Способ изготовления металлической микроструктуры и микроструктура, полученная указанным способом - RU2528522C2
Код документа: RU2528522C2
Чертежи




































Описание
Область техники
Настоящее изобретение относится к способу изготовления металлической микроструктуры с применением технологии LIGA (литография, гальванопластика и формовка). В частности, изобретение относится к способу изготовления микроструктуры, имеющей более точные и лучше регулируемые в процессе изготовления размерные характеристики в отличие от микроструктур, полученных известными из уровня техники способами. Изобретение также относится к металлическим деталям, полученным указанным способом.
Уровень техники
Технология LIGA (литография, гальванопластика и формовка), которую в 1980-ых годах разработал W.Ehrfeld в Центре ядерных исследований Карлсруэ, Германия, доказала свое преимущество при изготовлении высокоточных металлических микроструктур.
Процесс технологии LIGA состоит в следующем: нанесение слоя фоточувствительной смолы на проводящую подложку или подложку, покрытую проводящим слоем; проведение с помощью синхротрона рентгеновского облучения через маску, соответствующую контуру требуемой микроструктуры; выработка, т.е. удаление, физическими или химическими средствами необлученных участков слоя фоточувствительной смолы для создания матрицы, контур которой определяет контур формируемой микроструктуры; гальваническое осаждение металла, как правило никеля, в матрицу из фоточувствительной смолы и последующее удаление матрицы для высвобождения микроструктуры.
Качество получаемых микроструктур является идеальным, но необходимость иметь дорогостоящую единицу оборудования (синхротрон) делает эту технологию не совместимой с массовым производством микроструктур, при котором должна быть обеспечена низкая штучная себестоимость.
По этой причине были разработаны аналогичные способы, в основе которых лежит технология LIGA, но используются смолы, чувствительные к ультрафиолетовому излучению. Например, в статье А.В. Frazier и др. "Metallic Microstructures Fabricated Using Photosensitive Polyimide Electroplating Molds", опубликованной в Journal of Microelectromechanical systems, Vol.2, N deg.2, июнь 1993, описан способ, который применяется для изготовления металлических структур электроосаждением металла в матрицах на основе фоточувствительного полиимида. Указанный способ включает следующие этапы:
- создание жертвенного металлического слоя и слоя затравки для проведения последующего этапа электроосаждения;
- нанесение слоя фоточувствительной полиимидной смолы;
- воздействие на слой полиимидной смолы ультрафиолетовым излучением через маску, соответствующую контуру требуемой микроструктуры;
- выработка посредством растворения необлученных частей полиимидного слоя с целью получения множества полиимидных матриц;
- гальваническое осаждение никеля в открытых участках матриц до достижения высоты указанных матриц;
- отделение полученных металлических структур от подложки и
- удаление полиимидных матриц для высвобождения электроформованных металлических деталей.
Таким образом изготавливают большие партии электроформованных микроструктур или деталей. После изготовления детали сортируют и приклеивают к пластине для механической обработки и/или шлифовки до получения требуемой толщины и требуемого состояния поверхности.
На данном этапе требуется много времени на вспомогательные операции и существует большой риск неправильного размещения деталей на указанной пластине, в особенности, когда электроформованные детали имеют малые размеры, как правило когда детали имеют размеры менее миллиметра. При указанном способе имеется определенный процент брака, в связи с чем повышаются издержки производства, что несовместимо с требованиями, предъявляемыми к промышленному производству.
Кроме того, в известных из уровня техники способах требуется нанесение достаточно большого количества электроформованного материала, чтобы все детали независимо от разброса по толщине смолы на поверхности подложки имели минимальную толщину. Это, соответственно, приводит к избыточному расходу электроосаждаемого материала.
