Способ повышения качества печати на флексографских печатных формах - RU2615942C2
Код документа: RU2615942C2
Чертежи










Описание
Область техники
Настоящее изобретение в целом относится к способу адаптации формы печатающих точек, создаваемых при изготовлении печатных форм с рельефным изображением, для оптимальной печати на различных подложках.
Уровень техники
Флексография является способом печати, применяемым в основном при печати большими тиражами. Флексографию используют для печати на различных подложках, таких как бумага, бумажный картон, гофрированный картон, пленки, фольга и слоистые материалы. К типовым примерам подложек относятся газеты и пакеты для продовольственных товаров. Экономичная печать на шероховатых поверхностях и растягивающихся пленках возможна только посредством флексографии.
Флексографские печатные формы представляют собой печатные формы для высокой печати и содержат элементы изображения, возвышающиеся над открытыми участками. Обычно форму изготавливают из податливого материала, достаточно эластичного, чтобы им можно было обернуть формный цилиндр, и достаточно прочного, чтобы выдержать печать свыше миллиона экземпляров. Преимущество использования таких форм на печатной машине состоит в их долговечности и простоте изготовления. Обычная флексографская печатная форма, поставляемая производителем, представляет собой многослойное изделие, состоящее (в порядке следования) из опорного или несущего слоя, одного или нескольких неэкспонированных светоотверждаемых слоев, необязательного защитного слоя или прокладочной пленки, а также необязательно защитного покрытия.
Несущий (или опорный) слой обеспечивает опору для формы. Несущий слой может быть выполнен из светопроницаемого или светонепроницаемого материала, такого как бумага, целлюлозная пленка, пластмасса или металл. К предпочтительным материалам относятся листы из синтетических полимерных материалов, таких как полиэфиры, полистирол, полиолефины, полиамиды и т.п. Одним из широко используемых несущих слоев является эластичная пленка из полиэтилентерефталата (ПЭТ).
Светоотверждаемый(-ые) слой(-и) может(-ут) содержать любой из известных фотополимеров, мономеров, инициаторов, способных или неспособных к реакции разбавителей, наполнителей и красителей. В настоящем документе слово «светоотверждаемый» относится к композиции, в которой под действием актиничного излучения происходит полимеризация, образование поперечных связей (далее «сшивание») или иная реакция отверждения или упрочнения, в результате чего неэкспонированные участки материала могут быть избирательно отделены от экспонированных (отвержденных) участков и удалены из этой композиции с образованием трехмерного рельефного рисунка из отвержденного материала. Примеры светоотверждаемых материалов описаны в европейских заявках на выдачу патента №№ 0456336 А2 и 0640878 А1 на имя Goss и др., патенте Великобритании №1366769, патенте США №5223375 на имя Berrier и др., патенте США №3867153 на имя MacLahan, патенте США №4264705 на имя Allen, патентах США №№4323636, 4323637, 4369246 и 4423135 на имя Chen и др., патенте США №3265765 на имя Holden и др., патенте США №4320188 на имя Heinz и др., патенте США №4427759 на имя Gruetzmacher и др., патенте США №4622088 на имя Min и патенте США №5135827 на имя Bohm и др., причем объект каждого из этих источников во всей полноте включен в настоящий документ путем отсылки. Кроме того, могут быть использованы несколько светоотверждаемых слоев.
Обычно светоотверждаемые материалы сшиваются (отверждаются) и упрочняются в результате радикальной полимеризации под воздействием актиничного излучения, по меньшей мере, в определенном диапазоне длин волн. В настоящем документе словосочетание «актиничное излучение» относится к излучению, под действием которого светоотверждаемый слой полимеризуется, сшивается или отверждается. К актиничному излучению относятся, например, усиленное излучение света (например, лазерное) и неусиленное излучение света, в частности света с длинами волн ультрафиолетовой (УФ) или фиолетовой областей спектра.
Прокладочная пленка представляет собой тонкий слой, который защищает фотополимер от пыли и делает обращение с ним более удобным. В традиционной («аналоговой») технологии изготовления форм прокладочная пленка проницаема для ультрафиолетового света (УФ-света), при этом оператор печатной машины снимает с заготовки печатной формы защитное покрытие и помещает негатив поверх слоя прокладочной пленки. Далее, через этот негатив форму и сам негатив подвергают сплошному экспонированию УФ-светом. Экспонированные этим светом участки отверждаются или упрочняются, при этом происходит удаление (проявление) неэкспонированных участков, в результате чего на печатной форме создается рельефное изображение.
В «цифровой» технологии или технологии «прямого экспонирования» по изображению, хранящемуся в виде электронного файла данных, при помощи управляемого лазера на месте формируют негатив в цифровом (т.е. удаляемом лазером) маскирующем слое, которым обычно является модифицированная прокладочная пленка, причем суть этой модификации состоит в том, что указанная пленка содержит материал, не проницаемый для излучения. Участки удаляемого лазерным излучением слоя затем удаляют путем экспонирования маскирующего слоя лазерным излучением с заданной длиной волны и заданной интенсивностью лазера. Примеры удаляемых лазерным излучением слоев описаны, например, в патенте США №5925500 на имя Yang и др. и патентах США №№5262275 и 6238837 на имя Fan, причем объект каждого из этих источников во всей полноте включен в настоящий документ путем отсылки.
Технологические стадии формирования печатающих элементов с рельефным изображением обычно включают:
1) получение изображения для лазерной абляции, которое может представлять собой изображение маскирующего слоя, с целью прямого экспонирования рисунка с компьютерного файла на печатные формы или создание негатива для традиционных аналоговых форм,
2) экспонирование с обратной стороны для создания в светоотверждаемом слое базового слоя и задания глубины рельефа,
3) экспонирование с лицевой стороны через маску (или негатив) для избирательного сшивания и отверждения участков не накрытого маской светоотверждаемого слоя, в результате чего формируется рельефный рисунок,
4) проявление при помощи растворителя (содержащего воду) для удаления неэкспонированного фотополимера или термическое проявление и
5) дополнительное экспонирование и устранение клейкости при необходимости.
