Привариваемая крепежная деталь, устройство для приваривания крепежной детали и узел прикрепления комплектующей части к привариваемой крепежной детали - RU2140587C1
Код документа: RU2140587C1
Чертежи














Описание
Изобретение касается, в соответствии с пунктом 1 формулы, привариваемой крепежной детали (фиксатора), сварочного оборудования для приваривания фиксатора в соответствии с пунктом 14 формулы и узла для прикрепления комплектующей части к привариваемому фиксатору в соответствии с пунктом 17 формулы.
Фиксатор в соответствии с ограничительной частью пункта 1 патентной формулы известен из патентного документа DE-C-832-086, согласно которому данный элемент выполнен в виде зажимающей гильзы. Такая зажимающая гильза могла бы быть в принципе приварена, так как сделана из металла. Однако в упомянутом описании патента об этом ничего не говорится. Напротив, данное изобретение направлено на закругление концов гильзы. Поэтому эта зажимающая гильза не подходит для постоянной фиксации и не снабжена средствами удерживания для закрепления комплектующих деталей.
Кроме того, известны фиксаторы в соответствии с описанием канадского патента N 887,911, которому соответствует патент CB-A-1,275,799, согласно которому гильзу с разрезом зажимают в центральной части посредством болта под действием упругого давления, поджимают и приваривают к элементу конструкции, после чего боковые части изгибаются. Такой способ не подходит для рационального и, кроме того, для надежного производства, которое требуется в автомобильной промышленности. Этот фиксатор является наиболее близким к предложенному. Он характеризуется наличием крепежной детали, которая приваривается посредством дуговой сварки одним из концевых торцов к элементу конструкции, например, автомобиля.
Такие же идеи применяются и в элементе согласно патенту US-A-3,996,446. Данный элемент фактически выполнен упругим, но должен сначала быть размещен в единственно возможном правильном положении, чтобы его можно было бы захватить изнутри и поджимать при сварке.
Известны и фиксаторы другого типа, часто используемые в автомобильной промышленности, чтобы прикреплять, например, части кузова автомобиля или электрические кабели или подобные элементы. Общим признаком всех этих известных привариваемых фиксаторов является то, что они изготовлены в виде твердых стоек (креплений), которые, как правило, имеют выступ, посредством которого они приварены к листовому металлу, например, согласно патентным документам DE-A-3218886 или DE-U-7925469. Такое жесткое крепление требует наличия гибкого патрона на оборудовании для приваривания этих креплений. Является очевидным из рисунков немецкой публикации, что закрепление сварочного оборудования для приваривания креплений с помощью патрона, из-за жесткого исполнения крепления, и в частности также с помощью фланца с более широким диаметром, требует использования дорогих механических частей, которые должны работать надежно даже при значительной частоте использования.
Кроме того, возникают проблемы, связанные с исполнением известных креплений, касающиеся однородного качества сварного шва, соединяющего часть из листового металла и крепление, и необходимы специальные меры для надлежащего выполнения свариваемых поверхностей крепления. Это относится также к фиксаторам согласно патентному документу DE-B-2227384, для которых или крепления с резьбой или гайки должен быть приварены в качестве фиксаторов. Оба эти иллюстрируемых фиксатора выдвигают высокие требования к патрону оборудования для приваривания креплений, которое должно быть специально разработано для этой цели.
Кроме того, при наличии усталости в патроне, электрический контакт с креплением нельзя больше гарантировать, и это приводит к появлению снижающих надежность областей выгорания, что является существенным в сборочных линиях.
Наконец, известные свариваемые крепления или фиксаторы имеют определенную поверхность для сварки, которая должна быть точно размещена в сварочном оборудовании. Это усложняет их подачу, поскольку эти элементы должны быть поданы в сварочное оборудование после предварительной сортировки.
Если взять предшествующий уровень техники в качестве исходной точки, одна из задач настоящего изобретения состоит в том, чтобы предложить привариваемый фиксатор который с одной стороны гарантировал бы надежную приварку к элементу конструкции, даже в самом простом исполнении, предоставлял бы возможность закрепления на нем разнообразных комплектующих деталей, при этом, с другой стороны, обеспечивал бы возможность упрощения поддерживающей части сварочного оборудования и системы подачи, обеспечивал бы оптимальный ток между патроном и фиксатором.
Поставленная задача была решена привариваемой крепежной деталью.
Привариваемая крепежная деталь, которая приварена посредством дуговой сварки одним из концевых торцов к элементу конструкции, согласно изобретению выполнена в форме радиально упругой гильзы с продольным разрезом с возможностью упругого сжатия.
Продольный разрез данной детали может быть выполнен непрерывным и расположенным параллельно или наклоненным относительно ее продольной оси.
Два концевых торца привариваемой крепежной детали могут, в частности, быть выполнены идентичными по конструкции, для исключения предварительной сортировки, обеспечивающей правильное расположение в комплектующих сварочного оборудования.
Концевой торец привариваемой крепежной детали может быть выполнен в виде воронки с сужением к внутренней части и может содержать винтовую резьбу.
В частности, концевой торец может иметь край U-образной формы, отогнутый наружу, который служит в качестве удерживающей детали для комплектующих деталей.
Продольная стенка привариваемой крепежной детали может, в частности, содержать две концевые части и более узкую центральную часть, при этом один из выступов, полученных вследствие такой конструкции, служит в качестве удерживающей части для комплектующей детали.
Продольная стенка привариваемой крепежной детали может быть выполнена с винтовой нарезкой.
Часть продольной стенки, расположенная примерно в центре, может быть выполнена s-образной, а во внутренней части может быть расположен кольцевой зажим.
