Сварной конструктивный элемент и способ его изготовления - RU2665657C1
Код документа: RU2665657C1
Чертежи


























Описание
Область техники
[0001]
Настоящее изобретение относится к сварному конструктивному элементу и способу его изготовления.
Испрашивается приоритет заявки на патент Японии № 2014-204583, зарегистрированной 3 октября 2014, и заявки на патент Японии № 2015-158817, зарегистрированной 11 августа 2015, содержание которых этим упоминанием включено в текст настоящего описания.
Уровень техники
[0002]
В последнее время, чтобы повысить эффективность расходования топлива в транспортном средстве, снижают вес его кузова. Тогда, чтобы осуществить снижение веса кузова транспортного средства, в качестве материала для него используют сварной конструктивный элемент, в котором друг с другом сварены высокопрочные стальные листы.
[0003]
Требуется, чтобы сварной конструктивный элемент, который используется в качестве материала для кузова транспортного средства, обладал превосходной усталостной прочностью. Однако, при существующем уровне техники даже в случае использования высокопрочного стального листа трудно в достаточной степени улучшить усталостную прочность сварного конструктивного элемента. Поэтому, например, в Патентном документе 1 предлагается технология для улучшения усталостной прочности сварного конструктивного элемента.
[0004]
Угловое соединение, полученное при помощи дуговой сварки, которое описано в Патентном документе 1, включает валик усиления, отдельный от углового валика, который создают во время выполнения дуговой сварки с получением углового соединения металлических элементов. Валик усиления создают в той же плоскости, что и угловой валик, используя угловой валик за начальную точку. За счет валика усиления можно улучшить усталостную прочность сварного соединения.
Документы по известному уровню техники
Патентные документы
[0005]
Патентный документ 1: Публикация заявки РСТ № WO2013/157557
Сущность изобретения
Проблемы, устраняемые изобретением
[0006]
При этом в каркасе (область, обеспечивающая опору для подвески), входящей в состав кузова транспортного средства, используется сварной конструктивный элемент с тавровым сварным соединением (далее также называемым "Т-соединением"). Каркас представляет собой область, воспринимающую нагрузку со стороны кузова транспортного средства, поэтому в Т-соединении, которое используется в каркасе, в частности, необходимо улучшить усталостную прочность.
[0007]
В Патентном документе 1 также рассмотрено Т-соединение, полученное из вертикального стального листа и горизонтального стального листа. В Т-соединении по Патентному документу 1 валик усиления создают таким образом, чтобы он пересекался с угловым валиком, соединяющим вертикальный лист с горизонтальным листом. В Патентном документе 1 указано, что за счет создания описанного выше валика усиления предотвращается деформация Т-соединения и увеличивается срок службы до усталостного разрушения.
[0008]
Однако при использовании технологии, соответствующей Патентному документу 1, увеличиваются ограничения при изготовлении из-за конструкции Т-соединения. Далее эта ситуация будет описана более конкретно.
[0009]
Как описано выше, при использовании технологии, соответствующей Патентному документу 1, валик усиления должен быть создан таким образом, чтобы он пересекался с угловым валиком. По этой причине, при создании валика усиления, сварочную головку необходимо перемещать с пересечением углового валика. При этом в случае, если имеется возможность беспрепятственного перемещения сварочной головки между вертикальным стальным листом и горизонтальным стальным листом, подходящий валик усиления можно создавать с легкостью. Однако, например, как в случае Т-соединения 1, изображенного на Фиг.25, если вертикальный стальной лист 2 сваривается с горизонтальным стальным листом 3 будучи сильно наклоненным, возникает область, в которой вертикальный стальной лист 2 и горизонтальный стальной лист 3 образуют острый угол. В такой области при создании валика усиления невозможно обеспечить достаточное пространство в направлении перемещения сварочной головки 4 (направление, пересекающее угловой валик 5). В этом случае трудно перемещать сварочную головку 4 беспрепятственным образом между вертикальным стальным листом 2 и горизонтальным стальным листом 3, и невозможно с легкостью создавать подходящий валик усиления.
[0010]
Настоящее изобретение создано для устранения таких проблем, и его задачей является предложить конфигурацию, при которой можно легко улучшить усталостную прочность в сварном конструктивном элементе, включающем область соединения тавровой формы.
Средства устранения проблемы
[0011]
Сущностью настоящего изобретения является следующее.
[0012]
(1) Согласно первому аспекту настоящего изобретения, предлагается сварной конструктивный элемент, включающий: основной металлический элемент, имеющий первую поверхность и вторую поверхность, которые являются противоположными; присоединяемый металлический элемент, имеющий поверхность примыкания, представляющую собой его торцевую поверхность, которая примыкает к первой поверхности; сварной валик, который сформирован на первой поверхности и соединяет присоединяемый металлический элемент с основным металлическим элементом; и область наплавления, которая сформирована на второй поверхности основного металлического элемента и с получением прямолинейной формы, таким образом, чтобы эта область перекрывалась с по меньшей мере одним из поверхностью примыкания и/или сварным валиком, если смотреть со стороны второй поверхности и сквозь основной металлический элемент, причем, если задать направление прохождения от области края примыкания, которая является краевой областью поверхности примыкания, в направлении распространения поверхности примыкания, как направление назад, и противоположное ему направление как направление вперед, то сварной валик имеет краевую область сварного валика в положении, отделенном по упомянутому направлению вперед от области края примыкания.
[0013]
(2) В сварном конструктивном элементе по приведенному выше пункту (1) область наплавления область наплавления расположена в зоне, отделенной от области края примыкания в упомянутом направлении назад, на от 1,9 мм до 7,0 мм, если смотреть со стороны второй поверхности и сквозь основной металлический элемент.
(3) В сварном конструктивном элементе по приведенному выше пункту (2) передний край области наплавления расположен в направлении вперед от области края примыкания, а задний край области наплавления расположен в направлении назад от области края примыкания, если смотреть со стороны второй поверхности и сквозь основной металлический элемент.
(4) В сварном конструктивном элементе по приведенным выше пунктам (2) или (3) область наплавления параллельна поверхности примыкания, если смотреть со стороны второй поверхности и сквозь основной металлический элемент.
(5) В сварном конструктивном элементе по любому из приведенных выше пунктов с (2) по (4) дистанция отделения LW (мм) между областью края примыкания и областью края сварного валика и толщина Т (мм) пластины основного металлического элемента удовлетворяют приведенному ниже Выражению (А):
-0,125LW+4,06 мм ≤ Т ≤ 4,5 мм Выражение (А)
(6) В сварном конструктивном элементе по любому из приведенных выше пунктов с (2) по (5) длина области наплавления может быть больше или равна 10,0 мм.
[0014]
(7) В сварном конструктивном элементе по приведенному выше пункту (1) область наплавления расположена в зоне, отделенной от области края сварного валика в упомянутом направлении назад на от 0,1 мм до 3,0 мм, если смотреть со стороны второй поверхности и сквозь основной металлический элемент.
(8) В сварном конструктивном элементе по приведенному выше пункту (7) передний край области наплавления расположен от области края сварного валика в упомянутом направлении вперед, а задний край области наплавления расположен от области края сварного валика в упомянутом направлении назад, если смотреть со стороны второй поверхности и сквозь основной металлический элемент.
(9) В сварном конструктивном элементе по приведенному выше пункту (7) или (8) область наплавления параллельна сварному валику, если смотреть со стороны второй поверхности и сквозь основной металлический элемент .
(10) В сварном конструктивном элементе по любому из приведенных выше пунктов с (7) по (9) дистанция отделения LW (мм) между областью края примыкания и областью края сварного валика и толщина Т (мм) пластины основного металлического элемента удовлетворяют приведенному ниже Выражению (В):
0,8 мм ≤ Т < -0,125LW+4,06 мм Выражение (В).
(11) В сварном конструктивном элементе по любому из приведенных выше пунктов с (7) по (10) длина области наплавления больше или равна 6,0 мм.
[0015]
(12) В сварном конструктивном элементе по любому из приведенных выше пунктов с (1) по (11) высота области наплавления от второй поверхности составляет от 2,0 до 20,0 мм.
(13) В сварном конструктивном элементе по любому из приведенных выше пунктов с (1) по (12) область наплавления представляет собой наплавочный сварной валик, который не участвует в соединении основного металлического элемента и присоединяемого металлического элемента.
(14) В сварном конструктивном элементе по любому из приведенных выше пунктов с (1) по (13) область наплавления сформирована с прохождением в основной металлический элемент.
(15) В сварном конструктивном элементе по любому из приведенных выше пунктов с (1) по (14) сварной валик сформирован без проплавления основного металлического элемента на всю его толщину.
(16) В сварном конструктивном элементе по любому из приведенных выше пунктов с (1) по (15) основной металлический элемент представляет собой стальной лист, имеющий прочность на растяжение, больше или равную 270 МПа.
[0016]
(17) Согласно второму аспекту настоящего изобретения, предлагается способ изготовления сварного конструктивного элемента по любому из приведенных выше пунктов с (1) по (16), содержащий:
- этап нанесения сварного валика, на котором наносят сварной валик, соединяющий первую поверхность основного металлического элемента с торцевой поверхностью присоединяемого металлического элемента на поверхности примыкания; и
- этап нанесения область наплавления, на котором наносят область наплавления на вторую поверхность основного металлического элемента посредством дуговой сварки или пайки, перед упомянутым этапом нанесения сварного валика или после этого этапа.
Эффекты при применении изобретения
[0017]
Согласно настоящему изобретению, можно улучшить усталостную прочность сварного конструктивного элемента за счет использования простой конфигурации, то есть, за счет создания прямолинейной области наплавления на второй поверхности (задней поверхности) основного металлического элемента. В этом случае уменьшаются ограничения при изготовлении, и можно с легкостью улучшить усталостную прочность сварного конструктивного элемента. Если говорить конкретно, например, даже в случае, когда часть присоединяемого металлического элемента, имеющую вид пластины, приваривают к части основного металлического элемента, имеющей вид пластины, под значительным наклоном, нет необходимости в создании области наплавления между этими частями, поэтому ограничения при изготовлении не увеличиваются. Соответственно, можно с легкостью изготавливать сварной конструктивный элемент, у которого улучшена усталостная прочность.
Краткое описание чертежей
[0018]
На Фиг.1 приведен общий вид сварного конструктивного элемента 10А, соответствующего первому варианту реализации настоящего изобретения.
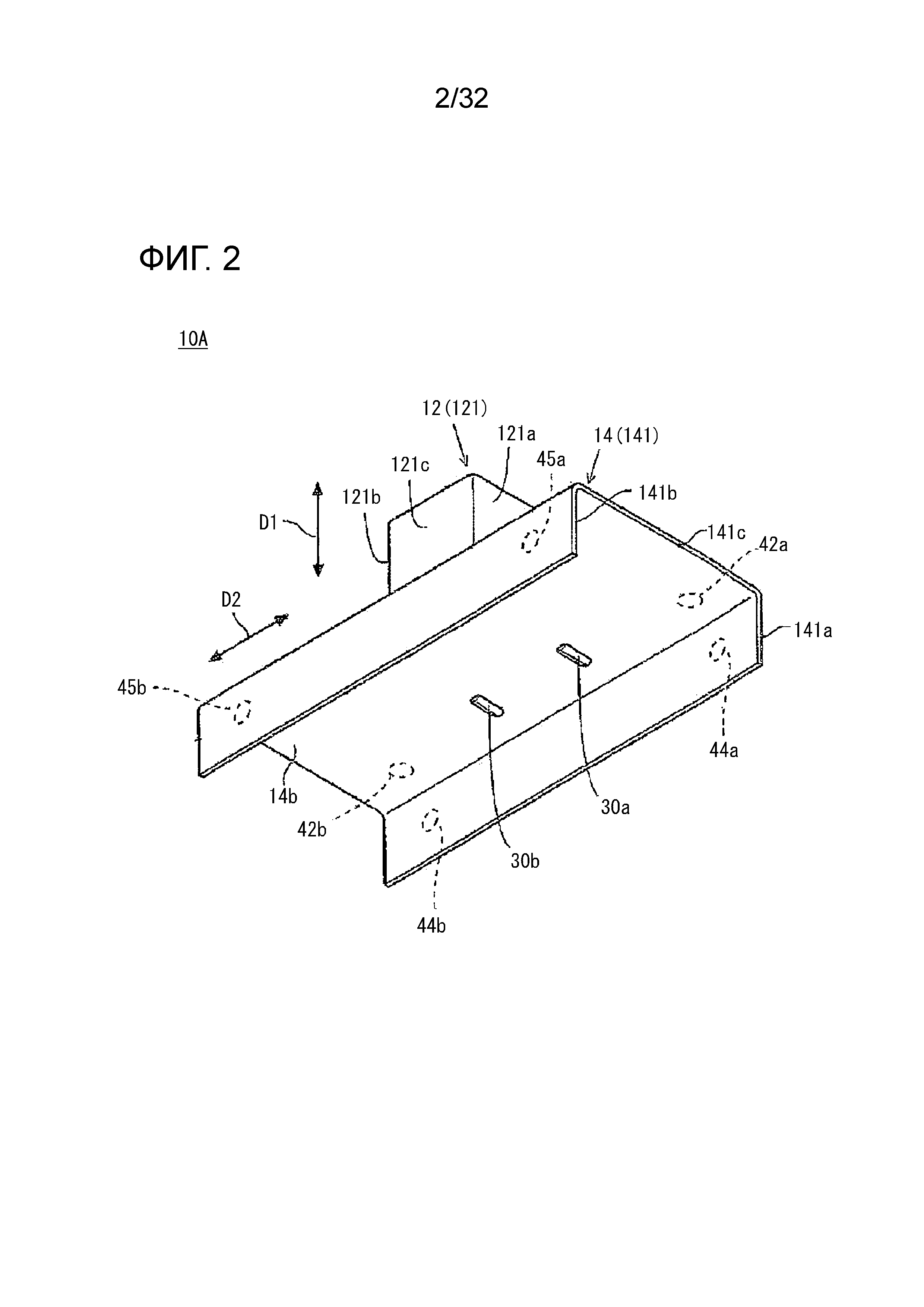
На Фиг.2 приведен общий вид сварного конструктивного элемента 10А, соответствующего тому же варианту, если смотреть снизу.
