Способ соединения двух предметов - RU2682773C2
Код документа: RU2682773C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к области машиностроения и строительства и, в частности, относится к способу соединения двух предметов. Один из двух предметов содержит вставную часть, и другой предмет имеет отверстие, и для соединения этих двух предметов вставную часть закрепляют в упомянутом отверстии, при этом на участке закрепления один из предметов содержит твердый материал с термопластичными свойствами, и другой предмет содержит твердый материал, выполненный проницаемым для упомянутого материала с термопластичными свойствами в расплавленном состоянии. Упомянутый проницаемый материал может являться, например, волокнистым или пористым, и может представлять собой, например, пеноматериал.
Уровень техники
Из опубликованных патентных документов, например, из WO 96/01377 (Createc), WO 98/042988 (Woodwelding), WO 2006/002569 (Woodwelding) или из WO 2008/080238 известен способ закрепления вставок, содержащих материалы с термопластичными свойствами, в волокнистых или пористых материалах, например, в древесно-стружечной плите или в древесине. Для такого закрепления вставку размещают относительно отверстия, и затем к упомянутой вставке одновременно прикладывают механическую вибрацию, в частности, ультразвуковую вибрацию, и усилие, направленное так, что обеспечивается запрессовка вставки в отверстие. При этом соответствующее усилие не применяют на этапе размещения вставки, то есть приложение вибрационной энергии вызывает свободную вибрацию размещенной вставки или перенос вибрационной энергии в волокнистый или пористый материал вследствие воздействия усилия, прижимающего ее к упомянутому материалу. На этапе приложения вибрации и силы материал с термопластичными свойствами расплавляется за счет выделяющейся при трении теплоты по меньшей мере в контактирующих с волокнистым или пористым материалом частях, и он проникает в волокнистый или пористый материал стенок упомянутого отверстия и образует при повторном отверждении соединение с геометрическим замыканием с волокнистым или пористым материалом.
Согласно опубликованному патентному документу WO 96/01377 вставка и глухое отверстие, предназначенное для закрепления в нем вставки, выполнены так, что размещенная относительно отверстия вставка не достигает дна отверстия, что обеспечено за счет того, что вставка и/или отверстие выполнены непрерывно, либо ступенчато, сужающимся. Одновременно с приложением ультразвуковой вибрации вставку дополнительно перемещают в отверстие посредством воздействия вдавливающей силы, что в результате обеспечивает расплавление материала с термопластичными свойствами, по существу, с боковых сторон вставки. В аналогичном способе вставку немного большего размера размещают на устье отверстия и под действием нажимающей силы и вибрации перемещают в отверстие и закрепляют в боковом направлении в данном отверстии. В обоих случаях при приложении вибрации основную часть вставки необходимо перемещать в направлении вглубь отверстия.
Согласно опубликованным патентным документам WO 98/042988 и WO 2006/002569 вставка и глухое отверстие, предназначенное для закрепления в нем вставки, выполнены так, что размещенная вставка опирается на дно отверстия. При приложении ультразвуковой вибрации вставку прижимают к упомянутому дну. Это в результате обеспечивает расплавление материала с термопластичными свойствами, в частности, на участке дистального конца вставки, то есть, по существу, обеспечивает дистальное закрепление на дне отверстия, но почти не обеспечивает боковое закрепление, причем при приложении вибрации основную часть вставки не перемещают или перемещают лишь незначительно.
В патентном документе US 5879115 раскрыт способ и устройство для присоединения пластиковой вставки к пластиковому основанию, в котором выполнено углубление. Упомянутый способ основан на том, что пластиковый материал как вставки, так и основания расплавляется и втекает в пространство, где пластиковые материалы вставки и основания объединяются в сварочную ванну для образования после повторного отвержения цельного соединения (сварного соединения). Применение этого способа ограничено соединением предметов, выполненных из термопластичного материала, причем эти термопластичные материалы должны быть способны полностью взаимно перемешиваться друг с другом.
Раскрытие сущности изобретения
Задача предлагаемого изобретения заключается в том, чтобы раскрыть альтернативный способ соединения двух предметов, в котором один из предметов содержит вставную часть, а другой имеет отверстие, причем для упомянутого соединения вставную часть закрепляют в отверстии, и по меньшей мере на участках, на которых требуется такое закрепление, при этом один из предметов содержит твердый материал с термопластичными свойствами, и другой предмет содержит твердый материал, проницаемый для упомянутого материала с термопластичными свойствами в расплавленном состоянии.
Другая задача настоящего изобретения состоит в усовершенствовании известных из уровня техники способов, кратко описанных выше и в которых такое соединение обеспечивается за счет энергии в виде механической вибрации, в частности, ультразвуковой вибрации. Осуществление способа согласно настоящему изобретению обеспечивает возможность получения, по существу, бокового закрепления с очень высокой равномерностью, даже если требуемый участок закрепления является относительно большим, при условии простейшей конструкции вставки и отверстия и за минимальное время приложения вибрации.
В целом, вышеупомянутые задачи могут быть решены посредством создания на первом этапе предлагаемого способа посадки с натягом между вставной частью и стенкой (в частности, боковой стенкой) отверстия, предназначенного для закрепления в нем вставной части, и только затем приложения энергии, вызывающей расплавление, обеспечиваемое, в основном, на участках активной посадки с натягом. Закрепление, обеспечиваемое данным способом, имеет такую же прочность (на единицу площади закрепления), как и закрепление, обеспечиваемое кратко описанным выше способом в соответствии с патентным документом WO 96/01377, но может быть осуществлено без необходимости на этапе закрепления перемещать основную часть вставной части на соответствующее расстояние внутрь отверстия вне зависимости от места, в котором требуется закрепление. Данное обстоятельство соответственно уменьшает время, необходимое для осуществления закрепления. Кроме того, поскольку расплавление начинается одновременно во всех местах, в которых требуется закрепление, то получаемое закрепление является крайне однородным.
В соответствии с настоящим изобретением обеспечивают наличие первого предмета, содержащего первый материал, и второго предмета, содержащего второй материал, причем первый материал является твердым (при комнатной температуре) и имеет термопластичные свойства (то есть, он может быть расплавлен посредством тепловой энергии, ниже данный материал называется "термопластичным материалом"), причем второй материал также является твердым (при комнатной температуре) и проницаемым для упомянутого первого материала в расплавленном состоянии (то есть, второй материал является волокнистым или пористым или материалом с проницаемой структурой поверхности или выполнен без возможности оказывать сопротивление такому проникновению под давлением). В частности, упомянутый второй материал выполнен так, что не становится текучим в условиях, при которых происходит проникновении первого материала в упомянутые структуры поверхности. Например, второй материал может представлять собой материал, не обладающий термопластичными свойствами, то есть материал, отличный от термопластичного материала. Кроме того, второй материал может быть выполнен без возможности осуществления обратимого процесса расплавления, что означает то, что этот материал представляет собой материал, не способный испытывать обратимый процесс расплавления, или материал с температурой плавления, существенно выше температуры, при которой первый материал становится текучим. Например, если второй материал является плавким, то температура плавления или температура стеклования данного материала может быть выше, чем температура стеклования или температура плавления упомянутого первого материала по меньшей мере на 50°С или по меньшей мере на 80°С или по меньшей мере на 100°С.
Соответствующими примерами второго материала являются материалы на основе древесины, например, древесно-стружечная плита (в данном тексте понятие "древесно-стружечная плита" включает в себя любые композиционные материалы, изготовленные путем смешивания частиц древесины любой формы с адгезивами, независимо от формы изделия, в том числе, например, ориентированно-стружечную плиту), волокнистая плита высокой плотности (HDF), волокнистая плита средней плотности (MDF), пенодревесина, или пенометалл, или пенокерамика, или возможно открытые пористые структуры из материала на основе нетермопластичного (термореактивного) полимера.
Любой из упомянутых первого и второго предметов имеет отверстие, причем другой предмет содержит вставную часть, предназначенную для закрепления в этом отверстии, причем упомянутые материалы составляют по меньшей мере часть поверхностей вставной части и стенки отверстия. Упомянутые отверстие и вставная часть подогнаны друг к другу по своим размерам для посадки с натягом (запрессовки), то есть вставная часть выполнена больше отверстия по меньшей мере в определенном месте, что в результате обеспечивает создание по меньшей мере локального давления между вставной частью и стенкой отверстия в требуемом положении вставки внутри отверстия, то есть в результате обеспечивает упругое сжатие вставной части и/или стенки отверстия. При этом внутри данного отверстия упомянутые первый и второй материалы расположены напротив друг друга по меньшей мере в части участков такого сжатия.
В частности, упомянутый второй предмет может иметь отверстие, и упомянутый первый предмет может содержать вставную часть. На этапе предлагаемого способа, на котором создают посадку с натягом, вставную часть размещают в требуемом положении внутри отверстия, в котором данная часть удерживается вследствие вышеупомянутой посадки с натягом. Для обеспечения данной посадки с натягом, то есть для создания сжатия между вставной частью и стенкой отверстия необходимо запрессовочное усилие - как для запрессовки вставной части в отверстие с меньшим размером, так и для прижатия участка стенки отверстия к вставной части. При этом величина запрессовочного усилия зависит от, по существу, прочности и площади посадки с натягом и преимущественно зависит от относительных размеров вставной части и отверстия и ограничена ими, а также от сжимаемости одного материала или обоих материалов из упомянутых двух материалов.
На этапе закрепления, выполняемом после этапа создания посадки с натягом, к одному или другому из упомянутых предметов прикладывают энергию, причем эта энергия действует в качестве теплоты, в частности, на участках (участках закрепления), в которых вследствие посадки с натягом участки поверхностей вставной части и стенки отверстия прижаты друг к другу и содержат либо термопластичный материал, либо проницаемый материал. Упомянутая теплота обеспечивает расплавление термопластичного материала, а сжатие посадки с натягом обеспечивает взаимопроникновение упомянутых двух материалов, при этом посадка с натягом преодолевается по меньшей мере частично.
