Приспособление для облицовки узких поверхностей и способ нанесения термоактивируемой облицовки кромок посредством горячего воздуха или горячего газа - RU2605903C2
Код документа: RU2605903C2
Чертежи
Описание
Настоящее изобретение относится к приспособлению для облицовки узких поверхностей для нанесения, прежде всего многослойно без клея или с клеевым слоем между кромочной лентой и узкой поверхностью, термоактивируемой, выполненной в виде полосы кромочной ленты на узкие поверхности заготовки, а также к соответствующему способу нанесения такого рода облицовки кромок.
Приспособления для нанесения кромочной ленты на узкие поверхности заготовки, прежде всего деревянной заготовки, известны в различных формах выполнения. Эти так называемые приспособления для оклейки кромок применяются в деревообработке, чтобы наносить кромочные ленты (называются также мебельной кромкой) на узкую поверхность заготовки. Зачастую для этой цели применяются специальные машины с машинным приводом, которые преимущественно пригодны для того, чтобы наносить кромочные ленты на узкие поверхности заготовки. Эти специальные машины являются относительно дорогими, но дают хорошие результаты в отношении точности подгонки кромочной ленты к узким поверхностям заготовки.
При этом до сих пор, как правило, применяются кромочные ленты, на которые с одной стороны нанесен активируемый плавкий клей или которые не имеют нанесенного клея. Кромочная лента нарезается согласно длине узкой поверхности обрабатываемой заготовки с точной подгонкой и с выступанием, накладывается на узкую поверхность заготовки, после нанесения на кромку или на узкую поверхность заготовки становящегося под действием тепла жидкотекучим клея или после активации заранее нанесенного плавкого клея фиксируется на узкой поверхности и при необходимости дополнительно обрабатывается вручную или на машине. Правда, данный метод часто дает неудовлетворительные результаты относительно точности подгонки кромочной ленты. Так, наряду с трудоемкими манипуляциями с клеями горячего отверждения (например, EVA (сополимер этилена и винил-ацетата) или PUR (полиуретан)) при нанесении и прижатии, прежде всего, наносимых заранее в виде слоя термически активируемых плавких клеев недостатком является то, что из-за необходимости определенной толщины слоя и его частичного отверждения на готовой заготовке слой плавкого клея после нанесения выглядит эстетически плохо. Поддержание температурного режима слоя плавкого клея тоже является затруднительным, так как, с одной стороны, необходимо достичь как можно более высокой температуры облицовки, что является основой термостойкости и срока службы, и чтобы с плавким клеем можно было надежно работать даже при больших скоростях подачи кромочной ленты, однако, с другой стороны, материал зачастую состоящей из пластмассовых материалов кромочной ленты при этом не должен быть поврежден. Разрыв во времени между нагревом слоя плавкого клея и фактическим прижатием кромочной ленты приводит также к эффектам охлаждения плавкого клея, вследствие, например, различной утечки тепла внутрь, как правило, холодной заготовки, вследствие чего плавкий клей часто находится при приклеивании не в оптимальном температурном диапазоне и поэтому является либо слишком вязким, либо слишком жидкотекучим, из-за чего приклеивание кромочной ленты происходит не оптимальным образом или же клеевой слой остается видимым.
Вследствие данной проблемы были разработаны другие материалы для кромочных лент, которые могут предотвратить эти недостатки. Так, например, из ЕР 1 163 864 В1 и из ЕР 1 852 242 B1 известны так называемые бесклеевые кромочные ленты, которые состоят из двух, предпочтительно соэкструдированных, слоев разных пластмассовых материалов, один из которых под действием лазерного излучения плавится таким образом, что он, как и при применении слоев известного плавкого клея, может быть нанесен на узкие поверхности и склеивается с этими узкими поверхностями. Дополнительно к соэкструдированным кромкам имеются также другие варианты кромок. Они, например, постсоэкструдируются или впоследствии на них наносится облицовка (например, полиолефин). В идеальном случае разные облицовки имеют такой же цвет, как кромочная лента, или похожий на него. Другой из обоих слоев не изменяется посредством лазерного луча и образует видимую наружную сторону кромочной ленты. При этом эти оба соэкструдированных, постсоэкструдированных слоя или облицованные впоследствии слои выполнены так, что визуально выглядят одинаково или похоже, и имеют, прежде всего, также один и тот цвет или похожие цвета, так что и без того тонкий расплавленный слой после нанесения кромочной ленты визуально не отличается от остальной части кромочной ленты или отличается лишь незначительно. Поэтому в этой отрасли говорят либо о так называемом «нулевом шве», либо, ссылаясь на ранее обычный тип термической активации, о «лазерной кромке».
Недостатком данного вида облицовки узких поверхностей в мебельных плитах или в тому подобном является, конечно, то, что данный вид облицовки узких поверхностей требует больших аппаратурных затрат. Так, для нагрева «лазерных кромок» необходимы большие лазерные установки, например лазер мощностью 2 кВт и более, к тому же вследствие применения мощных лазеров становится проблематичной охрана труда, и возникают проблемы при нагреве кромочных лент, которые зависят от формы кромочной ленты. Поэтому из ЕР 1 800 813 А2 и из DE 20 2009 009 253 U1 известно о применении для термической активации кромочной ленты вместо лазерного луча плазмообразного газа, получение которого и обращение с которым должно быть проще, чем при лазерной активации. Правда, при этом тоже необходимы немалые аппаратурные затраты, так что это техническое решение, как и лазерная активация кромочных лент, для небольших мастерских или мастеров-надомников тоже не годится.
