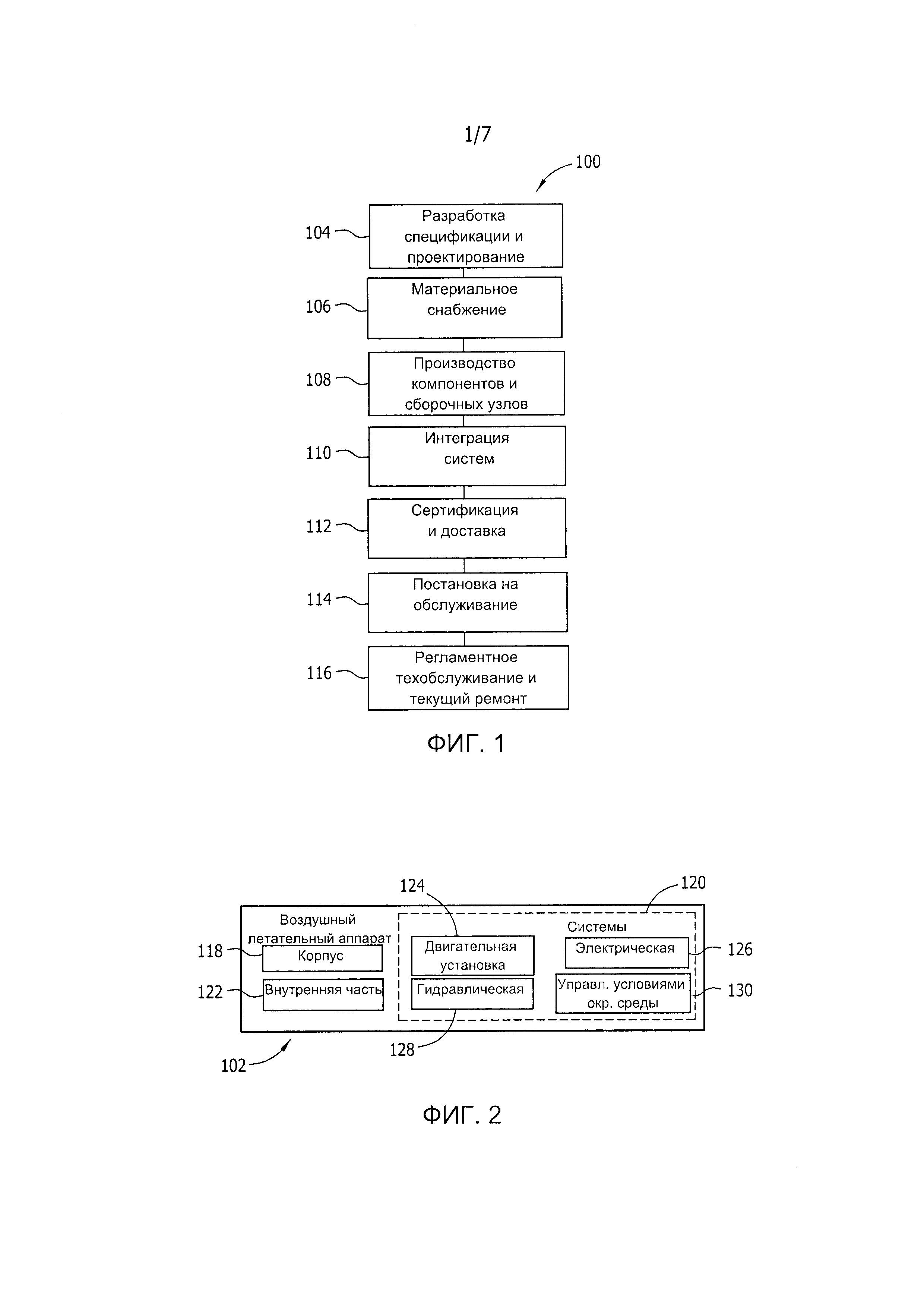
[0009] На ФИГ. 1 приведена структурная схема примера способа изготовления и обслуживания воздушного летательного аппарата.
[00010] На ФИГ. 2 приведена блок-схема примера воздушного летательного аппарата.