Удаляемые покрытия обычно наносят еще и для защиты светоотверждаемого печатающего элемента от повреждения при транспортировке и проведении манипуляций с этим элементом. Перед обработкой печатающих элементов покрытие(-ия) удаляют, а светочувствительную поверхность подвергают действию актиничного излучения по изображению. При экспонировании по изображению посредством актиничного излучения в экспонируемых участках происходит полимеризация и, следовательно, фотополимеризируемый слой переходит в нерастворимое состояние. При обработке соответствующим проявителем (или при термическом проявлении) происходит удаление неэкспонированных участков фотополимеризируемого слоя, и остается печатающий рельеф, который можно использовать для флексографской печати.
В настоящем документе словосочетание «экспонирование с обратной стороны» относится к сплошному экспонированию фотополимеризируемого слоя актиничным излучением со стороны, противоположной стороне, которая содержит или, в конечном счете, будет содержать рельеф. На этой стадии экспонирование обычно выполняют через светопроницаемый несущий слой для создания тонкого слоя светоотвержденного материала, т.е. «базового слоя», на несущей стороне светоотверждаемого слоя. Этот базовый слой обычно предназначен для фотосенсибилизирования светоотверждаемого слоя и задания глубины рельефа.
После непродолжительной стадии экспонирования с обратной стороны (т.е. непродолжительного по сравнению со следующей за ней стадией экспонирования по изображению) выполняют экспонирование по изображению с использованием маски, представленной в цифровом виде, или маски фотонегатива, которая контактирует со светоотверждаемым слоем и через которую пропускают актиничное излучение.
Вид используемого излучения зависит от типа фотоинициатора в фотополимеризируемом слое. Маска, представленная в цифровом виде, или фотонегатив препятствуют экспонированию находящегося под ними материала актиничным излучением и, следовательно, участки, накрытые маской, не полимеризуются, в отличие от участков, не накрытых маской, которые полимеризуются под действием актиничного излучения. На этой стадии экспонирования могут быть использованы любые типовые источники актиничного излучения. К примерам подходящих источников видимого и УФ-света относятся угольные дуги, ртутные дуги, флуоресцентные лампы, электронные фотовспышки, электронно-лучевые установки и прожекторы для фотосъемки.
После формирования изображения светочувствительный печатающий элемент проявляют для удаления неполимеризованных участков слоя светоотверждаемого материала и проявления сшитого рельефного изображения в отвержденном светочувствительном печатающем элементе. К типовым способам проявления относится промывание различными растворителями или водой, зачастую с помощью щетки. К другим способам проявления относится применение воздушного шабера или применение тепловой обработки с использованием промокательного материала. Получаемая поверхность имеет рельефный рисунок, который обычно содержит множество печатающих точек, воспроизводящих печатаемое изображение. После проявления рельефного изображения полученный печатающий элемент с рельефным изображением может быть установлен на печатной машине для запуска процесса печати.
На качестве печатного изображения в числе прочих факторов влияют форма печатающих точек и глубина рельефа. Кроме того, осуществление печати небольших графических элементов, таких как мелкие точки, линии и даже текст, с использованием флексографских печатных форм при сохранении открытого инвертированного текста и теней может быть очень затруднительным. В наиболее светлых областях изображения (обычно называемых световыми пятнами) плотность изображения представляется общей площадью точек при растровом отображении полутонового изображения. При растрировании с амплитудной модуляцией (AM) множество растровых точек постоянной периодической матрицы сжимаются до очень маленького размера, при этом плотность светового пятна представляется площадью точек. При растрировании с частотной модуляцией (ЧМ) размер растровых точек обычно сохраняется постоянным, при этом плотность изображения представляется количеством случайно или псевдослучайно размещенных точек. В обоих случаях для надлежащего представления светлых областей требуется печать очень мелких точек.
Сохранение на флексографских печатных формах мелких точек может быть очень сложной задачей в силу специфики изготовления печатных форм. В цифровых технологиях изготовления печатных форм с использованием непроницаемого для ультрафиолетового излучения (УФ-излучения) маскирующего слоя путем экспонирования УФ-излучением через маску получают рельефные точки, как правило, конической формы. Наименьшие из этих точек обычно удаляются при обработке, а это значит, что во время печати на эти области не переносятся чернила (т.е. точка не «удерживается» на форме и/или в печатной машине). В ином случае, если печатающие точки сохраняются после обработки, они обычно повреждаются в печатной машине. Например, мелкие точки часто заворачиваются и/или частично выкрашиваются во время печати, из-за чего переносится слишком много чернил или чернила не переносятся вовсе.
Как раскрыто в патенте США №8158331 на имя Recchia и публикации патента США №2011/0079158 на имя Recchia и др., объект каждого из которых во всей полноте включен в настоящий документ путем отсылки, было установлено, что в определенный набор геометрических характеристик, определяющий форму печатающей точки флексографской печатной формы и позволяющий добиться высочайшего качества печати, входят, кроме прочего, следующие характеристики: (1) плоскостность поверхности точки, (2) угол откоса точки, (3) глубина рельефа между точками и (4) острота кромки в месте границы вершины и откоса точки.
Авторами настоящего изобретения было установлено, что при использовании одной или нескольких сборок из ультрафиолетовых светодиодов (УФ-светодиодных сборок) для избирательного сшивания и отверждения листовых фотополимеров можно получить рельефное изображение, содержащее печатающие точки для флексографных форм высокой печати, характеризующиеся требуемыми геометрическими характеристиками.
Сущность изобретения
Целью настоящего изобретения является создание способа адаптации или изменения формы рельефных печатающих точек в печатающем элементе с рельефным изображением с целью обеспечения оптимальной печати на различных подложках и/или при различных условиях.
Еще одной целью настоящего изобретения является создание усовершенствованного способа формирования печатающих элементов с рельефным изображением, содержащих точки, обладающие требуемыми геометрическими характеристиками.
Еще одной целью настоящего изобретения является создание печатающего элемента с рельефным изображением, содержащего печатающие точки, форма которых является наилучшей касательно печатающей поверхности, четкости кромки, угла откоса, глубины и высоты таковых.
Еще одной целью настоящего изобретения является создание усовершенствованного способа формирования печатающего элемента с рельефным изображением, содержащего рельефные точки, адаптированные касательно четкости кромки, угла откоса и/или печатающей поверхности таковых.