Задачей изобретения является разработка недорогого и гибкого вида облицовки узких поверхностей заготовок, прежде всего термоактивируемой за счет многослойной структуры без клея кромочной лентой, который можно выполнять аппаратурно просто и который помимо этого обеспечивает высокую точность подгонки и визуальное качество кромочной ленты на узкой поверхности заготовки.
Решение соответствующей изобретению задачи в отношении приспособления следует из отличительных признаков п. 1 формулы изобретения, а в отношении способа - из отличительных признаков п. 16 формулы.
Объектом изобретения является приспособление для облицовки кромок, предназначенное для нанесения на узкие поверхности заготовки выполненной в виде полосы кромочной ленты, закрепляемой на указанных узких поверхностях без клея, за счет своей многослойной структуры путем термоактивации, имеющее по меньшей мере одно устройство подачи кромочной ленты и прижимное устройство, которое прижимает кромочную ленту к узкой поверхности заготовки. В соответствии с изобретением в зоне устройства подачи и/или прижимного устройства расположен выпуск горячего воздуха или газа, который подает горячий воздух или газ под давлением, превышающим атмосферное более чем на 1 бар, на кромочную ленту и/или на термоактивируемый слой кромочной ленты и/или на узкую поверхность заготовки, причем предусмотрены нагревающее устройство, сообщающееся с выпуском с возможностью подачи к нему горячего воздуха или газа и способное доводить горячий воздух или газ по меньшей мере до температуры 400-700°С, и внешний источник сжатого воздуха, из которого происходит вдуваемый в нагревающее устройство газ или воздух.
Как указано выше, кромочная лента является закрепляемой на узких поверхностях за счет многослойной структуры без клея между кромочной лентой и узкой поверхностью путем термоактивации (так называемый «нулевой шов» или «лазерная кромка»). При этом давление, под которым горячий воздух или горячий газ подается на кромочную ленту и/или на термоактивируемый слой кромочной ленты, следует понимать давление горячего воздуха или горячего газа, является более высоким, чем давление, которое может быть обеспечено известными термовоздуходувками.
Неожиданно было установлено, что кромочные ленты в виде «нулевого шва» или «лазерной кромки», которые, как правило, состоят из двухслойных, большей частью соэкструдированных, постсоэкструдированных или облицованных впоследствии, например, полиолефинами материалов, являются все же тоже термоактивируемыми горячим воздухом или горячим газом таким образом, что они могут быть надежно склеены с узкими поверхностями заготовки. Это является неожиданным постольку, поскольку как раз такого рода кромочные ленты нагреваются не обычным образом термически, а получают очень дозированное с помощью лазера или же плазмы тепло, которое приводит к выполнению лишь небольшой термоактивированной зоны с малой толщиной, в которой затем кромочная лента должна быть склеена непосредственно с узкой поверхностью заготовки. Нагрев большей площади термоактивируемого слоя кромочной ленты, например, посредством горячего воздуха или горячего газа, как это в принципе известно в обычных облицованных клеем кромочных лентах, приводит, кроме того, также к нежелательному результату местного плавления термоактивируемого слоя кромочной ленты. Если такой нагрев кромочной ленты выполняется применяемыми для этого, распространенными в торговле термовоздуходувками или подобным, то выдаваемого такими воздуходувками давления и частично объемного потока горячего воздуха или горячего газа не достаточно для термоактивации при соответствующей подаче рассматриваемых здесь бесклеевых кромочных лент. При этом термоактивируемый слой кромочной ленты не плавится или же плавится недостаточно, так что склеивание кромочной ленты с узкой поверхностью заготовки при соответствующей экономически приемлемой подаче не может быть осуществлено или не может быть осуществлено надежно. Если, напротив, температура горячего воздуха или горячего газа, а также объемный поток горячего воздуха или горячего газа значительно повышается, и поэтому горячий воздух или горячий газ выступает на кромочную ленту или же на ее термоактивируемый слой с соответственно высоким давлением, которое выше, чем давление, которое может быть обеспечено известными термовоздуходувками, то неожиданно достигается сравнимая с лазерной или же плазменной активацией термоактивация кромочной ленты, которая дает возможность работы с кромочной лентой как при первоначально предусмотренных способах активации. При этом создание соответствующего объемного потока горячего воздуха или горячего газа с более высоким давлением, которое выше, чем давление, которое может быть обеспечено известными термовоздуходувками, которое соответствующим назначению образом попадает на кромочную полосу или же на ее термоактивируемый слой, является возможным с существенно меньшими техническими затратами, чем при лазерной или же плазменной активации и, следовательно, в целом существенно дешевле. К тому же, предлагаемое приспособление для облицовки кромок дает возможность работы с соответствующими кромочными лентами на небольших приспособлениях для облицовки кромок, какие применяют ремесленники, а также мастера-надомники, или же возможно также дооснащение существующих обычных приспособлений для облицовки кромок для работы с соответствующими кромочными лентами типа «нулевой шов» или «лазерная кромка». Беспроблемным является также применение в промышленных машинах для облицовки (нанесения покрытий). Таким образом, применение кромочных лент в форме «нулевых швов» становится доступным как в кустарной сфере, так и в промышленности. При этом важным является, прежде всего, то, чтобы горячий воздух или горячий газ подавался перед первым прижимным роликом как можно ближе к нему, а также как можно ближе к кромочной ленте или же к термоактивируемому слою на ней, так как иначе можно будет констатировать значительное падение давления и температуры горячего воздуха или горячего газа по сравнению с давлением и температурой непосредственно на выходе из сопла и к тому же примешивание холодного окружающего воздуха, вследствие чего необходимый нагрев кромочной ленты или же термоактивируемого слоя затрудняется или становится невозможным. Если это учитывается, то при облицовке узких сторон заготовок достижимы скорости подачи, которые находятся в диапазоне 1-20 м/мин или более и, таким образом, позволяют также выполнять экономичную облицовку. Благодаря своим конструктивным размерам это приспособление пригодно также для применения в обрабатывающих центрах для обработки фасонных деталей.