В одном из вариантов выполнения привариваемой крепежной детали ее концевые торцы, которые направлены во внутреннюю часть, выполнены разрезанными.
Привариваема крепежная деталь может содержать, по крайней мере, один внутренний или внешний выступ.
Продольная стенка привариваемой крепежной детали может быть выполнена с меньшей толщиной в центральной части, чем в области концевых торцов.
Стенка гильзы привариваемой крепежной детали может быть выполнена имеющей окна.
Внешняя поверхность стенки гильзы привариваемой крепежной детали может быть выполнена цилиндрической, а внутренняя поверхность стенки гильзы выполнена многогранной, в частности, шестигранной.
Поставленная задача может быть решена с помощью другого изобретения - сварочного сборочного устройства для приваривания удлиненных крепежных деталей.
В сварочном сборочном устройстве для приваривания удлиненных крепежных деталей, содержащем подающий канал и аксиально смещаемый держатель для крепежных деталей, согласно изобретению, аксиально смещаемый держатель выполнен в виде жесткой трубы, в который расположена крепежная деталь в форме гибкой гильзы.
Сварочное сборочное устройство, в частности, может быть выполнено с возможностью прохождения защитного газа через центр крепежной детали до места сварки.
В способе эксплуатации сварочного сборочного устройства, согласно изобретению, крепежные детали вставляют и подают в держатель без предварительной сортировки, обеспечивающей их правильное расположение, при этом их устанавливают в начальное положение для подачи и приваривания к элементу конструкции с помощью импульсов сжатого воздуха.
Поставленная задача решается также узлом прикрепления комплектующей части к крепежной детали.
В узле прикрепления комплектующей части к крепежной детали, которая приваривается к элементу конструкции посредством дуговой сварки, согласно изобретению, комплектующая часть установлена посредством трения и геометрического зацепления на крепежной детали, выполненной в форме упругой гильзы, в которой, по крайней мере, неприваренный концевой торец крепежной детали снабжен обращенным внутрь или наружу краем, который служит в качестве удерживающей части, направленной к другому концевому торцу, и выполненным выступающим из стенки гильзы.
В частности, удерживающие части, присоединенные к внешней стенке крепежной детали, могут быть сцеплены с комплектующей частью в ее отверстии.
Комплектующая часть может содержать в своем отверстии выступ для сцепления с удерживающими частями, присоединенными к внешней стенке крепежной детали.
Комплектующая деталь может содержать стойку-крепление и/или отверстие, в которое во время монтажа комплектующей детали внедряются выступы для прикрепления комплектующей детали.
Комплектующая деталь может содержать стойку-крепление, выступающую в отверстие крепежной детали, и окружать по типу геометрического зацепления крепежную деталь, чтобы увеличить удерживающую силу стенки отверстия, действующую на данную стойку-крепление.
Комплектующая деталь может иметь стойку-крепление с геометрически сцепляющим зубцом.
Комплектующая деталь может представлять собой терминал контактного кабеля, розеточная контактная часть которого окружает свободный конец привариваемой крепежной детали.
Комплектующая часть может иметь скрытую лунку для прохождения в нее крепежной детали и концентрическое отверстие меньшего диаметра для прохождения расширяющего штифта, проходящего в крепежную деталь, причем упомянутый расширяющий штифт имеет длину, меньшую, чем наименьшее расстояние между концевыми торцами крепежной детали.
При этом расширяющий штифт может содержать, по крайней мере, на одном конце разрез или выполненный во внутренней части шестигранник, а его внешняя поверхность выполнена гладкой, рифленой или содержит резьбу.
Комплектующая деталь может включать жесткий наконечник с внутренним утолщением или наконечник такой, который может быть установлен на крепежной детали, содержащей края U-образной формы, отогнутые наружу.
Комплектующая деталь может иметь отверстие с выступами, направленными в упомянутое отверстие, при этом упомянутые выступы могут входить с эффектом захвата в окна соответствующей формы в стенке гильзы крепежной детали.
В способе закрепления сборочной части на крепежной детали, согласно изобретению, крепежную деталь в форме упругой гильзы подают к элементу конструкции, электрически контактирующему с ним благодаря упругим свойствам, поддерживают и приваривают посредством дуговой сварки, и сборочную часть монтируют на крепежной детали с помощью трения и закрепления благодаря упругим свойствам крепежной детали.
В предпочтительном варианте выполнения такого фиксатора, с одной стороны, не требуется предварительная сортировка и точное размещение для обеспечения подачи фиксатора в жесткий держатель, и с другой стороны, сила упругости или сила отталкивания настолько велики из-за наличия продольного разреза на передающем ток держателе, что всегда обеспечена оптимальная подача тока от держателя к фиксатору.
В одном из конкретных выполнений фиксатора конические трубки на обоих торцах фиксатора выполнены с резьбой, кроме того, фиксатор может также быть снабжен внешней резьбой или удерживающими выступами. Общая особенность состоит в том, что выполнение является упругим, чтобы гарантировать гибкость, необходимую для осуществления технологии закрепления, и чтобы гарантировать хорошую электропроводность.
Известные крепления, например, приварены с помощью сварочного оборудования согласно заявкам DE-A-3218886 или DE-U-7925469. Такие жесткие крепления требуют наличия гибкого патрона в сварочном оборудовании. Очевидно из рисунков документа, где раскрыто техническое решение, что держатель сварочного оборудования с патроном, применение которого ограничено жестким выполнением крепления и также в особенности, наличием фланца с более широким диаметром, должен включать дорогие механические части, которые должны работать надежно даже при высоких скоростях и количествах циклических операций.
В таком сварочном оборудовании с известными держателями креплений с патроном, сделанным из стали или бериллиевой бронзы, при требуемой гибкости патрон подвергается значительному износу, особенно при контакте и поджатии поверхности патрона к острым зонам крепления с резьбой.