Исходя из этого, согласно одному варианту осуществления настоящего изобретения в целом предложен способ адаптации формы множества рельефных печатающих точек, создаваемых в процессе изготовления печатных форм на светочувствительной заготовке печатной формы, при этом указанная светочувствительная заготовка печатной формы содержит по меньшей мере один светоотверждаемый слой, расположенный на опорном слое, включающий следующие стадии:
a) избирательное экспонирование упомянутого по меньшей мере одного светоотверждаемого слоя источником актиничного излучения, в результате чего происходит избирательное сшивание и отверждение упомянутого по меньшей мере одного светоотверждаемого слоя, и
b) проявление экспонированной светочувствительной заготовки печатной формы для создания на ней рельефного изображения, при этом указанное рельефное изображение содержит множество рельефных печатающих точек, причем
источник актиничного излучения содержит матрицу УФ-светодиодных сборок, и в результате использования этой матрицы УФ-светодиодных сборок получают рельефные печатающие точки, имеющие по меньшей мере одну геометрическую характеристику из группы, состоящей из требуемой плоскостности поверхности вершин рельефных печатающих точек, требуемого угла откоса рельефных печатающих точек и требуемой остроты кромки рельефных печатающих точек.
Краткое описание чертежей
На фиг. 1 проиллюстрирована характеристика «плоскостность печатающей поверхности точки», причем р - ширина вершины этой точки, a rt - радиус кривизны поверхности этой точки.
На фиг. 2 представлена печатающая точка флексографской печатной формы и показана кромка этой точки, причем р - ширина вершины этой точки. Данная фигура служит для иллюстрации характеристики «острота re:р кромки», причем re - радиус кривизны в области пересечения откоса и вершины указанной точки.
На фиг. 3 проиллюстрирован способ измерения угла θ откоса точки.
На фиг. 4 представлен график оптической плотности в УФ/видимом диапазоне длин волн фотоинициатора Irgacure 651.
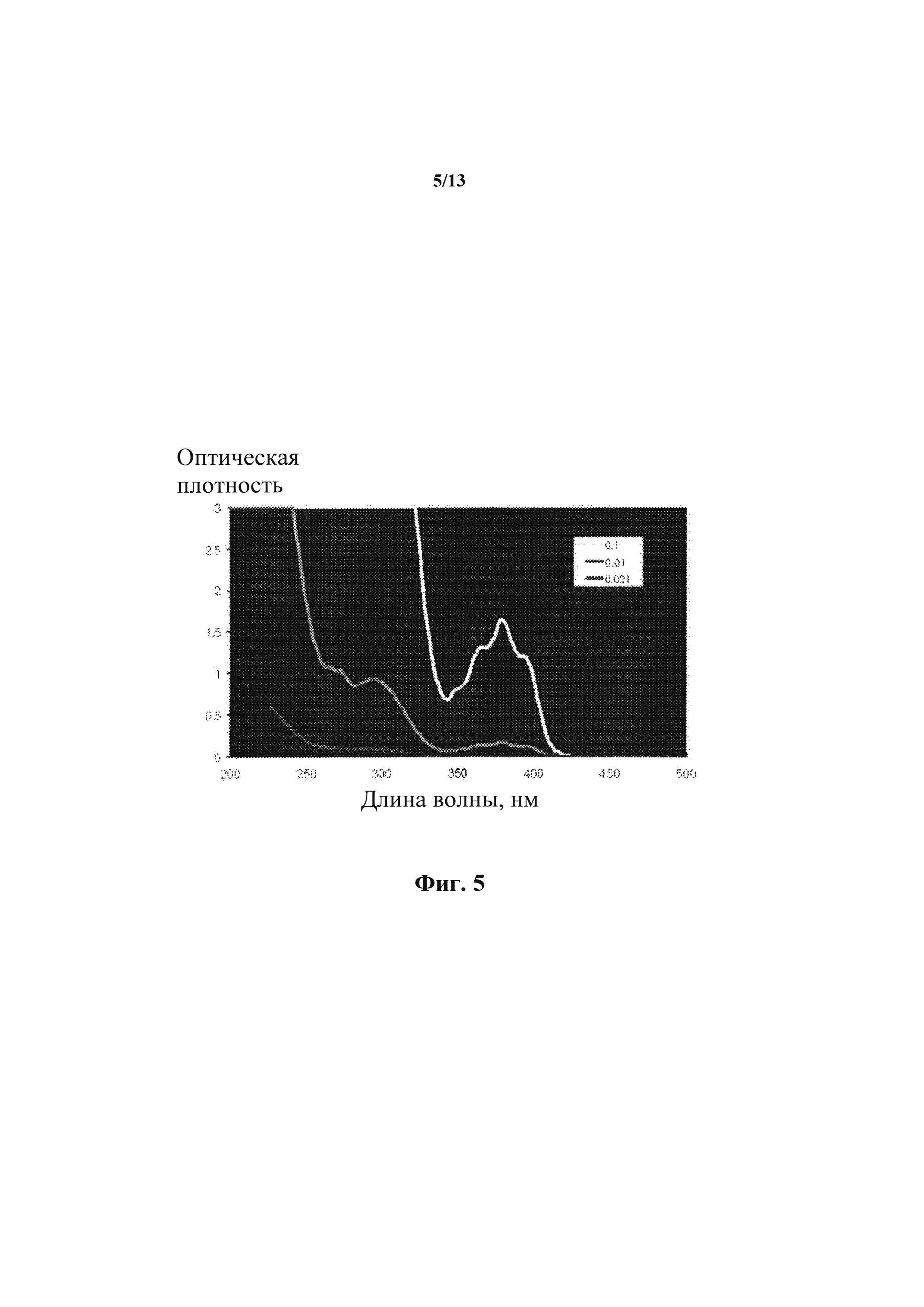
На фиг. 5 представлен график оптической плотности в УФ/видимом диапазоне длин волн фотоинициатора Darocur ТРО.
На фиг. 6 представлен график оптической плотности в УФ/видимом диапазоне длин волн фотоинициатора Irgacure 819.