Если энергию прикладывают в виде механической вибрации (например, ультразвуковой вибрации), то посадку с натягом преодолевают таким образом, что по меньшей мере в упомянутых участках упомянутая вибрация вызывает трение вместе с выделяющейся при трении теплотой между вставной частью и стенкой отверстия. Для преодоления посадки с натягом должно быть приложено сдвигающее усилие между вставной частью и стенкой отверстия, причем данное сдвигающее усилие может быть обеспечено достаточно сильной вибрацией вставной части или отверстия относительно друг друга или упомянутой вибрацией вместе с дополнительным сдвигающим усилием, действующим между упомянутыми двумя предметами. Для предотвращения вызванного сдвигающим усилием нежелательного перемещения (в частности, поступательного перемещения) упомянутых двух предметов относительно друг друга может быть необходимо противодействие упомянутому усилию соответствующим образом.
На следующем этапе предлагаемого способа подачу энергии останавливают до повторного отверждения термопластичного материала, расплавленного и перемещенного на этапе закрепления, в результате на участке взаимопроникновения образуется своего рода композиционный материал, соединяющий два упомянутых предмета в соединение с геометрическим замыканием.
Как упомянуто выше, энергию, необходимую для расплавления термопластичного материала на этапе закрепления, предпочтительно подают к одному из упомянутых двух предметов в виде механической вибрации, в частности, ультразвуковой вибрации, для преобразования ее в выделяющуюся при трении теплоту на поверхности контакта вставной части и стенки отверстия. Упомянутая вибрация предпочтительно имеет основное направление вибрации, параллельное поверхностям вставной части и стенки отверстия в месте активной посадки с натягом. Таким образом, для обеспечения бокового закрепления предпочтительными являются продольные вибрации, по существу, параллельные глубине отверстия, или вращательные вибрации вокруг оси, по существу, параллельной глубине отверстия. Кроме того, в случае приложения вышеупомянутого дополнительного сдвигающего усилия, данное усилие предпочтительно направляют параллельно основному направлению вибрации, то есть в двух вышеупомянутых случаев оно направлено параллельно глубине отверстия или представляет собой крутящий момент вокруг оси, параллельной глубине отверстия.
Также могут быть применены и другие виды энергии, например, облучение электромагнитной энергией, (для чего в местах активной посадки с натягом должно быть обеспечено наличие соответствующих поглощающих средств) или соответствующее нагревание (например, индуктивное или резистивное нагревание).
Как упомянуто выше, термопластичный материал и проницаемый материал, задействованные в закреплении, могут присутствовать только на определенных поверхностях вставной части и на стенках отверстия. Тем не менее, данные материалы могут также образовывать более крупные участки упомянутых двух предметов, которые могут содержать дополнительные участки из материалов, отличных от упомянутых материалов, или могут полностью состоять из термопластичного материала или проницаемого материала.
На участках активной посадки с натягом одна из двух поверхностей, прижатых друг к другу, может содержать элементы, выполняющие функции направляющих энергию элементов, то есть элементы в форме линий или заостренной формы, выступающие из главной поверхности. Эти направляющие энергию элементы могут быть выполнены с возможностью нарушать сплошность противоположной поверхности при создании посадки с натягом, что соответственно необходимо учитывать при расчете величины превышения размера вставной части.
Проницаемый материал и термопластичный материал должны иметь механические свойства (в условиях осуществления этапа создания посадки с натягом, то есть, обычно при комнатной температуре), обеспечивающие возможность выдерживать давление посадки с натягом. Также предпочтительно должна быть предотвращена ползучесть одного из упомянутых двух материалов, ослабляющая посадку с натягом, что может быть обеспечено посредством выбора материалов, по существу, не обладающих склонностью к ползучести при температуре, имеющей место на этапе создания посадки с натягом (аморфных полимеров при температуре ниже их температуры стеклования или предпочтительно по меньшей мере на 50°С ниже их температуры стеклования или частично кристаллических полимеров при температуре ниже их температуры плавления) или посредством сохранения временного интервала между этапом создания посадки с натягом и этапом закрепления достаточно коротким для того, чтобы начать этап закрепления до того, как посадка с натягом будет слишком ослаблена упомянутой ползучестью (чем короче упомянутый временной интервал, тем большая склонность к ползучести одного из упомянутых материалов допустима, то есть, тем более близко может быть используемая температура к вышеупомянутым пределам температуры для полимеров). Если энергию прикладывают в виде механической вибрации, проницаемый материал дополнительно должен быть выполнен с возможностью выдерживать вибрационное трение на этапе закрепления.
Проницаемый материал, подходящий для способа согласно настоящему изобретению, является твердым по меньшей мере в условиях, создаваемых при осуществлении способа (на этапе создания посадки с натягом и на этапе закрепления), причем в контексте описания настоящего изобретения "твердый" означает, что этот материал является жестким, по существу, неупругим (без упругих свойств), а также не является упруго сжимаемым или является в очень малой степени. Упомянутый проницаемый материал дополнительно содержит (фактические или потенциальные) пространства, в которые может втекать упомянутый расплавленный материал или в которые может быть вдавлен для закрепления. Проницаемый материал является, например, волокнистым или пористым или содержит проницаемые структуры поверхности, выполненные, например, посредством соответствующей механической обработки или посредством нанесения (фактические пространства для проникновения). Как вариант, проницаемый материал может быть выполнен с возможностью образования в нем таких пространств под действием гидростатического давления расплавленного термопластичного материала. Это означает, что проницаемый материал может не быть проницаемым или может быть проницаемым только в очень малой степени в условиях окружающей среды. Это свойство (наличие потенциальных пространственных промежутков для проникновения) подразумевает, например, неоднородность по механическому сопротивлению. Примерами материала с таким свойством являются: пористый материал, поры которого заполнены материалом, который может быть вытеснен из пор; композитный материал из мягкого материала и твердого материала; или неоднородный материал (например, древесина), в котором межповерхностное сцепление между составляющими меньше усилия, прилагаемого проникающим расплавленным материалом. Таким образом, в целом проницаемый материал содержит неоднородность по структуре ("пустые" пространства, например, поры, полости и другие подобные пространственные промежутки) или по составу материала (сдвигаемый материал или отделяемые материалы).
В способе согласно настоящему изобретению для образования удовлетворяющего требованиям воспроизводства качества соединения проницаемый материал должен иметь механические свойства, являющиеся достаточно предсказуемыми и однородными для придания посадке с натягом предсказуемой прочности, и поскольку этот случай мало соответствует случаю живой кости, предлагаемый способ не подходит для медицинских целей.
В вариантах осуществления с отверстием, например, с глухим отверстием, в которое вставляют вставную часть посредством введения вставной части в отверстие, упорный предмет подвергается воздействию значительной механической нагрузки вследствие запрессовочного усилия. В зависимости от состава проницаемого материала или, возможно, других материалов упорного предмета может иметь место риск образования трещин или других повреждений, вызванных введением вставной части в отверстие перед этапом закрепления.
Например, в некоторых вариантах осуществления предлагаемого изобретения упорный предмет может содержать плитообразный участок (например, обеспеченный плитообразной формой или содержанием плитообразной составляющей) с широкими поверхностями и узкой боковой поверхностью между этими широкими поверхностями, при этом отверстие проходит от узкой боковой поверхности вовнутрь (то есть отверстие имеет устье на узкой боковой поверхности).
В целом, при необходимости могут быть приняты меры по предотвращению трещин или других повреждений (вспучивания или, например, расслоения участков). В частности, для уменьшения площадей противоположных поверхностей, подвергаемых воздействию запрессовочного усилия, могут быть приняты следующие меры:
поперечные сечения вставной части и отверстия выполнены с различной формой так, что посадка с натягом осуществляется только в частях контура данных поперечных сечений;

- Дополнительно или в качестве варианта, сопряжение поперечных сечений вставной части и отверстия может быть различным по глубине отверстия таким образом, что упомянутая посадка с натягом осуществляется только на заранее заданных участках, расположенных вдоль этой глубины; в частности, упомянутая посадка с натягом может осуществляться только на участках на некотором расстоянии от устья упомянутого отверстия (то есть более глубоких участках), поскольку риск образования трещин или других повреждений в краевой области упомянутого отверстия является наибольшим;
- Дополнительно или в качестве еще одного варианта, вставная часть может быть выполнена с полой частью, в частности, если данная вставная часть выполнена из, например, малоупругого материала; в некоторых примерах дистальный конец может быть полым;
- Дополнительно или в качестве другого варианта, вставная часть может быть выполнена с жесткими или гибкими/мягкими крыльями. В этом случае вставная часть может, например, выстреливаться в отверстие под действием давления воздуха или аналогичным образом. При этом упомянутые крылья могут обеспечить то, что вставная часть будет установлена в правильном положении без вызывания трещинообразования;
- Дополнительно или в качестве еще одного дополнительного варианта запрессовочное усилие может быть создано изнутри первого объекта непосредственно перед этапом закрепления и после расположения предметов относительно друг друга. В частности, первый предмет может быть выполнен с внутренним отверстием, доступным с проксимальной стороны, и в данное отверстие может быть вдавлен расширительный элемент, например, посредством вибрационного инструмента, посредством которого впоследствии передают энергию первому предмету. В этом случае упомянутый расширительный элемент имеет большее поперечное сечение, чем внутреннее отверстие, поэтому он обеспечивает расширение первого предмета, что, таким образом, обеспечивает создание запрессовочного усилия изнутри.