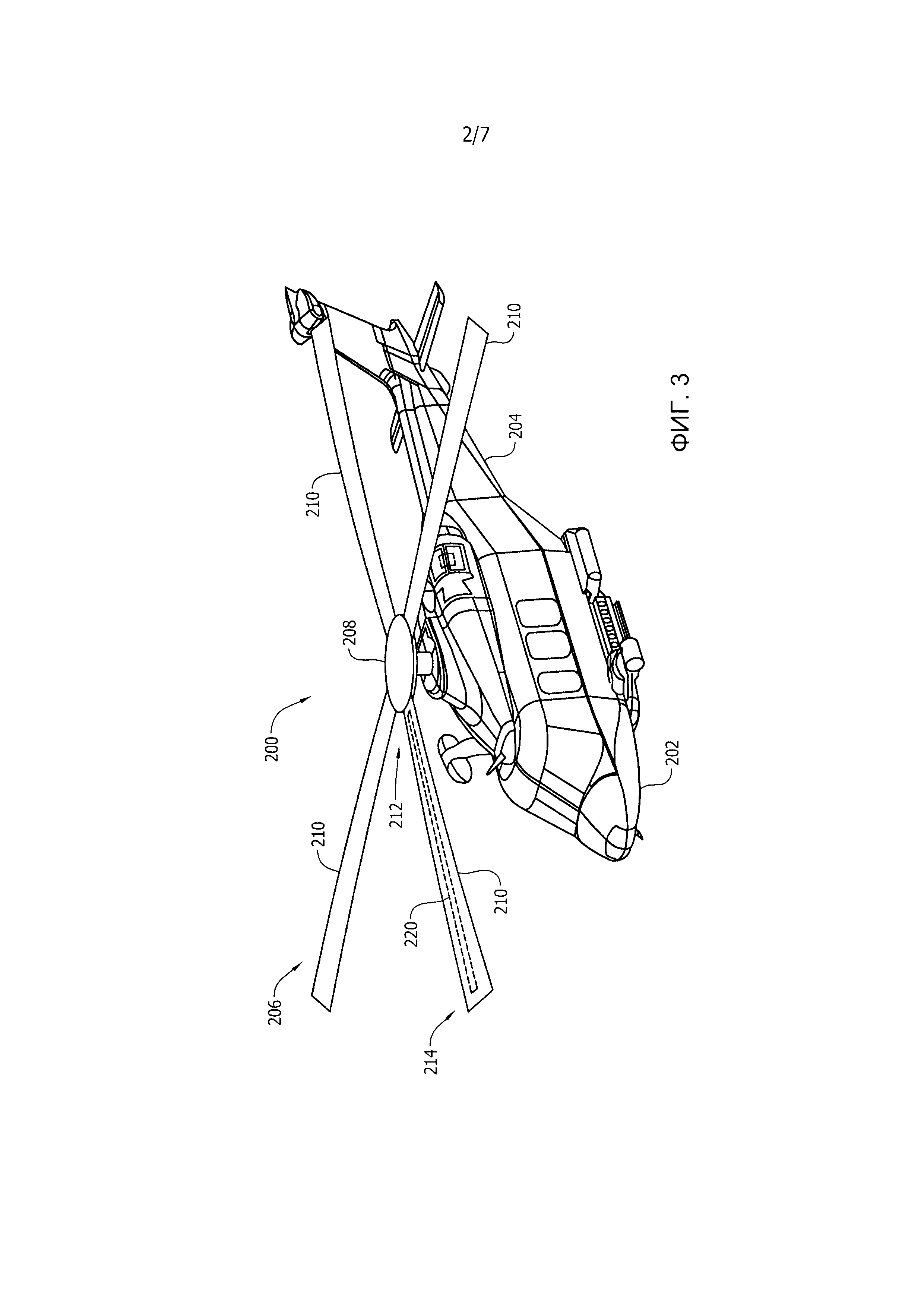
[00011] На ФИГ. 3 приведен перспективный вид примера вертолета.
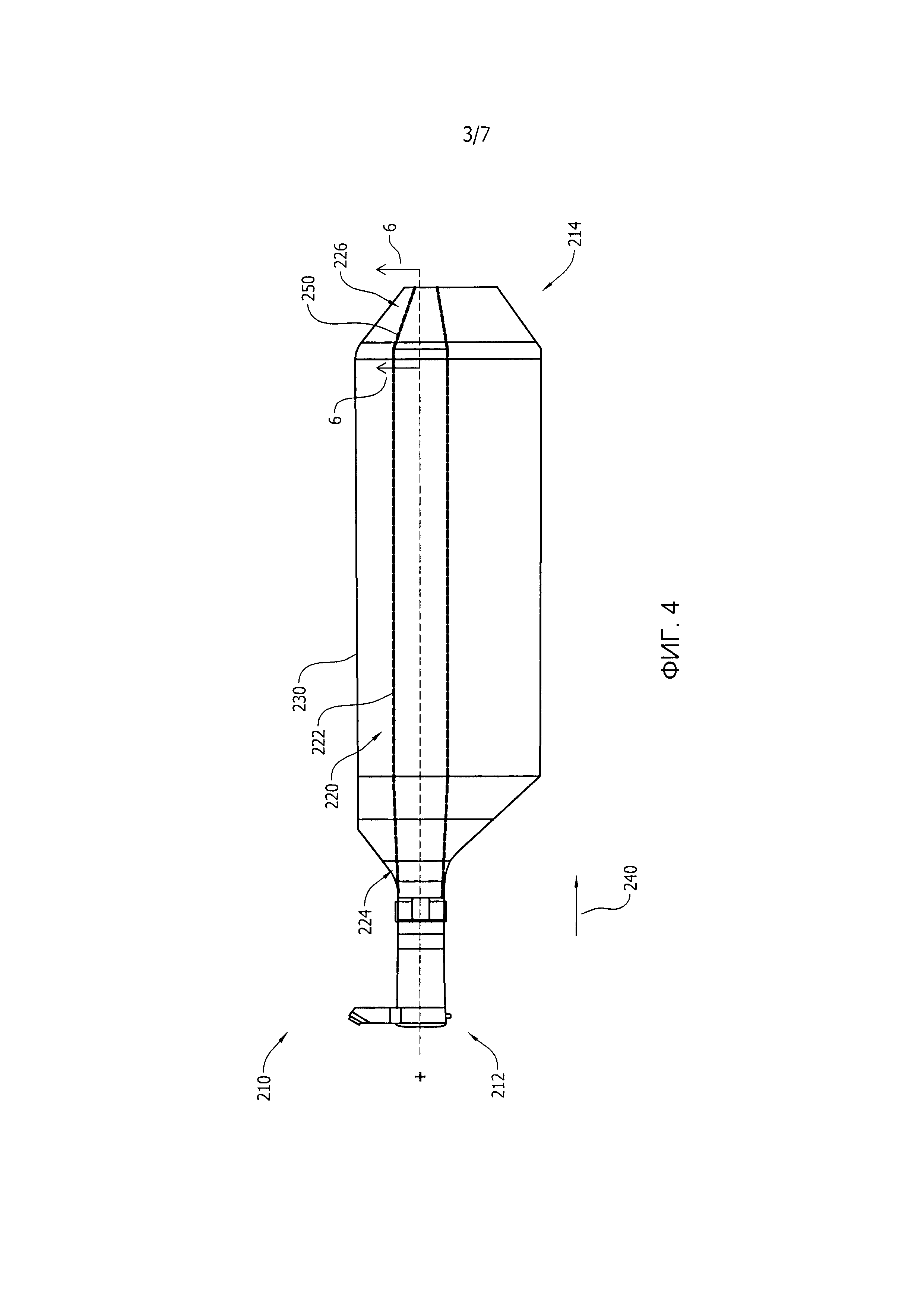
[00012] На ФИГ. 4 приведен перспективный вид примера лопасти несущего винта, которая может быть использована с вертолетом, показанным на ФИГ. 3.
[00013] На ФИГ. 5 приведен перспективный вид примера узла крепления законцовки, который может быть использован с лопастью несущего винта, показанной на ФИГ. 4.
[00014] На ФИГ. 6 приведено выполненное по линии 6-6 сечение примера лонжеронного узла, который может быть использован с лопастью несущего винта показанной на ФИГ. 4.
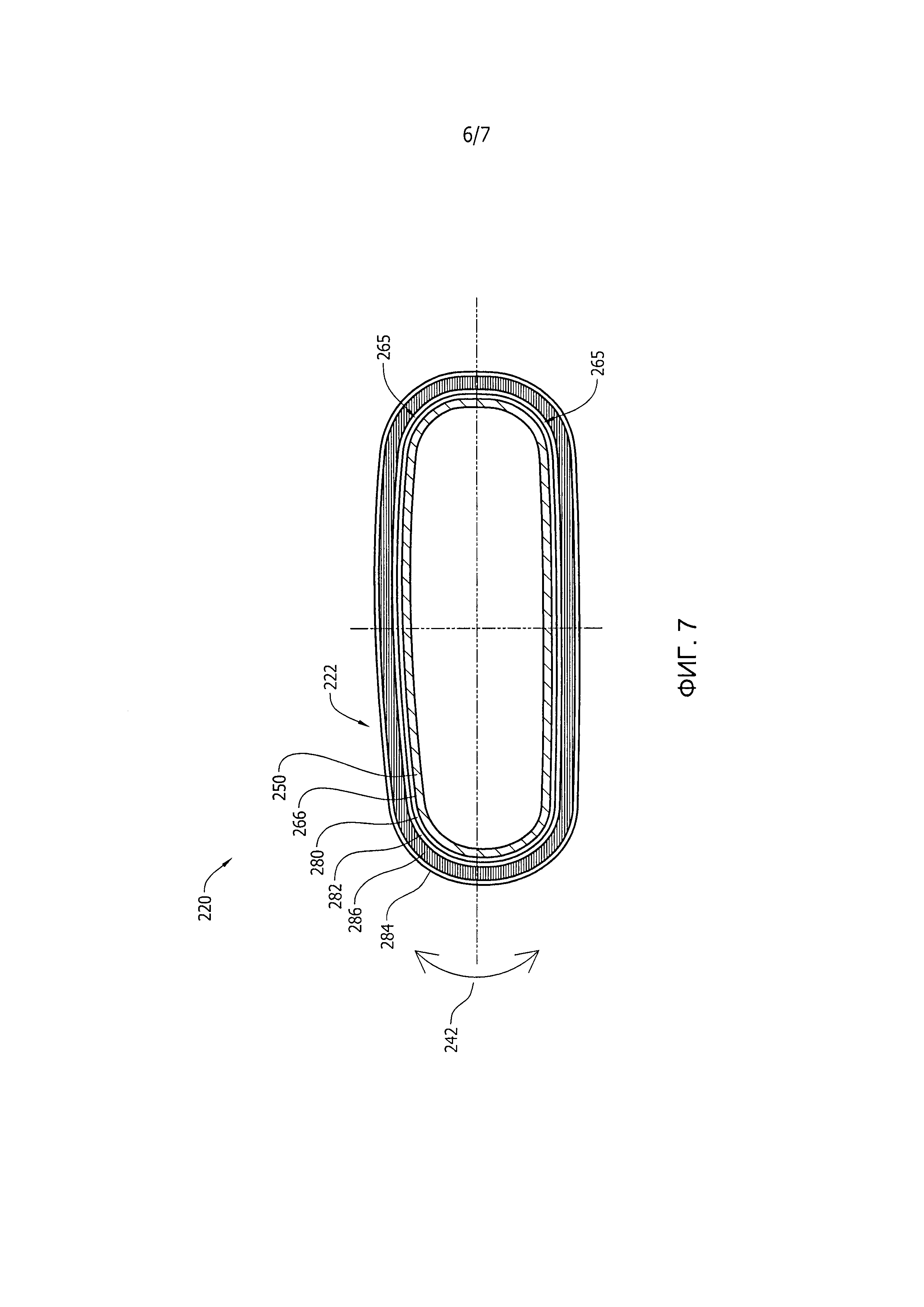
[00015] На ФИГ. 7 приведено выполненное по линии 7-7 сечение лонжеронного узла, показанного на ФИГ. 6.
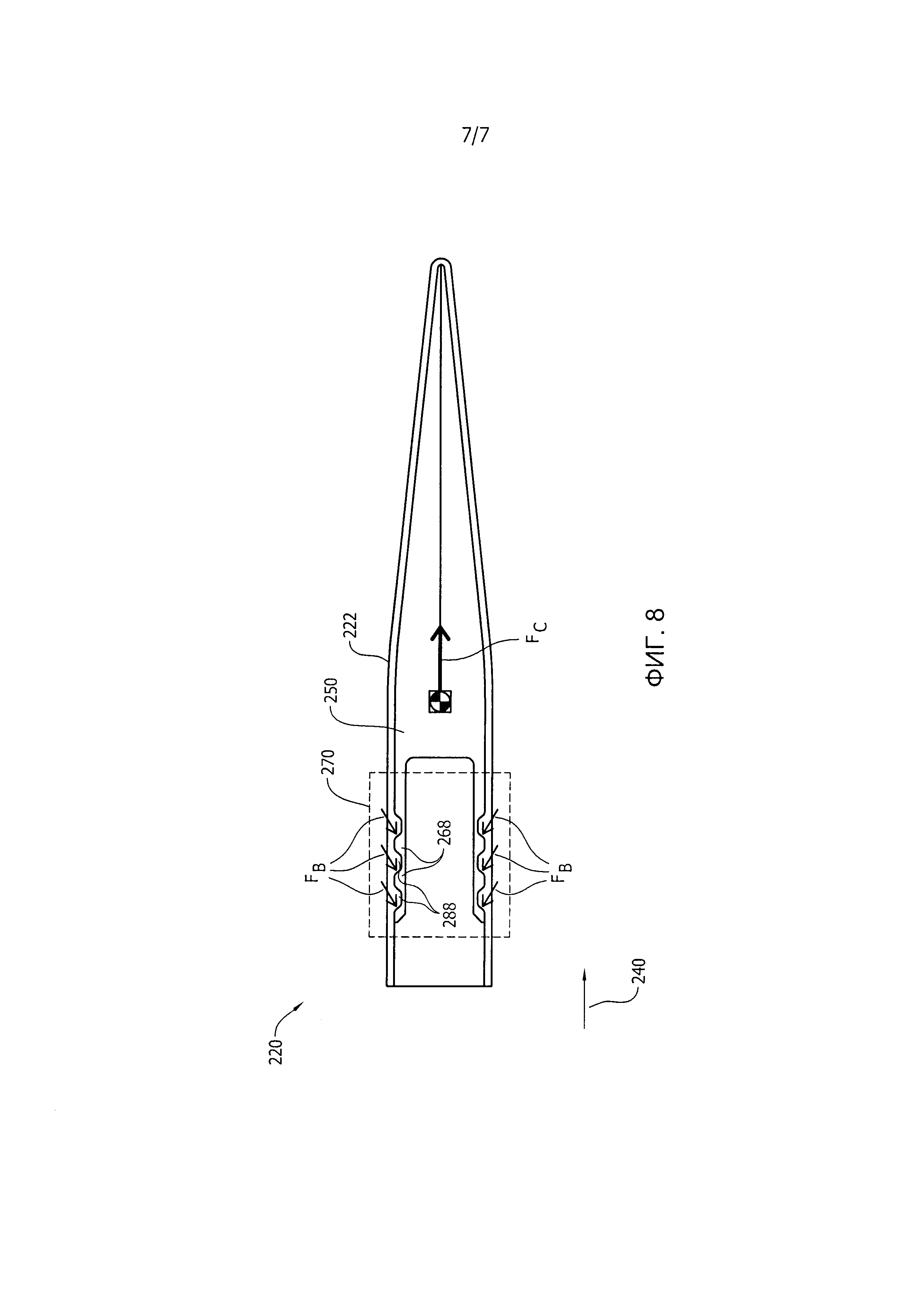
[00016] На ФИГ. 8 приведена иллюстрация еще одного сечения лонжеронного узла, показанного на ФИГ. 6.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00017] Варианты осуществления изобретения, описанные в настоящем документе, относятся к узлам и способам, которые способствуют ограничению осевого перемещения между компонентами соединительного узла. В примерном варианте реализации соединительный узел включает в себя первый компонент и второй компонент, каждый из которых включает в