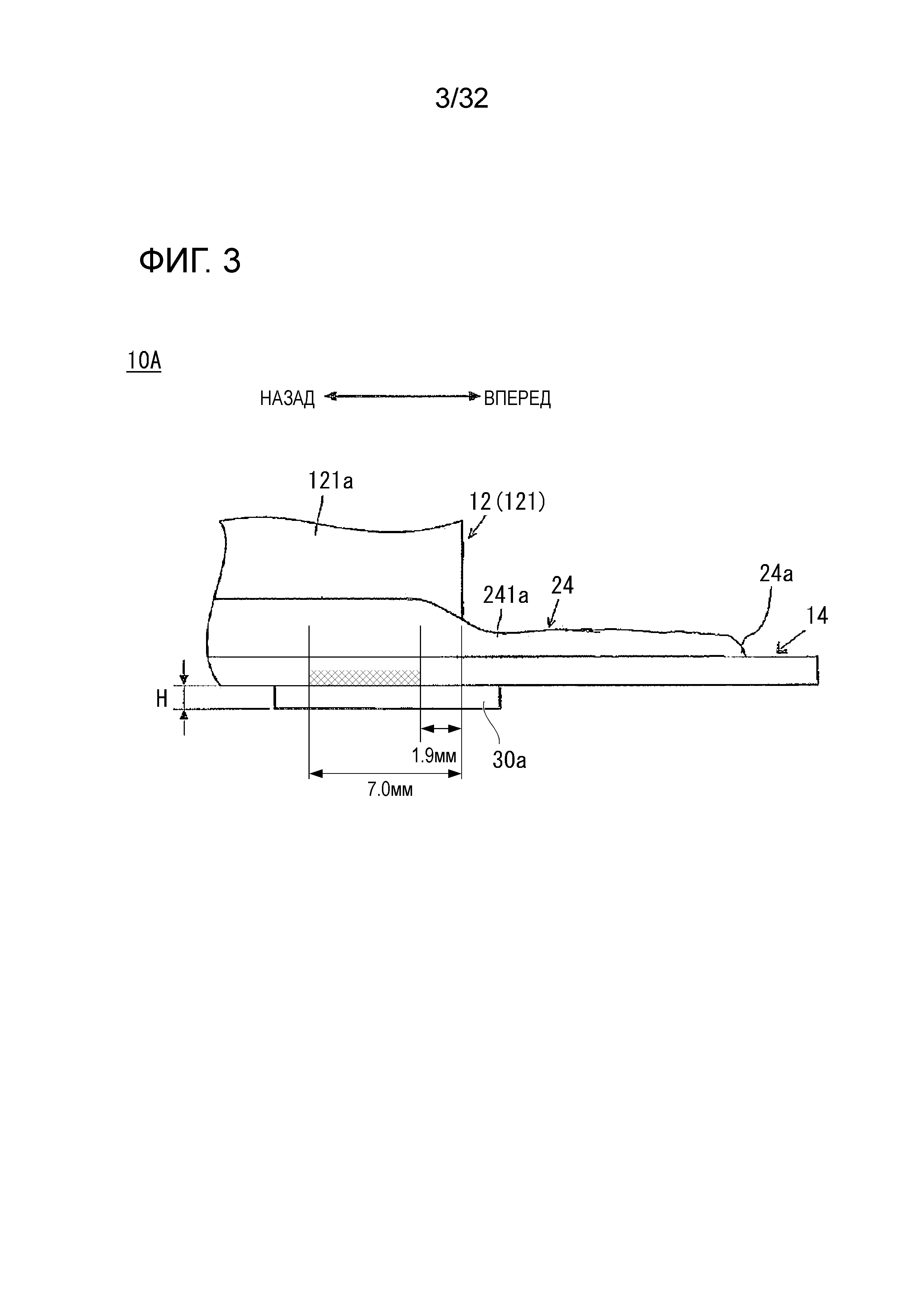
На Фиг.3 приведен вид сбоку части сварного конструктивного элемента 10А, соответствующего тому же варианту.
На Фиг.4 показаны проекции поверхности примыкания, сварного валика и области наплавления в сварном конструктивном элементе 10А, соответствующем тому же варианту.
На Фиг.5 показаны проекции поверхности примыкания, сварного валика и области наплавления в сварном конструктивном элементе 10А', соответствующем модификации первого варианта реализации настоящего изобретения.
На Фиг.6 приведен общий вид сварного конструктивного элемента 10В, соответствующего второму варианту реализации настоящего изобретения.
На Фиг.7 приведен общий вид сварного конструктивного элемента 10В, соответствующего тому же варианту, если смотреть снизу.
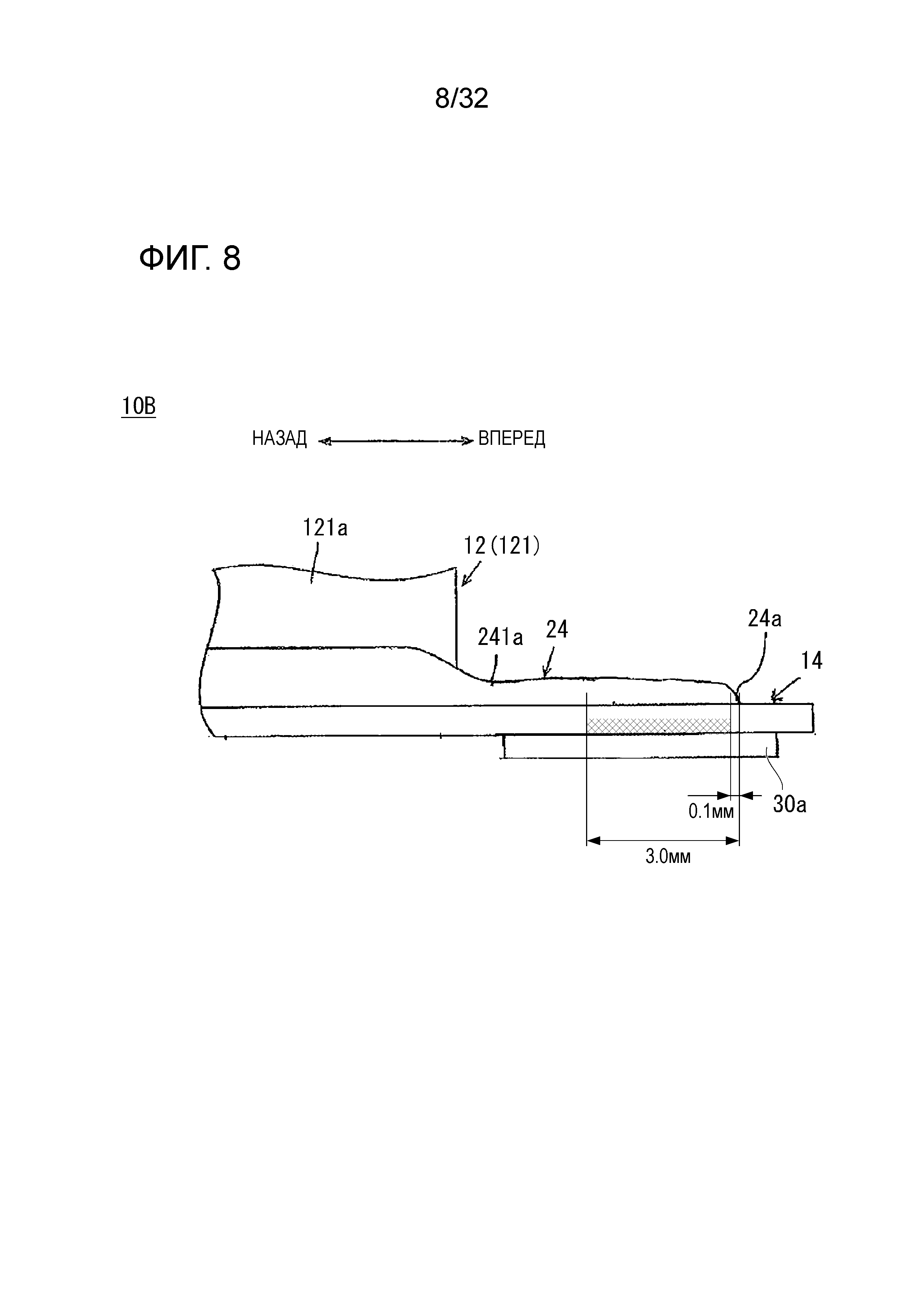
На Фиг.8 приведен вид сбоку части сварного конструктивного элемента 10В, соответствующего тому же варианту.
На Фиг.9 показаны проекции поверхности примыкания, сварного валика и области наплавления в сварном конструктивном элементе 10В, соответствующем тому же варианту.
На Фиг.10А приведен график, иллюстрирующий взаимосвязь между положением переднего края области наплавления относительно области края примыкания и максимальной величиной максимальных основных механических напряжений в области края примыкания при разной длине области наплавления, эта взаимосвязь получена при помощи компьютерного анализа.
На Фиг.10В приведен график, иллюстрирующий взаимосвязь между положением заднего края области наплавления относительно области края примыкания и максимальной величиной максимальных основных механических напряжений в области края примыкания при разной длине области наплавления, эта взаимосвязь получена при помощи компьютерного анализа.
На Фиг.11А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 30%.
На Фиг.11В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 50%.
На Фиг.11С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 75%.
На Фиг.11D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 90%.
На Фиг.12А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 30%.
На Фиг.12В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 50%.
На Фиг.12С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 75%.
На Фиг.12D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 90%.
На Фиг.13А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 30%.
На Фиг.13В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 50%.
На Фиг.13С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 75%.
На Фиг.13D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 90%.
На Фиг.14А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 30%.
На Фиг.14В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 50%.
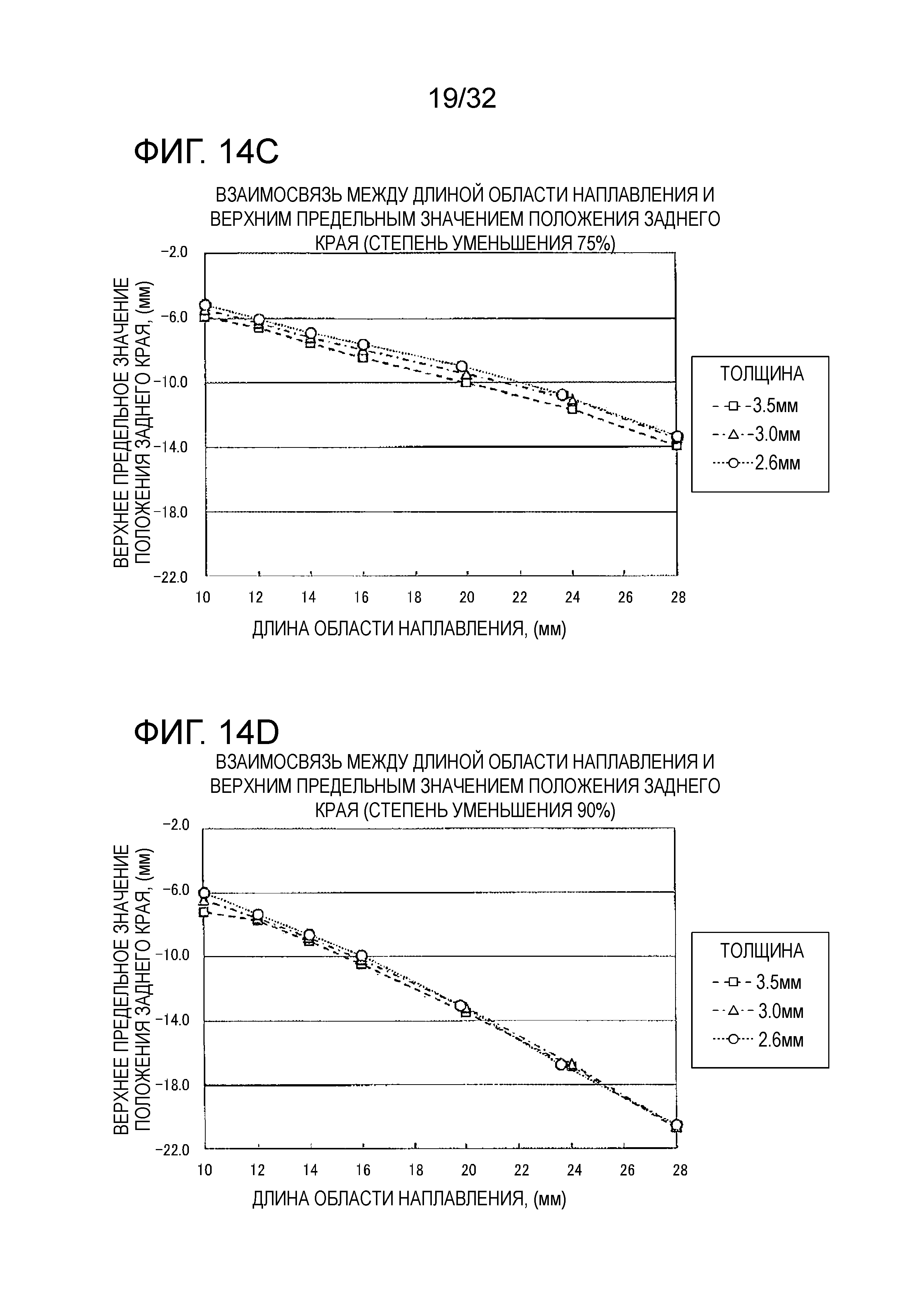
На Фиг.14С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 75%.
На Фиг.14D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края примыкания составляет 90%.
На Фиг.15А приведен график, иллюстрирующий взаимосвязь между положением переднего края области наплавления относительно края сварного валика и максимальной величиной максимальных основных механических напряжений в области края сварного валика при разной длине области наплавления, эта взаимосвязь получена при помощи компьютерного анализа.
На Фиг.15В приведен график, иллюстрирующий взаимосвязь между положением заднего края области наплавления относительно края сварного валика и максимальной величиной максимальных основных механических напряжений в области края сварного валика при разной длине области наплавления, эта взаимосвязь получена при помощи компьютерного анализа.
На Фиг.16А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 30%.
На Фиг.16В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 50%.
На Фиг.16С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 75%.
На Фиг.16D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 90%.