Примерами проницаемых материалов, применимых в предлагаемом способе, являются твердые материалы, например, древесина, фанера, древесно-стружечная плита, картон, материал из бетонного камня, пористое стекло, пенометалл, пенокерамика или полимерные материалы или материалы из спекаемой керамики, стекла или металла, причем такие материалы содержат пространства, в которые может проникать термопластичный материал и которые первоначально заполнены воздухом или другим перемещаемым или сжимаемым материалом. Другими примерами являются композитные материалы с вышеупомянутыми свойствами, или материалы с поверхностями с соответствующей шероховатостью, с соответствующими структурами поверхности, выполненными посредством механической обработки, или соответствующие поверхностные покрытия (например, состоящие из частиц). Если проницаемый материал имеет термопластичные свойства, необходимо, чтобы он сохранял свою механическую прочность на этапе закрепления, например, за счет того, что данный материал дополнительно имеет механически стабильную фазу или имеет значительно более высокую температуру плавления, чем термопластичный материал, расплавляемый на этапе закрепления.
Термопластичный материал, подходящий для способа согласно настоящему изобретению, также является твердым в условиях проведения этапа создания посадки с натягом, в том смысле, как описано выше в отношении проницаемого материала. При этом данный термопластичный материал имеет полимерную фазу (в частности, на основе цепи углерода (С), фосфора (Р), серы (S) или кремния(Si)), переходящую из твердого в жидкое или текучее состояние выше диапазона критических температур, например, посредством плавления, и повторно переходящая в твердое состояние при повторном охлаждении ниже диапазона критических температур, например, посредством отвердевания, причем вязкость твердой фазы выше, чем вязкость жидкой фазы на несколько порядков величины (по меньшей мере на три порядка величины). Термопластичный материал обычно содержит полимерный компонент, который не сшит ковалентно поперечно или поперечно сшит так, что при нагревании до или свыше диапазона температур плавления происходит обратимое открытие поперечно сшивающих связей. Полимерный материал может дополнительно содержать наполнитель, например, волокна или частицы материала без термопластичных свойств или с термопластичными свойствами, диапазон температур плавления которых значительно более высок, чем диапазон температур плавления основного полимера.
Примерами термопластичного материала, применимого в способе согласно настоящему изобретению, являются термопластичные полимеры, сополимеры или наполненные полимеры, причем основной полимер или сополимер представляет собой, например, полиэтилен, полипропилен, полиамид (в частности, полиамид -12, полиамид-11, полиамид-6 или полиамид-66), полиоксиметилен, поликарбонат-уретан, поликарбонаты или полиэфиркарбонат, акрилонитрил-бутадиен-стирол (ABS), стирол-акрилонитрил-акрилоэстер (ASA), стиролакрилонитрил, поливинилхлорид, пенополистирол или полиэфиркетон (РЕЕК), полиимидоэфир (PEI), полисульфон (PSU), полифениленсульфид (PPS), жидкокристаллические полимеры (LCP) и другие подобные материалы. При этом жидкокристаллические полимеры (LCP) представляют наибольший интерес, поскольку резкое падение их вязкости при плавлении обеспечивает их возможностью проникать в очень малые пространства в проницаемом материале.
Обычно один из двух соединяемых предметов должен быть выполнен с возможностью передавать энергию вибрации, предпочтительно с минимумом энергетических потерь, от проксимальной стороны предмета, к которой приложен вибрационный инструмент, к дистальной стороне, на которой расположена вставная часть или отверстие. Если упомянутый предмет полностью выполнен из термопластичного материала, то данный материал должен иметь модуль упругости (при комнатной температуре) по меньшей мере 0,5 ГПа или, предпочтительно, по меньшей мере 1,0 ГПа.
Термопластичный материал и проницаемый материал должны быть выполнены так, чтобы обеспечивалась возможность осуществления соответствующей посадки с натягом и требуемого проникновения, что обеспечивает соответствующее закрепление. Так, эффективным сочетанием материалов является, например, сочетание фанеры (в качестве проницаемого материала) и полиамида (в качестве термопластичного материала).
Механическая вибрация или колебания, подходящие для способа согласно настоящему изобретению, предпочтительно имеют частоту от 2 до 200 кГц (более предпочтительно от 10 до 100 кГц или от 20 до 40 кГц) и энергию вибрации от 0,2 до 20 Вт на квадратный миллиметр активной поверхности. При этом вибрационный инструмент (например, сонотрод) выполнен так, что его контактная поверхность колеблется преимущественно в направлении оси данного инструмента (продольная вибрация) с амплитудой от 1 до 100 мкм, предпочтительно от примерно 30 до 60 мкм. Такие предпочтительные вибрации производятся, например, ультразвуковыми устройствами, известными, например, из области ультразвуковой сварки.
В предпочтительном варианте осуществления этапа закрепления способа согласно настоящему изобретению один из двух предметов (упорный предмет) фиксируют в устойчивом положении, и применяют вибрационный инструмент к другому предмету (свободному предмету), и, в случае необходимости вибрационный инструмент используют для передачи в свободный предмет не только вибрации, но и сдвигающего усилия, направленного параллельно глубине отверстия. При этом вибрационный инструмент может не быть соединенным со свободным предметом или быть свободно соединенным, то есть упомянутый инструмент воздействует на свободный предмет, по существу, как молот. В качестве варианта вибрационный инструмент может быть прикреплен к свободному предмету так, что вибрация полностью передается в свободный предмет.
Нежелательное перемещение двух предметов относительно друг друга (или вставной части внутри отверстия соответственно) из-за воздействия сдвигающего усилия, направленного параллельно глубине отверстия, ограничивают или предотвращают, например, посредством выполнения упомянутого отверстия в виде глухого отверстия или с упомянутым соответствующим уменьшением поперечного сечения или посредством расположения вспомогательного упора внутри или у устья сквозного отверстия и посредством размещения вставной части внутри отверстия на этапе создания посадки с натягом так, что дистальный конец вставной части упирается в дно глухого отверстия, или в упомянутое уменьшение поперечного сечения, или во вспомогательный упор или имеет заранее заданное малое расстояние от упомянутого дна.
В примере предпочтительного варианта осуществления способа согласно настоящему изобретению упомянутый упорный предмет имеет отверстие (например, глухой канал, то есть отверстие с постоянным круглым поперечным сечением и дном) и содержит проницаемый материал (например, состоит из древесины или древесно-стружечной плиты). Упомянутый свободный предмет содержит вставную часть (выполненную, например, в форме штифта) и состоит из термопластичного материала (например, полиамида РА 6.6). При этом закрепление обеспечивается, по существу, на боковых сторонах вставной части, но также предпочтительно на дне упомянутого канала. Кроме того, вставная часть имеет поперечное сечение, выполненное с несколько увеличенным размером относительно упомянутого отверстия посредством того, что данная часть имеет диаметр, превышающий диаметр упомянутого канала. Таким образом, на этапе создания посадки с натягом упомянутую вставную часть вдавливают в упомянутый канал до существенного контакта дистального конца данной части с дном канала, посредством запрессовочного усилия, прилагаемого с проксимального конца стержня с использованием любого подходящего инструмента, возможно, вибрационного инструмента в пассивном состоянии (не вибрирующего). Далее на этапе закрепления вибрационный инструмент активируют и, если применимо, одновременно прижимают к проксимальному концу свободного предмета дополнительным сдвигающим усилием.
В вариантах осуществления упомянутого типа осевое перемещение основной части вставной части может быть ограничено компенсацией сжатия дна отверстия и проникновения в проницаемый материал на участке этого дна. При этом проксимальный конец вставной части может быть перемещен далее за счет уменьшения длины вставной части для компенсации перемещенного в боковом направлении расплавленного материала.
Вставная часть, выполненная, например, цилиндрической, может иметь направляющие энергию средства в форме проходящих в осевом направлении выступов, причем данные выступы могут образовывать или не образовывать выступы в боковых стенках отверстия при создании посадки с натягом. Если превышение размера упомянутого штифта меньше радиальной высоты упомянутых выступов, то посадка с натягом и последующее закрепление осуществляется на участках выступов и не затрагивают впадины между выступами. В качестве варианта или в дополнение боковые стенки отверстия могут быть оснащены направляющими энергию элементами. Вставная часть предпочтительно выполнена полностью из термопластичного материала, но в качестве вариант может содержать сердцевину, проходящую по существу вдоль центральной продольной оси вставной части и выполненную из материала (например, из металла или керамического материала или термопластичного материала со значительно более высокой температурой плавления, чем у предназначенного для расплавления термопластичного материала), предпочтительно имеющего более высокую механическую прочность, чем термопластичный материал.
Примерными параметрами для вышеописанного предпочтительного варианта осуществления способа согласно настоящему изобретению, в котором, как описано выше, на этапе закрепления применяют вибрацию являются: (а) превышение размера вставной части на боковых сторонах относительно боковых стенок отверстия: в районе десятых долей миллиметра (например, от 0,1 до 0,5 мм), (b) посадка с натягом: в районе десятых долей Н (ньютона) на мм2 (например, от 0,1 до 1 / мм2).
Эксперименты показывают, что при использовании кратко описанного выше предпочтительного варианта осуществления способа согласно настоящему изобретению время, необходимое для выполнения этапа закрепления, может быть снижено примерно наполовину, если вдавливать вставную часть в отверстие одновременно с приложением вибрации. Данное снижение времени обеспечивает соответствующую экономию вибрационной энергии и соответствующее преимущество, относящееся к автоматизации процесса. Кроме того, в результате прикладывается меньшее напряжение к проксимальной поверхности, по которой совершает удары вибрационный инструмент, а также снижена опасность выдавливания расплавленного материала из устья упомянутого отверстия, что повышает общее качество результата осуществления упомянутого способа, в частности, в том, что даже если упомянутая проксимальная поверхность выполнена из термопластичного материала, на этапе закрепления она не деформируется или на ней не образуются нежелательные отметины, и участок устья отверстия остается чистым.