На фиг. 7 представлены линейные скорости трековой системы с УФ-светодиодами (трековой УФ-системы) для определенных уровней входного сигнала.
На фиг. 8 представлено увеличенное изображение области низких линейных скоростей трековой УФ-системы.
На фиг. 9 представлен график формирования базового слоя в составе с высоким содержанием фотоинициатора Darocur ТРО, экспонированном при длине волны 395 нм.
На фиг. 10 представлены изображения, сделанные растровым электронным микроскопом (РЭМ-изображения), различных фотополимерных композиций, экспонированных при помощи источника света производства компании Digital Light Labs Inc. при длине волны 365 нм и при 25-процентном уровне входного сигнала.
На фиг. 11 представлены РЭМ-изображения различных фотополимерных композиций, экспонированных при помощи источника света производства компании UV Process Supply Inc. при длине волны 395 нм.
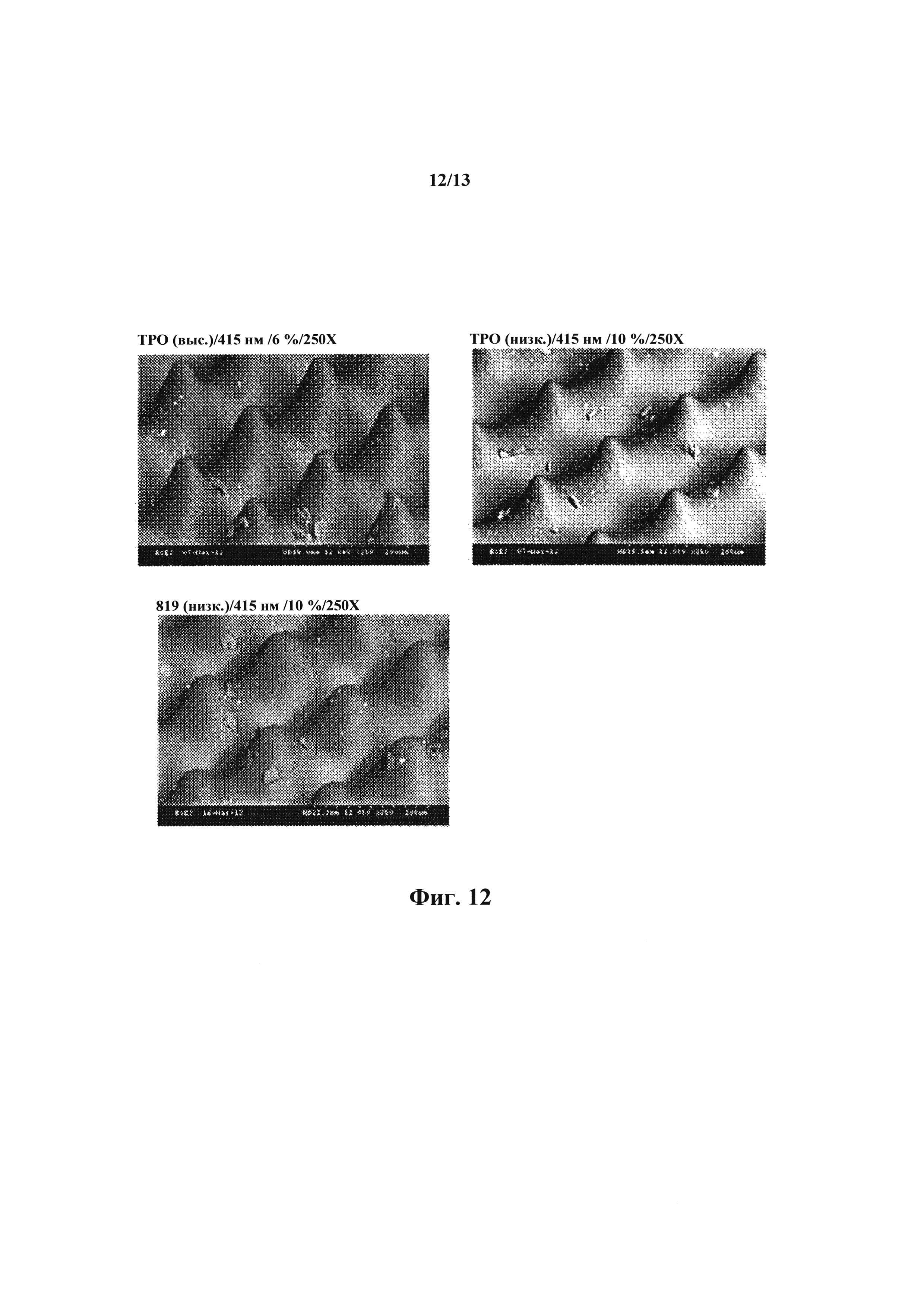
На фиг. 12 представлены РЭМ-изображения различных фотополимерных композиций, экспонированных при помощи источника света производства компании UV Process Supply Inc. при длине волны 415 нм.
На фиг. 13 представлены РЭМ-изображения различных фотополимерных композиций, экспонированных при помощи сочетания источников света при длинах волн 365 и 395 нм.
Подробное описание изобретения
Авторами настоящего изобретения было установлено, что форма и структура печатающих точек в печатающем элементе с рельефным изображением оказывает существенное влияние на эксплуатационные характеристики этого элемента при печати.
Авторами настоящего изобретения также было установлено, что форма и структура печатающих точек могут быть изменены или адаптированы при помощи УФ-светодиодных сборок. Более конкретно, авторами настоящего изобретения было обнаружено, что при помощи УФ-светодиодных сборок можно управлять угловыми характеристиками получаемых печатающих точек.
Следует понимать, что отдельные УФ-светодиодные сборки могут работать с разными длинами волн. Кроме того, следует понимать, что длины волн УФ-излучения, создаваемого УФ-светодиодной сборкой, лежат в диапазоне, часто называемом спектральным распределением энергии, в котором максимум приходится на одну длину волны, которая является рабочей длиной волны. Например, УФ-светодиодные сборки излучают свет с рабочими длинами волн 365, 375, 385, 395, 405 и 415 нм и др.