Также выявилось, что соответствующая изобретению подача горячего воздуха или горячего газа может улучшить применение кромочных лент, в которых между узкой поверхностью заготовки и кромочной лентой располагается термоактивируемый плавкий клей, например, нанесен или наносится на кромочную ленту или на узкую поверхность заготовки заранее. При этом плавкий клей обычно наносится на узкую поверхность заготовки (или в более редких случаях - на кромочную ленту), например посредством нанесения пленки приспособлением для облицовки. На пути между предшествующей собственно прижатию кромочной ленты зоной нанесения плавкого клея и местом прижатия кромочной ленты плавкий клей снова несколько охлаждается, например, вследствие оттока тепла в существенно более холодную заготовку. Поэтому к моменту прижатия кромочной ленты плавкий клей чаще всего больше не обладает оптимальной вязкотекучестью, так что клейкость уже изначально затвердевающего плавкого клея может дать сниженные значения адгезии, а после приклеивания могут остаться видимыми клеевые кромки. Если теперь горячий воздух или горячий газ описанным образом подается на кромочную ленту или на узкую поверхность заготовки или же на плавкий клей соответствующим изобретению образом во время всего промежутка времени между нанесением плавкого клея и прижатием ленточной кромки или перед первым прижимным роликом на небольшом расстоянии от него, то кромочная лента остается теплой и, следовательно, плавкий клей тоже остается, как и требуется, жидкотекучим и может еще глубже проникать в зачастую пористый материал основы заготовки и фиксироваться в нем. Также вследствие остающейся высокой из-за продолжающегося нагрева вязкотекучести плавкого клея толщина слоя плавкого клея между кромочной лентой и узкой поверхностью заготовки становится очень малой, так что с обычным плавким клеем может быть достигнуто выполнение такого шва между кромочной лентой и узкой поверхностью, который очень близок к так называемому «нулевому шву» лазерной или плазменной активации. Кроме того, благодаря тонкому шву плавкого клея и его глубокому проникновению в плиту заготовки, а также хорошему смачиванию им узкой поверхности улучшается долговечность склеивания. При этом является преимуществом, если на участке между нанесением плавкого клея и прижатием кромочной ленты горячий воздух или горячий газ направляется так, что на этом участке поддерживается температурный режим кромочной ленты или узкой поверхности заготовки и, следовательно, нанесенного клея. Это можно осуществить, например, посредством выравнивания потока горячего воздуха или горячего газа параллельно или перпендикулярно продольному направлению кромочной ленты или узкой поверхности заготовки или под другим углом к нему.
Является особым преимуществом, если выпуск горячего воздуха или горячего газа выполнен в форме сопла с узкой выпускной щелью или с несколькими небольшими сопловыми отверстиями, причем выпуск равномерно выдувает горячий воздух или горячий газ на кромочную ленту и/или на термоактивируемый слой кромочной ленты или же на узкую поверхность заготовки по всей ширине кромочной ленты или же узкой поверхности заготовки. Такого рода сопло дает возможность строго нацеленной подачи выработанного горячего воздуха или горячего газа на кромочную ленту или же на ее термоактивируемый слой или же на узкую поверхность заготовки, причем равномерные показатели нагрева термоактивируемого слоя кромочной ленты или же узкой поверхности заготовки становятся достижимыми по всей ширине кромочной ленты или же узкой поверхности заготовки. К тому же такого рода сопло дополнительно ускоряет объемный поток выступающего горячего воздуха или горячего газа, так что скорость выхода и, следовательно, скорость поступления горячего воздуха или горячего газа на кромочную ленту или же на ее термоактивируемый слой или же на узкую поверхность заготовки, и, следовательно, давление столкновения по сравнению с таковыми при обычной выработке горячего воздуха при облицовке кромок могут быть значительно повышены. Таким образом, кромочная лента и узкая поверхность заготовки за короткое время очень сильно нагреваются точечно или по линии и термоактивируемый слой надежно плавится, так что он может быть хорошо и прочно прижат к узким поверхностям заготовки и зафиксирован там. Одновременно вследствие лишь кратковременного сильного нагрева кромочной ленты в области действия выпуска горячего воздуха или горячего газа нетермоактивируемый слой кромочной ленты нагревается не чрезмерно и, прежде всего, без визуально видимых проявлений и, таким образом, сохраняет свои технические и визуальные характеристики. В другом выполнении является возможным, что выпуск горячего воздуха или горячего газа расположен и направлен таким образом, что горячий воздух или горячий газ выделяется в направлении заготовки и/или зоны прижатия кромочной ленты к узкой поверхности. Так температурный режим кромочной ленты может поддерживаться на протяжении более длинного участка непосредственно перед местом прижатия кромочной ленты, и термоактивируемый слой кромочной ленты может быть оптимально подготовлен для выполнения склеивания.