Фактически в современных способах нанесения, обычно выполняемых центрифугированием или распылением, наблюдается разброс по толщине смолы, наносимой для формирования матриц. В этом отношении следует отметить, что в связи с неравномерностью слоя смолы, из которого формируются матрицы, при облучении смолы необходимо производить регулировку, принимая во внимание максимальную и минимальную толщину. Как следствие, увеличивается разброс геометрических размеров на поверхности матриц.
Исходя из вышеизложенного существует необходимость в способе, который позволит преодолеть указанные недостатки.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы предложить способ изготовления деталей или микроструктур, имеющих лучше регулируемую в процессе изготовления и более точную толщину и лучшее состояние поверхности по сравнению с деталями или микроструктурами, полученными известными из уровня техники способами, который, кроме того, позволяет преодолеть вышеупомянутые недостатки.
Изобретение также относится к способу, который позволяет снизить затраты на электроформовку, связанные как с продолжительностью изготовления, так и с количеством электроосажденного материала.
Кроме того, задача изобретения состоит в том, чтобы повысить равномерность фотолитографического экспонирования и таким образом повысить равномерность размеров деталей, изготовленных на одной и той же подложке.
Другая задача настоящего изобретения состоит в том, чтобы предложить способ, который будет недорогим и простым в осуществлении.
Таким образом, изобретение относится к способу изготовления множества металлических деталей или микроструктур, характеризующемуся тем, что он включает следующие этапы, на которых:
a) берут проводящую подложку или непроводящую подложку, покрытую проводящим затравочным слоем;
b) наносят слой фоточувствительной смолы на проводящую часть поверхности подложки;
c) сглаживают или выравнивают поверхность слоя фоточувствительной смолы до получения требуемой толщины и/или требуемого состояния поверхности;
d) облучают слой смолы через маску, определяющую контур требуемой микроструктуры;
e) растворяют незаполимеризовавшиеся участки фоточувствительного слоя смолы, чтобы обнажить участки проводящей поверхности подложки или подложки, если последняя является проводящей;
f) проводят гальваническое осаждение по меньшей мере одного слоя металла на указанном проводящем слое для формирования элементов, которые, по существу, достигают верхней поверхности слоя фоточувствительной смолы;
g) сглаживают или выравнивают слои смолы и осажденного металла до одного уровня с целью формирования электроформованных деталей или микроструктур;
h) отделяют слой смолы и электроформованные детали от подложки; и
i) удаляют слой фоточувствительной смолы с поверхности деталей или микроструктур, полученных в конце этапа h), для высвобождения готовых деталей или микроструктур.
Таким образом, предлагаемый способ позволяет получить слой смолы определенной постоянной толщины по всей поверхности подложки. Следует отметить, что слой смолы, имеющий равномерную толщину, позволяет изготовить матрицы, а затем готовые детали, которые на одной и той же подложке будут выполнены с одинаковой точностью размеров.
В основном способ согласно изобретению обеспечивает точность +1/-2 мкм по толщине нанесенной смолы, тогда как известные из уровня техники способы обеспечивают точность порядка ±30 мкм (нанесение покрытия центрифугированием).
Кроме того, сглаживание или выравнивание смолы перед этапом электролитического формования деталей не только позволяет сократить количество металла, наносимого для создания перемычек между деталями на более ранней стадии, как будет объяснено в дальнейшем (что приводит к экономии времени), но также позволяет сформировать плату, т.е. ряд электроформованных деталей, соединенных друг с другом перемычками из наносимого металла намного более равномерной толщины, что обеспечивает более равномерное приклеивание к рабочей пластине для последующих операций механической обработки.
В случае многоуровневого способа согласно технологии LIGA сглаживание смолы позволяет обеспечить более жесткий допуск по толщине различных уровней на всей подложке и, таким образом, всех деталей, изготовленных на подложке.
Отличием изобретения является то, что этап с) сглаживания осуществляется с использованием режущего инструмента и, предпочтительно, осуществляется посредством инструмента, участок режущей кромки которого изготовлен из твердого металла, керамики, карбида металла, нитрида металла или алмаза.