При приваривании креплений согласно описанным принципам дуговой сварки, через небольшие по поверхности области контакта проходит ток 3-5000 A, который при снятии силы зажима патрона ведет к появлению выгоревших областей. Это уменьшает надежность, которая существенно необходима, в особенности, для сборочных линий.
Кроме того, возникают проблемы при формировании известных свариваемых креплений, касающиеся образования однородного сварного шва между частями из листового металла и креплением, следовательно, требуются специальные меры для придания необходимой формы свариваемым поверхностям. Это справедливо также для фиксаторов по патентному документу DE-B-2227384, согласно которому или нарезаемые стойки или гайки приварены в качестве фиксаторов. Обе проиллюстрированные модели фиксатора предъявляют особенно строгие требования к патронам сварочного оборудования, которое должно быть специально разработано для этой цели.
Кроме того, из документа EP-A-406459 известно приспособление для приваривания креплений, которое требует наличия труб различного диаметра для удержания креплений, а также пластиковых вставок, вследствие чего поддерживающие трубы подвергаются относительно тяжелым условиям работы.
Наконец, конструкция известных свариваемых креплений с определенной поверхностью для сварки требует наличия приспособления для точной подачи привариваемых креплений.
Исходя из этого, другая задача изобретения состоит в том, чтобы предложить сварочное оборудование, в котором система подачи и удерживающая часть для фиксатора могут быть значительно упрощены, и которое обеспечивало бы оптимальный ток между удерживающей частью и фиксатором в течение процесса сварки. Сварочное оборудование, удовлетворяющее этим целям, описано в пунктах патентной формулы 14-16.
Заявленное сварочное оборудование характеризуется тем, что его держатель имеет вместо гибкого патрона жесткую трубу, в которой фиксатор, выполненный в виде гибкой гильзы, может охватываться и подвергаться управлению на большой площади. Таким образом, устраняется значительная часть подвижных частей сварочного оборудования, которые могут привести к сбою в работе.
В известных решениях внутренняя стенка отверстия для закрепления комплектующей детали, которая должна быть присоединена, выполняемая в основном из пластмассы, обычно содержит ребра, которые распределены равномерно. Присоединение такой части к жесткому привариваемому креплению, которое может быть профилировано, связано со значительными подталкивающими усилиями, требующими значительного расхода энергии и жесткого малоподвижного исполнения, в основном с использованием полуавтоматических и автоматических комплектующих инструментов.
Известны также комплектующие детали с блокирующей защитой, которая сцепляется с фасонной частью привариваемого крепления; в этом случае, однако, только небольшое натяжение и срезывающая сила передаются от комплектующей детали на крепление.
При наличии цилиндрического отверстия в комплектующей детали, стягивающие силы во много раз больше, чем в комплектующих деталях с ребрами, кроме того, здесь имеет место также контакт в точках, расположенных между креплением и внутренней стенкой отверстия комплектующей детали.
Исходя из этого, следующая задача изобретения состоит в том, чтобы предложить узел для присоединения комплектующей детали к привариваемому фиксатору, который обеспечил бы значительное упрощение установки комплектующих деталей, что повлекло бы за собой более высокую надежность и безопасность соединения, а также обеспечило бы большее разнообразие присоединяемых частей. Узел, в котором достигается эта цель, описан в пунктах патентной формулы 17-27.
Изобретение будет объясняться в дальнейшем более подробно со ссылкой на чертежи, иллюстрирующие конкретное выполнение, раскрытое с помощью примера.
Фиг. 1 показывает общий вид первого конкретного
выполнения фиксатора согласно изобретению;
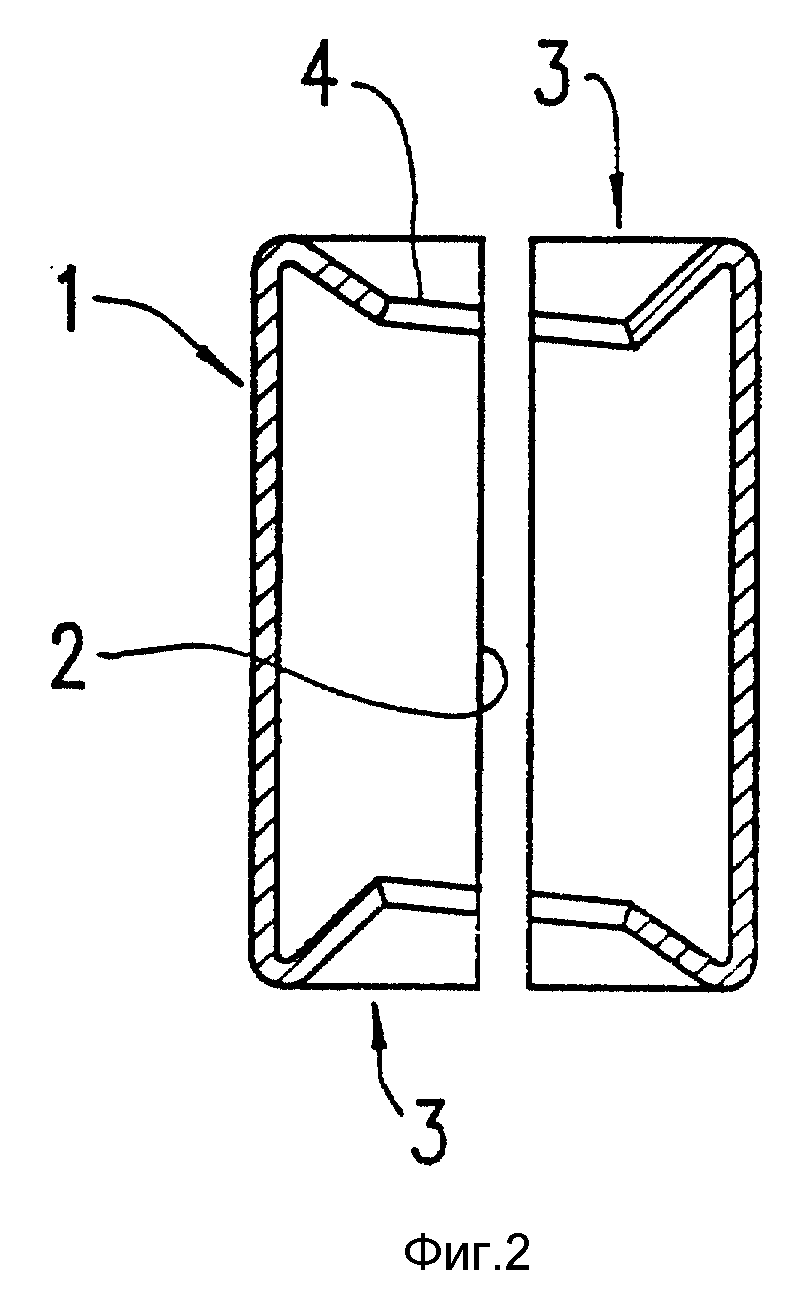
Фиг. 2 показывает поперечное сечение фиксатора, изображенного на Фиг.1.