В другом выполнении является также возможным, что выпуск горячего воздуха или горячего газа выполнен в виде структуры из нескольких сопел или в виде выполненных с возможностью перемещения сопел, которая выдувает горячий воздух или горячий газ на всю ширину кромочной ленты и/или на узкую поверхность заготовки или его части на кромочную ленту и/или на термоактивируемый слой кромочной ленты и/или на узкую поверхность заготовки. Здесь могут быть применены разные структуры отдельных сопел, благодаря чему, например, при применении кромочных лент разной ширины горячий воздух или горячий газ подается только в области обрабатываемой кромочной ленты и\или узкой поверхности заготовки, а отдельные боковые сопла выводятся из действия, чтобы кромочная лента совсем бы не нагревалась ими. Это способствует снижению необходимого количества горячего воздуха или горячего газа при узких кромочных лентах. Является возможным, например, что сопло имеет узкую выпускную щель или некоторое количество расположенных рядом выпускных отверстий.
Является существенным преимуществом, если горячий воздух или горячий газ поступает на кромочную ленту и/или на термоактивируемый слой кромочной ленты с повышенным по отношению к атмосферному давлению давлением, которое выше, чем давление, которое может быть обеспечено известными термовоздуходувками. Это повышенное давление, которое обычно получается, в первую очередь, в результате большого подающегося объемного потока горячего воздуха или горячего газа в сочетании со скоростью подачи, способствует особо эффективному нагреву термоактивируемого слоя кромочной ленты и/или узкой поверхности заготовки, так что термоактивируемый слой может плавиться при температурах, которые предотвращают нанесение вреда другому слою кромочной ленты. При этом горячий воздух или горячий газ может поступать на кромочную ленту и/или термоактивируемый слой кромочной ленты под давлением больше, чем один бар, преимущественным образом больше, чем два бара по отношению к атмосферному давлению.
Повышенного давления выдуваемого на кромочную ленту горячего воздуха или горячего газа можно достичь, предпочтительно, посредством того, что подводимый воздух является вдуваемым в нагревающее устройство уже под давлением, преимущественным образом, более чем два бара, по отношению к атмосферному давлению. Благодаря этому, во-первых, компенсируются неизбежные потери потока на пути через нагревающее устройство и, во-вторых, образуется турбулентный поток через нагревающее устройство, который позволяет достичь особенно хорошей передачи тепла вырабатываемому горячему воздуху или горячему газу. Таким образом, вдуваемый при повышенном давлении в нагревающее устройство воздух особенно пригоден для того, чтобы вызвать термоактивацию кромочной ленты. Вдуваемый в нагревающее устройство воздух или газ может происходить, например, от внешнего источника сжатого воздуха, такого как компрессор или тому подобное. Альтернативно или дополнительно в нагревающем устройстве или на нем может быть расположено подающее воздух устройство, преимущественным образом вентилятор.
Именно для применения приспособления для облицовки кромок скорее в кустарной сфере, а также в сфере промышленности и для мобильных приспособлений для облицовки кромок является преимуществом, если нагревающее устройство расположено с экономией места, прежде всего под устройством подачи и прижимным устройством, или над ними или сбоку от них или перед ними или за ними. Вследствие этого нагревающее устройство находится вблизи от выпуска горячего воздуха или горячего газа, благодаря чему охлаждение горячего воздуха или горячего газа на пути от нагревающего устройства к выпуску может быть предотвращено или значительно снижено. Одновременно такое расположение нагревающего устройства все же не препятствует манипуляциям с заготовкой и кромочной лентой в области приспособления для облицовки кромок, и оператор машины может работать в пространстве на приспособлении для облицовки, как обычно, не встречая препятствий со стороны нагревающего устройства. В стационарных и больших мобильных приспособлениях для облицовки нагревающее устройство может быть, естественно, расположено также в другом месте, например сбоку за пределами рабочей зоны, если обеспечиваются гидродинамическое соединение между нагревающим устройством и выпуском и соответствующая теплоизоляция этого соединения, чтобы горячий воздух или горячий газ охлаждался на пути к соплу не очень сильно.