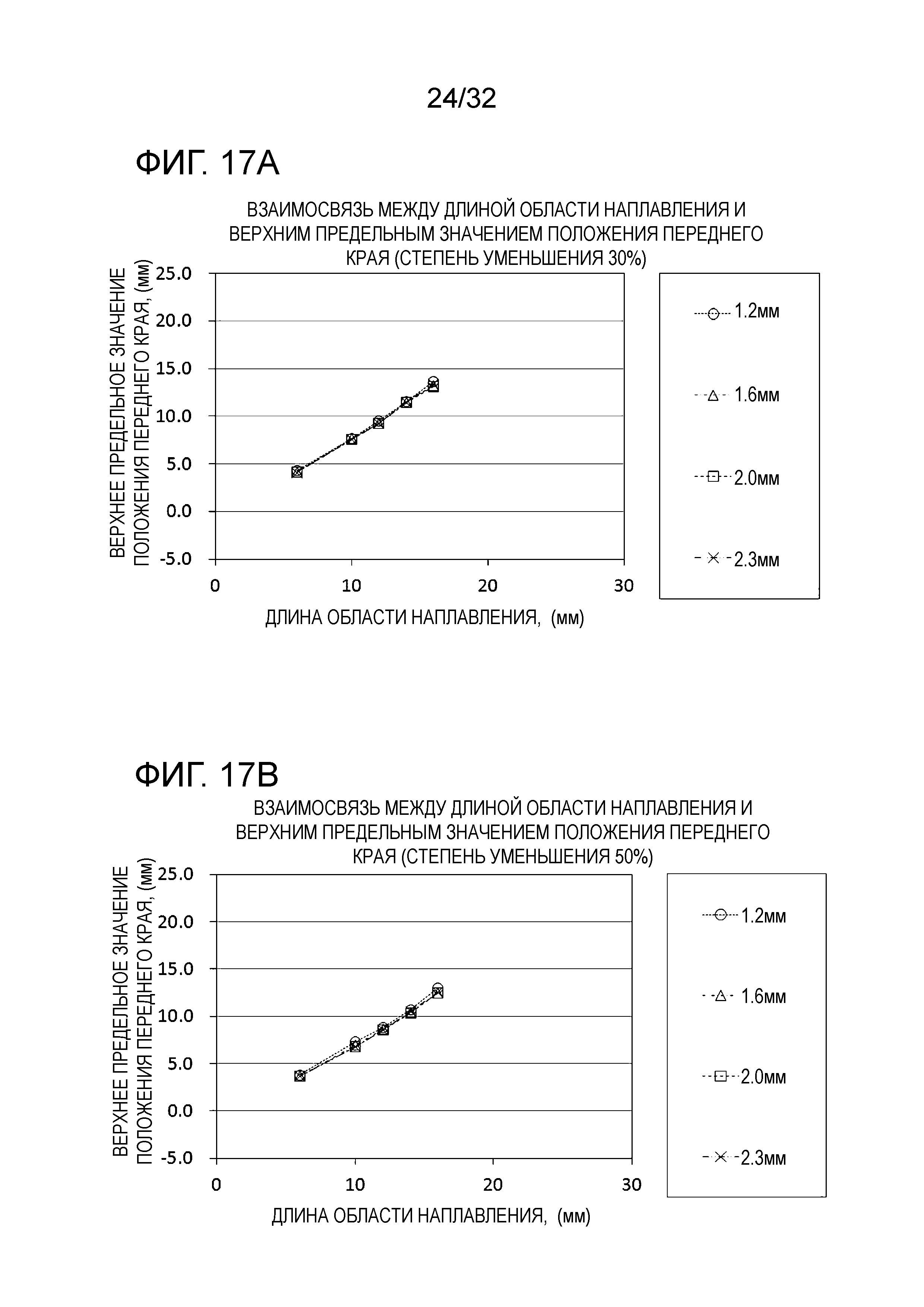
На Фиг.17А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 30%.
На Фиг.17В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 50%.
На Фиг.17С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 75%.
На Фиг.17D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения переднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 90%.
На Фиг.18А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 30%.
На Фиг.18В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 50%.
На Фиг.18С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 75%.
На Фиг.18D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и нижним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 90%.
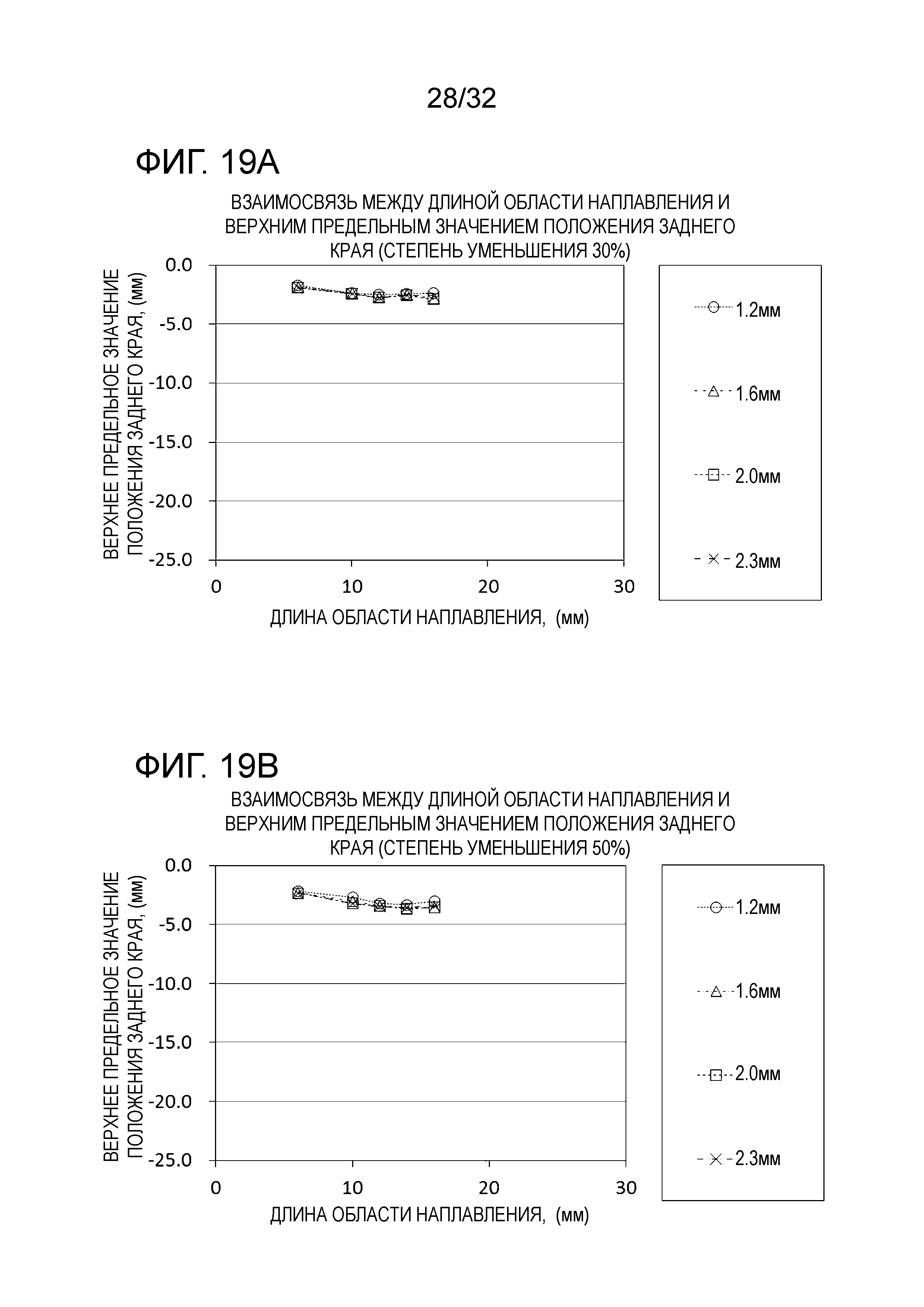
На Фиг.19А приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 30%.
На Фиг.19В приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 50%.
На Фиг.19С приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 75%.
На Фиг.19D приведен график, иллюстрирующий взаимосвязь между длиной области наплавления и верхним предельным значением положения заднего края области наплавления, когда степень уменьшения максимальной величины максимальных основных механических напряжений в области края сварного валика составляет 90%.
На Фиг.20 приведен график, иллюстрирующий взаимосвязь между толщиной пластины и максимальной величиной максимальных основных механических напряжений.
На Фиг.21 приведен график, иллюстрирующий взаимосвязь между толщиной пластины и максимальной величиной максимальных основных механических напряжений.
На Фиг.22 приведен график, иллюстрирующий взаимосвязь между толщиной пластины и максимальной величиной максимальных основных механических напряжений.
На Фиг.23 приведен график, иллюстрирующий взаимосвязь между толщиной пластины и максимальной величиной максимальных основных механических напряжений.
На Фиг.24 приведен график, иллюстрирующий взаимосвязь между длиной выступающей части валика (дистанцией отделения LW между областью края примыкания и областью края сварного валика) и толщиной пластины при изменении соотношения механических напряжений в основании этой части (в области края примыкания)/на ее вершине (в области края сварного валика).
На Фиг.25 приведена схема Т-соединения, соответствующего известному уровню техники.
Подробное описание вариантов реализации
[0019]
Авторы настоящего изобретения провели глубокие исследования, связанные с конфигурацией, при которой с легкостью можно улучшить усталостную прочность в элементе с тавровым сварным соединением, полученном путем выполнения сварки на передней поверхности горизонтальной пластины и торцевой поверхности вертикальной пластины с созданием сварного валика. В результате этих исследований авторы настоящего изобретения обнаружили следующее:
(а) в случае, когда наплавочный валик создается на задней поверхности горизонтальной пластины (поверхности, на которой зона соединения с вертикальной пластиной отсутствует), уменьшение максимальных основных механических напряжений является значительным, и технологичность не снижается, поэтому можно эффективным образом улучшить усталостную прочность по сравнению со случаем, когда наплавочный валик создается на передней поверхности горизонтальной пластины.
Кроме того, авторы настоящего изобретения обнаружили следующее:
(b) в горизонтальной пластине, входящей в состав элемента с тавровым сварным соединением, величина максимальных основных механических напряжений, возникающих поблизости от зоны соединения, увеличивается поблизости от области края зоны соединения или поблизости от области края сварного валика, и усталостная трещина возникает в этом положении;
(с) максимальные основные механические напряжения поблизости от области края зоны соединения имеют тенденцию к увеличению сверх максимальных основных механических напряжений поблизости от области края сварного валика при увеличении толщины горизонтальной пластины, и максимальные основные механические напряжения поблизости от области края сварного валика имеют тенденцию к увеличению сверх максимальных основных механических напряжений поблизости от области края зоны соединения при уменьшении толщины горизонтальной пластины; и
(d) в случае, когда к вертикальной пластине прикладывается тянущая сила в направлении, перпендикулярном передней поверхности горизонтальной пластины, направление максимальных основных механических напряжений, возникающих поблизости от зоны соединения вертикальной пластины и горизонтальной пластины, будет параллельно направлению растягивания зоны соединения или сварного валика.
Далее настоящее изобретение будет описано подробно на основе первого и второго вариантов его реализации.
[0020]
Первый вариант
На Фиг.1 приведен общий вид сварного конструктивного элемента 10А, соответствующего первому варианту реализации настоящего изобретения, на Фиг.2 приведен общий вид сварного конструктивного элемента 10А, если смотреть снизу, на Фиг.3 приведен вид сбоку части сварного конструктивного элемента 10А, и на Фиг.4 показаны проекции поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления в сварном конструктивном элементе 10А. Кроме того, на Фиг.1 и Фиг.2 пунктирными окружностями 41a, 41b, 42a, 42b, 43a, 43b, 44a, 44b, 45a, 45b указаны положения отверстий, создаваемых на аналитической модели в ходе описанного ниже моделирования. Подробности этого будут описаны ниже.
[0021]
Как изображено на Фиг.1, сварной конструктивный элемент 10А, соответствующий этому варианту, включает присоединяемый металлический элемент 12, который проходит в первом направлении D1, основной металлический элемент 14, который проходит во втором направлении D2, пересекающемся с первым направлением D1, и к которому присоединена торцевая поверхность присоединяемого металлического элемента 12, сварной валик 24, который соединяет присоединяемый металлический элемент 12 с основным металлическим элементом 14, и области 30а, 30b наплавления, которые созданы на задней поверхности основного металлического элемента 14.
Сварной конструктивный элемент 10А представляет собой элемент с так называемым "Т-соединением", в котором зона соединения соединяет присоединяемый металлический элемент 12 и основной металлический элемент 14 с получением Т-образной формы. В случае прохождения сварного конструктивного элемента 10А, соответствующего этому варианту, в направлении параллельно описанной ниже передней поверхности 14а, зона соединения между присоединяемым металлическим элементом 12 и основным металлическим элементом 14 имеет Т-образную форму.
[0022]
В сварном конструктивном элементе 10А, соответствующем этому варианту, первое направление D1 перпендикулярно второму направлению D2, или первое направление D1 может быть наклонено относительно второго направления D2. То есть, в сварном конструктивном элементе 10А, соответствующем этому варианту, присоединяемый металлический элемент 12 приваривают к основному металлическому элементу 14 перпендикулярно ему, или присоединяемый металлический элемент 12 может привариваться к основному металлическому элементу 14 под наклоном. Помимо этого, в приведенном далее описании первое направление D1 задано как вертикальное направление, а второе направление D2 задано как направление справа налево.
[0023]
Присоединяемый металлический элемент 12 изготовлен из металлического элемента в форме пластины. В дополнение к этому, присоединяемый металлический элемент 12 содержит часть 121 в виде пластины, имеющую открытое поперечное сечение. Часть 121 в виде пластины в присоединяемом металлическом элементе 12 включает пару боковых стенок 121а, 121b и нижнюю стенку 121с. Боковые стенки 121а, 121b, образующие упомянутую пару, проходят параллельно, таким образом, чтобы их поверхности были обращены друг к другу. Нижняя стенка 121с предназначена для соединения одного края боковой стенки 121а с одним краем боковой стенки 121b.
[0024]
Основной металлический элемент 14 изготовлен из металлического элемента в форме пластины и имеет переднюю поверхность 14а и заднюю поверхность 14b, которые являются противоположными. В дополнение к этому, основной металлический элемент 14 содержит часть 141 в виде пластины, имеющую открытое поперечное сечение. Часть 141 в виде пластины в основном металлическом элементе 14 включает пару боковых стенок 141а, 141b и верхнюю пластину 141с. Боковые стенки 141а, 141b, образующие упомянутую пару, проходят параллельно, таким образом, чтобы их поверхности были обращены друг к другу. Верхняя пластина 141с предназначена для соединения одного края боковой стенки 141а с одним краем боковой стенки 141b.
[0025]
В приведенном далее описании область на передней поверхности основного металлического элемента 14, соответствующая передней поверхности верхней пластины 141с, будет называться "передней поверхностью 14а основного металлического элемента 14", и область на задней поверхности основного металлического элемента 14, соответствующая задней поверхности верхней пластины 141с, будет называться "задней поверхностью 14b основного металлического элемента 14".
В дополнение к этому, граница соединения между торцевой поверхностью присоединяемого металлического элемента 12 и передней поверхностью 14а основного металлического элемента 14 будет называться "поверхностью 32 примыкания". Кроме того, направление прохождения поверхности 32 примыкания от краев 32а, 32b примыкания, которые являются краями этой поверхности, будет называться "направлением назад", и противоположное ему направление будет называться "направлением вперед".