Фиг. 3 показывает фиксатор согласно Фиг. 1, расположенный в
жестком держателе сварочного оборудования;
Фиг. 4 показывает приваренный фиксатор согласно фиг. 1 с окружающими его комплектующими деталями;
Фиг. 5 изображает другое выполнение
приваренного фиксатора с присоединенной к нему комплектующей деталью;
Фиг. 6 изображает следующее выполнение приваренного фиксатора с присоединенной к нему комплектующей деталью;
Фиг. 7 показывает поперечное сечение следующего варианта выполнения фиксатора с внешней резьбой;
Фиг. 8 показывает в поперечном сечении следующий вариант выполнения фиксатора с упругой шайбой;
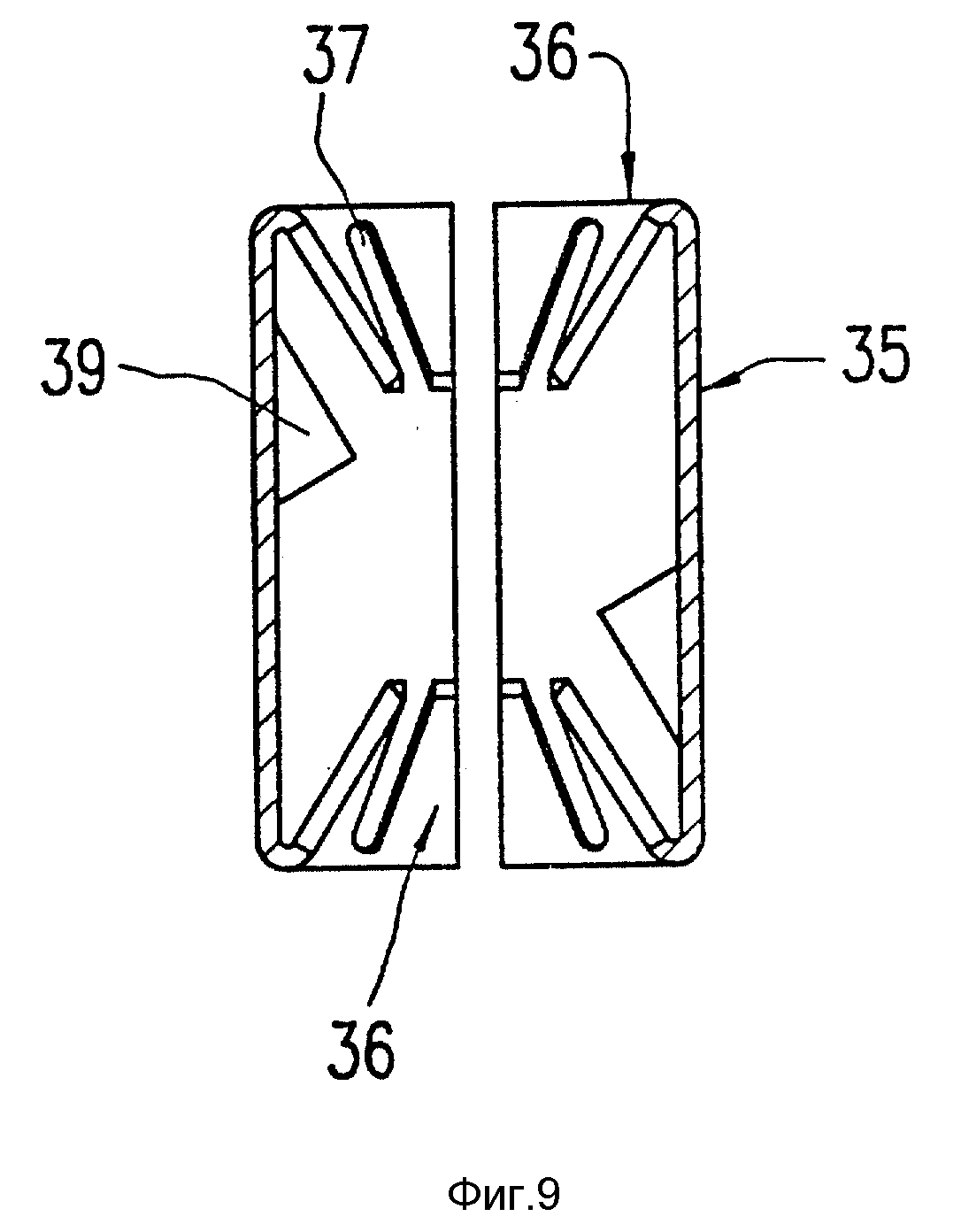
Фиг. 9 показывает другое выполнение фиксатора с внутренними удерживающими выступами;
Фиг. 10 показывает фиксатор со внешними удерживающими выступами с присоединенной к нему
комплектующей деталью;
Фиг. 11 показывает фиксатор согласно фиг. 1 с комплектующей деталью, присоединенной к нему;
Фиг. 12 показывает фиксатор согласно фиг. 1 с комплектующей деталью,
присоединенной к нему;
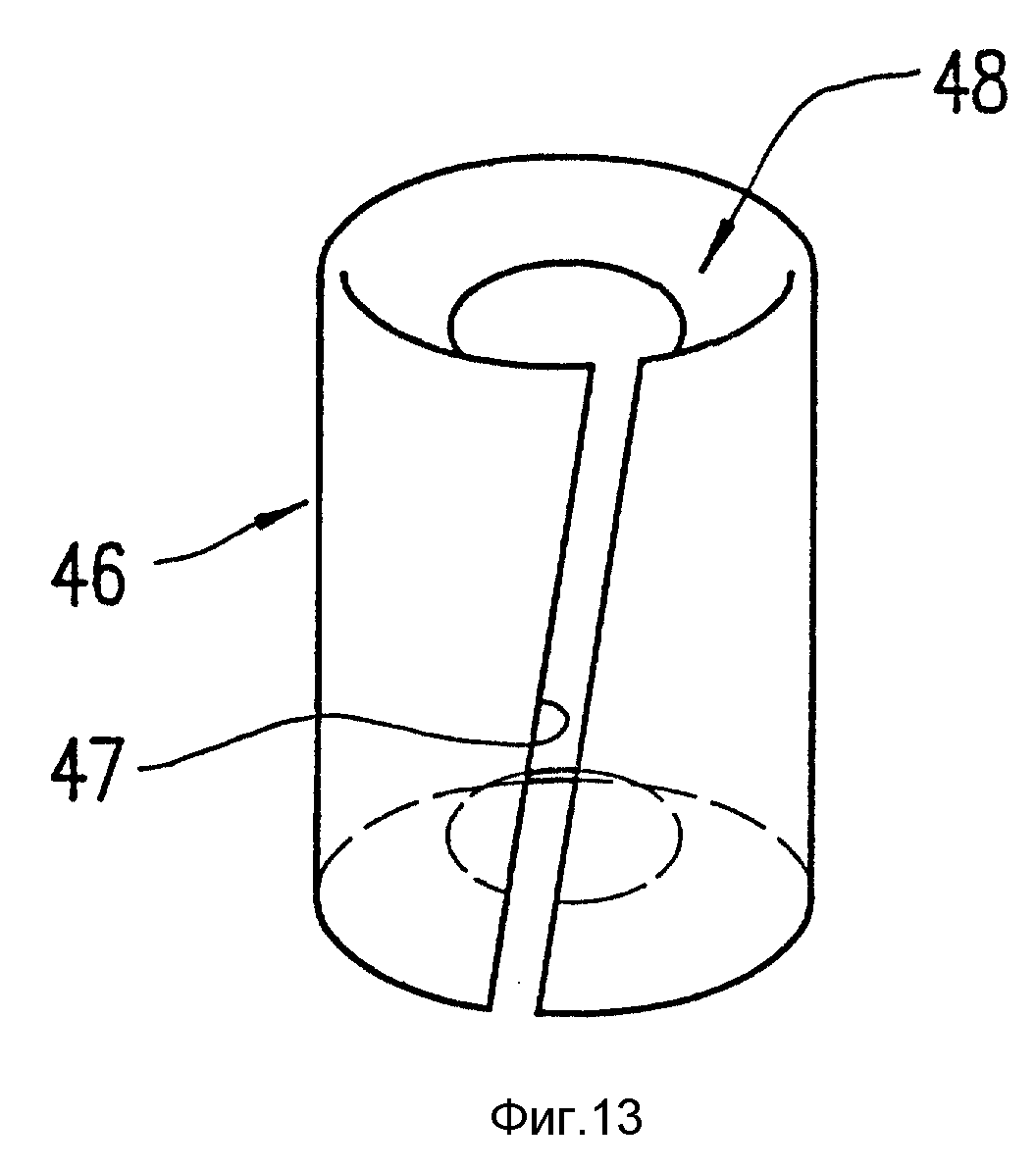
Фиг. 13 изображает вариант выполнения фиксатора согласно фиг. 1;
Фиг. 14 показывает выполнение узла, обеспечивающего электрическую связь с фиксатором согласно