В предпочтительном выполнении является возможным, что нагревающее устройство имеет, предпочтительным образом проходящий в форме меандра или окружности снаружи внутрь или наоборот, газо- или воздуховод в виде расположенных друг за другом проточных теплообменных элементов, в которых всасываемый из окружающей среды или вдуваемый под давлением, например два бара или более, воздух непосредственно или опосредованно приводится в контакт с нагревательными элементами и которые нагревают этот воздух или этот газ до горячего воздуха или горячего газа. Такого рода теплообменные элементы могут быть выполнены, например, посредством участками параллельных друг другу пучков труб, каждый из которых расположен, примыкая по меньшей мере к одному нагревательному элементу или к одной другой трубе, и отдает энергию нагревательного элемента проходящему через пучок труб воздуху. Возможны также воздухопроницаемые спеченные пластины с нагревательными элементами. Такого рода нагревающие устройства могут быть скомпонованы с малыми затратами и на базе обычных конструктивных элементах и, следовательно, могут производиться по подходящей цене. Разумеется, является возможным, что применяются разные типы теплообменников и нагревательных элементов, так, например, могут быть применены нагревательные элементы с электрическим нагревом или нагреваемые газом. Воздуховод внутри нагревающего устройства тоже может быть выполнен иначе, чем в форме меандра, так, только в качестве примера, возможным является расположение воздуховода в форме окружности, например в форме окружности снаружи внутрь или наоборот. При применении выполненного в форме меандра расположения воздуховода является возможным, что между, преимущественным образом, участками параллельными друг другу пучками труб расположены перепускные области, в которых нагретый горячий воздух или горячий газ перетекает в следующий пучок труб следующего в направлении потока теплообменника.
Является преимуществом, прежде всего в отношении эффективности передачи тепла горячему воздуху или горячему газу, если нагревающее устройство выполнено теплоизолированным по отношению к окружающей среде. Благодаря этому, например, в промежутках времени, когда горячий воздух или горячий газ не требуется, нагревающее устройство может в известной степени нагреваться в запас, так что при затребовании горячего воздуха в распоряжении уже имеется соответствующее количество тепла, которое также дает приспособлению для облицовки кромок возможность длительного выполнения процесса облицовки без прерывания обеспечения горячим воздухом или горячим газом. Таким образом в нагревающем устройстве в известной степени в запас накапливается необходимое количество тепла, которое затем дает возможность очень быстрого и продолжающего в течение длительного промежутка времени отбора этого тепла при облицовки узких поверхностей заготовки. Для этого в промежутках времени, когда горячий воздух или горячий газ не требуется, нагревающее устройство может даже перегреваться, и тогда оно дополнительно служит в известной степени в качестве аккумулятора тепла, из которого могут отбираться большие количества горячего воздуха или горячего газа с большим объемным потоком. С учетом охраны труда является также преимуществом, если нагревающее устройство защищено с помощью изоляции, например в виде изоляционных материалов, таких как минеральная вата, стекловата и тому подобное, чтобы не было открытых горячих поверхностей нагревающего устройства, которые могут привести к ожогам обслуживающего персонала.
Помимо этого, объектом изобретения является способ нанесения выполненной в виде полосы кромочной ленты на узкие поверхности заготовки, причем кромочную ленту без клея, за счет ее многослойной структуры закрепляют путем термоактивации на узких поверхностях посредством устройства подачи кромочной ленты и прижимного устройства, которое прижимает термоактивированную кромочную ленту к узкой поверхности заготовки. В соответствии с изобретением в зоне устройства подачи и/или прижимного устройства на кромочную ленту и/или на термоактивируемый слой кромочной ленты подают под давлением, превышающим атмосферное более чем на 1 бар, горячий воздух или газ, причем горячий воздух или газ доводят нагревающим устройством по меньшей мере до температуры 400-700°С, а вдуваемый в нагревающее устройство газ или воздух происходит из внешнего источника сжатого воздуха.
Также, является возможным, что действие горячего воздуха или горячего газа при выступании на кромочную ленту и/или на термоактивируемый слой кромочной ленты регулируется за счет воздействия на объемный поток и/или температуру и/или давление горячего воздуха или горячего газа и/или на скорость подачи кромочной ленты при облицовке узкой поверхности. За счет воздействия на параметры управления воздушным потоком и/или температурой и/или давлением горячего воздуха или горячего газа, а также на скорость подачи кромочной ленты при облицовке и на их взаимодействие в процессе облицовки может быть достигнута необходимая мера термоактивации термоактивируемого слоя кромочной ленты, заключающаяся в плавлении термоактивируемого слоя, которая в зависимости, например, от гибкости кромочной ленты, ее материала и свойств термоактивируемого слоя позволяет выполнить оптимальное приклеивание кромочной ленты к узкой поверхности материала.
Чертеж показывает особо предпочтительную форму выполнения соответствующего изобретению приспособления для облицовки кромок.