Проведение этапа сглаживания с использованием режущего инструмента предотвращает какое-либо загрязнение смолы и/или электроформованного металла мелкими частицами, которое может произойти, если на этапе сглаживания применять шлифование или полирование. К тому же при механической обработке с использованием режущего инструмента не имеет значения различие по толщине обрабатываемого материала (смолы или смолы и электроформованных деталей или деталей, приклеенных к рабочей пластине).
Согласно предпочтительному варианту осуществления изобретения при проведении этапа f) осаждаемый металл выходит за пределы матрицы по высоте и осаждение металла продолжается на сглаженной поверхности смолы с образованием металлических перемычек, соединяющих детали друг с другом, в результате чего формируется плата; этап g) пропускается и после проведения этапа h) металлические детали, соединенные друг с другом указанными перемычками, подвергаются следующим этапам обработки:
j) детали крепят к рабочей пластине опорной торцевой поверхностью, противоположной поверхности с перемычками;
k) наружные поверхности деталей механически обрабатывают до получения деталей требуемой толщины и/или с требуемым состоянием поверхности, удаляя перемычки и таким образом отделяя указанные детали друг от друга;
1) указанные обработанные детали отделяют от рабочей пластины.
Согласно первому варианту осуществления изобретения металлические перемычки между деталями способствуют:
1. Перемещению деталей на рабочую пластину для коррекции толщины.
2. Равномерному прижатию деталей к рабочей пластине при закреплении, приводящем к уменьшению разброса по толщине обработанных деталей.
3. Точному и равномерному размещению деталей для проведения любой последующей дополнительной механической обработки (электроэрозионной обработки, обработки со съемом стружки, алмазного шлифования, полирования, декорирования и т.д.).
Другими словами, дополнительное наращивание металла во время осаждения при проведении процесса по технологии LIGA обеспечивает создание перемычек между всеми деталями с образованием платы, которой можно манипулировать, не нарушая равномерную и точную локализацию деталей, полученных по технологии LIGA. Полученная плата далее может быть закреплена на рабочей пластине. Таким образом, преимущества точного расположения деталей используются при проведении механической обработки деталей на станке с ЧПУ (маркировки могут быть выполнены электролитическим формованием прямо на плате).
Преимуществом способа согласно изобретению является то, что после удаления перемычек из электроформованного металла сохраняется точное и равномерное размещение деталей для формирования многоуровневых деталей с помощью механической обработки, выполнения декорирования, нанесения покрытий (избирательно или полностью), для выполнения выемок или проточки, групповой сборки и т.д. посредством машин с числовым программным управлением или роботов в промышленном производстве.
Согласно второму варианту осуществления изобретения этап g) пропущен и после проведения разделения на этапе h) электроформованные детали, уже не связанные друг с другом, подвергают следующим этапам обработки:
m) накладывают клейкую ленту на поверхность указанных деталей, противоположную базовой торцевой поверхности;
n) указанные детали крепят к рабочей пластине базовой торцевой поверхностью, противоположной поверхности с перемычками;
о) наружные поверхности деталей механически обрабатывают до получения деталей требуемой толщины и/или с требуемым состоянием поверхности;
р) указанные обработанные детали отделяют от рабочей пластины.
Согласно третьему варианту осуществления изобретения после проведения этапа h) разделенные электроформованные детали уже не соединены друг с другом металлическими перемычками, однако соединены смолой. Далее детали подвергают следующим этапам обработки:
q) детали крепят к рабочей пластине базовой торцевой поверхностью;
r) наружные поверхности деталей механически обрабатывают до получения деталей требуемой толщины и/или с требуемым состоянием поверхности;
s) указанные обработанные детали отделяют от рабочей пластины.
Согласно предпочтительному варианту осуществления изобретения до проведения этапа k) детали, все еще закрепленные на рабочей пластине, подвергают этапу механической обработки по толщине.