Примерами альтернативных вариантов вышеупомянутого предпочтительного варианта осуществления способа согласно настоящему изобретению (если не описаны выше в данном документе) являются, например, следующие:

Вышеперечисленные возможные признаки могут быть скомбинированы друг с другом в произвольных сочетаниях.
Настоящее изобретение также относится к аппарату для осуществления упомянутого способа в автоматизированном режиме. Данный аппарат содержит средства для вставки вставной части в упомянутое отверстие для создания посадки с натягом и закрепляющие средства для осуществления процесса закрепления. При этом средства для вставки могут- быть скомбинированы с закрепляющими средствами (например, за счет выполнения вибрационного инструмента с возможностью сначала вдавливать вставную часть в отверстие и затем подвергаться воздействию механических вибраций для ввода энергии в компоновку для процесса закрепления) или могут быть выполнены отдельными от средств закрепления.
Настоящее изобретение относится также к комплекту из аппарата и совокупности первых предметов. В случае если упомянутый аппарат дополнительно содержит средство изготовления отверстий (например, сверильное устройство), это средство для изготовления отверстий и первые предметы выполнены так, что вставка вставной части в упомянутое отверстие обеспечивает создание посадки с натягом.
Краткое описание чертежей
Ниже предлагаемое изобретение описано более подробно со ссылками на прилагаемые фигуры, на которых:
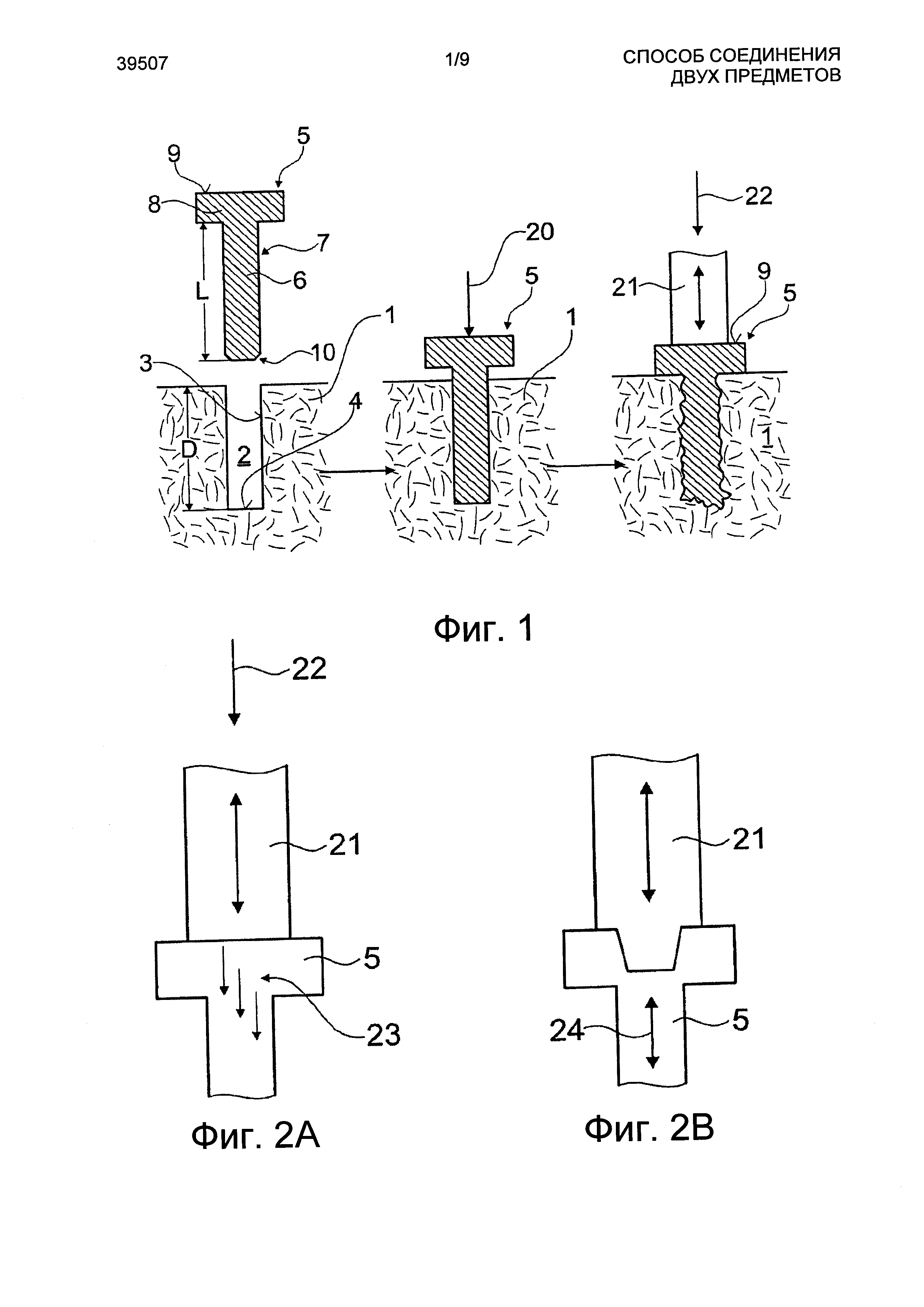
На фиг. 1 показан кратко описанный выше пример предпочтительного варианта осуществления способа согласно настоящему изобретению;
на фиг. 2А/В показаны два примера передачи вибрации от вибрационного инструмента к свободному предмету;
на фиг. 3А/В показаны два примера сопряжения дистального конца вставной части и дна отверстия при закреплении на дне отверстия в дополнение к боковому закреплению;
на фиг. 4 показана схема последовательности операций способа с фиг. 1;