изобретению;
Фиг. 15 показывает устройство для измерения качества сварки;
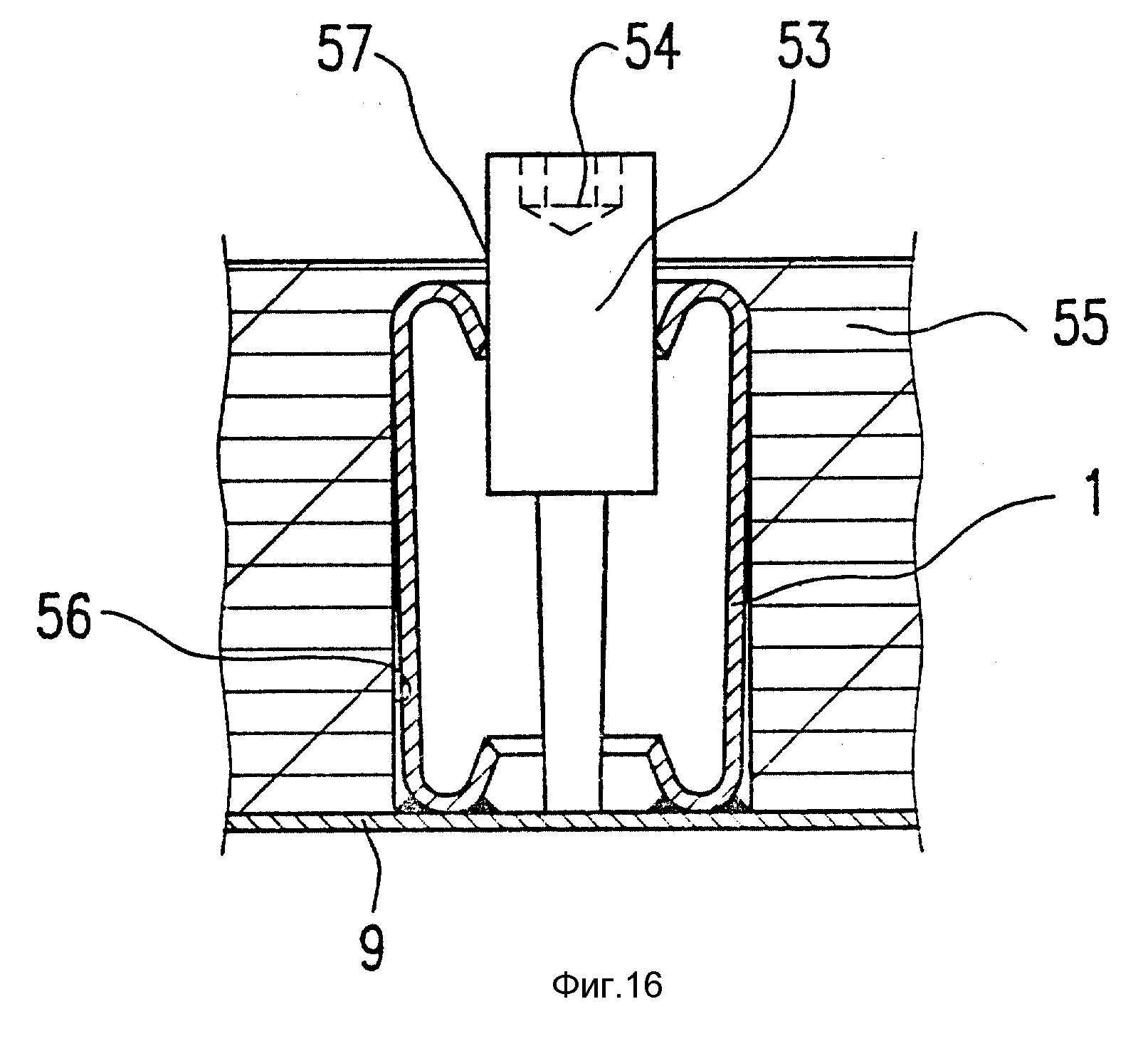
Фиг. 16 показывает следующий вариант присоединения комплектующей детали;
Фиг. 17 и 18 изображают
два варианта выполнения согласно фиг. 16;
Фиг. 19 и 20 показывают другие комплектующие детали;
Фиг. 21 показывает другой вариант выполнения поперечного сечения.
Фиг. 1 и 2 изображают фиксатор 1 в форме упругой гильзы, имеющей продольный разрез 2. Как показано на фиг. 2, этот фиксатор выполнен аксиально симметричным, причем оба торца 3 имеют форму воронки, обращенной вовнутрь. Торцы, однако, не являются радиально симметричными, но имеют такую форму, что внутренние края 4 торцов выполнены с резьбоподобным профилем. Благодаря выполнению фиксатора в форме гильзы с разрезом, он имеет, если подобраны соответствующие материалы, высокую упругость, что ведет к различным преимуществам. Комплектующие части, присоединяемые к нему, имеют как правило большую степень разброса допусков. Таким образом, чтобы при помощи жестких креплений была бы обеспечена требуемая гибкость, крепления должны быть снабжены пластмассовыми или металлическими составляющими. Недостаток в этом случае состоит в том, что силы, передаваемые через комплектующие части, малы. Силы, которые могут быть переданы от гибкого фиксатора на комплектующие части, значительно больше. Кроме того, свариваемые стойки, сделанные из твердого материала, имеют большой вес. Это, принимая во внимание число привариваемых стоек, которое может использоваться для автомобиля, приводит к весьма значительному общему весу.
Необходимость приваривания всей поверхности твердой свариваемой стойки создает ситуацию, когда большая общая поверхность сварки неблагоприятно соотносится с толщиной листового металла. По этой причине тонкий листовой металл в свариваемой области подвергается интенсивному нагреванию и теплопередаче, что ведет к ослаблению силы в области края стойки, примыкающей к листовому металлу. Эти недостатки устранены фиксатором согласно фиг. 1 и 2, так как в них имеются только кольцевые зоны сварки, и обеспечиваются толщины, аналогичные толщинам материалов.
Как уже заявлено, симметричное выполнение фиксатора означает, что требуется только поместить его в систему подачи аксиально направленным, а точное размещение его в правильной позиции не требуется. Это упрощает оборудование для подачи и увеличивает надежность.