Описанные выше этапы k), о), r) могут быть выполнены, несомненно, с использованием режущих инструментов.
Способ согласно изобретению находит наиболее предпочтительное применение при изготовлении микромеханических деталей для часовых механизмов или инструментов. В частности, способ применяется при изготовлении деталей, входящих в группу, содержащую: зубчатые колеса, анкерные колеса, палеты, шарнирные детали, пружины переключателя, пружины баланса и пассивные детали, кулачки, кнопки, цанги, матрицы, шпиндели, рейки и электроды для электроэрозионной обработки.
Краткое описание чертежей
Дополнительные особенности и преимущества настоящего изобретения будут более понятны из следующего подробного описания способа согласно изобретению на примере одного из вариантов осуществления изобретения, который приведен исключительно в качестве иллюстративного неограничительного примера со ссылкой на прилагаемые чертежи, на которых:
на фиг.1a-1h показаны этапы способа согласно предпочтительному варианту осуществления изобретения, используемого для изготовления множества зубчатых колес;
на фиг.2а-2k - этапы способа согласно первому варианту осуществления изобретения;
на фиг.3а-3k - этапы способа согласно второму варианту осуществления изобретения;
на фиг.4а-4j - этапы способа согласно третьему варианту осуществления изобретения.
Осуществление изобретения
На фиг.1a-1h показан первый вариант осуществления изобретения.
Подложка 1, используемая на этапе а) способа согласно изобретению, выполнена, например, из кремниевой, стеклянной или керамической пластины, на которую методом испарения осажден затравочный слой, т.е. слой, способствующий началу реакции электролитического формования. Как правило, затравочный слой образован из подслоя 2 хрома и слоя 3 золота (фиг.1а).
Альтернативно, подложка может быть изготовлена из нержавеющей стали или другого металла, способствующего началу реакции электролитического формования. В таком случае отсутствует необходимость в затравочном слое 2, 3. Если применяется подложка из нержавеющей стали, то перед использованием она подвергается очистке.
На этапе b) способа согласно изобретению используется фоточувствительная смола 4, которая, предпочтительно, является 8-функциональной смолой на эпоксидной основе и на рынке представлена фирмой Shell Chemical под индексом SU-8, и фотоинициатор, выбранный из триарилсульфониевых солей, таких которые описаны в патентном документе US 4058401. Указанная смола способна полимеризоваться под действием ультрафиолетового излучения. Следует отметить, что растворитель, который подходит для этой смолы, является гамма-бутиролактоном (ГБЛ) (фиг.1b).
Альтернативно, может использоваться фенолформальдегидная смола на основе новолака и фотоинициатор диазонафтохинон (ДНХ).
Для нанесения слоя смолы 4 требуемой толщины на подложку 1 можно использовать любые подходящие устройства, обычно используют спин-коутер. Как правило, толщина слоя смолы составляет от 150 мкм до 1 мм. В зависимости от требуемой толщины и соответственно используемой технологии нанесения смола 4 может наноситься один или несколько раз. Альтернативно, смола 4 может быть нанесена распылением.
Затем для удаления растворителя смолу 4 нагревают до температуры от 80 до 95° в течение периода времени, зависящего от толщины слоя нанесенной смолы. При нагреве смола высыхает и затвердевает.
На этапе с) подложку устанавливают в держателе металлорежущего станка, на котором сглаживают поверхность слоя отвердевшей фоточувствительной смолы до получения требуемой толщины и/или требуемого состояния поверхности (фиг.1с). Эту операцию сглаживания выполняют посредством режущего инструмента 5, чтобы предотвратить какое-либо загрязнение смолы любыми мелкими частицами, к которому может привести использование обычного абразивного инструмента для сглаживания. Следует отметить, что операция сглаживания, предпочтительно, выполняется всухую, т.е. без применения какой-либо смазки, чтобы предотвратить химическое загрязнение смолы.