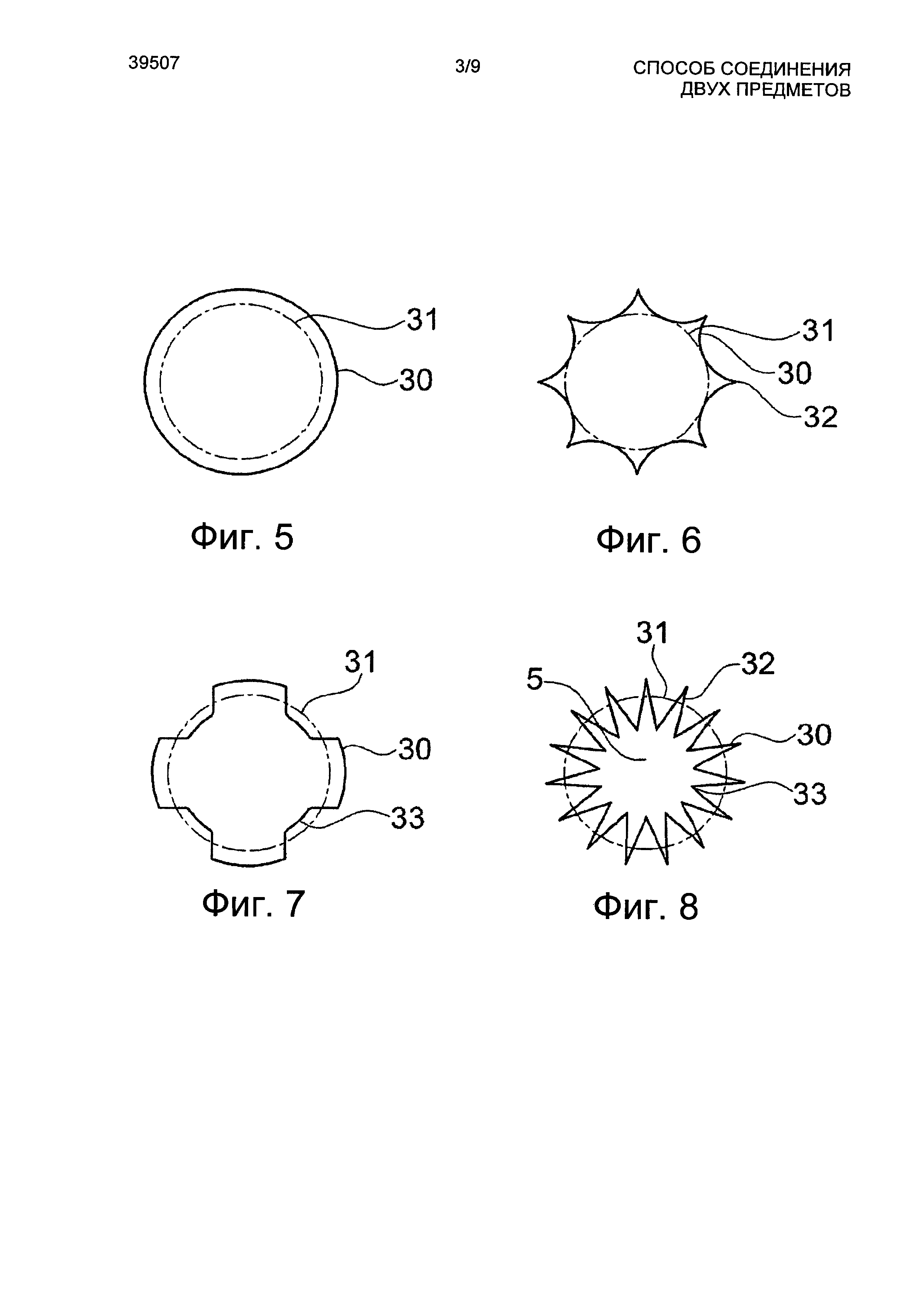
на фиг. 5-8 показаны примеры соответствующих сопряжений поперечных сечений вставных участков и отверстий, применимых, например, в способе с фиг. 1;
на фиг. 9-10 показаны примеры свободных предметов с нерасплавляемой сердцевиной;
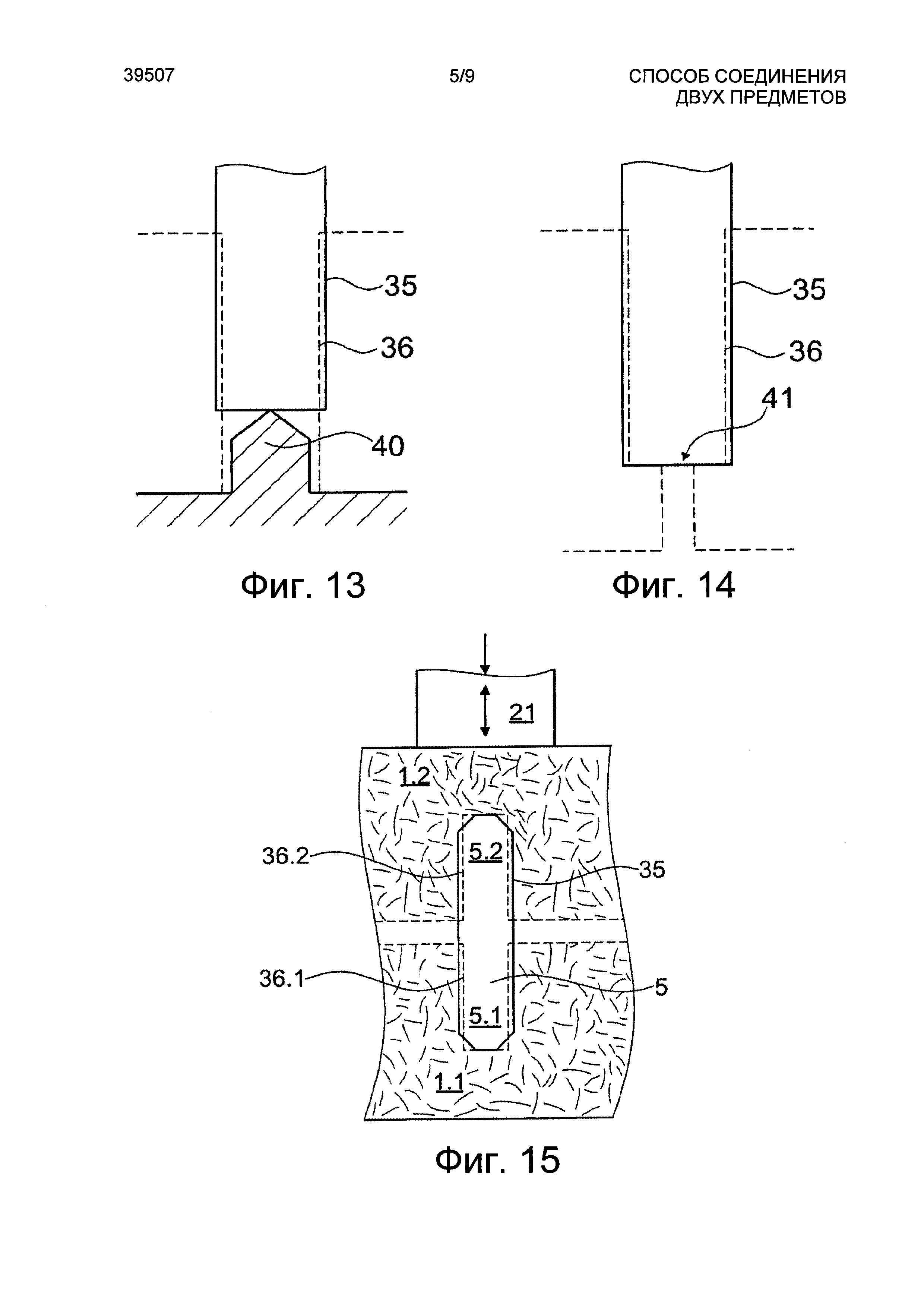
на фиг. 11-16 показаны примеры продольных сечений соответствующих вставных участков и отверстий, применимых, например, в способе с фиг. 1;
на фиг. 17 и 18 показаны примеры проксимальных участков, соединенных с вставными участками, закрепленными в отверстии, например, способом с фиг. 1;
на фиг. 19 показан вариант осуществления вставной части с полым дистальным концом;
на фиг. 20 показан вариант осуществления предлагаемого способа, в котором посадку с натягом создают посредством прижимания стеновых частей к вставной части;
на фиг. 21 показан пример варианта осуществления вставной части с множеством крыльев;
на фиг. 22 и 23 показаны другие примеры вариантов осуществления сопряжений поперечных сечений вставной части и отверстия, различающихся по глубине отверстия так, что посадка с натягом осуществляется только на заранее заданных участках, расположенных вдоль этой глубины;
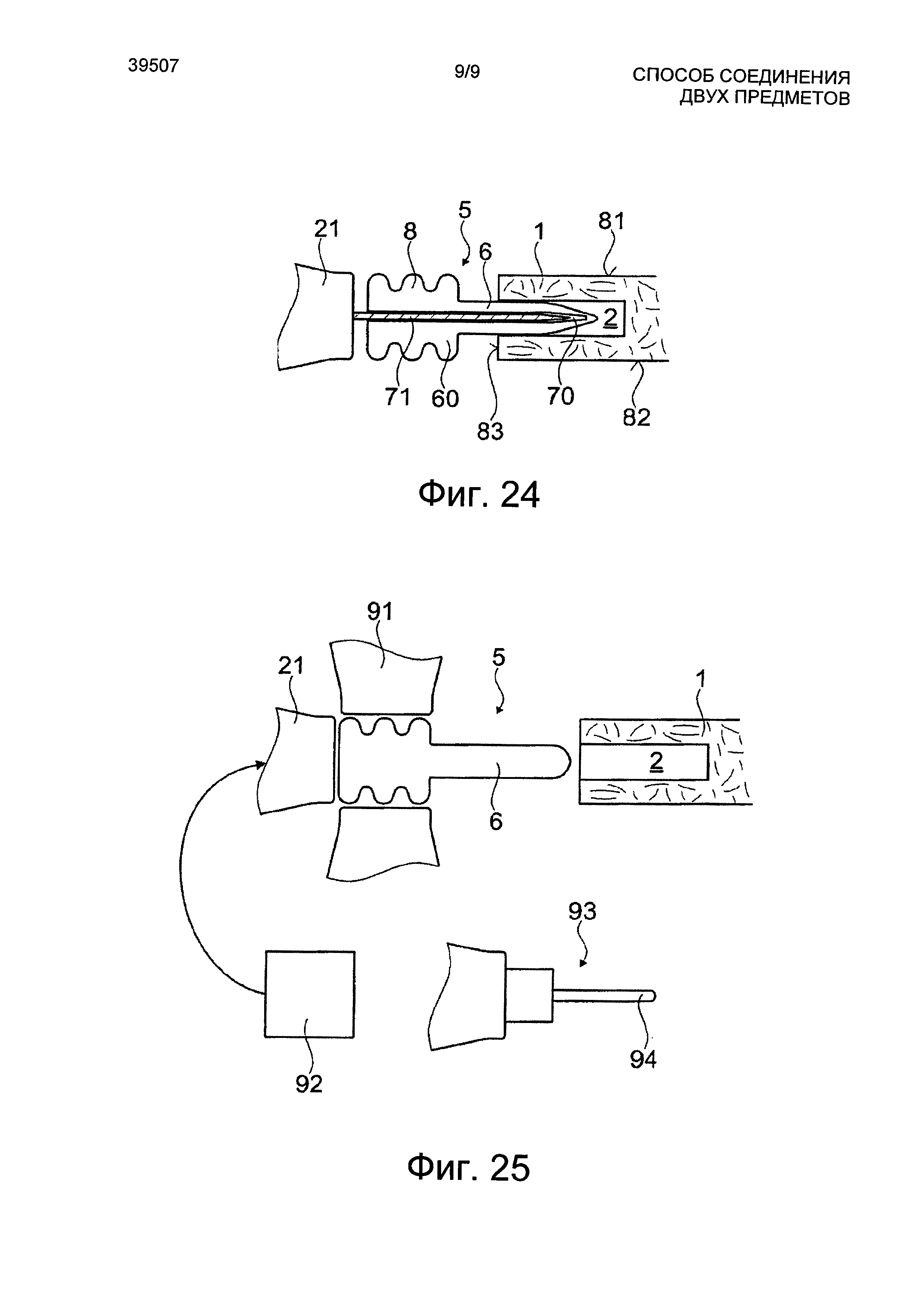
на фиг. 24 показан пример варианта осуществления, в котором создание запрессовочного усилия может быть осуществлено изнутри вставной части; и
на фиг. 25 схематично показан аппарат для осуществления процесса, как описано выше.
На прилагаемых фигурах одинаковые цифровые обозначения соответствуют одинаковым или аналогичным элементам.
Осуществление изобретения
На фиг. 1 показан кратко описанный выше предпочтительный вариант осуществления способа согласно настоящему изобретению, причем в данном варианте два предмета (вставная часть и отверстие соответственно) показаны в сечении, параллельном глубине отверстия (продольном сечении). В левой части фиг. 1 показаны два предмета, предназначенные для соединения друг с другом.