Один вариант настоящего осуществления настоящего изобретения относится в целом к способу адаптации формы множества рельефных печатающих точек, создаваемых в процессе изготовления печатных форм на светочувствительной заготовке печатной формы, при этом указанная светочувствительная заготовка печатной формы содержит по меньшей мере один светоотверждаемый слой, расположенный на опорном слое, включающий следующие стадии:
a) избирательное экспонирование упомянутого по меньшей мере одного светоотверждаемого слоя источником актиничного излучения, в результате чего происходит избирательное сшивание и отверждение упомянутого по меньшей мере одного светоотверждаемого слоя, и
b) проявление экспонированной светочувствительной заготовки печатной формы для создания на ней рельефного изображения, при этом указанное рельефное изображение содержит множество рельефных печатающих точек, причем
источник актиничного излучения содержит матрицу УФ-светодиодных сборок, и в результате использования этой матрицы УФ-светодиодных сборок получают рельефные печатающие точки, имеющие по меньшей мере одну геометрическую характеристику из группы, состоящей из требуемой плоскостности поверхности вершин рельефных печатающих точек, требуемого угла откоса рельефных печатающих точек и требуемой остроты кромки рельефных печатающих точек.
Упомянутый по меньшей мере один светоотверждаемый слой может быть покрыт прокладочной пленкой, представляющей собой тонкий слой, который указанный по меньшей мере один светоотверждаемый слой от пыли и делает обращение с ним более удобным. В традиционной («аналоговой») технологии изготовления форм прокладочная пленка проницаема для УФ-света, при этом оператор печатной машины помещает негатив поверх слоя прокладочной пленки. Далее, через этот негатив форму, содержащую по меньшей мере один светоотверждаемый слой, и сам негатив подвергают сплошному экспонированию УФ-светом. Экспонированные этим светом участки отверждаются или упрочняются, при этом происходит удаление (проявление) неэкспонированных участков, в результате чего на печатной форме создается рельефное изображение. В ином случае негатив могут разместить непосредственно на упомянутом по меньшей мере одном светоотверждаемом слое.
В ином случае в «цифровой» технологии или технологии «прямого экспонирования» упомянутый по меньшей мере один светоотверждаемый слой покрыт маскирующим слоем, который может представлять собой модифицированную прокладочную пленку, причем суть этой модификации состоит в том, что указанная пленка содержит материал, не проницаемый для излучения. В этом случае по изображению, хранящемуся в виде электронного файла данных, при помощи управляемого лазера в маскирующем слое на месте формируют «негатив». Участки удаляемого лазерным излучением слоя удаляют путем экспонирования маскирующего слоя лазерным излучением с заданной длиной волны и заданной интенсивностью лазера. После этого упомянутый по меньшей мере один светоотверждаемый слой с расположенным на нем сформированным на месте негативом подвергают сплошному экспонированию УФ-светом через сформированный на месте негатив. Экспонированные этим светом участки отверждаются или упрочняются, а неэкспонированные участки удаляют (проявляют), в результате чего на печатной форме создается рельефное изображение. При помощи аналоговой технологии или цифровой технологии может быть осуществлено выборочное экспонирование актиничным излучением.
УФ-светодиодные сборки могут располагать в произвольном порядке, вперемешку или последовательными рядами. На пример, в ряде УФ-светодиодных сборок первая УФ-светодиодная сборка может испускать свет с длиной волны 395 нм, следующая УФ-светодиодная сборка может испускать свет с длиной волны 365 нм, следующая за ней УФ-светодиодная сборка может испускать свет с длиной волны 415 нм и так далее, причем данная конфигурация повторяется во всем ряду. Следующий ряд или последующие ряды могут иметь одинаковые конфигурации или разные конфигурации. В ином случае все УФ-светодиодные сборки в одном ряду могут испускать свет с одной и той же длиной волны (например, 365, 395, 415 нм), при этом УФ-светодиодные сборки в следующем ряду испускают свет с другой длиной волны и так далее, причем данную конфигурацию повторяют в остальных рядах. Конфигурация или порядок УФ-светодиодных сборок также могут быть изменены.
Согласно предпочтительному варианту осуществления матрица УФ-светодиодных сборок содержит по меньшей мере четыре ряда. В матрице из четырех рядов ламп первый и третий ряды могут испускать свет с длиной волны 365 нм, а второй и четвертый ряды - с длиной волны 395 нм. Все источники света с одинаковыми длинами волн могут быть подключены к отдельной электрической цепи для обеспечения возможности раздельного управления интенсивностью света от разных источников, что позволит пользователю изменять характеристики создаваемой печатающей точки. Согласно одному варианту осуществления настоящего изобретения матрица УФ-светодиодов может быть организована в виде двух чередующихся рядов по 50 УФ-светодиодов.
Авторами настоящего изобретения было установлено, что рельефные печатающие точки с требуемыми геометрическими характеристиками могут быть получены при изменении угла падения и длины волны света, излучаемого УФ-светодиодными сборками.
Согласно одному предпочтительному варианту осуществления настоящего изобретения чередующиеся ряды УФ-светодиодов в матрице УФ-светодиодных сборок могут излучать свет с разными длинами волн. Эти длины волн могут соответствовать ультрафиолетовому или ближнему ультрафиолетовому диапазону, предпочтительно диапазону приблизительно 320-420 нм, еще более предпочтительно диапазону приблизительно 360-420 нм.
Например, было установлено, что в результате обработки одного светоотверждаемого состава светом с длиной волны 365 нм полученная печатная точка имеет более острый угол, а в результате обработки этого состава светом с длиной волны 395 нм полученная печатная точка имеет менее острый угол. Было обнаружено, что сочетание УФ-светодиодных источников с обеими длинами волн - 365 и 395 нм - позволяет получить форму печатающей точки, промежуточную по отношению к случаям обработки состава только светом с длиной волны 365 нм и только светом с длиной волны 395 нм. Таким образом, согласно одному предпочтительному варианту осуществления настоящего изобретения чередующиеся ряды УФ-светодиодных сборок работают при длинах волн 365 и 395 нм. Однако при реализации настоящего изобретения также могут быть использованы другие подходящие длины волн света, излучаемого УФ-светодиодными сборками, и их сочетания. Кроме того, для дополнительного контроля и более точной адаптации геометрических характеристик рельефных печатающих точек также можно регулировать интенсивность излучения каждой из УФ-светодиодных сборок.