себя признаки, которые имеют взаимную фиксацию, чтобы способствовать формированию механического соединения. В частности, участок первого компонента, выполненный с возможностью по меньшей мере частичной вставки во второй компонент, имеет неравномерный внешний профиль, а второй компонент сформирован из материала, который соответствует форме неравномерного внешнего профиля. По существу, между первым компонентом и вторым компонентом сформировано механическое соединение, которое способствует ограничению осевого перемещения между компонентами без использования пленочного адгезива.
[00018] Со ссылкой на чертежи могут быть описаны, варианты реализации настоящего раскрытия в контексте способа 100 изготовления и обслуживания воздушного летательного аппарата (показано на ФИГ. 1) и в отношении воздушного летательного аппарата 102 (показано на ФИГ. 2). Во время подготовки к изготовлению, включающей разработку спецификации и проектирование 104, данные воздушного летательного аппарата 102 могут быть использованы во время процесса изготовления и могут быть поставлены 106 другие материалы, связанные с корпусом. Во время производства происходит изготовление 108 компонентов и сборочных узлов и интеграция 110 систем воздушного летательного аппарата 102, после чего воздушный летательный аппарат 102 проходит через стадию сертификации и доставки 112. После успешного проведения и завершения сертификации корпуса воздушный летательный аппарат 102 может быть введен в эксплуатацию 114. При эксплуатации заказчиком воздушный летательный аппарат 502 подпадает под периодическое, текущее и плановое регламентное техобслуживание и текущий ремонт 516, включая любую модернизацию, перенастройку и/или переоборудование и так далее, например.
[00019] Каждая часть и каждый процесс, связанные со способом 500 изготовления и/или обслуживания воздушного летательного аппарата, могут быть выполнены или осуществлены системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях настоящего описания, системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
[00020] Как показано на ФИГ. 2, воздушный летательный аппарат 102, изготовленный с помощью способа 100, может включать в себя корпус 118, имеющий множество систем 520 и внутреннюю часть 522. Примеры высокоуровневых систем 120 включают в себя одну или более из следующих систем: движительная система 124, электрическая система 126, гидравлическая система 128 и система 130 управления условиями окружающей среды. Любое количество других систем может быть включено. Несмотря на то что показан пример, относящийся к аэрокосмической области, принципы настоящего изобретения могут применяться в других областях промышленности, таких как автомобилестроительная промышленность.
[00021] Устройства и способы, реализуемые согласно настоящему документу, могут быть использованы во время любого одного или более этапов способа 100. Например, компоненты или сборочные узлы, соответствующие изготовлению 108 компонентов и сборочных узлов, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 102. Также, один или более вариантов реализации устройств, реализации способов или их комбинация могут быть использованы во время производственных этапов 108 и 110, например, путем по существу ускорения сборки или уменьшения стоимости сборки воздушного летательного аппарата 102. Схожим образом, один или более примеров реализаций устройств или реализации способа или их комбинация могут быть использованы во время эксплуатации воздушного летательного аппарата 102, например, и без ограничения, во время регламентного техобслуживания и ремонта 116.
[00022] При использовании в настоящем документе термин "воздушный летательный аппарат" может включать в себя, но без ограничения только этим включением, самолеты, беспилотные летательные аппараты (UAV), планеры, вертолеты и/или любой другой объект, который перемещается через воздушное пространство.