Как правило, режущий инструмент является инструментом, участок режущей кромки которого изготовлен из твердого металла, керамики, карбида металла, нитрида металла или алмаза. После завершения этапа сглаживания получают подложку, покрытую слоем 4 смолы, поверхность которого является совершенно плоской и параллельной подложке. Слой смолы имеет требуемое состояние поверхности или шероховатость, составляющую Ra<25 нм, и требуемую толщину с допуском ±2 мкм.
Полученное таким образом состояние поверхности и геометрическая точность толщины слоя смолы являются особым преимуществом в случае применения многоуровневой технологии, поскольку состояние поверхности слоя смолы определяет состояние поверхности покрытия, нанесенного на указанную поверхность при гальваническом осаждении металла, а регулируемая толщина обеспечивает размеры каждого уровня каждой детали.
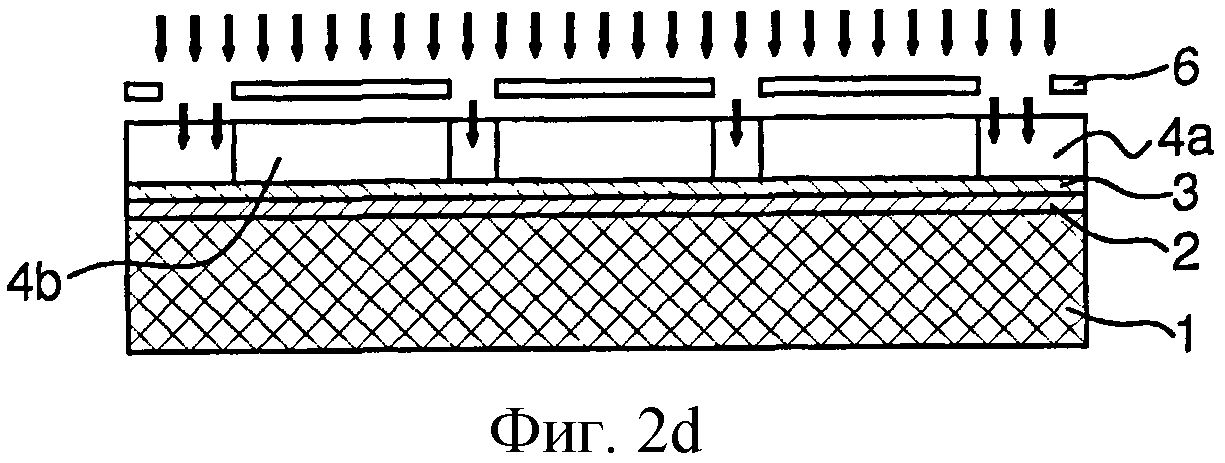
Следующий этап d), показанный на фиг.1d, заключается в ультрафиолетовом облучении сглаженного слоя смолы через маску 6, определяющую контур требуемых микроструктур, т.е. определяющую незащищенные области 4а и защищенные области 4b. Как правило, по длине слоя интенсивность ультрафиолетового излучения, измеренная при длине волны 365 нм, составляет от 200 до 1000 мДж·см-2.
При необходимости для завершения фотополимеризации, происходящей в результате ультрафиолетового облучения, может быть проведен этап отжига слоя смолы. Этап отжига, предпочтительно, проводят при температуре от 90°С до 95°С в течение времени от 15 до 30 мин. Незащищенные (заполимеризовавшиеся) области становятся не чувствительными к большинству растворителей. Впоследствии под воздействием растворителя защищенные области будут растворяться.
Следующий этап е), показанный на фиг.1е, состоит в проявлении защищенных областей 4b фоточувствительного слоя смолы, чтобы обнажить участки проводящего слоя 3 подложки 1. Это достигается путем растворения защищенных областей 4b под воздействием растворителя, выбранного из гамма-бутиролактона (ГБЛ) и пропилен-гликолевого монометилового эфира ацетата (ПГМЭА). Таким образом формируется множество матриц 4а из фоточувствительной смолы, определяющих контуры металлических структур.