В ином случае матрица УФ-светодиодных сборок содержит расположенные в произвольном порядке УФ-светодиодные сборки с разными длинами волн, в том числе, например 365, 395 и/или 415 нм, в отличие от чередующегося ряда УФ-светодиодных сборок с разными длинами волн.
Упомянутый по меньшей мере один светоотверждаемый слой может содержать любой из известных фотополимеров, мономеров, инициаторов, способных или неспособных к реакции разбавителей, наполнителей и красителей. Согласно одному варианту осуществления настоящего изобретения упомянутый по меньшей мере один светоотверждаемый слой содержит фотоинициатор, максимум оптической плотности в УФ/видимом диапазоне которого расположен вблизи диапазона рабочей длины волны УФ-светодиодной сборки или в этом диапазоне.
Согласно другому предпочтительному варианту осуществления настоящего изобретения чередующиеся ряды УФ-светодиодных сборок располагают так, чтобы свет падал на упомянутый светоотверждаемый слой под разными измеряемыми углами. Таким образом, для эффективного управления формой и угловыми характеристиками печатающих точек можно использовать разные углы падения света с одной длиной волны. Например, чередующиеся ряды УФ-светодиодных сборок могут содержать коллимированные УФ-светодиодные сборки и неколлимированные УФ-светодиодные сборки. Согласно другому варианту осуществления настоящего изобретения чередующиеся ряды УФ-светодиодных сборок могут характеризоваться разными углами коллимации, причем свет от данных чередующихся рядов падает на упомянутый светоотверждаемый слой под разными углами.
Наконец, для управления формой и угловыми характеристиками печатающих точек также может быть использовано сочетание разных длин волн света от УФ-светодиодов и разные углы падения света.
Плоскостность поверхности вершины точки может быть измерена по радиусу rt кривизны поверхности вершины точки, как показано на фиг. 1. Следует отметить, что скругленная поверхность точки не является идеальной для печати, так как размер пятна контакта между запечатываемой поверхностью и точкой изменяется по экспоненте в зависимости от усилия тиснения. Соответственно, плоскостность вершины точки предпочтительно такова, что радиус кривизны вершины точки превышает толщину слоя фотополимера, более предпочтительно такова, что радиус кривизны вершины точки превышает толщину слоя фотополимера в два раза, и наиболее предпочтительно такова, что радиус кривизны вершины точки превышает толщину слоя фотополимера более чем в три раза.
Как показано на фиг. 3, угол откоса точки определяется по углу θ, образованному между вершиной и боковой стороной точки. Максимальный угол откоса вертикальной колонны равен 90°, но на практике большинство точек флексографской печатной формы имеет значительно меньший угол, часто ближе к 45°, а не к 90°.
Угол откоса точки, превышающий 50°, является предпочтительным на протяжении всего тонального диапазона. В настоящем документе словосочетание «угол откоса точки» обозначает угол, образованный при пересечении горизонтальной линии, проходящей по касательной к вершине точки, и лежащей с ней в одной плоскости образующей боковой стенки точки, как показано на фиг. 3.
Острота кромки связана с наличием четкой границы между плоской вершиной точки и ее откосом, и обычно предпочтительно, чтобы кромки точки были резкими и определенными, как показано на фиг. 3. Эти четкие границы точки лучше отделяют «печатающую» часть точки от «опорной» части точки, обеспечивая более подходящую поверхность контакта между точкой и подложкой во время печати.
Острота кромки может характеризоваться отношением радиуса re кривизны (в месте пересечения откоса и вершины точки) к ширине р вершины или печатающей поверхности точки, как показано на фиг. 2. У точки с действительно скругленной вершиной сложно определить точные границы печатающей поверхности, так как у нее отсутствует кромка в общепринятом смысле, и отношение re:р может приближаться к 50%. Напротив, у точки же с острой кромкой радиус re очень мал, и отношение re:р стремится к нулю. На практике предпочтительным является отношение re:р менее 5%, а наиболее предпочтительным - отношение re:р менее 2%. На фиг. 2 показана флексографская точка и ее кромка, где расстояние р соответствует ширине вершины точки, и проиллюстрировано определение величины re:р, выражающей остроту кромки, где re - радиус кривизны в месте пересечения откоса и вершины точки.
Кроме того, одно из преимуществ настоящего изобретения состоит в том, что вспомогательное экспонирование не является обязательным. При вспомогательном экспонировании используют «предварительное экспонирование» дозой актиничного излучения низкой интенсивности, чтобы сделать упомянутый по меньшей мере один светоотверждаемый слой светочувствительным, до того как печатная форма будет подвергнута экспонированию основной дозой актиничного излучения более высокой интенсивности. Вспомогательное экспонирование обычно применяют по всей площади печатной формы, при этом оно является кратковременным, характеризуется низкой дозой излучения, снижает концентрацию кислорода, замедляющего полимеризацию печатающего элемента, и способствует сохранению мелких элементов (т.е. световых точек, тонких линий, изолированных точек и т.д.) в готовой форме. Тем не менее, стадия предварительного фотосенсибилизирования также может приводить к заполнению темных тонов, из-за чего сужается тональный диапазон полутонов изображения. Таким образом, авторами настоящего изобретения было установлено, что использование матрицы УФ-светодиодных сборок обеспечивает приемлемый результат без необходимости применения вспомогательного экспонирования.
Пример 1
Было проведено исследование, направленное на изучение взаимодействия светоотверждаемых композиций, содержащих различные фотоинициаторы, со светом при двух длинах волн (365 и 395 нм). Результаты оказались неожиданными: под действием света как с длиной волны 395 нм, так и с длиной волны 365 нм были получены точки от нормальных до широких.
Были испытаны три блока УФ-светодиодных сборок производства компании UV Process Supply, Inc, излучающие свет с длинами волн 365, 395 и 415 нм с интенсивностью приблизительно 10-30 мВт каждый. Кроме того, был испытан блок производства компании Digital Light Labs, Inc., излучающий свет с длинами волн 365 нм с интенсивностью приблизительно 175 мВт.