[00023] На ФИГ. 3 показана перспективная иллюстрация примера вертолета 200, который включает в себя фюзеляж 202, хвостовую балку 204 и лопастную систему 206. Лопастная система 206 включает в себя втулку 208 и лопасти 210 несущего винта, которые соединены с втулкой 208. Лопасти 210 несущего винта включают в себя по меньшей мере один лонжеронный узел 220, проходящий от участка 212 комля до участка 214 законцовки лопасти 210 несущего винта. В примерном варианте реализации лопастная система 206 выполнена с возможностью применения с вертолетом 200. В альтернативном варианте реализации лопастная система 206 выполнена с возможностью применения с любой системой, для которой необходимо использование лопасти, включая, помимо прочего, воздушный летательный аппарат и ветровые турбины.
[00024] На ФИГ. 4 приведен перспективный вид лопасти 210 несущего винта, которая может быть использована с вертолетом 200 (показано на ФИГ. 3). В примерном варианте реализации лопасть 210 несущего винта включает в себя лонжеронный узел 220 и конструктивную обшивку 230 аэродинамической формы. Лонжеронный узел 220 включает в себя корпусную часть 222 и узел 250 крепления законцовки, соединенный с корпусной частью 222. Корпусная часть 222 проходит в продольном направлении 240 между участком 224 комля и участком 226 законцовки, а конструктивная обшивка 230 аэродинамической формы размещена вокруг лонжеронного узла 220. Лонжеронный узел 220 имеет по существу прямоугольную форму сечения, а конструктивная обшивка 230 имеет форму сечения выпуклого аэродинамического профиля. В альтернативном варианте реализации лонжеронный узел 220 и конструктивная обшивка 230 могут иметь любую форму сечения, которая обеспечивает возможность функционирования лопасти 210 несущего винта, как описано в настоящем документе.
[00025] На ФИГ. 5 приведен перспективный вид узла 250 крепления законцовки, который может быть использован с лонжеронным узлом 220 (показано на ФИГ. 4). В примерном варианте реализации узел 250 крепления законцовки включает в себя первый участок 252, второй участок 254 и третий участок 256. В частности, первый участок 252 расположен на первом конце 260 узла 250 крепления законцовки, третий участок 256 расположен на втором конце 262 узла 250 крепления законцовки и второй участок 254 расположен между первым участком 252 и третьим участком 256. Первый участок 252 включает в себя полый сердечник 264 и внешнюю поверхность 266, которая имеет неравномерный внешний профиль. Как более подробно будет описано ниже, неравномерный внешний профиль способствует ограничению перемещения узла 250 крепления законцовки в продольном направлении 240 (показано на ФИГ. 4) во время работы лопасти несущего винта. Второй участок 254 включает в себя приемные средства 258 для уравновешивания, которые способствуют уменьшению вибрации в лопасти 210 несущего винта во время работы. Приемные средства 258 для уравновешивания имеют размеры, обеспечивающие возможность вставки в них регулируемых весов (не показано). Как таковые, регулируемые веса способствуют компенсации различий в массе лопасти 210 несущего винта, возникающих при изготовлении. Третий участок 256 имеет форму, которая по существу похожа на форму участка 214 законцовки (показано на ФИГ. 4). В частности, третий участок 256 уменьшается по толщине по мере его прохода от второго участка 254 ко второму концу 262. В альтернативном варианте реализации третий участок 256 имеет любую форму, обеспечивающую возможность функционирования узла 250 крепления законцовки, как описано в настоящем документе. Кроме того, в альтернативном варианте реализации узел 250 крепления законцовки может включать в себя только первый участок 252 и второй участок 254.
[00026] На ФИГ. 6 приведено выполненное по линии 6-6 сечение лонжеронного узла 220, который может быть использован с лопастью 210 несущего винта, (показано на ФИГ. 4), и на ФИГ. 7 приведено выполненное по линии 7-7 сечение лонжеронного узла 220. В примерном варианте реализации первый участок 252 соединен с корпусной частью 222 для формирования соединения 270, которое способствует ограничению осевого перемещения узла 250 крепления законцовки в продольном направлении 240. Например, корпусная часть 222 сформирована таким образом, что внутренняя поверхность 228 корпусной части 222 имеет форму, по существу дополняющую профиль внешней поверхности 266. Как таковой, первый участок 252 узла 250 крепления законцовки проходит, по меньшей мере частично, в корпусную часть 222, и сопряжение между первым участком 252 и корпусной частью 222 способствует ограничению перемещения узла 250 крепления законцовки в продольном направлении 240.