Следующий этап f), показанный на фиг.1f, заключается в гальваническом осаждении металлического слоя в матрицах на указанном проводящем слое 3 для формирования множества блоков 71, 72, 73, которые достигают пределы матриц по высоте и выходят за них. В этом контексте под термином «металл», несомненно, подразумеваются и металлические сплавы. Как правило, металл выбирают из группы, включающей никель, медь, золото или серебро, а также включающей сплавы: медь-золото, кобальт-никель, железо-никель, никель-фосфор или никель-вольфрам.
Условия электролитического формования, в частности состав ванн, геометрию системы, плотность тока и напряжение выбирают индивидуально для каждого металла или сплава, который будет электроосажден способами, известными в области электролитического формования (см., например, статью Di Ban G.A. "Electroforming" в Electroplating Engineering Handbook, 4-ый выпуск под редакцией L. J. Durney, изданной компанией Van Nostrand Reinhold Company Inc, Нью-Йорк, США, 1984).
На следующем этапе g), показанном на фиг.1g, электроформованные блоки выравнивают со слоем смолы. На этом этапе может проводиться абразивная обработка и полировка или механическая обработка режущим инструментом, чтобы непосредственно получить микроструктуры с плоской верхней поверхностью, в частности с состоянием поверхности, соответствующим требованиям часовой промышленности согласно конъюнктуре рынка.
Следующий этап h), показанный на фиг.1h, заключается в отделении слоя смолы 4а и электроформованных блоков 71, 72, 73 от подложки 1. Как только эта операция отслоения была выполнена, слой 4а фоточувствительный смолы удаляют, чтобы освободить сформированные микроструктуры 71, 72, 73. Для удаления смолы на заключительном этапе применяется плазменное травление.
Таким образом, изготовленную микроструктуру можно использовать непосредственно после высвобождения либо после соответствующей механической обработки, если в ней имеется необходимость.
Первый вариант способа согласно изобретению далее будет описываться со ссылкой на фиг.2а-2k. Согласно первому варианту способа этапы, показанные на фиг.2а-2е, аналогичны этапам, описанным и показанным на фиг.1a-1е. В соответствии с первым вариантом осуществления изобретения на этапе f) проводится гальваническое осаждение в матрицах до формирования множества блоков 71, 72, 73, которые достигают пределы матриц по высоте и выходят за них, при этом осаждение продолжается на верхней поверхности фоточувствительной смолы 4а с образованием металлических перемычек 8, соединяющих несколько блоков 71, 72, и 73 друг с другом (фиг.2f). Этап g) пропущен.
Затем на этапе отслоения (фиг.2g) подложку 1 отделяют от сборки, содержащей смолу 4а и электроформованные блоки 71, 72, 73. Далее смолу 4а удаляют, чтобы освободить блоки 71, 72, 73, которые соединены друг с другом перемычками 8, и формируют пластину 9. Как правило, для удаления смолы 4а применяют плазменное травление (фиг.2h). Затем пластину 9 обычно приклеивают (адгезивом 12) к рабочей пластине 10 базовой торцевой поверхностью Fref, противоположной поверхности с перемычками, т.е. поверхностью, которая находилась в контакте с подложкой 1 (фиг.2i). Наружные поверхности блоков 71, 72, 73 механически обрабатывают до получения требуемой толщины и/или требуемого состояния поверхности, удаляя перемычки 8, в результате чего получаются готовые детали или полуфабрикаты. На этом этапе указанные блоки 71, 72, 73 отделяют друг от друга, но все же посредством адгезива 12 (фиг.2i) удерживаются в точно определенном положении.