Когда присоединяемый металлический элемент 12 приваривают к основному металлическому элементу 14, часть присоединяемого металлического элемента 12 и часть основного металлического элемента 14 расплавляют, поэтому в состоянии фактического сваривания обоих элементов невозможно очевидным образом определить поверхность 32 примыкания, которая является границей соединения. Поэтому в настоящем изобретении, когда присоединяемый металлический элемент 12 приваривают к основному металлическому элементу 14, поверхность 32 примыкания определяется, исходя из предположения, что оба элемента не расплавляются (другими словами, исходя из предположения, что присоединяемый металлический элемент 12 и основной металлический элемент 14 сохраняют форму перед свариванием). Таким образом, в настоящем изобретении, если смотреть на поверхность 32 примыкания и торцевую поверхность присоединяемого металлического элемента 12 в направлении, перпендикулярном передней поверхности 14а основного металлического элемента 14, контур поверхности 32 примыкания совпадает с контуром торцевой поверхности присоединяемого металлического элемента 12.
[0026]
Как присоединяемый металлический элемент 12, так и основной металлический элемент 14, например, могут быть получены путем изгибания металлического листа. Материал металлического листа конкретным образом не ограничивается и может представлять собой сталь или алюминий. Для примера, в качестве материала присоединяемого металлического элемента 12 и основного металлического элемента 14 может использоваться стальной лист, имеющий прочность на растяжение, больше или равную 270 МПа. В частности, чтобы в достаточной степени обеспечить прочность сварного конструктивного элемента 10А, в качестве материала присоединяемого металлического элемента 12 и основного металлического элемента 14 предпочтительно использовать стальной лист, имеющий прочность на растяжение, больше или равную 590 МПа, более предпочтительно использовать стальной лист, имеющий прочность на растяжение, больше или равную 780 МПа, еще более предпочтительно использовать стальной лист, имеющий прочность на растяжение, больше или равную 980 МПа, еще более предпочтительно использовать стальной лист, имеющий прочность на растяжение, больше или равную 1180 МПа, и еще более предпочтительно использовать стальной лист, имеющий прочность на растяжение, больше или равную 1500 МПа.
[0027]
Толщина основного металлического элемента 14, например, может быть эквивалентна толщине стального листа, который широко используется в качестве материала для элемента каркаса транспортного средства. Если говорить конкретно, толщина основного металлического элемента 14 может быть задана в диапазоне 0,8-4,5 мм.
При этом, как описано ниже, в сварном конструктивном элементе 10А, соответствующем этому варианту, области 30а, 30b наплавления расположены таким образом, чтобы уменьшить максимальные основные механические напряжения поблизости от областей 32а, 32b края примыкания. При увеличении толщины основного металлического элемента 14 максимальные основные механические напряжения поблизости от областей 32а, 32b края примыкания имеют тенденцию к увеличению сверх максимальных основных механических напряжений поблизости от областей 24а, 24b края сварного валика, поэтому для уменьшения максимальных основных механических напряжений в сварном конструктивном элементе 10А, соответствующем этому варианту, эффективным является расположение областей 30а, 30b наплавления поблизости от областей 32а, 32b края примыкания.
В результате проведения авторами настоящего изобретения дополнительных исследований, исходя из указанной выше тенденции, было обнаружено, что в сварном конструктивном элементе 10А, соответствующем этому варианту, предпочтительно задавать дистанцию отделения LW (мм) между областями 32а, 32b края примыкания и областями 24а, 24b края сварного валика и толщину Т (мм) пластины основного металлического элемента 14 таким образом, чтобы они удовлетворяли приведенному ниже Выражению (А):
-0,125LW+4,06 ≤ Т ≤ 4,5 Выражение (А).
При этом, даже в случае, если Выражение (А) не соблюдается, предпочтительно, чтобы области 30а, 30b наплавления располагались поблизости от областей 32а, 32b края примыкания. Это объясняется тем, что можно уменьшить максимальные основные механические напряжения поблизости от областей 32а, 32b края примыкания.
Помимо этого, толщину присоединяемого металлического листа 12 можно выбирать в соответствии с рабочими характеристиками, которые требуются от элемента.
[0028]
Сварной валик 24 создают приблизительно U-образной формы в плоскости поверхности 32 примыкания, и торцевую поверхность присоединяемого металлического элемента 12 соединяют с передней поверхностью 14а основного металлического элемента 14.
В этом варианте сварной валик 24 включает область 241а валика на боковой стенке, которая соединяет боковую стенку 121а присоединяемого металлического элемента 12 с передней поверхностью 14а основного металлического элемента 14, область 241b валика на боковой стенке, которая соединяет боковую стенку 121b присоединяемого металлического элемента 12 с передней поверхностью 14а основного металлического элемента 14, и область 241с валика на нижнейстенке, которая соединяет нижнюю стенку 121с присоединяемого металлического элемента 12 с передней поверхностью 14а основного металлического элемента 14. Сварной валик 24, например, создают при помощи дуговой сварки.
В этом варианте сварной валик 24 создан проходящим от передней поверхности 14а основного металлического элемента 14 на заранее определенную глубину в направлении по толщине пластины этого элемента. То есть, сварной валик 24 создан без проплавления основного металлического элемента 14 на всю толщину. При этом сварной валик 24 может создаваться и с проплавлением основного металлического элемента 14 на всю толщину.
[0029] Сварной валик 24 имеет области 24а, 24b края сварного валика, по одному в каждом положении, находящемся перед областями 32а, 32b краями примыкания поверхности 32 примыкания присоединяемого металлического элемента 12 и основного металлического элемента 14. Предпочтительно, чтобы дистанция отделения LW (мм) между областями 32а, 32b края примыкания и областями 24а, 24b края сварного валика задавалась таким образом, чтобы соблюдалось указанное выше Выражение (А), в котором учитывается толщина Т пластины основного металлического элемента 14.
Помимо этого, валик, созданный между присоединяемым металлическим элементом 12 и основным металлическим элементом 14, задается как сварной валик 24, исходя из предположения, что присоединяемый металлический элемент 12 и основной металлический элемент 14 сохраняют форму перед свариванием.
[0030]
Области 30а, 30b наплавления представляют собой наплавочные валики, которые не участвуют в соединении основного металлического элемента 14 и другого элемента и создаются на задней поверхности 14b основного металлического элемента 14 с получением прямолинейной формы, как изображено на Фиг.2 - Фиг.4.
Область 30а наплавления расположена таким образом, чтобы она соответствовала боковой стенке 121а присоединяемого металлического элемента 12, и область 30b наплавления расположена таким образом, чтобы она соответствовала боковой стенке 121b присоединяемого металлического элемента 12. Области 30а, 30b наплавления, например, создают при помощи дуговой сварки или пайки с использованием материала, применяемого при сварке. В случае, если области 30а, 30b наплавления создают при помощи дуговой сварки, их создают с прохождением в основной металлический элемент 14, поэтому можно уменьшить максимальные основные механические напряжения поблизости от областей 32а, 32b края примыкания и дополнительно улучшить усталостную прочность сварного конструктивного элемента.
[0031]
Помимо этого, валики, которые создаются на задней поверхности 14b части 141 в виде пластины, задаются как области 30а, 30b наплавления, исходя из предположения, что перед созданием этих областей 30а, 30b форма части 141 в виде пластины сохраняется.
Области 30а, 30b наплавления создаются на задней поверхности 14b основного металлического элемента 14, поэтому уменьшаются ограничения при изготовлении по сравнению со случаем создания на передней поверхности 14а этого элемента. Например, даже в случае, когда часть 121 в виде пластины приваривают к части 141 в виде пластины под значительным наклоном, области 30а, 30b наплавления могут быть созданы на задней поверхности 14b части 141 в виде пластины, а не между этими частями, поэтому можно с легкостью создавать области 30а, 30b наплавления. Соответственно, можно с легкостью изготавливать сварной конструктивный элемент 10А.
Кроме того, в случае, когда области 30а, 30b наплавления создаются на задней поверхности 14b основного металлического элемента 14, например, в случае, когда сварной конструктивный элемент 10А используется в качестве материала для кузова транспортного средства, можно создавать области 30а, 30b наплавления в положении, при котором эти области видны. В этом случае можно избежать ухудшения эстетичности внешнего вида кузова транспортного средства из-за наличия областей 30а, 30b наплавления.
[0032]
Длина каждой из областей 30а, 30b наплавления в направлении спереди назад может быть больше или равна 6,0 мм, предпочтительно, больше или равна 10,0 мм, более предпочтительно, больше или равна 14,0 мм, и еще более предпочтительно, больше или равна 20,0 мм.
Ширина каждой из областей 30а, 30b наплавления, предпочтительно, больше или равна 5,0 мм и, более предпочтительно, больше или равна 6,0 мм. В дополнение к этому, предпочтительно, чтобы ширина каждой из областей 30а, 30b наплавления была больше толщины присоединяемого металлического элемента 12, то есть, ширины поверхности 32 примыкания. В случае, когда ширина областей 30а, 30b наплавления больше 40,0 мм, дальнейшего уменьшения максимальных основных механических напряжений поблизости от краев 32а, 32b примыкания уже не происходит, а вес компонента и объем работы увеличиваются. Поэтому ширину областей 30а, 30b наплавления предпочтительно задают меньше или равной 30,0 мм и, более предпочтительно, меньше или равной 20,0 мм.
Как изображено на Фиг.3, предпочтительно, чтобы высота Н области 30а наплавления, то есть, высота над задней поверхностью 14b основного металлического элемента 14 была больше или равна 2,0 мм. В случае, когда высота Н области 30а наплавления больше 20,0 мм, дальнейшего уменьшения максимальных основных механических напряжений поблизости от краев 32а, 32b примыкания уже не происходит, а вес компонента и объем работы увеличиваются. Поэтому высоту Н области 30а наплавления предпочтительно задают меньше или равной 20,0 мм, и, более предпочтительно, меньше или равной 10,0 мм. То же справедливо и для высоты области 30b наплавления.
[0033]
Если к присоединяемому металлическому элементу 12 прикладывается тянущая сила в направлении, перпендикулярном передней поверхности основного металлического элемента 14, максимальные основные механические напряжения, возникающие поблизости от края примыкания основного металлического элемента 14, будут иметь направление, параллельное направлению растяжения на поверхности примыкания. Соответственно, предпочтительно, чтобы области 30а, 30b наплавления создавались проходящими приблизительно параллельно поверхности 32 примыкания.
Другими словами, предпочтительно, чтобы области 30а, 30b наплавления создавались параллельно направлению растяжения на поверхности примыкания, если смотреть со стороны задней поверхности 14b основного металлического элемента 14 и сквозь этот элемент. Если говорить конкретно, предпочтительно, чтобы область 30а наплавления была приблизительно параллельна боковой поверхности 322а примыкания и области 241а валика на боковой стенке, а область 30b наплавления была приблизительно параллельна боковой поверхности 322b примыкания и области 241b валика на боковой стенке.
[0034]
Далее будет описано относительное расположение поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления в сварном конструктивном элементе 10А, соответствующем этому варианту.
[0035]
На Фиг.4 показаны проекции поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления в направлении, перпендикулярном передней поверхности 14а основного металлического элемента 14 (в этом варианте - в первом направлении D1). Помимо этого, для облегчения понимания относительного расположения поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления, на Фиг.4 область, в которую проецируются поверхность 32 примыкания и сварной валик 24, указана штриховкой. В дополнение к этому, пунктирной линией указан контур области, в которую проецируются области 30а, 30b наплавления.
[0036]
Как изображено на Фиг.4, в сварном конструктивном элементе 10А, соответствующем этому варианту, поверхность 32 примыкания имеет пару областей 32а, 32b края примыкания и проходит от области 32а края примыкания до области 32b края примыкания с получением приблизительно U-образной формы. Если говорить конкретно, поверхность 32 примыкания включает боковые поверхности 322а, 322b примыкания и нижнюю поверхность 322с примыкания. Нижняя поверхность 322с примыкания представляет собой поверхность примыкания нижней стенки 121с присоединяемого металлического элемента 12 (см. Фиг.1) и части 141 в виде пластины в основном металлическом элементе (см. Фиг.1). Боковая поверхность 322а примыкания представляет собой поверхность примыкания боковой стенки 121а (см. Фиг.1) и части 141 в виде пластины. Боковая поверхность 322b примыкания представляет собой поверхность примыкания боковой стенки 121b (см. Фиг.1) и части 141 в виде пластины. Боковая поверхность 322а примыкания проходит линейно от нижней поверхности 322с примыкания к одной области 32а края примыкания поверхности 32 примыкания, и боковая поверхность 322b примыкания проходит линейно от нижней поверхности 322с примыкания к другой области 32b края примыкания поверхности 32 примыкания. В этом варианте каждая из боковых поверхностей 322а, 322b примыкания представляет собой прямолинейную область. Помимо этого, границы между нижней поверхностью 332с примыкания и боковыми поверхностями 322а, 322b примыкания, а также границы между областью 241с валика на нижней стенке и областями 241а, 241b валика на боковых стенках на Фиг.4 изображены штрихпунктирными линиями.
[0037]
В сварном конструктивном элементе 10А, соответствующем этому варианту, передний край областей 30а, 30b наплавления располагают перед положением, находящимся сзади областей 32а, 32b края примыкания на расстоянии 1,9 мм от них, и задний край областей 30а, 30b наплавления располагают сзади положения, находящегося сзади областей 32а, 32b края примыкания на расстоянии 7,0 мм от них, если смотреть со стороны задней поверхности 14b основного металлического элемента 14 и сквозь этот элемент. То есть, на задней поверхности 14b основного металлического элемента 14 область 30а наплавления создана таким образом, что она занимает зону, указанную на Фиг.3 перекрестной штриховкой.
В дополнение к этому, предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед областями 32а, 32b края примыкания, и задний край областей 30а, 30b наплавления располагался сзади областей 32а, 32b края примыкания, если смотреть со стороны задней поверхности 14b основного металлического элемента 14 и сквозь этот элемент.
Передний край областей 30а, 30b наплавления может находиться поблизости от областей 24а, 24b края сварного валика. Если говорить конкретно, передний край областей 30а, 30b наплавления может находиться перед положением, находящимся сзади областей 24а, 24b края сварного валика на расстоянии 0,1 мм от них. В этом случае также можно уменьшить максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика.
[0038]
Как изображено на Фиг.4, области 30а, 30b наплавления перекрываются с поверхностью 32 примыкания и сварным валиком 24 поблизости от областей 32а, 32b края примыкания. Если говорить конкретно, область 30а наплавления располагают таким образом, чтобы она соответствовала боковой поверхности 322а примыкания и перекрывалась с этой поверхностью и областью 241а валика на боковой стенке поблизости от области 32а края примыкания. Область 30b наплавления располагают таким образом, чтобы она соответствовала боковой поверхности 322b примыкания и перекрывалась с этой поверхностью и областью 241b валика на боковой стенке поблизости от области 32b края примыкания.
Помимо этого, в примере, изображенном на Фиг.4, области 30а, 30b наплавления перекрываются и с поверхностью 32 примыкания и со сварным валиком 24, но эти области 30а, 30b наплавления могут перекрываться только с поверхностью 32 примыкания или сварным валиком 24.