Как установлено, следующее важное преимущество упругого фиксатора в форме гильзы состоит в том, что оборудование может быть существенно упрощено. Поскольку фиксатор выполнен упругим, является достаточным, вместо использования патрона с разрезом со сложные механизмом приведения в действие, использовать в качестве держателе жесткую трубу. Это приводит не только к существенному упрощению сварочного оборудования, но также к значительному увеличению его надежности. На фиг. 3, например фиксатор 1 согласно фиг. 1 показан расположенным в трубе 5. Ранее известная и обычная процедура подачи для фиксатора посредством гибких труб и сжатого воздуха может быть использована и здесь. Для фиксатора, как уже было заявлено, требуется только аксиальное выравнивание. Сварочный процесс по существу также остается таким же, чтобы можно было использовать ранее известные установки, на которых, вместо сложных держателей с подвижными патронами, может использоваться аксиально смещаемая удерживающая труба. Фактически требуется импульс сжатого воздуха, чтобы привести фиксатор аксиально в начальное положение в подающей трубе 5, которая должна быть выбрана подходящей по размерам и длине. Отверстие 38 в фиксаторе позволяет вводить защитный газ к месту сварки. Как внешняя поверхность 6 фиксатора, так и внутренняя поверхность 7 держателя, являются гладкими, что обеспечивает осевую подачу, настолько гладкую, насколько это возможно, а также поверхностный контакт на большой площади для передачи сварочного тока. Как материал, так и диаметр отверстия в фиксаторе, имеют значение для конструктивного исполнения фиксатора и расчета его внешнего диаметра, а также внутреннего диаметра трубчатого удерживающего средства, чтобы достигнуть соответствующей исходной прочности.
На фиг. 4 показан приваренный фиксатор 1, выполненный в соответствии с фиг. 1, с окружающей его комплектующей деталью 10. Фиксатор 1 приварен в точке 8 к элементу 9 конструкции, например к кузову автомобиля из листового металла. Комплектующая деталь 10, сделанная, например, из пластмассы, прикреплена посредством винта 11, который может быть ввинчен непосредственно в резьбу 4 фиксатора 1. Поскольку фиксатор упруг в своей верхней части даже после того, как его приварили, можно получить сжимающее усилие, когда комплектующая деталь поджата, чтобы обеспечить безопасное соединение после привинчивания.
На фиг. 5 показан другой фиксатор 12, который аналогично первому является упругим, выполнен в форме гильзы и имеет продольный разрез, но в котором два торца 13 имеют края 14, которые отогнуты наружу. образуя U-образную форму. Эти края 14, которые исходят из цилиндрической стенки 15, могут выполнять закрепляющую и удерживающую функции. В этом случае комплектующая деталь 16 имеет скошенную область 19 в своем канале 18 для того, чтобы лучше проходил бы изогнутый край 14 фиксатора. Обе внешних стороны изогнутого края 14 должны обеспечивать достаточную поверхность контакта между фиксатором и держателем.
На фиг. 6 показан следующий фиксатор 20, который благодаря своей форме может удерживать комплектующую деталь 21 только посредством зажимающего действия. Фиксатор 20 имеет такие же концевые торцы 3 и продольный разрез 22. Внешняя поверхность фиксатора не такая же, но имеет две идентичных концевых части 23 и центральную часть 24, которая имеет меньший диаметр, чем концевые части. Это внешне проявляется в двух выступах 25 и 26, один из которых, выступ 25, служит в фиксаторе для удержания комплектующей детали. Комплектующая деталь 21 имеет фланец 26, соответствующий центральной сжатой части 24 фиксатора, верхний край 28 которой на рисунке расположен позади выступа 25. С целью более легкого присоединения комплектующей детали нижний край 25A скошен. Можно увидеть из рисунка, что скошенный край и фланец сжимают верхнюю часть фиксатора во время его введения в отверстие, и эта верхняя концевая часть затем расширяется снова, чтобы надежно удерживать комплектующую деталь.
Фиксатор 29 согласно фиг. 7 имеет такой же торец 3, как и фиксатор согласно фиг. 1. Кроме того, верхние торцевые части 30 идентичны соответствующим частям в этом же фиксаторе. Центральная часть 31, однако, имеет форму винтоподобной нарезки. Следует отметить, что фиксатор 29, выполненный в соответствии с фиг. 7, может быть совмещен или с винтом, вворачиваемым с внутренней стороны, и/или с винтом или гайкой, вворачиваемыми с внешней стороны.
Фиксатор 32 согласно фиг. 8 идентичен по строению фиксатору согласно фиг. 1 за исключением центральной части. Центральная часть 33 фиксатора 32 имеет S-образную форму, чтобы получить внутренний упругий кольцевой зажим 34, значение которого для установки комплектующей детали является очевидным.
Фиксатор 35, изображенный на фиг. 9, является следующим примером конкретного выполнения. Каждая торцевая часть 36 содержит разрезы так, чтобы была обеспечена упругость. Таким образом можно ввести в отверстие не только винты с резьбой, но также стойки или подобные им приспособления без резьбы, которые могут удерживаться под действием сжимающих усилий. Этот фиксатор аналогично ранее показанным имеет разрез. Кроме того, удерживающие выступы 39 выполнены удаленными в осевом направлении от поверхности фиксатора и изогнуты внутрь. В зависимости от того, введена ли стойка в фиксатор с одной стороны или с другой, задействован один или другой выступ 39, дополнительно закрепляющий его.
На фиг. 10 изображен фиксатор 35', подобный показанному на фиг. 9, в котором выступы 39'' изогнуты наружу. Когда монтируется комплектующая деталь 40 со стойкой 40а, выступы 39'' входят в стенку отверстия 40b фиксатора и дополнительно закрепляют ее.
Фиг. 11 показывает что, когда комплектующая деталь 41 используется со стойкой 42, выступающей в отверстие 38 фиксатора 1, удерживающая сила стенки отверстия значительно увеличена благодаря тому факту, что фиксатор 1 охвачен комплектующей деталью.