Были приготовлены различные составы заготовок для печатных плат в виде светоотверждаемых плоских полимеров с фотоинициаторами с максимумом при длине волны 365 нм. Одним примером подходящего фотоинициатора является 2,2-диметокси-1,2-дифенилэтанон, поставляемый компанией Ciba Specialty Chemicals, Inc. под фирменным наименованием Irgacure 651.
На фиг. 4 представлен график спектров в УФ/видимом диапазоне длин волн фотоинициатора Irgacure 651 в трех концентрациях от меньшей к большей.
Как видно на фиг. 4, максимум оптической плотности фотоинициатора Irgacure 651 приходится на длины волн 250 и 340 нм. Для сравнения, полоса пропускания спектра в УФ/видимом диапазоне длин волн светодиодной сборки, испускающей свет с длиной волны 395 нм, производства компании UV Process Supply, Inc. очень мала, что характерно для УФ-светодиодных источников. Таким образом, можно принять, что длина волны 395 нм света от соответствующего источника находится за пределами действующего диапазона фотоинициатора Irgacure I-651. Тем не менее, было установлено, что фотополимерный состав, содержащий фотоинициатор Irgacure I-651, под действием света с длиной волны 395 нм отверждался приемлемо. Полоса пропускания светодиодного источника света с длиной волны 365 нм производства компании UV Process Supply, Inc. также довольно мала.
К двум имеющимся в продаже фотоинициаторам, распадающимся, по утверждению производителя, при более высоких значениях длин волн, относятся моно(ацил)фосфин (МАРО) и бис(ацил)фосфин (ВАРО). Фотоинициаторы МАРО содержат дифенил(2,4,6-триметилбензоил)-фосфина оксид, продаваемый компанией BASF под фирменным наименованием Darocur ТРО. Фотоинициаторы ВАРО содержат фенил-бис(2,4,6-триметилбезоил)-фосфина оксид, продаваемый компанией BASF под фирменным наименованием Irgacure 819. На фиг. 5 и 6 приведены графики оптических плотностей в УФ/видимом диапазоне длин волн фотоинициаторов Darocur ТРО и Irgacure 819. Максимумы оптической плотности фотоинициатора МАРО приходятся на длины волн 295, 368, 380 и 393 нм. Максимумы оптической плотности фотоинициатора ВАРО приходятся на длины волн 295 и 370 нм. К другим имеющимся в продаже фотоинициаторам, распадающимся, по утверждению производителя, при более высоких значениях длин волн, относится бис(эта-5-2,4-циклопентадиен-1-ил)бис[2,6-дифтор-3-(1Н-пиррол-1-ил)фенил]титан, являющийся металлоценом, продаваемым компанией BASF под фирменным наименованием Irgacure 784. Максимумы оптической плотности фотоинициатора Irgacure 784 приходятся на длины волн 398 и 470 нм.
Основная разница между фотоинициаторами МАРО и ВАРО состоит в том, что под воздействием энергии при распаде фотоинициатора ВАРО из одной молекулы образуется два радикала, в то время как при распаде фотоинициатора МАРО из одной молекулы образуется один радикал. Кроме фотоинициаторов МАРО и ВАРО были исследованы еще три обычных фотоинициатора, распадающихся под действием УФ-излучения: Irgacure 651 (α,α-диметокси-α-фенилацетофенон), Irgacure 184 (1-гидроскициклогексилфенилкетон) и Irgacure 369 (2-бензил-2-(диметиламино)-1-[4-(4-морфолинил)-1-пропанон]).
В таблице 1 указаны различные составы с высоким уровнем и низким уровнем содержания фотоинициаторов, которые были использованы для исследования эффективности применения УФ-светодиодов для сшивания и отверждения светочувствительных составов при приготовлении печатных форм с рельефным изображением.


Были приготовлены светочувствительные составы с добавлением каждого фотоинициатора в концентрациях 0,5 и 2,0%, при этом составы с высоким содержанием фотоинициатора Irgacure 369 и высоким содержанием фотоинициатора Irgacure 819 исследованы не были, так как данные фотоинициаторы полностью не растворились. После приготовления из всех этих составов заготовок печатных форм были определены их скорости отверждения при экспонировании с обратной стороны с помощью обычной установки экспонирования с откидной крышкой (с флуоресцентными лампами, излучающими свет с длиной волны 365 нм). Результаты этого исследования приведены в таблице 2.

Для листовой формы плотностью 45 г/м2 была задана глубина базового слоя 25-30 миллидюймов. После четырех минут экспонирования в установке с откидной крышкой в составах с любым содержанием фотоинициатора Irgacure 1-184 так и не удалось получить базовый слой. Для формирования 25-миллидюймового базового слоя в составе с высоким содержанием фотоинициатора Irgacure I-184 потребовалось полных десять минут. Однако позднее было установлено, что столь медленное отверждение базового слоя с фотоинициатором Irgacure 184 было обусловлено в основном использованием конкретного ПЭТ. При использовании ПЭТ с низким поглощением УФ-излучения в составе с фотоинициатором Irgacure 184 базовый слой был отвержден достаточно быстро.
Примечательно, что в составах с некоторыми из фотоинициаторов базовый слой фактически формировался быстрее, чем в составах с фотоинициатором Irgacure 651, широко применяемом в составах для изготовления печатных форм. Было отмечено, что в составе с высоким содержанием фотоинициатора Darocur ТРО базовый слой формировался медленнее, нежели чем в составе с низким содержанием фотоинициатора Darocur ТРО, что может быть вызвано поглощением через расщепленную молекулу фотоинициатора Darocur ТРО. Формы были изготовлены на ПЭТ DTF628 плотностью 45 г/м2. ПЭТ DTF628 поглощает большое количество света с длиной волны 365 нм, поэтому предполагается, что при использовании других ПЭТ формирование базового слоя может происходить быстрее.
После вышеуказанных действий формы для прямого экспонирования были помещены под различные светодиодные источники УФ-излучения трековой УФ-системы, конструкция которой обеспечивает высокую стабильность при очень низких рабочих скоростях. Был получен график линейных скоростей для конкретных уровней входного сигнала, причем этот график приведен на фиг. 7 и 8.