[0039]
Предпочтительно, чтобы задний край области 30а наплавления располагался сзади положения, находящегося сзади областей 32а, 32b края примыкания на расстоянии 8,0 мм от них, более предпочтительно, чтобы задний край области 30а наплавления располагался сзади положения, находящегося сзади областей 32а, 32b края примыкания на расстоянии 10,0 мм от них, и еще более предпочтительно, чтобы задний край области 30а наплавления располагался сзади положения, находящегося сзади областей 32а, 32b края примыкания на расстоянии 14,0 мм от них.
[0040]
Предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся сзади областей 32а, 32b края примыкания на расстоянии 0,4 мм от них, более предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся перед областями 32а, 32b края примыкания на расстоянии 0,3 мм от них, еще более предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся перед областями 32а, 32b края примыкания на расстоянии 0,7 мм от них, и еще более предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся перед областями 32а, 32b края примыкания на расстоянии 1,7 мм от них.
[0041]
Способ изготовления сварного конструктивного элемента 10А включает этап, на котором создают сварной валик 24, соединяющий торцевую поверхность присоединяемого металлического элемента 12 с передней поверхностью 14а основного металлического элемента 14, и этап, на котором создают области 30а, 30b наплавления на задней поверхности 14b основного металлического элемента 14 при помощи дуговой сварки или пайки. Любой из упомянутых этапов можно выполнять первым, но с учетом технологичности предпочтительно выполнять этап создания сварного валика и затем выполнять этап создания областей наплавления.
[0042]
При описанной выше конфигурации, за счет областей 30а, 30b наплавления увеличивается жесткость поблизости от областей 32а, 32b края примыкания, поэтому можно уменьшить максимальные основные механические напряжения. Таким образом, можно увеличить усталостную прочность сварного конструктивного элемента 10А.
[0043]
На Фиг.5 изображен сварной конструктивный элемент 10А', соответствующий модификации этого примера. Для сварного конструктивного элемента 10А, соответствующего описанному выше первому варианту, был рассмотрен случай, когда боковая стенка 121а и боковая стенка 121b являются параллельными, но эти стенки могут и не быть параллельными. Например, в случае, когда часть 121 в виде пластины имеет открытое поперечное сечение, при котором открытые концы расходятся, проекции поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления становятся такими, как изображено на Фиг.5. В этом случае в каждой из боковых поверхностей 322а, 322b примыкания направление спереди назад определяется путем задания той стороны, на которой находится нижняя поверхность 322с примыкания, задней стороной, и задания противоположной их стороны передней стороной. Тогда, как и в случае сварного конструктивного элемента 10А, соответствующего первому варианту, относительное расположение поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления определяется на основе направления спереди назад, которое определено применительно к боковым поверхностям 322а, 322b примыкания.
[0044]
Второй вариант
Далее будет описан сварной конструктивный элемент 10В, соответствующий второму варианту реализации настоящего изобретения. Сварной конструктивный элемент 10В, соответствующий второму варианту, имеет ту же конфигурацию, что и сварной конструктивный элемент 10А, соответствующий первому варианту, за исключением положения, в котором созданы области 30а, 30b наплавления, поэтому идентичные составные части обозначены идентичными ссылочными номерами, и их описание будет опущено.
[0045]
Сварной конструктивный элемент 10В, соответствующий второму варианту, изображен на Фиг.6 - Фиг.9. Если говорить конкретнее, на Фиг.6 приведен общий вид сварного конструктивного элемента 10В, если смотреть сверху, на Фиг.7 приведен общий вид сварного конструктивного элемента 10В, если смотреть снизу, на Фиг.8 приведен вид сбоку части сварного конструктивного элемента 10В, и на Фиг.9 показаны проекции поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления в сварном конструктивном элементе 10В.
[0046]
Сварной конструктивный элемент 10А, соответствующий описанному выше первому варианту, и сварной конструктивный элемент 10А', соответствующий его первой модификации, имеют конфигурацию, при которой области 30а, 30b наплавления расположены в зоне поблизости от областей 32а, 32b края примыкания и на задней поверхности 14b основного металлического элемента 14. При такой конфигурации можно уменьшить максимальные основные механические напряжения поблизости от областей 32а, 32b края примыкания и получить эффект в виде увеличения усталостной прочности сварного конструктивного элемента 10А.
С другой стороны, сварной конструктивный элемент 10В, соответствующий второму варианту, имеет конфигурацию, при которой области 30а, 30b наплавления расположены в зоне поблизости от областей 24а, 24b края сварного валика и на задней поверхности 14b основного металлического элемента 14. При такой конфигурации можно уменьшить максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика и получить эффект в виде увеличения усталостной прочности сварного конструктивного элемента 10В.
[0047]
Как и в случае сварного конструктивного элемента 10А, соответствующего первому варианту, как толщина присоединяемого металлического элемента 12, так и толщина основного металлического элемента 14 в сварном конструктивном элементе 10В, соответствующем второму варианту, например, могут быть заданы в диапазоне 0,8 мм - 4,5 мм.
При этом в сварном конструктивном элементе 10В, соответствующем второму варианту, области 30а, 30b наплавления располагают таким образом, чтобы уменьшить максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика. Максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика имеют тенденцию к увеличению сверх максимальных основных механических напряжений поблизости от областей 32а, 32b края примыкания при уменьшении толщины основного металлического элемента 14. Соответственно, в сварном конструктивном элементе 10В, соответствующем этому варианту, стремятся уменьшить максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика, и для их уменьшения эффективным является расположение областей 30а, 30b наплавления поблизости от областей 24а, 24b края сварного валика.
В результате проведения авторами настоящего изобретения дополнительных исследований на основе описанной выше тенденции было обнаружено, что в сварном конструктивном элементе 10В, соответствующем этому варианту, предпочтительно задавать дистанцию отделение LW (мм) между областями 32а, 32b края примыкания и областями 24а, 24b края сварного валика и толщину Т (мм) пластины основного металлического элемента 14 таким образом, чтобы они удовлетворяли приведенному ниже Выражению (В):
0,8 мм ≤ Т < -0,125LW+4,06 мм Выражение (В)
При этом, даже в случае, если Выражение (В) не соблюдается, предпочтительно, чтобы области 30а, 30b наплавления располагались поблизости от областей 24а, 24b края сварного валика. Это объясняется тем, что можно уменьшить максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика.
Помимо этого, толщину присоединяемого металлического элемента 12 можно выбирать в соответствии с рабочими характеристиками, которые требуются от элемента.
[0048]
Далее будет описано относительное расположение поверхности 32 примыкания, сварного валика 24 и областей 30а, 30b наплавления в сварном конструктивном элементе 10В, соответствующем второму варианту.
[0049]
Как изображено на Фиг.8, в сварном конструктивном элементе 10В, соответствующем этому варианту, передний край областей 30а, 30b наплавления располагают перед положением, находящимся сзади областей 24а, 24b края сварного валика на расстоянии 0,1 мм от них, и задний край областей 30а, 30b наплавления располагают сзади положения, находящегося сзади областей 24а, 24b края сварного валика на расстоянии 3,0 мм от них, если смотреть со стороны задней поверхности 14b основного металлического элемента 14 и сквозь этот элемент.
[0050]
Помимо этого, в примере, изображенном на Фиг.8, передний край областей 30а, 30b наплавления располагают перед областями 24а, 24b края сварного валика, и задний край областей 30а, 30b наплавления располагают сзади областей 24а, 24b края сварного валика. Однако передний край областей 30а, 30b наплавления может быть расположен сзади областей 24а, 24b края сварного валика.
[0051]
Предпочтительно, чтобы задний край области 30а наплавления располагался сзади положения, находящегося сзади областей 24а, 24b края сварного валика на расстоянии 5,0 мм от них, и более предпочтительно, чтобы задний край области 30а наплавления располагался сзади положения, находящегося сзади областей 24а, 24b края сварного валика на расстоянии 10,0 мм от них.
[0052]
Предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся спереди областей 24а, 24b края сварного валика на расстоянии 0,3 мм от них, более предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся спереди областей 24а, 24b края сварного валика на расстоянии 1,2 мм от них, и еще более предпочтительно, чтобы передний край области 30а наплавления располагался перед положением, находящимся спереди областей 24а, 24b края сварного валика на расстоянии 1,9 мм от них.
[0053]
Как указано выше, настоящее изобретение описано на основе первого варианта и второго варианта, но это изобретение не ограничивается только описанными выше вариантами, и могут быть выполнены различные изменения, не выходящие за пределы его объема, указанного в пунктах Формулы изобретения.
[0054]
Например, могут быть объединены первый вариант, в котором области 30а, 30b наплавления располагаются поблизости от областей 32а, 32b края примыкания, и второй вариант, в котором области 30а, 30b наплавления располагаются вблизи от областей 24а, 24b края сварного валика, и, таким образом, области 30а, 30b наплавления могут располагаться в диапазоне от места поблизости от областей 32а, 32b края примыкания до места поблизости от областей 24а, 24b края сварного валика. В этом случае области 30а, 30b наплавления могут быть разделены между областями 32а, 32b края примыкания и областями 24а, 24b края сварного валика.
[0055]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен случай, когда области 30а, 30b наплавления созданы поблизости от обоих областей 32а, 32b края примыкания или поблизости от обоих областей 24а, 24b края сварного валика, но можно не создавать любую одну из областей 30а, 30b наплавления.
[0056]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен случай, когда области 30а, 30b наплавления созданы таким образом, чтобы они проходили приблизительно параллельно поверхности 32 примыкания или сварному валику 24, но эти области могут быть созданы таким образом, чтобы они проходили под углом к поверхности 32 примыкания или сварному валику 24. Даже в случае, когда области 30а, 30b наплавления созданы таким образом, что они проходят под углом к поверхности 32 примыкания или сварному валику 24, эти области занимают зону между положениями, находящимися сзади областей 32а, 32b края примыкания на расстояниях 1,9 мм и 7,0 мм от них, или занимают зону между положениями, находящимися сзади областей 24а, 24b края сварного валика на расстояниях 0,1 мм и 3,0 мм от них, поэтому можно уменьшить максимальные основные механические напряжения поблизости от областей 32а, 32b края примыкания или поблизости от областей 24а, 24b края сварного валика, и получить эффект в виде увеличения усталостной прочности сварного конструктивного элемента.
[0057]
В дополнение к этому, в описанных выше первом варианте и втором варианте часть 121 в виде пластины имеет открытое поперечное сечение, которое открыто в направлении, перпендикулярном первому направлению D1 и второму направлению D2, но часть 121 в виде пластины может иметь открытое поперечное сечение, которое открыто во втором направлении D2.
[0058]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен случай, когда присоединяемый металлический элемент 12 в целом выполнен как часть 121 в виде пластины, но присоединяемый металлический элемент 12 может включать часть (например, стойку), имеющую форму, которая отличается от формы части в виде пластины, пока поверхность соединения присоединяемого металлического элемента 12 и основного металлического элемента 14 имеет открытое поперечное сечение. Присоединяемый металлический элемент 12, например, может представлять собой прямоугольную стойку, расположенную под острым углом.
[0059]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен случай, когда часть 121 в виде пластины имеет открытое поперечное сечение, но настоящее изобретение может быть применено для сварного конструктивного элемента, который включает часть в виде пластины, имеющую другие формы. Так, например, присоединяемый металлический элемент 12 может включать часть в виде пластины, имеющую простую плоскую форму, часть в виде пластины, имеющую L-образное поперечное сечение, или часть в виде пластины, имеющую Н-образное поперечное сечение, вместо описанной выше части 121 в виде пластины.
[0060]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен основной металлический элемент 14, включающий боковые стенки 141а, 141b, но настоящее изобретение может быть применено для сварного конструктивного элемента, который включает другие основные металлические элементы, включающие часть, имеющую форму плоской пластины. Поэтому основной металлический элемент может не включать боковые стенки 141а, 141b.
[0061]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен случай, когда поверхность соединения основного металлического элемента 14 и присоединяемого металлического элемента 12 является плоской поверхностью, но настоящее изобретение также может быть применено для сварного конструктивного элемента, в котором поверхность соединения основного металлического элемента 14 и присоединяемого металлического элемента 12 является изогнутой поверхностью.
[0062]
В дополнение к этому, в описанных выше первом варианте и втором варианте рассмотрен случай, когда сварной валик 24 включает область 241с на нижней стенке, но сварной валик может и не включать эту область.
[0063]
Изучение 1 на основе моделирования
Далее более подробно будут описаны результаты моделирования с использованием компьютера и эффект от конфигурации, соответствующей первому варианту. При этом моделировании была подготовлена аналитическая модель (далее также называемая "первой моделью"), имеющая ту же конфигурацию, что и сварной конструктивный элемент 10А, изображенный на Фиг.1 - Фиг.4. Затем в первой модели изменялись положение и длина областей 30а, 30b наплавления в направлении спереди назад, и были получены максимальные основные механические напряжения, возникавшие поблизости от областей 32а, 32b края примыкания на поверхности 32 примыкания. В дополнение к этому, для сравнения была подготовлена аналитическая модель, не включающая области 30а, 30b наплавления (далее также называемая "второй моделью"), и были получены максимальные основные механические напряжения, возникавшие поблизости от областей 32а, 32b края примыкания на поверхности 32 примыкания.
[0064]
Помимо этого, как в первой модели, так и во второй модели в положениях, изображенных на Фиг.1 и Фиг.2 пунктирными окружностями 41а, 41b, 42a, 42b, 43a, 43b, 44a, 44b, 45a и 45b, были созданы отверстия (далее каждое из отверстий, изображенных пунктирной линией, будет называться "отверстием"). При моделировании в каждом из отверстий 42a, 42b, 43a, 43b, 44a, 44b, 45a, 45b был установлен закрепляющий держатель (абсолютно твердое тело), и основной металлический элемент 14 был закреплен. Затем был установлен стержневой элемент (абсолютно твердое тело), проходящий через отверстия 41а, 41b, и к части 121 в виде пластины (присоединяемому металлическому элементу 12) при помощи этого элемента в направлении, перпендикулярном передней поверхности 14а части 141 в виде пластины, была приложена тянущая сила 2,0 кН.
[0065]
Конфигурация первой модели и второй модели была задана таким образом, как описано ниже. Помимо этого, как описано выше, в первой модели изменялось положение областей 30а, 30b наплавления в направлении спереди назад.