На фиг. 12 показана другая комплектующая деталь 43 со стойкой 44 с положительно зацепленным зубцом 45, который имеет высокую удерживающую способность.
Фиг. 13 показывает, что термин "продольный разрез" не обязательно означает разрез, параллельный продольной оси фиксатора. Фиксатор 46 имеет продольный разрез 47, который наклонен относительно продольной оси элемента. Другие части фиксатора с торцами 48 идентичны частям фиксатора, выполненного согласно фиг. 2.
Фиг. 14 указывает возможность использования фиксатора согласно изобретению для подключения к электросети; в принципе, может быть использован фиксатор согласно фиг. 1 или 13. Фиксатор 1 приварен к компоненту - проводящему элементу 9 конструкции и служит в качестве "мужской" затыкающей части, на которую может быть надвинута "женская" контактная часть 49 имеющего соответствующую форму подключенного к кабелю контактного терминала 50 с контактным штырем 51. Посредством использования цилиндрического или приблизительно цилиндрического упругого фиксатора возможна автоматическая и эффективная связь, которая невозможна при плоском исполнении затыкающей части.
Возможно согласно фиг. 15 контролировать механические свойства сварного шва 8, расположенного на элементе 9 конструкции. Поскольку фиксатор 1 имеет разрез 2 и приварен в сжатом состоянии, последний имеет тенденцию к расширению в последующем. Если качество сварного шва неудовлетворительное, ширина разреза 2 будет отличаться по различным признакам от ширины, характерной для хорошего сварного шва. Поэтому возможно, например, посредством оптического исследования конфигурации разреза сделать вывод относительно качества сварного шва.
Фиг. 16 изображает сжимающий элемент в форме расширяющего штифта 53, который подогнан под отверстие 38 фиксатора, выполненного согласно фиг. 1, и длина которого меньше, чем кратчайшее расстояние между концевыми кромками торцов 3 фиксатора. Заталкивая штифт внутрь фиксатора, можно раздвинуть элемент. Для обеспечения лучшей эксплуатации штифта последний имеет, по крайней мере, один концевой разрез или выполненный внутри него шестигранник 54 или подобное приспособление. Посредством этого расширяющего штифта комплектующая деталь 55 со скрытой лункой 56 и отверстием меньшего диаметра 57 для штифта может быть присоединена, зафиксирована и расфиксирована. Вместо расширяющего штифта 53 с гладкой поверхностью можно использовать штифт с рифлением или резьбой на поверхности, чтобы обеспечить или лучшее удержание или введение и выведение штифта.
Фиг. 19 показывает, что использование упругого фиксатора открывает возможность установки на упомянутом фиксаторе жесткой детали, например жесткого наконечника 60 с внутренней кромкой 62. Наконечник может сам по себе представлять комплектующую деталь или может быть связан с такой деталью.
На фиг. 20 изображен следующий вариант выполнения фиксатора. Фиксатор 62 имеет в стене гильзы 63 окно 64, в котором зажимаются соответствующие выступы 65 на комплектующей детали 66, фиксируя последнюю. Чтобы улучшить скольжение внутрь и фиксацию, выступы выполнены со скосами в основании 67, направленными к элементу 9 конструкции в верхней части со ступенями 68. Для расфиксации, открывания (не показано) может быть предусмотрен инструмент, имеющий соответствующую форму, позволяющий сжать фиксатор.
Фиг. 21 показывает, что для предотвращения вращения внутренняя поверхность 69 стенки гильзы фиксатора 70, вместо цилиндрической может быть многогранной, например, шестигранной, в то время как внешняя поверхность 71 цилиндрическая. При соответствующей подгонке сварочного пистолета можно делать внешнюю поверхность стенки гильзы многогранной, например, гексагональной.
Несмотря на то, что на рисунках стенка фиксатора показана как имеющая однородную толщину в продольном направлении, ее части, особенно центральная часть, могут иметь меньшую толщину, чем другие части.
Был показан ряд различных фиксаторов; они, однако, не исчерпывают всего объема изобретения. Так, исходя из этих примеров, можно скомбинировать дальнейшие возможности. Однако существенные признаки фиксатора, то есть его выполнение в виде гильзы, и упругие свойства стенки гильзы, присутствуют во всех примерах. Автомобильная промышленность упоминалась как пример использования, однако для этого устройства подходят и другие области применения, в частности, конструирование аппаратуры.
Реферат
Изобретение касается крепежной детали, которая может быть приварена с помощью дуговой сварки к элементу конструкции. Она имеет форму упругой гильзы и выполнена с продольным разрезом. В предпочтительном варианте выполнения оба ее концевых торца идентичны по конструкции для упрощения предварительной сортировки, предназначенной для обеспечения точного размещения в сварочном комплектующем оборудовании, а также снабжены внутренним отверстием, имеющим форму нарезного. Сварочное комплектующее оборудование для приварки удлиненных крепежных деталей выполнено с каналом подачи и аксиально смещаемым держателем для крепежных деталей. Аксиально смещаемый держатель выполнен в форме жесткой трубы, в которой удерживаются крепежные детали, имеющие форму упругих гильз. Узел для присоединения комплектующей части к крепежной детали содержит комплектующую часть, которая может быть установлена на крепежной детали фрикционным методом и методом геометрического зацепления. Комплектующая часть может содержать в своем отверстии выступ для сцепления с держателем, установленным на внешней стенке крепежной детали. 4 с. и 23 з.п.ф-лы, 21 ил.

Формула
30.07.92 по пп.1, 3 - 11, 14 и 15;
05.01.93 по пп.2, 12 и 13;
30.07.92 по п.16;
30.07.92 по пп.17 - 22;
05.01.93 по пп.23 - 27.
Комментарии