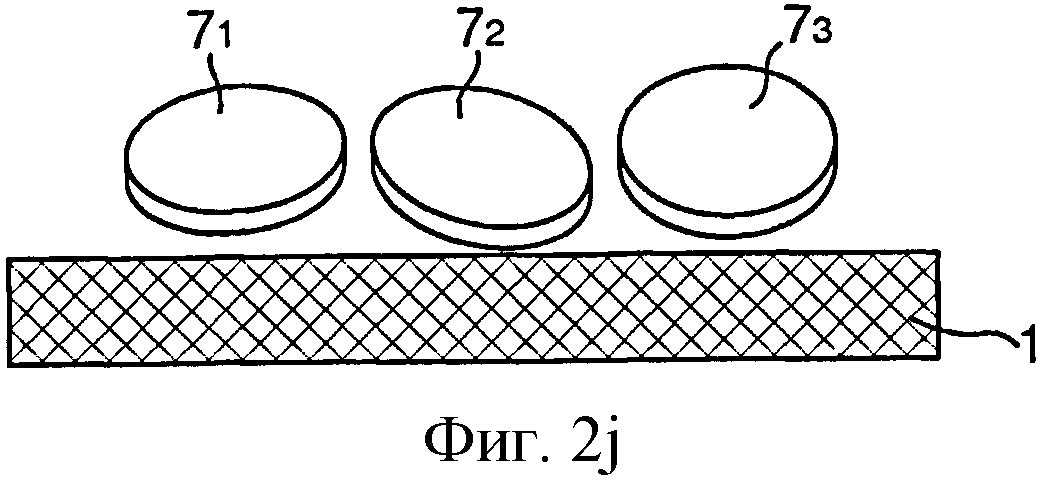
В конце этого этапа указанные полученные детали могут быть отделены от рабочей пластины 10 и затем подвергнуты очистке (фиг.2j) либо могут быть доработаны на механическом станке при серийной обработке (фиг.2k). На данном этапе детали могут быть подвергнуты различным отделочным и/или функциональным обработкам, как правило нанесению покрытий физическими или химическими способами.
Второй вариант способа согласно изобретению далее будет описываться со ссылкой на фиг.3а-3k. Согласно второму варианту способа этапы, показанные на фиг.3а-3f, аналогичны этапам, описанным и показанным на фиг.1a-1f. В соответствии со вторым вариантом осуществления изобретения также пропущен этап g) и после проведения этапа f) на этапе отслаивания (фиг.3g) подложку 1 отделяют от сборки, содержащей смолу 4а и электроформованные блоки 71, 72 и 73. Затем смолу 4а удаляют, чтобы освободить блоки 71, 72 и 73. Как правило, для удаления смолы применяют плазменное травление (фиг.3h). Таким образом, электроформованные блоки 71, 72, 73 больше не соединены друг с другом.
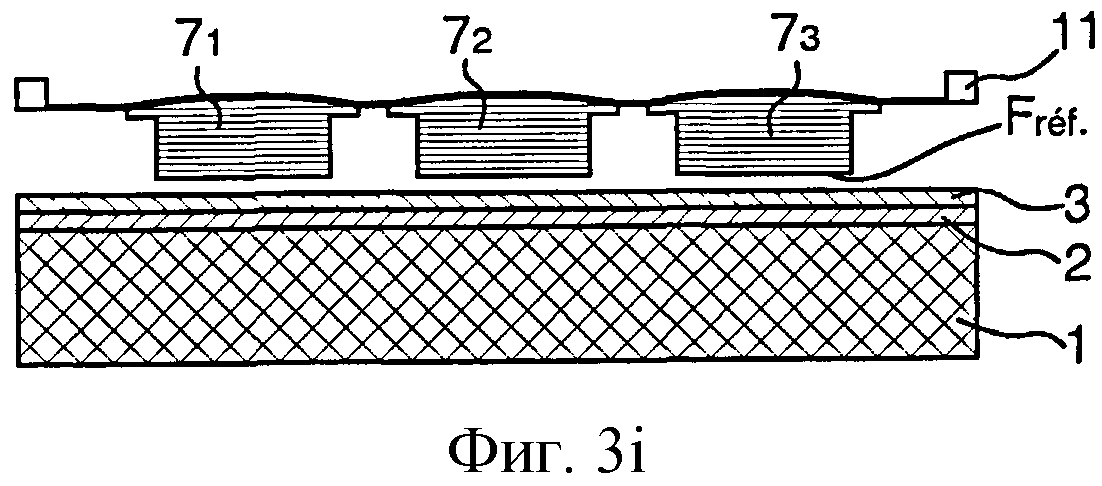
Затем на поверхность, противоположную базовой торцевой поверхности Fref указанных блоков, т.е. поверхности, которая находилась в контакте с подложкой 1 (фиг.3i), накладывают клейкую ленту, натянутую на раму 11. Далее блоки 71, 72, 73, приклеенные к клейкой ленте, как правило, приклеивают к рабочей пластине 10 базовой торцевой поверхностью, т.е. поверхностью, которая находилась в контакте с подложкой 1 (фиг.3j). Раму удаляют, оставляя клейкую ленту.