Как видно на графиках, скорость по существу линейна в диапазоне 20-80% от уровня входного сигнала. Максимальная скорость прямого перемещения составляет приблизительно 4,2 фут/мин. Абсолютный максимум скорости приблизительно 7 фут/мин достигается при обратном перемещении (реверс), однако скорость при этом не регулируется. Сообразно целям этого исследования была выбрана линейная скорость 0,13 фут/мин (10% от уровня входного сигнала). Выходной сигнал не ограничивался, высота установки источника света над поверхностью формы составляла 0,5 дюйма.
На фиг. 9 представлен график формирования базового слоя в составе с высоким содержанием фотоинициатора ТРО, экспонированного светодиодным источником света производства компании UV Process Supply Inc. с длиной волны 395 нм. Трековая УФ-система была запущена с соответствующими параметрами, формы были обработаны (т.е. проявлены) в растворителе.
На фиг. 10 представлены РЭМ-изображения точек, полученных при экспонировании каждого из исследуемых составов с фотоинициаторами при помощи блока производства компании Digital Light Labs Inc. при длине волны 365 нм.
Как видно на фиг. 10, точки приобрели оптимальную форму в результате экспонирования некоторых из исследуемых составов светом с длиной волны 365 нм. Из состава с низким содержанием фотоинициатора Irgacure 1-819 были получены точки с почти плоскими вершинами, а из составов с фотоинициаторами Irgacure I-651, Darocur ТРО и Irgacure 1-369 были получены точки с фактически плоскими вершинами. Из составов с низким содержанием фотоинициаторов были получены обычные точки со скругленными вершинами. Точки, полученные из состава с фотоинициатором Irgacure I-651, имели форму «телефонного столба», в то время как точки, полученные из составов с фотоинициаторами Darocur ТРО и Irgacure I-369, по форме лучше адаптированы для печати.
На фиг. 11 представлены РЭМ-изображения точек, полученных при экспонировании различных составов, отвержденных при помощи источника света производства компании UV Process Supply Inc. с длиной волны 395 нм.
В результате обработки составов с фотоинициаторами Irgacure I-184 и Irgacure I-651 точек получить не удалось, поэтому их изображение не приведено. Составы, наиболее перспективные в плане получения из них точек при помощи источника света с длиной волны 395 нм, содержали фотоинициаторы Darocur ТРО и Irgacure I-369.
В результате обработки составов при помощи светодиодной сборки производства компании UV Process Supply Inc. при длине волны 415 нм точки приемлемой формы удалось получить только из состава с фотоинициатором ТРО (см. фиг. 12).
Точки с наилучшей формой были получены из составов с фотоинициаторами Irgacure I-651 и Darocur ТРО при длине волны 365 нм и из состава с фотоинициатором Darocur ТРО при длине волны 395 нм. Таким образом, по итогам этих исследований было принято решение объединить действия источников излучения с обеими длинами волн и провести двухэтапное последовательное экспонирование. Состав с высоким содержанием фотоинициатора Darocur ТРО был отвержден сначала излучением с одной длиной волны, сразу после чего он был обработан излучением со второй длиной волны. Затем порядок действия источников света по обработке состава с высоким содержанием фотоинициатора Darocur ТРО был изменен на противоположный.
На фиг. 13 показаны результаты этих обработок с двухэтапным последовательным экспонированием применительно к составу с фотоинициатором Darocur ТРО. Также приведены результаты обработки этого состава с помощью источников излучения только с одной длиной волны, а также с помощью обычной установки экспонирования с откидной крышкой. Полученные результаты свидетельствуют о том, что ширина точек была средней между двумя случаями экспонирования светом только с одной длиной волны. Таким образом, понятно, что конкретная конструкция матрицы УФ-светодиодных сборок может быть оптимизирована для получения точки с конкретными геометрическими характеристиками.
Исследование состава с фотоинициатором Irgacure I-651 не проводилось, так как при длине волны 395 нм процесс формирования точки шел неудовлетворительно, хотя полагается, что для корректировки формы точки при высоком содержании этого фотоинициатора вместо источника излучения с длиной волны 395 нм можно использовать источник излучения с длиной волны 365 нм.
Примечательно, что формирование точки наилучшим образом происходило из состава с фотоинициатором Darocur ТРО под действием излучения от светодиодного источника света с длиной волны 365 нм. Также примечательно, что хорошие результаты были получены при обработке состава с фотоинициатором Irgacure I-369 под действием излучения от светодиодного источника света с длиной волны 365 нм.
Полученные результаты свидетельствуют о том, что для минимизации указанного эффекта может быть использовано сочетание света с разными длинами волн. Другими словами, вместо использования двух разных источников света по очереди может быть использована матрица источников света, в которой распределены лампы, излучающие свет с разными длинами волн.
Например, матрица УФ-светодиодной сборки может содержать четыре ряда ламп. Первый и третий ряды матрицы могут состоять из источников света с длиной волны 365 нм, а второй и четвертый ряды матрицы могут состоять из источников света с длиной волны 395 нм. Все источники света с одинаковыми длинами волн могут быть подключены к отдельной электрической цепи для обеспечения возможности раздельного управления интенсивностью света от разных источников, что позволит пользователю изменять характеристики создаваемой печатающей точки.
Реферат
Изобретение относится к области полиграфии и касается способа адаптации формы множества рельефных печатающих точек, создаваемых в процессе изготовления печатных форм на светочувствительной заготовке печатной формы. Способ включает в себя избирательное экспонирование светоотверждаемого слоя актиничным излучением при помощи матрицы УФ-светодиодных сборок, отверждение и проявление экспонированного слоя. Матрица УФ-светодиодных сборок содержит, по меньшей мере, два ряда УФ-светодиодов. Каждый светодиод в первом ряду испускает свет с одинаковой длиной волны и каждый светодиод во втором ряду испускает свет с одинаковой длиной волны, отличающейся от длины волны излучения светодиодов в первом ряду. Кроме того, светодиоды во втором ряду излучают свет под углом, отличным от угла излучения светодиодов в первом ряду. Технический результат заключается в улучшении геометрических характеристик печатающих точек. 2 н. и 15 з.п. ф-лы, 13 ил., 2 табл.
Комментарии