Показано на:
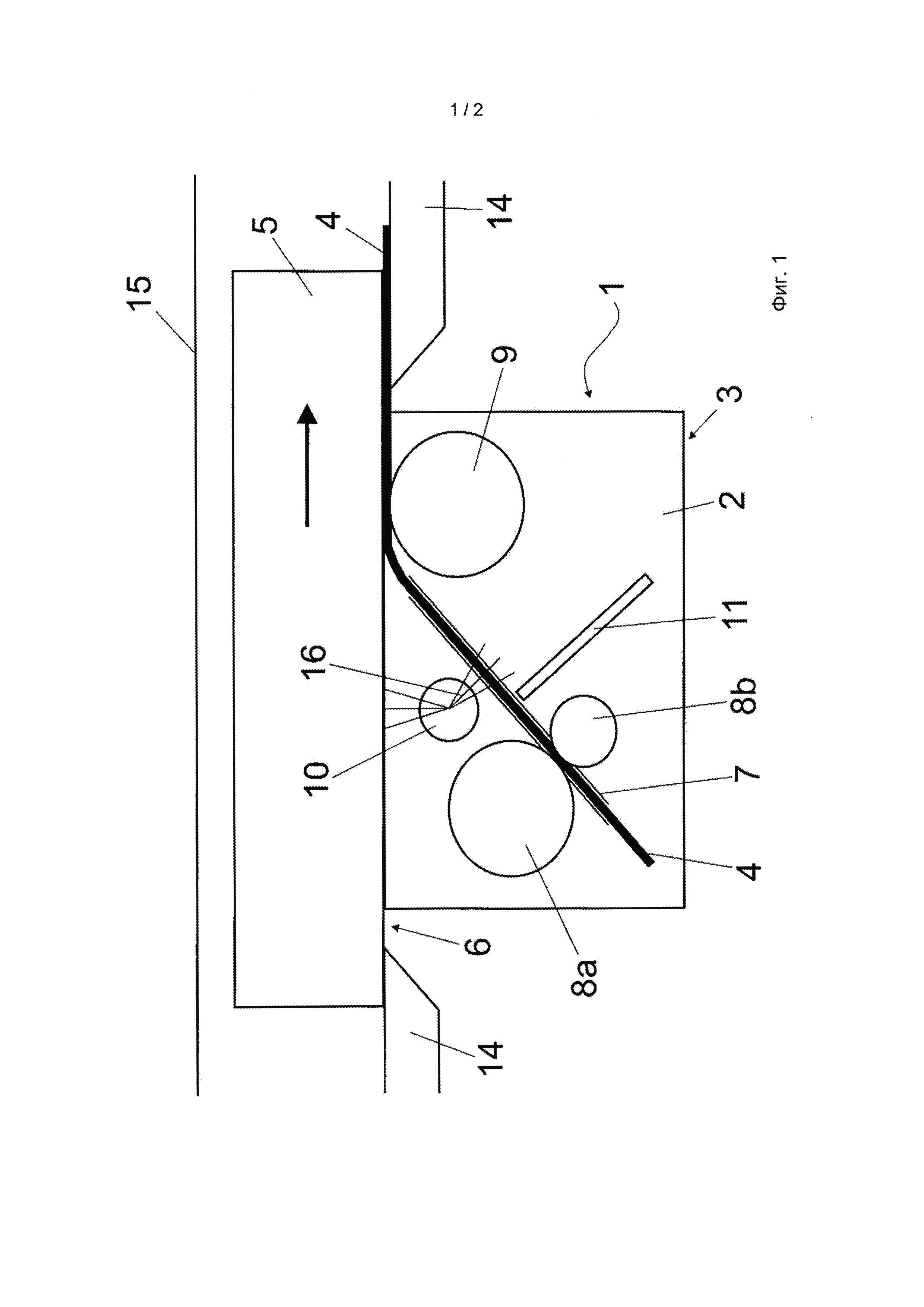
Фиг. 1: схематический вид сверху на предлагаемое приспособление для облицовки кромок,
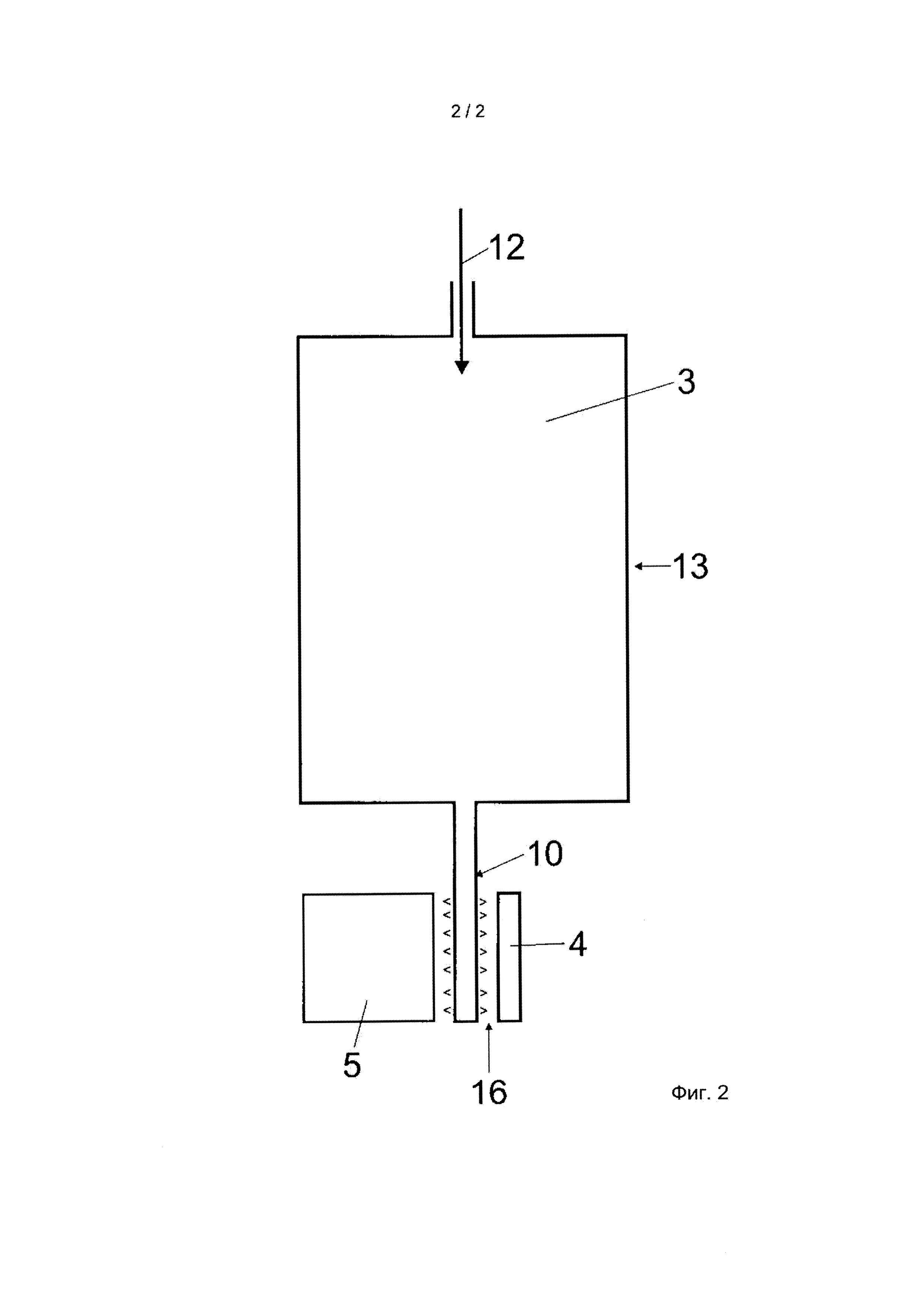
Фиг. 2: схематически изображенное взаимодействие существенных компонентов приспособления для облицовки кромок между нагревающим устройством и кромочной лентой при облицовке узкой поверхности заготовки.
На фиг. 1 схематически показан вид сверху на приспособление 1 для облицовки кромок для нанесения кромочной ленты 4 на узкую поверхность 6 заготовки 5 согласно предпочтительной форме выполнения настоящего изобретения.
Предлагаемое приспособление 1 для облицовки кромок имеет основание 2, которое в данном примере выполнения выполнено по существу в форме плиты. На основании 2 расположены устройство 7 подачи для непрерывной подачи кромочной ленты 4, первый нажимной ролик 8b, подающий ролик 8а, прижимной ролик 9, выпуск 10 горячего воздуха 16, а также режущее устройство 11. Подающий ролик 8а, нажимной ролик 8b и прижимной ролик 9 установлены в опорах с возможностью вращения. Устройство 7 подачи содержит не изображенную здесь в деталях направляющую шину, вдоль которой направляется в устройстве подачи кромочная лента 4.