[0066]
Конфигурация аналитической модели
Присоединяемый металлический элемент
- Материал: сталь
- Толщина: 2,6 мм
- Высота (протяженность в первом направлении D1): 80 мм
- Протяженность в направлении справа налево (втором направлении D2): 70 мм
- Протяженность в направлении спереди назад (см. Фиг.4): 80 мм
- Положение отверстия 41а: центр боковой стенки 121а
- Положение отверстия 41b: центр боковой стенки 121b
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Основной металлический элемент
- Материал: сталь
- Толщина: 2,6 мм
- Высота (протяженность в первом направлении D1): 50 мм
- Протяженность в направлении справа налево (втором направлении D2): 300 мм
- Протяженность в направлении спереди назад (см. Фиг.4): 150 мм
- Расстояние между центрами отверстий 42а и 42b: 230 мм
- Расстояние между центрами отверстий 43а и 43b: 230 мм
- Расстояние между центрами отверстий 44а и 44b: 230 мм
- Расстояние между центрами отверстий 45а и 45b: 230 мм
- Расстояние между центрами отверстий 42а и 43а: 100 мм
- Расстояние между центрами отверстий 42b и 43b: 100 мм
- Расстояние в вертикальном направлении от передней поверхности 14а до центра отверстий 44а, 44b, 45a, 45b: 25 мм
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Сварной валик
- Ширина (ширина за исключением части, выступающей вперед от областей 32а, 32b края примыкания (см. Фиг.4)): 4,3 мм
- Высота (высота за исключением части, выступающей вперед от областей 32а, 32b края примыкания): 5,0 мм
- Ширина (ширина в части, выступающей вперед от областей 32а, 32b края примыкания): 10,6 мм
- Высота (высота в части, выступающей вперед от областей 32а, 32b края примыкания): 2,2 мм
- Степень выступания (расстояние LW) от областей 32а, 32b края примыкания: 13,7 мм
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Область наплавления (первая модель)
- Ширина: 6,0 мм
- Высота: 2,0 мм
- Длина: 10,0 мм, 12,0 мм, 14,0 мм, 16,0 мм, 19,8 мм, 23,6 мм, 26,0 мм и 28,0 мм
- Положение области 30а наплавления в направлении справа налево: центральная линия области 30а наплавления совпадает с левым краем боковой поверхности 322а примыкания (см. Фиг.4)
- Положение области 30b наплавления в направлении справа налево: центральная линия области 30b наплавления совпадает с правым краем боковой поверхности 322b примыкания (см. Фиг.4)
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
[0067]
Помимо этого, в случае, когда анализ выполняется с учетом текучести материала присоединяемого металлического элемента 12 и основного металлического элемента 14, и в случае, когда анализ выполняется без учета текучести, соотношение по величине между механическими напряжениями, возникающими в первой модели, и механическими напряжениями, возникающими во второй модели, не изменяется. Поэтому в случае, когда выполняется относительная оценка соотношения по величине между максимальными основными механическими напряжениями, возникающими в первой модели, и максимальными основными механическими напряжениями, возникающими во второй модели, наличие или отсутствие текучести материала можно не учитывать. Поэтому при этом моделировании, чтобы упростить анализ, анализ упругости выполнялся без учета текучести материала присоединяемого металлического элемента 12 и основного металлического элемента 14. В дополнение к этому, в случае, когда, как указано выше, выполняется относительная оценка соотношения по величине между максимальными основными механическими напряжениями, текучесть материала можно не учитывать, поэтому при помощи этого моделирования можно оценить сварной конструктивный элемент, включающий присоединяемый металлический элемент 12 и основной металлический элемент 14, имеющие произвольную прочность на растяжение. То есть, при помощи этого моделирования, например, можно оценить сварной конструктивный элемент, в котором используется материал, имеющий прочность на растяжение 270 МПа, и оценить сварной конструктивный элемент, в котором используется материал, имеющий прочность на растяжение 1500 МПа.
[0068]
На Фиг.10А изображена взаимосвязь между положением переднего края области 30а наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 32а края примыкания при разной длине этой области 30а наплавления (см. Фиг.4). Помимо этого, положение переднего края области 30а наплавления представляет собой положение этого переднего края в направлении спереди назад, определяемое на основе положения области 32а края примыкания (см. Фиг.4). На Фиг.10А в случае, когда передний край области 30а наплавления расположен перед областью 32а края примыкания, положение переднего края области 30а наплавления представлено положительным значением, и в случае, когда передний край области 30а наплавления расположен сзади области 32а края примыкания, положение переднего края области 30а наплавления представлено отрицательным значением. Например, в сварном конструктивном элементе 10А, изображенном на Фиг.4, передний край области 30а наплавления расположен перед областью 32а края примыкания, поэтому положение переднего края области 30а наплавления представлено положительным значением. В дополнение к этому, на Фиг.10А максимальная величина (830 МПа) максимальных основных механических напряжений в аналитической модели, не включающей области 30а, 30b наплавления, изображена пунктирной линией. Помимо этого, хотя описание опущено, взаимосвязь между положением переднего края области 30b наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 32b края примыкания, была такой же, как взаимосвязь, изображенная на Фиг.10А.
[0069]
На Фиг.10В изображена взаимосвязь между положением заднего края области 30а наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 32а края примыкания при разной длине этой области 30а наплавления (см. Фиг.4). Помимо этого, положение заднего края области 30а наплавления представляет собой положение этого заднего края в направлении спереди назад, определяемое на основе положения области 32а края примыкания (см. Фиг.4). На Фиг.10В в случае, когда задний край области 30а наплавления расположен перед областью 32а края примыкания, положение заднего края области 30а наплавления представлено положительным значением, и в случае, когда задний край области 30а наплавления расположен сзади области 32а края примыкания, положение заднего края области 30а наплавления представлено отрицательным значением. Например, в сварном конструктивном элементе 10А, изображенном на Фиг.4, задний край области 30а наплавления расположен сзади области 32а края примыкания, поэтому положение заднего края области 30а наплавления представлено отрицательным значением. В дополнение к этому, как и в случае Фиг.10А, на Фиг.10В максимальная величина (830 МПа) максимальных основных механических напряжений в аналитической модели, не включающей области 30а, 30b наплавления, изображена пунктирной линией. Помимо этого, хотя описание опущено, взаимосвязь между положением заднего края области 30b наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 32b края примыкания, была такой же, как взаимосвязь, изображенная на Фиг.10В.
[0070]
Из Фиг.10А и Фиг.10В видно, что в соответствии с настоящим изобретением положение переднего края и положение заднего края областей 30а, 30b наплавления задаются подходящим образом, поэтому можно уменьшить максимальную величину максимальных основных механических напряжений в областях 32а, 32b края примыкания на поверхности 32 примыкания. Если говорить конкретно, из Фиг.10А видно, что даже в случае, когда длина областей 30а, 30b наплавления является небольшой и составляет 10,0 мм, положение переднего края областей 30а, 30b наплавления задается меньше или равным 8,0 мм и, предпочтительно, меньше или равным 7,0 мм, поэтому можно надежным образом уменьшить максимальную величину максимальных основных механических напряжений по сравнению со случаем, когда область наплавления не существует. В дополнение к этому, видно, что положение переднего края областей 30а, 30b наплавления задается от 0 до 6,0 мм, предпочтительно от 0 до 4,0 мм и более предпочтительно от 2,0 до 4,0 мм, поэтому можно в достаточной степени уменьшить максимальную величину максимальных основных механических напряжений. В дополнение к этому, как видно из Фиг.10В, положение заднего края областей 30а, 30b наплавления задается меньше или равным -3,6 мм, вне зависимости от длины областей 30а, 30b наплавления, поэтому можно было уменьшить максимальную величину максимальных основных механических напряжений по сравнению со случаем, когда область наплавления не существует. В дополнение к этому, из Фиг.10А и Фиг.10В видно, что в случае, когда длина областей 30а, 30b наплавления больше или равна 14,0 мм, уменьшение механических напряжений увеличивается в особенной степени, и в случае, когда длина областей 30а, 30b наплавления больше или равна 19,8 мм, уменьшение механических напряжения является приблизительно одинаковым. Из этого видно, что предпочтительно, чтобы длина областей 30а, 30b наплавления была больше или равна 14,0 мм, и, чтобы эффект от настоящего изобретения проявился в максимальной степени, более предпочтительно, чтобы длина области наплавления была больше или равна 19,8 мм.
[0071]
Изучение 2 на основе моделирования
Если обратиться к Фиг.10А, при описанном выше моделировании в случае, когда длина областей 30а, 30b наплавления была равна 10,0 мм, максимальная величина максимальных основных механических напряжений снизилась до 760 МПа, когда положение переднего края областей 30а, 30b наплавления было равным 3,0 мм. Как указано выше, максимальная величина максимальных основных механических напряжений в аналитической модели, не включающей область наплавления, составляла 830 МПа. Таким образом, видно, что в результате создания областей 30а, 30b наплавления максимальная величина максимальных основных механических напряжений уменьшается, максимум, на 70 МПа. При этом, если задать степень уменьшения максимальной величины максимальных основных механических напряжений (степень уменьшения максимальной величины максимальных основных механических напряжений относительно аналитической модели, не включающей область наплавления) как 100%, положение переднего края областей 30а, 30b наплавления в то время, когда степень уменьшения стала равной 30% (уменьшение на 21 МПа), было равным -2,5 мм и 7,0 мм. То есть, в случае, когда положение переднего края областей 30а, 30b наплавления находится в диапазоне от -2,5 до 7,0 мм, можно обеспечить степень уменьшения максимальной величины максимальных основных механических напряжений (далее называемую просто "степенью уменьшения"), больше или равную 30%. То есть, нижнее предельное значение положения переднего края областей 30а, 30b наплавления для обеспечения степени уменьшения, больше или равной 30%, составляет -2,5 мм, и его верхнее предельное значение составляет 7,0 мм.
[0072]
Аналогичным образом, в случае, когда длина областей 30а, 30b наплавления составляет 12,0 мм, максимальная величина максимальных основных механических напряжений уменьшилась до 752 МПа, когда положение переднего края областей 30а, 30b наплавления было равным 3,0 мм. Как описано выше, максимальная величина максимальных основных механических напряжений в аналитической модели, не включающей область наплавления, составляла 830 МПа. Таким образом, видно, что при создании областей 30, 30b наплавления максимальная величина максимальных основных механических напряжений уменьшается, максимум, на 78 МПа. При этом, если задать степень уменьшения как 100%, в то время, когда степень уменьшения стала равной 30% (уменьшение на 23,4 МПа), положение переднего края областей 30а, 30b наплавления было равным -2,3 мм и 8,7 мм. То есть, для обеспечения степени уменьшения, больше или равной 30%, нижнее предельное значение положения переднего края областей 30а, 30b наплавления составляет -2,3 мм, и его верхнее предельное значение составляет 8,7 мм.
[0073]
Хотя подробное описание опущено, в случае, когда длина областей 30а, 30b наплавления составляла 14,0 мм, 16,0 мм, 19,8 мм, 23,6 мм и 28,0 мм, было проведено такое же изучение, касающееся положения областей 30а, 30b наплавления для обеспечения степени уменьшения, больше или равной 50%, больше или равной 75%, и больше или равной 90%. Кроме того, в описанной выше первой модели толщина основного металлического элемента 14 задавалась равной 3,5 мм и 3,0 мм, и выполнялось такое же моделирование, как описано выше. Затем такое же изучение проводилось касательно взаимосвязи между степенью уменьшения и областями 30а, 30b наплавления. Помимо этого, когда толщина основного металлического элемента 14 была равной 3,5 мм и 3,0 мм, длина областей 30а, 30b наплавления задавалась равной 10,0 мм, 12,0 мм, 14,0 мм, 16,0 мм, 20,0 мм, 24,0 мм и 28,0 мм. Результаты изучения этого приведены на Фиг.11А - Фиг.14D вместе с результатами изучения для случая, когда толщина основного металлического элемента 14 составляет 2,6 мм.
[0074]
Из Фиг.11А видно, что в случае, когда нижнее предельное значение положения переднего края областей 30а, 30b наплавления больше или равно -1,9 мм, можно обеспечить степень уменьшения, по меньшей мере, 30%, вне зависимости от толщины основного металлического элемента 14 и длины областей 30а, 30b наплавления. Другими словами: (А) передний край областей 30а, 30b наплавления располагают перед положением, находящимся сзади областей 32а, 32b края примыкания на расстоянии 1,9 мм от них, поэтому можно реализовать степень уменьшения, составляющую, по меньшей мере, 30%. В дополнение к этому, как видно из Фиг.11В, 11С и 11D, предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед положением, находящимся сзади областей 32а, 32b края примыкания на расстоянии 0,4 мм от них, более предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед положением, находящимся перед областями 32а, 32b края примыкания на расстоянии 0,7 мм от них, и еще более предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед положением, находящимся перед областями 32а, 32b края примыкания на расстоянии 1,7 мм от них.
[0075]
Как видно из Фиг.12А, в то время, когда степень уменьшения стала равной 30%, верхнее предельное значение положения переднего края областей 30а, 30b наплавления увеличивалось в соответствии с увеличением длины этих областей. Как изображено на Фиг.12В и Фиг.12С, такая взаимосвязь также подтверждалась в случае, когда степень уменьшения была равной 50% и 75%. В отличие от этого, как изображено на Фиг.12D, в случае, когда степень уменьшения была равной 90%, верхнее предельное значение положения переднего края областей 30а, 30b наплавления не увеличивалось значительным образом даже при увеличении длины этих областей. Если говорить конкретно, в случае, когда верхнее предельное значение положения переднего края областей 30а, 30b наплавления было меньше или равно 7,5 мм, можно было обеспечить степень уменьшения, по меньшей мере, 90%, вне зависимости от длины этих областей. Из результатов, показанных на Фиг.12D, видно, что передний край областей 30а, 30b наплавления предпочтительно располагать в положении, находящемся перед областями 32а, 32b края примыкания на расстоянии 7,5 мм от них, и более предпочтительно располагать сзади положения, находящегося перед областями 32а, 32b края примыкания на расстоянии 7,0 мм от них, и, таким образом, можно в достаточной степени уменьшить максимальную величину максимальных основных механических напряжений.
[0076]
Как видно из Фиг.13А, в то время, когда степень уменьшения стала равной 30%, нижнее предельное значение положения заднего края областей 30а, 30b наплавления уменьшалось в соответствии с увеличением длины этих областей. Как изображено на Фиг.13В, 13С и 13D, такая взаимосвязь также подтверждалась в случае, когда степень уменьшения была равной 50%, 75% и 90%.
В дополнение к этому, как изображено на Фиг.14В, 14С и 14D, в то время, когда степень уменьшения была равной 50%, 75% и 90%, верхнее предельное значение положения заднего края областей 30а, 30b наплавления уменьшалось в соответствии с увеличением длины этих областей. В отличие от этого, как изображено на Фиг.14А, в случае, когда степень уменьшения была равной 30%, верхнее предельное значение положения заднего края областей 30а, 30b наплавления значительным образом не уменьшалось даже при увеличении длины этих областей.