Упорный предмет 1 содержит глухое отверстие 2 с глубиной D, боковую стенку 3, выполненную по существу параллельной или образующую с глубиной D малый угол, и дно 4, которое, например, по существу, перпендикулярно глубине D. Упорный предмет 1 также содержит проницаемый материал, расположенный с образованием по меньшей мере части боковой стенки 3, например, всей боковой стенки и, в дополнение, донной стенки. При этом упорный предмет 1 может быть полностью выполнен из проницаемого материала или может также содержать участки, выполненные из других материалов. Свободный предмет 5 содержит дистально расположенную вставную часть 6 и также содержит термопластичный материал, который составляет по меньшей мере часть боковой поверхности 7 вставной части 6. При этом свободный предмет 5 может быть выполнен из термопластичного материала полностью, как показано на фиг. 1, или только частично.
Вставная часть 6 и отверстие 2 выполнены, как описано выше, (с поперечными сечениями, обеспечивающими создание натяга, и с осевой длиной вставной части, достаточной для упора дистального конца 10 данного участка в дно 4). Кроме того, свободный предмет 5 может дополнительно содержать проксимальный участок 8 (выполненный, например, с формой головки), причем его проксимальная поверхность 9 выполнена с возможностью применения инструментов, используемых на этапе создания посадки с натягом и на этапе закрепления.
В середине фиг. 1 показаны два предмета 1 и 5 после создания посадки с натягом. Дистальный конец 10 вставной части 6, выполненный, например, тупым, упирается в дно 4 отверстия 2, и вставная часть 6 удерживается в отверстии 2 посредством посадки с натягом, действующим в основном в боковом направлении (боковые поверхности вставной части и боковой стенки отверстия прижаты друг к другу). Для размещения вставной части 6 в отверстии 2 к проксимальной поверхностной стороне 9 свободного предмета 5 прилагают запрессовочное усилие 20 с использованием любого подходящего инструмента (не показанного на рассматриваемой фигуре). Как вариант, посадка с натягом может быть создана посредством обеспечения наличия упорного предмета 1, например, из множества поперечных сечений которого все содержат части отверстия, и посредством замыкания данных сечений вокруг вставной части 6, причем сила, посредством которой данные сечения перемещают друг к другу, составляет запрессовочное усилие (как показано на фиг. 20).
С правой стороны на фиг. 1 показаны два соединенных предмета 1 и 5, то есть после этапа закрепления. При этом свободный элемент 5 закреплен в отверстии 2 на участке боковых поверхностей 7 данного элемента (или, соответственно, в области боковой стенки 3 отверстия 2) и в области дистального конца 10 вставной части (или дна 4 отверстия 2 соответственно). Упомянутый этап закрепления осуществляют с применением вибрационного инструмента 21, который прижимают к проксимальной поверхности 9 свободного предмета 5.
Первоначальное превышение длиной L вставной части 6 глубины D отверстия 2 обеспечивает возможность перемещения свободного предмета 5 или его проксимального участка 8 к упорному предмету 1 для компенсации перемещения расплавленного на этапе закрепления материала. При этом, если нет необходимости в дополнительном закреплении дистальной поверхности проксимального участка 8 с поверхностью упорного предмета 1, то этап закрепления должен быть завершен не позднее момента, когда проксимальный участок 8 упрется в поверхность упорного предмета 1. Как вариант или в дополнение, завершение этапа закрепления может быть определено заранее заданным временным интервалом для этапа закрепления или заранее заданным максимальным значением сдвигающего усилия 22.
На фигурах 2А и 2В показаны два альтернативных варианта осуществления этапа закрепления, различающихся по сопряжению вибрационного инструмента и проксимальной поверхности свободного предмета, как кратко упомянуто выше.
В альтернативном варианте с фиг. 2А вибрационный инструмент 21 только прижат к проксимальной поверхности (не соединен с ней) свободного предмета 5 посредством сдвигающего усилия 22, причем вибрационный инструмент предпочтительно обеспечивает максимальную продольную вибрацию на его дистальной поверхности. Это означает то, что в свободный предмет 5 передается только часть вибрации, направленная в упорный предмет 5 (ударный эффект, показанный множеством маленьких стрелок 23). В случае необходимости только бокового закрепления, должны быть приняты меры предосторожности, гарантирующие наличие пространства на дне отверстия для малого сдвига дистального конца вставной части и сдвигающее усилие 22 должно быть мало. В случае необходимости закрепления также и на дне отверстия, как показано на фиг. 1, сдвигающее усилие должно не только способствовать преодолению посадки с натягом для обеспечения возможности трения, но также способствует донному закреплению, как известно, например, из патентного документа WO 98/042988.
В альтернативном варианте с фиг. 2В вибрационный инструмент 21 жестко соединен со свободным предметом 5, причем это соединение выполнено с возможностью передачи всей вибрации (двойная стрелка 24) в свободный предмет 5. В случае если нет необходимости закрепления на дне и если вибрационная энергия достаточно велика для преодоления посадки с натягом, и если упорный предмет достаточно стабильно зафиксирован или обладает достаточной инерцией, то для бокового закрепления отсутствует необходимость в дополнительном сдвигающем усилии. Такой способ применим, в частности, если упомянутое отверстие представляет собой не глухое отверстие, а сквозной канал. Если отверстие все же имеет дно, и кроме бокового закрепления требуется также закрепление на дне, то для такого донного закрепления необходимо достаточное "сдвигающее" усилие, которое может дополнять вибрацию для преодоления посадки с натягом.
На фигурах 3А и 3В показаны два альтернативных варианта, обеспечивающие более крепкое донное закрепление, причем показаны только дистальный конец вставной части 6 свободного предмета 5 и отверстие 2 упорного предмета 1. Как показано на фиг. 3А, сужающийся дистальный конец 10 вставной части 6 сопрягают с, по существу, плоской донной поверхностью 4 отверстия 2. Как показано на фиг. 3В, по существу, тупой дистальный конец 10 вставной части 6 сопрягают с дном 4 отверстия, имеющим коническую или аналогичную форму с по меньшей мере одним возвышением. При этом в альтернативном варианте с фиг. 3А имеется предрасположенность к взаимопроникновению в направлении параллельно глубине отверстия, а в альтернативном варианте с фиг. 3В имеется предрасположенность к боковому отводу расплавленного материала.
На фиг. 4 показа схема последовательности операций способа согласно настоящему изобретению. Как показано на данной схеме, упомянутый способ содержит следующие этапы: этап 25, на котором обеспечивают наличие двух предметов; этап 26, на котором посредством запрессовочного усилия создают посадку с натягом между вставной частью и отверстием; этап 27, на котором вставную часть закрепляют в отверстии посредством механической вибрационной энергии и, возможно, дополнительного сдвигающего усилия; и наконец этап 28, на котором останавливают вибрацию и обеспечивают повторное отверждение материала, расплавленного на этапе закрепления. Последовательность этапов 25-28 по времени соответствует показанному и не может быть изменена. Однако между этапами 25 и 26 и/или между этапами 26 и 27 могут быть паузы, причем, как упомянуто выше, если один материал из термопластичного материала и проницаемого материала имеет склонность к ползучести, то пауза между этапами 25 и 26 должна быть тщательно спланирована.
На фиг. 5-8 примеры соответствующих сопряжений поперечных сечений вставной части и отверстия, выполненных с возможностью применения по меньшей мере в предпочтительном варианте осуществления способа согласно настоящему изобретению с фиг. 1. Поперечное сечение 30 вставной части показано непрерывной линией и спроецировано на показанное прерывистой линией поперечного сечения 31 отверстия. Показанные поперечные сечения 30 и 31 представляют собой поперечные сечения элементов, наличие которых обеспечивают перед этапами создания посадки с натягом и закрепления. Превышение размера вставной части показано без соблюдения масштаба (укрупнен). В строго цилиндрических (круглых или. других цилиндрических) вставных частях и отверстиях показанные поперечные сечения 30 и 31 проходят по большей части осевой длины вставной части и глубине отверстия. Во вставных частях и/или отверстиях других форм поперечные сечения могут изменяться по форме и/или размеру вдоль осевой длины вставной части и/или глубины отверстия.
На фиг. 5 показаны два круглых поперечных сечения 30 и 31 с требуемым превышением размера поперечного сечения 30 вставной части. Такое сопряжение поперечных сечений в результате обеспечивает равномерное закрепление на всей окружности вставной части и отверстия при условии равномерности проницаемого материала боковой стенки отверстия на участках посадки с натягом.
На фиг. 6 показано круглое поперечное сечение 31 для отверстия и поперечное сечение 30 вставной части с множеством ребер 32, выполняющих функции направляющих энергию элементов. Если ребра 32 выполнены достаточно острыми, то обеспечена возможность их проникновения в боковую стенку отверстия при создании посадки с натягом, что следует учитывать при определении натяга между упомянутыми поперечными сечениями. Если с превышением размера выполнены только ребра, но не впадины между этими ребрами, то закрепление осуществляется только в области данных ребер. Аналогичные эффекты могут быть достигнуты при выполнении поперечного сечения 31 отверстия с заострениями, выступающими из стенки отверстия, с сохранением поперечного сечения 30 вставной части По существу круглым.
На фиг. 7 показано сопряжение круглого поперечного сечения 31 отверстия и поперечного сечения 30 вставной части с выемками 33, глубина которых обеспечивает то, что в их области не создается посадка с натягом, и, следовательно, не осуществляется закрепление. Также в этом случае упомянутые выемки могут быть выполнены в стенке отверстия, а не во вставной части.
В варианте осуществления с фиг. 8 вставная часть имеет по меньшей мере на одной глубине звездообразное поперечное сечение. Упомянутое звездообразное поперечное сечение содержит острые грани 32, которые, как и в вариантах осуществления с фиг. 6 и 7, могут выполнять функции направляющих энергию элементов. Глубина углублений 33 между кромками обеспечивает то, что даже при врезании кромок в проницаемый материал остается определенное пространство, в которое может втекать некоторое количество термопластичного материала на этапе закрепления. Это может быть особенно преимущественно в случае, если проницаемый материал имеет сравнительно малую пористость.