[00027] Внешняя поверхность 266 может иметь любой подходящий профиль, который способствует ограничению перемещения узла 250 крепления законцовки в продольном направлении 240. Например, первый участок 252 включает в себя множество стопорных элементов 268, которые проходят от внешней поверхности 266 в направлении, которое по существу перпендикулярно продольному направлению 240. Выемка 269 образована между парами смежных стопорных элементов из множества стопорных элементов 268, а по меньшей мере участок корпусной части 222 выполнен с возможностью вставки в каждую выемку 269, как более подробно будет описано ниже. В альтернативном варианте реализации узел 250 крепления законцовки может включать в себя любое количество стопорных элементов 268, которые обеспечивают возможность функционирования соединения 270, как описано в настоящем документе. Кроме того, в альтернативном варианте реализации первый участок 252 может увеличиться по толщине по мере его прохода от второго участка 254 к первому концу 260 таким образом, что первый участок 252 имеет сужающуюся форму в поперечном сечении.
[00028] В примерном варианте реализации корпусная часть 222 сформирована из первого слоя 280 материала, соединенного с внешней поверхностью 266 узла 250 крепления законцовки, второго слоя 282 материала, размещенного поверх первого слоя 280, и третьего слоя 284 материала, размещенного поверх второго слоя 282. Корпусная часть 222 также сформирована из полосы 286 материала, которая проходит, по меньшей мере частично, вокруг узла 250 крепления законцовки в окружном направлении 242 и которая размещена между вторым и третьим слоями 282 и 284 материала. Полосы 286 способствуют повышению прочности соединения 270 и обеспечивают выполнение формы корпусной части 222, по существу дополняющей форму узла 250 крепления законцовки. В частности, полосы 286 проходят в круговом направлении вокруг узла 250 крепления законцовки внутри выемок 269. По меньшей мере одна полоса 286 имеет размер, подходящий для вставки в каждую выемку 269 таким образом, что участок первого слоя 280 внутри каждой выемки 269, участок второго слоя 282 внутри каждой выемки 269 и каждая полоса 286 формируют удерживающие элементы 288, которые способствуют ограничению перемещения узла 250 крепления законцовки. Кроме того, участок первого слоя 280, участок второго слоя 282 и полосы 286 имеют общую толщину, которая по существу равна глубине каждой выемки 269 таким образом, что корпусная часть 222 имеет по существу гладкую внешнюю поверхность 232. В альтернативных вариантах реализации любое количество слоев материала может быть использовано для формирования корпусной части 222, и слои и полосы могут быть размещены с укладкой в любой последовательности и/или ориентации, которая обеспечивает возможность функционирования соединения 270, как описано в настоящем документе.
[00029] В примерном варианте реализации корпусная часть 222 изготовлена из первого материала, а узел 250 крепления законцовки изготовлен из второго материала, который отличается от первого материала. В частности, слои 280, 282 и 284 и полосы 286 изготовлены из первого материала, который может быть гибким, чтобы способствовать дополнению формы узла 250 крепления законцовки. Первый материал может затем быть подвергнут отверждению для взаимной фиксации корпусной части 222 со стопорными элементами 268 и для формирования соединения 270. Примеры первых материалов включают в себя, помимо прочего, усиленные волокнами полимерные материалы, такие как усиленный углеродными волокнами полимер (CFRP), и заранее пропитанный композиционный материал. В частности, первый материал может включать в себя полимерный материал, усиленный волокнами трехосного переплетения. Примеры вторых материалов включают в себя, помимо прочего, металлический материал и полимерный материал. В альтернативном варианте реализации первый материал и второй материал могут быть выполнены из одного и того же материала. Кроме того, в альтернативном варианте реализации корпусная часть 222 и узел 250 крепления законцовки могут быть изготовлены из любого материала, который обеспечивает возможность функционирования лонжеронного узла 220, как описано в настоящем документе. Например, полосы 286 могут быть изготовлены из материала, который отличается от материала, используемого для изготовления слоев 280, 282 и 284.
[00030] Узел 250 крепления законцовки также может иметь форму сечения, способствующую смещению нагрузки на кручение, которая может быть приложена к узлу 250 крепления законцовки. В частности, узел 250 крепления законцовки имеет по существу некруглую форму, чтобы способствовать ограничению перемещения узла 250 крепления законцовки в корпусной части 222 в окружном направлении 242. Кроме того, внешняя поверхность 266 первого участка 252 имеет по существу скругленную форму сечения, чтобы способствовать уменьшению концентраций напряжений, прикладываемых к корпусной части 222. В частности, первый участок 252 имеет по существу скругленные углы 265, чтобы способствовать уменьшению концентраций напряжений, прикладываемых к корпусной части 222 на углах 265 и/или возле них во время работы. Таким образом, использование полос 286 для способствования увеличению окружной прочности соединения 270 и уменьшению концентраций напряжений на углы 265 способствует увеличению прочности соединения 270. В альтернативном варианте реализации узел 250 крепления законцовки имеет любую форму сечения, которая обеспечивает возможность функционирования узла 250 крепления законцовки, как описано в настоящем документе.