[0077]
Помимо этого, как видно из Фиг.14А, в случае, когда толщина пластины основного металлического элемента 14 составляет 2,6 мм, до тех пор, пока верхнее предельное значение положения заднего края областей 30а, 30b наплавления меньше или равно -7,0 мм, можно обеспечить степень уменьшения, по меньшей мере, 30%, вне зависимости от длины этих областей. При этом максимальная величина максимальных основных механических напряжений, возникающих поблизости от областей 32а, 32b края примыкания, выше в случае, когда толщина основного металлического элемента 14 составляет 3,0 мм, чем в случае, когда толщина основного металлического элемента 14 составляет 3,5 мм, и выше в случае, когда толщина основного металлического элемента 14 составляет 2,6 мм, чем в случае, когда толщина основного металлического элемента 14 составляет 3,0 мм. Таким образом, в частности, в случае, когда толщина основного металлического элемента 14 уменьшается, предпочтительно повысить степень уменьшения. С этой точки зрения, предпочтительно, чтобы верхнее предельное значение положения заднего края областей 30а, 30b наплавления было меньше или равно -7,0 мм. Другими словами: (В) задний край областей 30а, 30b наплавления располагают сзади положения, находящегося сзади областей 32а, 32b края примыкания на расстоянии 7,0 мм от них, поэтому можно реализовать степень уменьшения, по меньшей мере, 30%. Соответственно, можно в достаточной степени уменьшить максимальную величину максимальных основных механических напряжений, возникающих поблизости от областей 32а, 32b края примыкания, поэтому даже в случае, когда толщина основного металлического элемента 14 уменьшается, можно в достаточной степени обеспечить усталостную прочность сварного конструктивного элемента 10.
[0078]
С учетом указанной выше информации (А) и (В), чтобы более надежным образом реализовать степень уменьшения, больше или равную 30%, предпочтительно чтобы области 30а, 30b наплавления занимали зону сзади областей 32а, 32b края примыкания, по меньшей мере, от положения 1,9 мм до положения 7,0 мм, измеряемых от этих краев.
[0079]
В дополнение к этому, если рассматривать значение 90%, при котором степень улучшения дополнительно повышается, как изображено на Фиг.11D и Фиг.12D, как верхнее предельное значение, так и нижнее предельное значение положения переднего края области наплавления являются положительными. В дополнение к этому, как изображено на Фиг.13D и Фиг.14D, как верхнее предельное значение, так и нижнее предельное значение положения заднего края области наплавления являются отрицательными. Исходя из этого, для повышения степени улучшения предпочтительно, чтобы области 30а, 30b наплавления проходили через области 32а, 32b края примыкания.
[0080]
Изучение 3 на основе моделирования
Далее более подробно будут описаны результаты моделирования с использованием компьютера и эффект от конфигурации, соответствующей второму варианту. При этом моделировании была подготовлена аналитическая модель (далее также называемая "третьей моделью"), имеющая ту же конфигурацию, что и сварной конструктивный элемент 10В, изображенный на Фиг.6 - Фиг.9. Затем в третьей модели в результате изменения положения и длины областей 30а, 30b наплавления в направлении спереди назад были получены максимальные основные механические напряжения, возникавшие поблизости от областей 24а, 24b края сварного валика. В дополнение к этому, для сравнения была подготовлена аналитическая модель, не включающая области 30а, 30b наплавления (далее также называемая "четвертой моделью"), и были получены максимальные основные механические напряжения, возникавшие поблизости от областей 24а, 24b края сварного валика.
[0081]
Помимо этого, как в третьей модели, так и в четвертой модели в положениях, изображенных на Фиг.6 и Фиг.7 пунктирными окружностями 41а, 41b, 42a, 42b, 43a, 43b, 44a, 44b, 45a и 45b, были созданы отверстия (далее каждое из отверстий, изображенных пунктирной линией, будет называться "отверстием"). При моделировании в каждом из отверстий 42a, 42b, 43a, 43b, 44a, 44b, 45a, 45b был установлен закрепляющий держатель (абсолютно твердое тело), и основной металлический элемент 14 был закреплен. Затем был установлен стержневой элемент (абсолютно твердое тело), проходящий через отверстия 41а, 41b, и к части 121 в виде пластины (присоединяемому металлическому элементу 12) при помощи этого элемента в направлении, перпендикулярном передней поверхности 14а части 141 в виде пластины, была приложена тянущая сила 2,0 кН.
[0082]
Конфигурация третьей модели и четвертой модели была задана таким образом, как описано ниже. Помимо этого, как описано выше, в третьей модели изменялось положение областей 30а, 30b наплавления в направлении спереди назад.
[0083]
Конфигурация аналитической модели
Присоединяемый металлический элемент
- Материал: сталь
- Толщина: 2,6 мм
- Высота (протяженность в первом направлении D1): 80 мм
- Протяженность в направлении справа налево (втором направлении D2): 70 мм
- Протяженность в направлении спереди назад (см. Фиг.9): 80 мм
- Положение отверстия 41а: центр боковой стенки 121а
- Положение отверстия 41b: центр боковой стенки 121b
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Основной металлический элемент
- Материал: сталь
- Толщина: 2,0 мм
- Высота (протяженность в первом направлении D1): 50 мм
- Протяженность в направлении справа налево (втором направлении D2): 300 мм
- Протяженность в направлении спереди назад (см. Фиг.9): 150 мм
- Расстояние между центрами отверстий 42а и 42b: 230 мм
- Расстояние между центрами отверстий 43а и 43b: 230 мм
- Расстояние между центрами отверстий 44а и 44b: 230 мм
- Расстояние между центрами отверстий 45а и 45b: 230 мм
- Расстояние между центрами отверстий 42а и 43а: 100 мм
- Расстояние между центрами отверстий 42b и 43b: 100 мм
- Расстояние в вертикальном направлении от передней поверхности 14а до центра отверстий 44а, 44b, 45a, 45b: 25 мм
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Сварной валик
- Ширина (ширина за исключением части, выступающей вперед от областей 32а, 32b края примыкания): 4,3 мм
- Высота (высота за исключением части, выступающей вперед от областей 32а, 32b края примыкания (см. Фиг.9)): 5,0 мм
- Ширина (ширина в части, выступающей вперед от областей 32а, 32b края примыкания): 10,6 мм
- Высота (высота в части, выступающей вперед от областей 32а, 32b края примыкания): 2,2 мм
- Степень выступания (расстояние LW) от областей 32а, 32b края примыкания: 13,7 мм
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Область наплавления (третья модель)
- Ширина: 6,0 мм
- Высота: 2,0 мм
- Длина: 6,0 мм, 10,0 мм, 12,0 мм, 14,0 мм, 16,0 мм, 20,0 мм, 24,0 мм и 28,0 мм
- Положение области 30а наплавления в направлении справа налево: центральная линия области 30а наплавления совпадает с левым краем боковой поверхности 322а примыкания (см. Фиг.9)
- Положение области 30b наплавления в направлении справа налево: центральная линия области 30b наплавления совпадает с правым краем боковой поверхности 322b примыкания (см. Фиг.9)
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
[0084]
Помимо этого, в случае, когда анализ выполняется с учетом текучести материала присоединяемого металлического элемента 12 и основного металлического элемента 14, и в случае, когда анализ выполняется без учета текучести, соотношение по величине между механическими напряжениями, возникающими в третьей модели, и механическими напряжениями, возникающими в четвертой модели, не изменяется. Поэтому в случае, когда выполняется относительная оценка соотношения по величине между максимальными основными механическими напряжениями, возникающими в третьей модели, и максимальными основными механическими напряжениями, возникающими в четвертой модели, наличие или отсутствие текучести материала можно не учитывать. Поэтому при этом моделировании, чтобы упростить анализ, анализ упругости выполнялся без учета текучести материала присоединяемого металлического элемента 12 и основного металлического элемента 14. В дополнение к этому, в случае, когда, как описано выше, выполняется относительная оценка соотношения по величине между максимальными основными механическими напряжениями, текучесть можно не учитывать, поэтому при помощи этого моделирования можно оценить сварной конструктивный элемент, включающий присоединяемый металлический элемент 12 и основной металлический элемент 14, имеющие произвольную прочность на растяжение. То есть, при помощи этого моделирования, например, можно оценить сварной конструктивный элемент, в котором используется материал, имеющий прочность на растяжение 270 МПа, и оценить сварной конструктивный элемент, в котором используется материал, имеющий прочность на растяжение 1500 МПа.
[0085]
На Фиг.15А изображена взаимосвязь между положением переднего края области 30а наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 24а края сварного валика при разной длине этой области 30а наплавления (см. Фиг.9). Помимо этого, положение переднего края области 30а наплавления представляет собой положение этого переднего края в направлении спереди назад, определяемое на основе положения области 24а края сварного валика (см. Фиг.9). На Фиг.15А в случае, когда передний край области 30а наплавления расположен перед областью 24а края сварного валика, положение переднего края области 30а наплавления представлено положительным значением, и в случае, когда передний край области 30а наплавления расположен сзади области 24а края сварного валика, положение переднего края области 30а наплавления представлено отрицательным значением. Например, в сварном конструктивном элементе 10В, изображенном на Фиг.9, передний край области 30а наплавления расположен перед областью 24а края сварного валика, поэтому положение переднего края области 30а наплавления представлено положительным значением. В дополнение к этому, на Фиг.15А максимальная величина (1273 МПа) максимальных основных механических напряжений в аналитической модели, не включающей области 30а, 30b наплавления, изображена пунктирной линией. Помимо этого, хотя описание опущено, взаимосвязь между положением переднего края области 30b наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 24b края сварного валика, была такой же, как взаимосвязь, изображенная на Фиг.15А.
[0086]
На Фиг.15В изображена взаимосвязь между положением заднего края области 30а наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 24а края сварного валика при разной длине этой области 30а наплавления (см. Фиг.9). Помимо этого, положение заднего края области 30а наплавления представляет собой положение этого заднего края в направлении спереди назад, определяемое на основе положения области 24а края сварного валика (см. Фиг.9). На Фиг.15В в случае, когда задний край области 30а наплавления расположен перед областью 24а края сварного валика, положение заднего края области 30а наплавления представлено положительным значением, и в случае, когда задний край области 30а наплавления расположен сзади области 24а края сварного валика, положение заднего края области 30а наплавления представлено отрицательным значением. Например, в сварном конструктивном элементе 10В, изображенном на Фиг.9, задний край области 30а наплавления расположен сзади области 24а края сварного валика, поэтому положение заднего края области 30а наплавления представлено отрицательным значением. В дополнение к этому, как и в случае Фиг.15А, на Фиг.15В максимальная величина (1273 МПа) максимальных основных механических напряжений в аналитической модели, не включающей области 30а, 30b наплавления, изображена пунктирной линией. Помимо этого, хотя описание опущено, взаимосвязь между положением заднего края области 30b наплавления и максимальной величиной максимальных основных механических напряжений, возникающих поблизости от области 24b края сварного валика, была такой же, как взаимосвязь, изображенная на Фиг.15В.
[0087]
Из Фиг.15А и Фиг.15В видно, что в соответствии с настоящим изобретением положение переднего края и положение заднего края областей 30а, 30b наплавления задаются подходящим образом, поэтому можно уменьшить максимальную величину максимальных основных механических напряжений в областях 24а, 24b края сварного валика. Если говорить конкретно, из Фиг.15А видно, что даже в случае, когда длина областей 30а, 30b наплавления является небольшой и составляет 6,0 мм, положение переднего края областей 30а, 30b наплавления задается от -1,7 мм до 4,7 мм, поэтому можно надежным образом уменьшить максимальную величину максимальных основных механических напряжений по сравнению со случаем, когда область наплавления не существует. В дополнение к этому, видно, что положение переднего края областей 30а, 30b наплавления задается от -0,1 мм до 3,7 мм, предпочтительно от 0,5 до 3,0 мм и более предпочтительно от 1,0 до 2,4 мм, поэтому можно в достаточной степени уменьшить максимальную величину максимальных основных механических напряжений. В дополнение к этому, как видно из Фиг.15В, положение заднего края областей 30а, 30b наплавления задавалось меньше или равным -1,3 мм, вне зависимости от длины областей 30а, 30b наплавления, поэтому можно было уменьшить максимальную величину максимальных основных механических напряжений по сравнению со случаем, когда область наплавления не существовала.
[0088]
Изучение 4 на основе моделирования
Если обратиться к Фиг.15А, при описанном выше моделировании в случае, когда длина областей 30а, 30b наплавления была 6,0 мм, максимальная величина максимальных основных механических напряжений снизилась до 958 МПа, когда положение переднего края областей 30а, 30b наплавления было равным 1,3 мм. Как указано выше, максимальная величина максимальных основных механических напряжений в аналитической модели, не включающей область наплавления, составляла 1273 МПа. Таким образом, видно, что в результате создания областей 30а, 30b наплавления максимальная величина максимальных основных механических напряжений уменьшается на 315 МПа. При этом, если задать степень уменьшения максимальной величины максимальных основных механических напряжений (степень уменьшения максимальной величины максимальных основных механических напряжений относительно аналитической модели, не включающей область наплавления) как 100%, положение переднего края областей 30а, 30b наплавления в то время, когда степень уменьшения стала равной 30% (уменьшение на 95 МПа), было равным -0,5 мм и 4,1 мм. То есть, в случае, когда положение переднего края областей 30а, 30b наплавления находится в диапазоне от -0,5 до 4,1 мм, можно обеспечить степень уменьшения максимальной величины максимальных основных механических напряжений (далее называемую просто "степенью уменьшения"), больше или равную 30%. То есть, нижнее предельное значение положения переднего края областей 30а, 30b наплавления для обеспечения степени уменьшения, больше или равной 30%, составляет -0,5 мм, и его верхнее предельное значение составляет 4,1 мм.
[0089]
Аналогичным образом, даже в случае, когда длина областей 30а, 30b наплавления составляет 10,0 мм, максимальная величина максимальных основных механических напряжений уменьшилась до 940 МПа, когда положение переднего края областей 30а, 30b наплавления было равным 2,3 мм. Как описано выше, максимальная величина максимальных основных механических напряжений в аналитической модели, не включающей область наплавления, составляла 1273 МПа. Таким образом, видно, что при создании областей 30, 30b наплавления максимальная величина максимальных основных механических напряжений уменьшается, максимум, на 333 МПа. При этом, если задать степень уменьшения как 100%, в то время, когда степень уменьшения стала равной 30% (уменьшение на 100 МПа), положение переднего края областей 30а, 30b наплавления было равным -0,3 мм и 7,6 мм. То есть, при обеспечении степени уменьшения, больше или равной 30%, нижнее предельное значение положения переднего края областей 3а, 3b наплавления составляет -0,3 мм, и его верхнее предельное значение составляет 7,6 мм.