В отличие от вариантов осуществления с фиг. 6 и 7 в варианте осуществления с фиг. 8 закрепление может осуществляться вдоль всей периферии вставной части.
На фиг. 9 показан свободный предмет 5 с сердцевиной 82, выполненной из, например, металлического материала, окруженного термопластичным покрытием 71.
В вариантах осуществления, в которых содержащий термопластичный материал предмет дополнительно содержит материал, который не размягчается или не расплавляется в условиях, создаваемых на этапе закрепления, отсутствует необходимость выполнять все покрытие из упомянутого термопластичного материала. Предпочтительно, чтобы по меньшей мере часть участка поверхности, нагруженная посадкой с натягом была выполнена из термопластичного материала. На фиг. 10 показан пример, в котором термопластичный материал 81 имеется только на дистальном конце. Возможны также альтернативные варианты с проходящими, например, по направлению оси полосами из термопластичного материала.
На фиг. 11-16 показаны сопряжения вставных частей и отверстий, подходящие для способа согласно настоящему изобретению, причем вставные части и отверстия рассечены вдоль длины вставной части или глубины отверстия соответственно, и сечение 35 вставной части также показано непрерывной линией и спроецировано на показанное прерывистой линией сечение 36 отверстия. В данном случае сечения 35 и 36 также представляют собой сечения элементов, наличие которых обеспечивают (то есть до этапа получения посадки с натягом и до этапа закрепления).
На фиг. 11 показано сопряжение сужающейся вставной части с сужающимся отверстием, причем выполненное сужение образовано множеством ступеней 37, имеющих, по существу, одинаковые осевые длины на вставной части и на отверстии. При этом поперечные сечения вставной части и отверстия между ступенями выполнены, по существу, одинаковым образом (с одинаковым превышением размера).
На фиг. 12 показано сопряжение сужающейся вставной части с сужающимся отверстием, причем в обоих случаях сужение является непрерывным и составляет с длиной вставной части и глубиной отверстия угол А, не превышающий 10-15°. Поперечные сечения вставной части и отверстия по длине вставной части и глубине отверстия предпочтительно имеют аналогичные формы, но уменьшающиеся размеры.
На фиг. 13 показан вышеописанный вариант осуществления предлагаемого изобретения с использованием вспомогательного упора 40, размещенного в сквозном отверстии и выполненного с возможностью противодействовать сдвигающему усилию и, возможно, также запрессовочному усилию. В случае необходимости удаления вспомогательного упора 40 из отверстия, при проектировании упорной поверхности и дистального конца вставной части должны быть приняты меры предосторожности, гарантирующие, что между упомянутой поверхностью и дистальным концом не будет образовано соединение на этапе закрепления. По аналогии с дном канала с фиг. 3В, вспомогательный упор может иметь поверхность, направленную к вставной части и содержащую возвышение, которое может выполнять функции направляющего энергию элемента для расплавления на дистальном конце вставной части.
На фиг. 14 показан вышеупомянутый вариант осуществления настоящего изобретения, в котором перемещение вставной части в отверстии ограничено ступенью 41 в данном отверстии, причем поперечное сечение отверстия уменьшено так, что дистальный конец вставной части не может быть перемещен далее ступени ни вследствие воздействия запрессовочного усилия, ни вследствие воздействия сдвигающего усилия.
На фиг. 15 показан еще один пример варианта осуществления способа согласно настоящему изобретению, при этом предмет 5, содержащий вставную часть и термопластичный материал, образует своего рода глухую заклепку. Дистальный участок 5.1 предмета 5 закрепляют в отверстии первого предмета 1.1, содержащего проницаемый материал, и проксимальный участок 5.2 предмета 5 закрепляют в отверстии второго предмета 1.2, содержащего проницаемый материал. При этом запрессовочное усилие, вибрацию и, в случае необходимости, сдвигающее усилие предпочтительно прикладывают к предмету 1.2 (свободному предмет), и предмет 1.1 (упорный предмет) сохраняют закрепленным, причем предмет 5 может выполнять функции как свободного предмета, так и упорного предмета.
На фиг. 16 показано сопряжение продольных сечений 35 и 36 вставной части и отверстия, в котором посадка с натягом и закрепление осуществляются только на заранее заданных участках, чередующихся с участками без посадки с натягом и закрепления вдоль продольной оси вставной части или глубины отверстия соответственно. Это возможно за счет чередующихся размеров поперечных сечений. Тот же эффект может быть обеспечен при сопряжении цилиндрической вставной части с отверстием, содержащим участки с различными размерами поперечных сечений, и наоборот. Если вибрационный инструмент 21 выполнен и снабжен энергией для осуществления продольной вибрации, то предпочтительно располагать вышеупомянутые участки с посадкой с натягом и закреплением в местах с большой амплитудой, а вышеупомянутые участки без посадки с натягом и закрепления - в местах с маленькой амплитудой. В условиях максимальной продольной амплитуды на дистальной поверхности вибрационного инструмента и проксимальной поверхности свободного предмета, области с посадкой с натягом и закреплением предпочтительно располагают на расстояниях от проксимальной поверхности, описываемых зависимостью n*λ/2 (n является целым числом), а участки без посадки с натягом и закрепления - между упомянутыми участками с посадкой с натягом и закреплением (на расстояниях λ/4, 3λ/4, 5λ/4 и так далее), как показано на графике в правой части фиг. 16.
На фигурах 17 и 18 показаны другие предпочтительные варианты осуществления проксимальных концов вставных участков, закрепленные в отверстиях, которые могут быть получены в соответствии с предлагаемым способом и, в частности, согласно предпочтительному варианту осуществления способа с фиг. 1. Как на фиг. 17, так и на фиг. 18 показаны частичные сечения, параллельные, соответственно, осевой длине вставной части или отверстия, причем показаны только область устья отверстия и проксимальный участок предмета 5.
На фиг. 17 показан предмет 5 только с вставной частью (без проксимального участка), закрепленной в отверстии своей проксимальной поверхностью 9, соответственно, заподлицо с поверхностью предмета 1 или в устье отверстия соответственно. Такое закрепление получают за счет выполнения предмета 5 с длиной, превышающей глубину отверстия, причем разница между упомянутой длиной и глубиной по существу соответствует ожидаемому укорочению предмета 5 на этапе закрепления вследствие проникновения термопластичного материала в боковую и донную стенки отверстия. Аналогичным образом, то есть посредством создания соответствующей разницы между длиной вставной части и глубиной отверстия, может быть получено любое требуемое положение проксимальной поверхностной стороны 9 относительно устья отверстия.
На фиг. 18 показан выполненный с головкой предмет 5, то аналогичный предмету с фиг. 1, причем выполненный в форме головки проксимальный участок 8 утоплен в соответствующем расширении поперечного сечения отверстия, примыкающего к устью данного отверстия.
На фиг. 19 показан вариант осуществления вставной части 6 с полым дистальным концом. Дистальный конец вставной части 6 выполнен с полым пространством 61 так, что дистальный конец 10 является в определенной степени гибким и обладает меньшим сопротивлением деформации при воздействии радиальной сжимающей силы на вставную часть по сравнению с вариантом осуществления с тупым дистальным концом. В результате запрессовочное усилие возрастает постепенно при введении в отверстие, а не является большим изначально.
На фиг. 20 показан вариант осуществления способа согласно настоящему изобретению, в котором, как упомянуто выше, посадку с натягом создают не запрессовкой вставной части в отверстие, а посредством размещения вставной части между стеновыми частями отверстия и прижимания частей стенки к вставной части. В показанном предпочтительном варианте осуществления части стенки образованы узкими поверхностями плит (упорные предметы 1.3 и 1.4), например, древесно-стружечных плит, проходящими по существу параллельно друг другу и образующими между собой отверстие 2. При этом вставная часть 6 имеет форму бруса. На этапе создания посадки с натягом вставную часть размещают и сжимают между стеновыми частями, причем упорные предметы 1.3 и 1.4 прижимают к свободному предмету 5 (посредством запрессовочного усилия 20). В верхней части фиг. 20 показаны предметы до этапа создания посадки с натягом, и в нижней части- после посадки с натягом.
В варианте осуществления с фиг. 21 свободный предмет 5 имеет множество крыльев 62, прикрепленных к вставной части 6. Крылья 62 могут быть выполнены сравнительно мягкими, что, следовательно, облегчает размещение вставной части 6 в правильном положении в отверстии 2 без вызова трещинообразования в упорном предмете 1. В частности, в некоторых вариантах осуществления поперечное сечение основной части вставной части (то есть ее части, не образованной крыльями 62) может приблизительно соответствовать поперечному сечению отверстия 2 или даже быть немного меньше, чем поперечное сечение отверстия 2 таким образом, что запрессовочное усилие имеет место только области крыльев 62. Данный вариант осуществления может подходить для особо слабого или хрупкого проницаемого материала.
В одном из вариантов крылья 62 могут быть устойчивыми и могут выполнять функции режущих лезвий. Также в таком варианте крылья 62 могут быть выполнены с возможностью стабилизации вставной части при введении.
Варианты осуществления с крыльями 62 представляют собой примеры вариантов осуществления, подходящих для процессов, в которых вставную часть 6 выстреливают в отверстие, как, например, в способе с использованием пневматического пистолета.
На фиг. 22 показан, в дополнение к фиг. 16, пример варианта осуществления, в котором сопряжение поперечных сечений вставной части и отверстия различается по глубине отверстия так, что посадка с натягом ограничивается заранее заданными участками, расположенным вдоль данной глубины. В частности, в варианте осуществления с фиг. 22 посадка с натягом осуществляется только в более глубоких сечениях, что, таким образом, минимизирует опасность возникновения трещин и других повреждений в краевой области упомянутого отверстия, в которой второй предмет 1 является наиболее хрупким, в особенности, если данный предмет имеет форму плиты, и упомянутое отверстие проходит от узкой поверхности.