Устройство 7 подачи выполнено так, что оно подводит кромочную ленту 4 к узкой поверхности 6 под острым углом по отношению к направлению подачи заготовки 5. Нажимной ролик 8b находится внутри устройства 7 подачи в кинематической связи с кромочной лентой 4 и обеспечивает в устройстве 7 подачи ее непрерывный подвод в направлении транспортировки. Кроме того, предусмотрен дополнительный подающий ролик 8а, который расположен напротив нажимного ролика 8b таким образом, что устройство 7 подачи по частям проходит между нажимным роликом 8b и подающим роликом 8а. Подающий ролик 8а обеспечивает надежную проводку кромочной ленты 4 в устройстве 7 подачи.
В направлении подачи за подающим роликом 8а расположен выпуск 10 горячего воздуха или газа 16 таким образом, что вытекающий из выпуска 10 горячий воздух или газ 16 по существу направлен на термоактивируемый слой кромочной ленты 4 и/или на узкую поверхность заготовки. Термоактивируемый слой обычно представляет собой термопластичный, обычно соэкструдированный, постсоэкструдированный или облицованный впоследствии материал или плавкий клей, который за счет подвода тепла при определенной температуре активируется посредством плавления, так что кромочная лента 4 может прилипнуть к узкой поверхности 6 заготовки 5.