[0090]
Хотя подробное описание опущено, в случае, когда длина областей 30а, 30b наплавления составляла 12,0 мм, 14,0 мм, 16,0 мм, 20,0 мм, 24,0 мм и 28,0 мм, было проведено такое же изучение, касающееся положения областей 30а, 30b наплавления для обеспечения степени уменьшения, больше или равной 50%, больше или равной 75%, и больше или равной 90%. Кроме того, в описанной выше третьей модели толщина основного металлического элемента 14 задавалась равной 2,3 мм, 1,6 мм и 1,2 мм, и выполнялось такое же моделирование, как описано выше. Затем такое же изучение проводилось касательно взаимосвязи между степенью уменьшения и областями 30а, 30b наплавления. Помимо этого, когда толщина основного металлического элемента 14 была равной 2,3 мм, 1,6 мм и 1,2 мм, длина областей 30а, 30b наплавления задавалась равной 6,0 мм, 10,0 мм, 12,0 мм, 14,0 мм, 16,0 мм, 20,0 мм, 24,0 мм и 28,0 мм. Результаты изучения этого приведены на Фиг.16А - Фиг.19D вместе с результатами изучения для случая, когда толщина основного металлического элемента 14 составляет 2,0 мм.
[0091]
Из Фиг.16А видно, что в случае, когда нижнее предельное значение положения переднего края областей 30а, 30b наплавления больше или равно -0,1 мм, можно обеспечить степень уменьшения, по меньшей мере, 30%, вне зависимости от толщины основного металлического элемента 14 и длины областей 30а, 30b наплавления. Другими словами: (С) передний край областей 30а, 30b наплавления располагают перед положением, находящимся сзади области 24а, 24b края сварного валика (см. Фиг.9) на расстоянии 0,1 мм от них, поэтому можно реализовать степень уменьшения, составляющую, по меньшей мере, 30%. В дополнение к этому, как видно из Фиг.16В - Фиг.16D, предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед положением, находящимся перед областями 24а, 24b края сварного валика на расстоянии 0,3 мм от них, более предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед положением, находящимся перед областями 24а, 24b края сварного валика на расстоянии 1,2 мм от них, и еще более предпочтительно, чтобы передний край областей 30а, 30b наплавления располагался перед положением, находящимся перед областями 24а, 24b края сварного валика на расстоянии 1,9 мм от них.
[0092]
Как видно из Фиг.17А, в то время, когда степень уменьшения стала равной 30%, верхнее предельное значение положения переднего края областей 30а, 30b наплавления увеличивалось в соответствии с увеличением длины этих областей. Как изображено на Фиг.17В, такая взаимосвязь также подтверждалась в случае, когда степень уменьшения была равной 50%. В отличие от этого, как изображено на Фиг.17С и Фиг.17D, в случае, когда степень уменьшения была равной 75% и 90%, верхнее предельное значение положения переднего края областей 30а, 30b наплавления не увеличивалось значительным образом даже при увеличении длины этих областей. Если говорить конкретно, в случае, когда верхнее предельное значение положения переднего края областей 30а, 30b наплавления было меньше или равно 2,3 мм, можно было обеспечить степень уменьшения, по меньшей мере, 90%, вне зависимости от длины этих областей.
[0093]
Как видно из Фиг.18А, в то время, когда степень уменьшения стала равной 30%, нижнее предельное значение положения заднего края областей 30а, 30b наплавления уменьшалось в соответствии с увеличением длины этих областей. Как изображено на Фиг.18В - Фиг.18D, такая взаимосвязь также подтверждалась в случае, когда степень уменьшения была равной 50%, 75% и 90%.
Как видно из Фиг.19А и 19В, в то время, когда степень уменьшения стала равной 30% или 50%, верхнее предельное значение положения заднего края областей 30а, 30b наплавления было приблизительно постоянным. В отличие от этого, как видно из Фиг.19С и Фиг.19D, в то время, когда степень уменьшения стала равной 75% или 90%, верхнее предельное значение положения заднего края областей 30а, 30b наплавления уменьшалось в соответствии с увеличением длины этих областей.
[0094]
Помимо этого, как видно из Фиг.19А, в случае, когда верхнее предельное значение положения заднего края областей 30а, 30b наплавления меньше или равно 3,0 мм, можно обеспечить степень уменьшения, по меньшей мере, 30%, вне зависимости от толщины пластины основного металлического элемента 14 и длины областей 30а, 30b наплавления. Другими словами: (D) задний край областей 30а, 30b наплавления располагают сзади положения, находящегося сзади областей 24а, 24b края сварного валика на расстоянии 3,0 мм от них, поэтому можно реализовать степень уменьшения, по меньшей мере, 30%. Соответственно, можно в достаточной степени уменьшить максимальную величину максимальных основных механических напряжений, возникающих поблизости от областей 24а, 24b края сварного валика, поэтому даже в случае, когда толщина основного металлического элемента 14 уменьшается, можно в достаточной степени обеспечить усталостную прочность сварного конструктивного элемента 10.
[0095]
С учетом указанной выше информации (С) и (D), чтобы более надежным образом реализовать степень уменьшения, больше или равную 30%, предпочтительно чтобы области 30а, 30b наплавления занимали зону сзади областей края сварного валика, по меньшей мере, от положения 0,1 мм до положения 3,0 мм, измеряемых от этих областей края.
[0096]
В дополнение к этому, если рассматривать значение 90%, при котором степень улучшения дополнительно повышается, как изображено на Фиг.16D и Фиг.17D, как верхнее предельное значение, так и нижнее предельное значение положения переднего края области наплавления являются положительными. В дополнение к этому, как изображено на Фиг.18D и Фиг.19D, как верхнее предельное значение, так и нижнее предельное значение положения заднего края области наплавления являются отрицательными. Исходя из этого, для повышения степени улучшения предпочтительно, чтобы области 30а, 30b наплавления проходили через области 24а, 24b края сварного валика.
[0097]
Изучение 5 на основе моделирования
Далее вместе с результатами моделирования с использованием компьютера более подробно будет описана взаимосвязь между максимальными основными механическими напряжениями, возникающими поблизости от областей 32а, 32b края примыкания, и максимальными основными механическими напряжениями, возникающими поблизости от областей 24а, 24b края сварного валика, в случае, когда толщина пластины основного металлического элемента 14 изменяется. При этом моделировании была подготовлена аналитическая модель (далее также называемая "пятой моделью"), имевшая ту же конфигурацию, что и сварной конструктивный элемент 10А, изображенный на Фиг.1 - Фиг.4, но не включавшая области 30а, 30b наплавления, и были получены максимальные основные механические напряжения, возникавшие поблизости от областей 32а, 32b края примыкания, и максимальные основные механические напряжения, возникавшие поблизости от областей 24а, 24b края сварного валика.
[0098]
Помимо этого, в пятой модели в положениях, изображенных на Фиг.1 и Фиг.2 пунктирными окружностями 41а, 41b, 42a, 42b, 43a, 43b, 44a, 44b, 45a и 45b, были созданы отверстия (далее каждое из отверстий, изображенных пунктирной линией, будет называться "отверстием"). При моделировании в каждом из отверстий 42a, 42b, 43a, 43b, 44a, 44b, 45a, 45b был установлен закрепляющий держатель (абсолютно твердое тело), и основной металлический элемент 14 был закреплен. Затем был установлен стержневой элемент (абсолютно твердое тело), проходящий через отверстия 41а, 41b, и к части 121 в виде пластины (присоединяемому металлическому элементу 12) при помощи этого элемента в направлении, перпендикулярном передней поверхности 14а части 141 в виде пластины, была приложена тянущая сила 2,0 кН.
[0099]
Конфигурация пятой модели была задана таким образом, как описано ниже. Помимо этого, как указано выше, изменялась толщина пластины основного металлического элемента 14.
[0100]
Конфигурация аналитической модели
Присоединяемый металлический элемент
- Материал: сталь
- Толщина: 2,6 мм
- Высота (протяженность в первом направлении D1): 80 мм
- Протяженность в направлении справа налево (втором направлении D2): 70 мм
- Протяженность в направлении спереди назад (см. Фиг.9): 80 мм
- Положение отверстия 41а: центр боковой стенки 121а
- Положение отверстия 41b: центр боковой стенки 121b
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Основной металлический элемент
- Материал: сталь
- Толщина: 1,2 мм, 1,6 мм, 2,0 мм, 2,3 мм, 2,6 мм, 3,0 мм и 3,5 мм
- Высота (протяженность в первом направлении D1): 50 мм
- Протяженность в направлении справа налево (втором направлении D2): 300 мм
- Протяженность в направлении спереди назад (см. Фиг.9): 150 мм
- Расстояние между центрами отверстий 42а и 42b: 230 мм
- Расстояние между центрами отверстий 43а и 43b: 230 мм
- Расстояние между центрами отверстий 44а и 44b: 230 мм
- Расстояние между центрами отверстий 45а и 45b: 230 мм
- Расстояние между центрами отверстий 42а и 43а: 100 мм
- Расстояние между центрами отверстий 42b и 43b: 100 мм
- Расстояние в вертикальном направлении от передней поверхности 14а до центра отверстий 44а, 44b, 45a, 45b: 25 мм
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
Сварной валик
- Ширина (ширина за исключением части, выступающей вперед от областей 32а, 32b края примыкания (см. Фиг.9)): 4,3 мм
- Высота (высота за исключением части, выступающей вперед от областей 32а, 32b края примыкания): 5,0 мм
- Ширина (ширина в части, выступающей вперед от областей 32а, 32b края примыкания): 10,6 мм
- Высота (высота в части, выступающей вперед от областей 32а, 32b края примыкания): 2,2 мм
- Степень выступания (расстояние LW) от областей 32а, 32b края примыкания: 10,4 мм, 13,7 мм, 17,0 мм и 20,0 мм
- Модуль упругости: 210.000 МПа
- Коэффициент Пуассона: 0,3
[0101]
На Фиг.20, Фиг.21, Фиг.22 и Фиг.23 приведены результаты моделирования максимальных основных механических напряжений, возникающих поблизости от областей 32а, 32b края примыкания, и максимальных основных механических напряжений, возникающих поблизости от областей 24а, 24b края сварного валика, при изменении толщины пластины основного металлического элемента 14 для случаев, когда степень выступания (расстояние LW) сварного валика от областей 32а, 32b края примыкания составляет 10,4 мм, 13,7 мм, 17,0 мм и 20,0 мм. Видно, что соотношение величин максимальных основных механических напряжений, возникавших поблизости от областей 32а, 32b края примыкания, и максимальных основных механических напряжений, возникавших поблизости от областей 24а, 24b края сварного валика, коррелировало с толщиной пластины и степенью выступания (расстоянием LW) сварного валика от областей 32а, 32b края примыкания. Кроме того, на Фиг.24 приведена взаимосвязь между толщиной пластины основного металлического элемента 14, при которой максимальные основные механические напряжения, возникающие поблизости от областей 32а, 32b края примыкания, совпадают с максимальными основными механическими напряжениями, возникающими поблизости от областей 24а, 24b края сварного валика, и степенью выступания (расстоянием LW) сварного валика от областей 32а, 32b края примыкания. Из Фиг.24 видно, что условия, когда максимальные основные механические напряжения, возникавшие поблизости от областей 32а, 32b края примыкания, совпадали с максимальными основными механическими напряжениями, возникавшими поблизости от областей 24а, 24b края сварного валика, могли удовлетворять приведенному ниже Выражению (С) для толщины Т (мм) пластины основного металлического элемента 14:
-0,125LW+4,06 мм=Т мм Выражение (С)
Из этих результатов видно, что в случае, когда правая часть Выражения (С) была больше его левой части, максимальные основные механические напряжения, возникавшие поблизости от областей 32а, 32b края примыкания, были больше максимальных основных механических напряжений, возникавших поблизости от областей 24а, 24b края сварного валика, и было предпочтительно, чтобы области 30а, 30b наплавления располагались поблизости от областей 32а, 32b края примыкания. В дополнение к этому, видно, что в случае, когда правая часть Выражения (С) была меньше его левой части, максимальные основные механические напряжения, возникавшие поблизости от областей 24а, 24b края сварного валика, были больше максимальных основных механических напряжений, возникавших поблизости от областей 32а, 32b края примыкания, и было предпочтительно, чтобы области 30а, 30b наплавления располагались поблизости от областей 24а, 24b края сварного валика.
[0102]
В частности, в случае, когда значение в левой части приведенного выше Выражения (С) близко к значению в его правой части, предпочтительно, чтобы области 30а, 30b наплавления располагались поблизости как от областей 24а, 24b края сварного валика, так и от областей 32а, 32b края примыкания, в результате расположения области наплавления поблизости от областей 32а, 32b края примыкания, где максимальные основные механические напряжения являются большими в случае, когда значение в правой части указанного выше Выражения (С) больше значения в его левой части, увеличиваются максимальные основные механические напряжения поблизости от областей 24а, 24b края сварного валика, и уменьшение максимальных основных механических напряжений, возникших поблизости от областей 32а, 32b края примыкания, не позволяет улучшить усталостную прочность.
Промышленная применимость
[0103]
Согласно настоящему изобретению, можно предложить конфигурацию, при которой можно с легкостью улучшить усталостную прочность в сварном конструктивном элементе, включающем зону таврового соединения.
Ссылочные обозначения
[0104]
10А, 10А', 10В - Сварной конструктивный элемент
12 - Присоединяемый металлический элемент
121 - Часть в виде пластины
121а, 121b - Боковая стенка
121с - Нижняя стенка
14 - Основной металлический элемент
14а - Передняя поверхность (Первая поверхность)
14b - Задняя поверхность (Вторая поверхность)
141 - Часть в виде пластины
141а, 141b - Боковая стенка
141с - Верхняя пластина
24 - Сварной валик
24а, 24b – Область края сварного валика
241а, 241b - Область валика на боковой стенке
241с - Область валика на нижней стенке
30а, 30b - Область наплавления
32 - Поверхность примыкания
32а, 32b – Область края примыкания
322а, 322b - Боковая поверхность примыкания
322с - Нижняя поверхность примыкания
Реферат
Изобретение относится к изготовлению сварного конструктивного элемента из высокопрочных стальных листов, в частности, для кузова транспортного средства. Сварной элемент состоит из основного металлического элемента, имеющего первую поверхность и противоположную ей вторую поверхность, и присоединяемого металлического элемента, имеющего поверхность примыкания. Торцевая поверхность присоединяемого элемента примыкает к первой поверхности и соединена с ней сварным валиком, сформированным на первой поверхности. На второй поверхности основного металлического элемента сформирована область наплавления, перекрывающая поверхность примыкания присоединяемого элемента и/или сварной валик. Зона края сварного валика расположена на расстоянии от области края примыкания присоединяемого металлического элемента. Сварная конструкция обладает высокой усталостной прочностью. 2 н. и 15 з.п. ф-лы, 25 ил.
Комментарии