В этих целях отверстие выполнено ступенчатым, причем вставная часть выполнена, по существу, цилиндрической (с возможным исключением в виде направляющих энергию элементов и/или небольшого сужения).
Отверстие, с внутренним (дистальное) сечением 2.1 меньшего диаметра и наружное (проксимальное) сечение 2.2 большего диаметра, может быть изготовлено, например, в процессе двойного сверления двумя различными сверлами. Изготовление возможно также при помощи ступенчатых сверл.
Для создания посадки с натягом поперечное сечение (с диаметром d1 в показанном варианте при допущения о приблизительно круглом поперечном сечении) внутреннего сечения 2.1 выполнено меньшим, чем поперечное сечение (обладающее диаметром d1) вставной части, причем поперечное сечение (с диаметром d2) внешнего сечения 2.2 может приблизительно соответствовать диаметру вставной части или даже быть немного большим.
На фиг. 23 показана модификация варианта осуществления с фиг. 22, с множеством ступеней. В данной модификации диаметры соответствующих сечений выполнены так, что в показанной конфигурации при частичном введении вставной части отсутствует посадка с натягом, и упомянутая посадка с натягом создается при вжатии наиболее дистального сечения 6.2 вставной части в наиболее заглубленный участок 2.1 отверстия и при вводе более проксимального сечения 6.1 в среднее сечение 2.2 отверстия, но не внутри наиболее проксимального сечения 2.3 отверстия.
На фиг. 24 показан еще один вариант осуществления предлагаемого изобретения. В данном случае допущено, что упорный предмет 1 представляет собой плиту с двумя широкими поверхностями 81, 82 и узкой боковой поверхность 83, с отверстием 2 в узкой боковой поверхности. В некоторых вариантах с упорным предметом в форме плиты существует опасность образования трещин при введении вставной части в отверстие, или отслоения участков.
Вариант осуществления с фиг. 24 представляет собой пример варианта осуществления, в котором запрессовочное усилие создают изнутри свободного предмета 5, начиная, например, только непосредственно перед этапом закрепления. С этой целью свободный предмет 5 выполнен с внутренним отверстием 70, в которое вдавливают расширительный элемент 71, имеющий по меньшей мере на определенных осевых глубинах поперечное сечение, большее, чем поперечное сечение упомянутого внутреннего отверстия. При этом вставная часть 6 и отверстие 2 выполнены так, что при расположении вставной части 6 в отверстии 5 до размещения расширительного элемента 71 не происходит создание посадки с натягом или происходит создание посадки с натягом только с очень маленьким запрессовочным усилием. Упомянутый расширительный элемент 71 может быть введен, например, посредством силы, прикладываемой вибрационным инструментом 21 (сонотродом), непосредственно перед этапом вызывания механической вибрации для обеспечения соударения вибрационного инструмента 21 и свободного предмета.
Конфигурация с упорным предметом, имеющим сечение в форме плиты, и с отверстием, проходящим от узкой боковой поверхностной стороны, является применимой для всех вариантов осуществления настоящего изобретения, описанных в данном тексте. Применение данной конфигурации распространяется также на мебельную промышленность, причем выполненная в форме головки часть 8 свободного предмета 5 может выполнять функции охватываемой части соединения, выполненного для взаимодействия с охватывающей частью второго мебельного компонента, - как описано, например, в патентной заявке WO 2013/104422, поданной компанией "Интер Икеа Системз БиВи" (Inter Ikea Systems B.V).
На фиг. 25 также схематично показаны элементы аппарата для автоматизированного осуществления вышеописанного способа. Данный аппарат содержит в дополнение к вибрационному инструменту 21 захватное приспособление 91 для размещения свободного предмета 5 относительно упорного предмета 1 перед этапом создания посадки с натягом и, по меньшей мере частично, на этом этапе. При этом перед тем, как упомянутый инструмент подвергают воздействию вибраций, вибрационный инструмент 21 может быть использован для создания посадки с натягом, например, посредством вжимания вставной части в отверстие. Как вариант, данный аппарат может содержать отдельную вставляющую установку, в которой посадку с натягом создают посредством соответствующего вставляющего инструмента, например, посредством толкателя.
Упомянутый вибрационный инструмент соединен с источником 92 вибрации, например, пьезоэлектрическим преобразователем, выполненным для обеспечения вибрации вибрационного инструмента.
Упомянутый аппарат может дополнительно содержать устройство для изготовления отверстий, например, сверлильное устройство 92, содержащее сверло 94. При этом диаметр данного сверла подогнан под внешний диаметр вставной части 6 так, что при вставке вставной части в отверстие создается посадка с натягом, то есть сверло 94 выполнено с возможностью формирования отверстия с диаметром, в определенной степени меньшим, чем внешний диаметр вставной части.
Упомянутый аппарат может представлять собой автоматизированный аппарат для массового производства, содержащий множество установок и перемещающие средства для транспортирования упорного предмета от одной установки к другой. Например, данный аппарат может содержать установку формирования отверстий (сверления), вставляющую установку и закрепляющую установку, а также средства для транспортирования упорных предметов от установки к установке циклическим образом. При этом данный аппарат может содержать дополнительные установки, например, установку нарезания по размеру, расположенную перед установкой формирования отверстий. Дополнительно или как вариант, данный аппарат может содержать накопители для необработанных упорных предметов, обработанных упорных предметов (куда транспортируют предметы после осуществления предлагаемого способа) и/или для свободных предметов.
Пример
При осуществлении способа, как показано на фиг. 1, устройство закрепления из полиамида (полиамида РА 6.6, заполненного на 15% стекловолокнами) присоединялось к пористой конструкционной пене плотностью в диапазоне от 0,5 до 0,8 г/см3. При этом в пене было выполнено отверстие в виде глухого канала. Вставленная часть упомянутого устройства была выполнена цилиндрической, имела круглое поперечное сечение (без направляющих энергию элементов) с диаметром с несколько (на 3%) увеличенным размером для создания посадки с натягом, и с избыточной длиной, превышающей на 25% глубину упомянутого канала, и с тупым дистальным концом. Данное устройство вдавливали в отверстие, что обеспечило создание посадки с натягом примерно 10 МПа относительно поперечного сечения устройства. Во вставленном положении дистальный конец данного устройства упирался в дно глухого канала. На этапе закрепления пена была локально зафиксирована (упорный предмет), и к проксимальной поверхности устройства (свободному предмету) прикладывалась ультразвуковая вибрация, и одновременно стержень был прижат ко дну отверстия сдвигающим усилием, превышающей примерно в два раза запрессовочное усилие, посредством стационарного ультразвукового устройства марки Branson (серия 2000). При этом устройство закрепления не было прикреплено к сонотроду ультразвукового устройства. Этап закрепления осуществлялся с частотой вибрации примерно 20 кГц и с продольной амплитудой на дистальном конце сонотрода в диапазоне от 50 до 90 мкм. Примерно через 0,3 секунды выполнения этапа закрепления устройство закрепления было полностью посажено в упомянутую пену, и вибрация была остановлена.
Избыточная длина устройства закрепления была использована вследствие перемещения термопластичного материал в дно отверстия, а также, возможно, вследствие увеличения глубины отверстия под действием запрессовочного усилия или сдвигающего усилия, и, дополнительно, вследствие радиального сдвига термопластичного материала. Полученное на боковых сторонах устройства закрепление являлось очень равномерным в направлении вокруг устройства и, в частности, вдоль длины данного устройства. При этом для удаления закрепленного устройства из пены нужно было приложить силу, превышающую примерно в два раза силу, необходимую для удаления идентичного устройства, закрепленного аналогичным способом в канале без несколько уменьшенного размера (без боковой посадки с натягом и, следовательно, почти без какого-либо закрепления). Полученный результат позволяет сделать вывод о том, что боковое закрепление, обеспеченное боковой посадкой с натягом обеспечивает примерно ту же величину удерживающей прочности, что и закрепление на дне канала.
Если аналогичное устройство закрепляют в аналогичном отверстии при помощи того же оборудования, но с приложением вибрации уже во время запрессовки стержня в отверстие, то на этапе закрепления основанная часть данного устройства должна быть перемещена на полную глубину отверстия, что по меньшей мере удваивает время, необходимое на этап закрепления.
Реферат
Изобретение относится к области машиностроения и строительства, в частности к способу соединения двух предметов, и направлено на повышение надежности соединения. Способ соединения двух предметов включает в себя этапы, на которых: обеспечивают наличие двух предметов, содержащих разные материалы, при этом первый материал является твердым и обладает термопластичными свойствами, и второй материал является твердым и проницаемым для первого материала в расплавленном состоянии, при этом один из двух предметов дополнительно имеет отверстие с глубиной, и другой из двух предметов дополнительно содержит вставную часть, причем отверстие и вставная часть выполнены так, что обеспечена возможность размещения вставной части в отверстии с созданием посадки с натягом, при этом первый и второй материалы составляют часть прижатых друг к другу в посадке с натягом противоположных участков поверхностей вставной части и отверстия, создают посадку с натягом посредством размещения вставной части в отверстии и приложения запрессовочного усилия, после создания посадки с натягом закрепляют вставную часть в отверстии посредством передачи энергии, подходящей для расплавления первого материала, в зону противоположных участков поверхностей в количестве и времени, достаточном для расплавления первого материала, в то время как второй материал остается твердым, и взаимопроникновения первого и второго материалов в зоне противоположных участков поверхностей, останавливают передачу энергии на время, достаточное для повторного отверждения первого материала, расплавленного на этапе закрепления. 3 н. и 25 з.п. ф-лы, 27 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ крепления соединителя и соединитель
Комментарии