Далее, рассматривая в направлении подачи, за выпуском 10 горячего воздуха или газа 16 предусмотрен прижимной ролик 9, который выполнен так, что кромочная лента 4 изгибается в направлении подачи таким образом, что она с соблюдением точности подгонки выравнивается по существу параллельно узкой поверхности 6 заготовки 5. Во время ручной или машинной подачи заготовки 5 постоянно действует составляющая силы, перпендикулярная направлению подачи в направлении устройства 1 облицовки кромок. Вследствие этого между узкой поверхностью 6 заготовки 5, кромочной лентой 4 и прижимным роликом 9 создается давление прижатия, чтобы создать адгезионное соединение между узкой поверхностью 6 и кромочной лентой 4.
Затем в настоящем примере выполнения предусмотрено приводимое в действие вручную, поворачиваемое вокруг оси вращения, соединенное шарнирно режущее устройство 11. При этом режущая поверхность режущего устройства 11 расположена так, что при ручном приведении в действие рычага управления режущего устройства 11 она разрезает кромочную ленту 4, например, на участке между подающим роликом 8а и выпуском 10 поперек направления транспортировки. Таким образом, ручное приведение в действие режущего устройства 11 позволяет разрезать кромочную ленту 4 с достаточной точностью подгонки, чтобы кромочная лента 4 заканчивалась с конечной стороны узкой поверхности 6 заготовки 5 по существу заподлицо с ней.
Нагревающее устройство 3 расположено под основанием 2, не приведенным подробным образом, так, что путь нагретого горячего воздуха 16 к выпуску 10 является коротким и одновременно нагревающее устройство 3 более не создает помех для эксплуатации устройства 1 для облицовки кромок и пользования им. При этом нагревающее устройство 3 может быть теплоизолированным, для чего нагревающее устройство 3 полностью упаковывается изоляционным материалом, таким как стекловата, минеральная вата и тому подобное.
При этом выпуск 10 устройства 1 для облицовки кромок для выработанного в нагревающем устройстве 3 горячего воздуха или газа 16, предпочтительным образом, выполняется в виде щелевого сопла, которое образует продолговатый, узкий выпуск горячего воздуха или газа 16. Сопло может, однако, состоять также из нескольких небольших сопельных отверстий. Такое щелевое сопло или сопельная структура из нескольких сопел обеспечивает равномерное распределение горячего воздуха или газа 16 по всей ширине кромочной ленты 4, а также дополнительное ускорение горячего воздуха или газа 16 при выступании на кромочную ленту 4.
На фиг. 2 можно видеть схематическое изображение взаимодействия между нагревающим устройством 3 и кромочной лентой 4 при облицовке узких поверхностей 6 заготовки. Всосанный в нагревающее устройство 3 из окружающей среды, например, через неизображенный вентилятор или подобное или подведенный из тоже не изображенного источника сжатого воздуха воздух 12 приводится в нагревающем устройстве 3 через не изображенные далее теплообменные элементы, например параллельные пучки труб или спеченный материал с заложенным в него нагревательным элементом, например с электрическим или приводимым в действие газом нагревательным элементом, в контакт с теплом и нагревается приблизительно до 400-700°С. После прохождения через нагревающее устройство 3 этот горячий воздух или газ 16 выступает через щелевидный выпуск 10 в направлении кромочной ленты 4 и/или узкой поверхности заготовки и нагревает термоактивируемый слой кромочной ленты 4 и/или узкую поверхность заготовки уже описанным образом. Посредством принципиально известного принципа действия приспособления 1 для облицовки кромок кромочная лента 4 прижимается к узкой поверхности 6 заготовки 5 и при охлаждении склеивается с этой узкой поверхностью 6.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 приспособление для облицовки кромок
2 основание
3 нагревательное устройство
4 кромочная лента
5 заготовка
6 узкая поверхность
7 устройство подачи
8а нажимной ролик
8b подающий ролик
9 прижимной ролик
10 выпуск
11 режущее устройство
12 подвод воздуха
13 подвод тепла
14 упор
15 опора для заготовки
16 горячий воздух/горячий газ
Реферат
Изобретение относится к приспособлению для облицовки кромок и к способу облицовки кромок. Техническим результатом является упрощение нанесения, повышение точности подгонки и качества кромочной ленты. Технический результат достигается приспособлением для облицовки кромок, которое предназначено для нанесения на узкие поверхности заготовки выполненной в виде полосы кромочной ленты, закрепляемой на узких поверхностях без клея за счет своей многослойной структуры путем термоактивации. Приспособление содержит устройство подачи кромочной ленты и прижимное устройство, которое прижимает кромочную ленту к узкой поверхности заготовки. При этом в зоне устройства подачи и/или прижимного устройства расположен выпуск горячего воздуха или газа, который подает горячий воздух или газ под давлением, превышающим атмосферное более чем на 1 бар, на кромочную ленту, и/или на термоактивируемый слой кромочной ленты, и/или на узкую поверхность заготовки. Причем предусмотрены нагревающее устройство, сообщающееся с выпуском с возможностью подачи к нему горячего воздуха или газа и способное доводить горячий воздух или газ до температуры 400-700°С, и внешний источник сжатого воздуха, из которого происходит вдуваемый в нагревающее устройство газ или воздух. 2 н. и 18 з.п. ф-лы, 2ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для облицовки кромок мебельных щитов
Комментарии