[00031] На ФИГ. 8 приведена иллюстрация еще одного сечения лонжеронного узла 220. При работе образуется центробежная сила FC, воздействующая на узел 250 крепления законцовки и возникающая в результате вращения лопасти 210 несущего винта (показано на ФИГ. 3), а соединение 270 способствует ограничению перемещения узла 250 крепления законцовки, возникающего в результате центробежной силы FC. В частности, удерживающие элементы 288 приводят к образованию несущей силы FB, воздействующей на стопорные элементы 268, чтобы способствовать ограничению перемещения узла 250 крепления законцовки. Центробежная сила FCнаправлена по существу с осевым выравниванием с продольным направлением 240, а несущая сила FB направлена в направлении, по существу противоположном относительно центробежной силы FC. Например, направление несущей силы FB основано на геометрических характеристиках и/или конфигурации стопорных элементов 268 и сопряженных удерживающих элементов 288. В альтернативном варианте реализации может образовываться сила, воздействующая на узел 250 крепления законцовки в направлении, противоположном относительно центробежной силы FC, и может образовываться вторая несущая сила, которая воздействует на удерживающие элементы 288 от стопорных элементов 268 в противоположном направлении относительно образуемой силы.
[00032] Также в настоящем документе описан способ формирования соединения, такого как соединение 270. Согласно способу обеспечивают первый компонент, такой как корпусная часть 222, сформированный из первого материала, и пропускают участок второго компонента, такого как узел 250 крепления законцовки, по меньшей мере частично, в первый компонент. Первый компонент затем формируют вокруг второго компонента по форме, по существу дополняющей форму участка второго компонента, чтобы способствовать ограничению перемещения второго компонента в осевом направлении. Первый компонент может быть сформирован с использованием процесса формования с переносом смолы (resin transfer molding, RTM) для отверждения материала, используемого при формировании первого компонента. По существу, первый компонент и второй компонент формируют структуру, выполненную за одно целое. Кроме того, первый компонент и второй компонент имеют взаимную фиксацию с плотной посадкой, чтобы способствовать ограничению перемещения второго компонента во время работы. При использовании в настоящем документе термин "плотная посадка" означает посадку с натягом или контактную посадку. В альтернативном варианте реализации первый компонент может быть сформирован с использованием любого подходящего процесса, который обеспечивает возможность функционирования соединения 270, как описано в настоящем документе, такого как размещение волокон, ручной укладки ткани и/или однонаправленной ленты. Кроме того, в альтернативном варианте реализации между первым и вторым компонентами может быть создана молекулярная связь посредством смолы, используемой в процессе RTM формования с переносом смолы.
[00033] Раскрытые в настоящем документе узлы и способы обеспечивают создание соединения, подлежащего формированию, которое способствует ограничению перемещения в нем компонентов по отношению друг к другу. В частности, первый компонент соединения включает в себя признаки, обеспечивающие удерживание, а второй компонент сформирован из материала, который обеспечивает возможность формирования второго компонента, имеющего форму, по существу дополняющую форму первого компонента. Таким образом, второй компонент имеет взаимную фиксацию признаками, обеспечивающими удерживание, чтобы обеспечивать возможность формирования этого соединения без использования адгезива.
[00034] В настоящем письменном описании использованы примеры для раскрытия различных вариантов осуществления, включающих наилучший вариант реализации изобретения, а также для обеспечения возможности практического применения любым специалистом в данной области техники указанных различных вариантов осуществления, включая выполнение и использование любых устройств или систем и применение любых включенных в настоящий документ способов. Патентоспособный объем раскрытия определен формулой изобретения и может включать в себя другие примеры, которые приходят на ум специалистам в данной области техники. Такие другие примеры предназначены для включения в пределы объема формулы изобретения, если они имеют структурные элементы, которые не отличаются от буквального изложения формулы изобретения, или если они включают в себя эквивалентные структурные элементы с незначительными отличиями от буквального изложения формулы настоящего изобретения.
Реферат
Изобретение относится к области авиации, в частности к конструкциям и способам изготовления узлов лонжеронов лопастей воздушных винтов. Лонжеронный узел лопасти содержит корпусную часть и узел крепления законцовки. Соединительный узел включает в себя первый компонент, сформированный из первого материала, и второй компонент, включающий в себя участок, который проходит в первый компонент и который имеет неравномерный внешний профиль. Первый материал выполнен с возможностью формирования первого компонента по форме, по существу дополняющей форму указанного участка, чтобы способствовать ограничению перемещения второго компонента в осевом направлении. Второй компонент содержит множество стопорных элементов, которые проходят от внешней поверхности указанного второго компонента и по выемке, образованной между парами смежных стопорных элементов. Первый компонент сформирован из по меньшей мере одного слоя первого материала и полосы второго материала, размещенной внутри указанной выемки. Обеспечивается возможность формирования соединения без использования адгезива. 3 н. и 14 з.п. ф-лы, 8 ил.
Комментарии