Затем наружные поверхности блоков механически обрабатывают до получения деталей 71, 72 и 73 требуемой толщины и/или с требуемым состоянием поверхности, при этом клейкая лента удаляется. На этом этапе указанные детали отделены друг от друга и от клейкой ленты, но все еще удерживаются вместе адгезивом 12 (фиг.3k). В конце этого этапа указанные детали отделяют от рабочей пластины 10 и затем подвергают очистке.
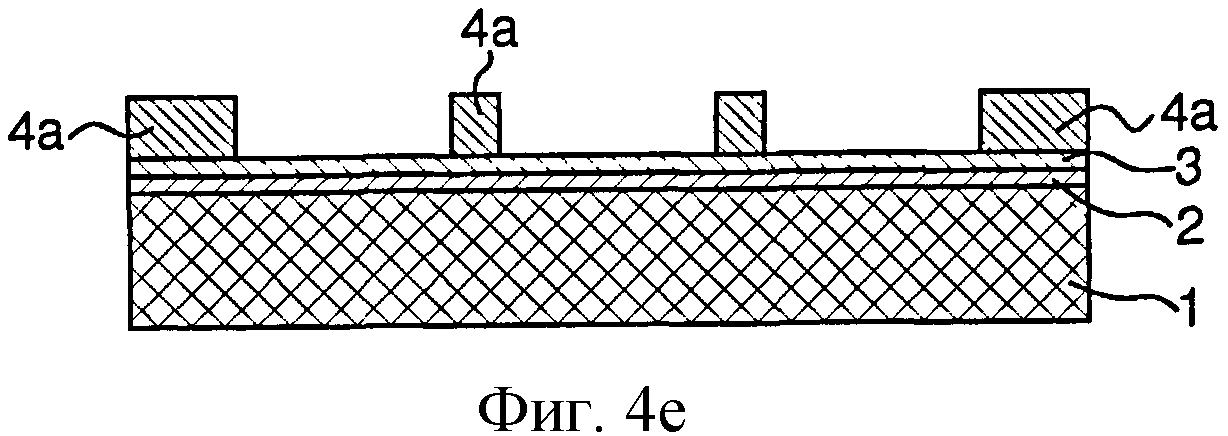
Третий вариант способа согласно изобретению далее будет описываться со ссылкой на фиг.4а-4j. Согласно третьему варианту способа этапы, показанные на фиг.4а-4f, аналогичны этапам, описанным и показанным на фиг.1a-1f. В соответствии с третьим вариантом осуществления изобретения также пропущен этап g). Этот вариант применяется, когда адгезия сборки, содержащей смолу и электроформованные блоки, не достаточна для непосредственного выполнения механической обработки блоков 71, 72, 73 на подложке 1. В таком случае на этапе отслаивания (фиг.4g) подложку 1 отделяют от сборки, содержащей смолу 4а и электроформованные блоки 71, 72 и 73.
Затем сборку смола-электроформованный блок приклеивают к рабочей пластине 10 базовой торцевой поверхностью Fref, т.е. поверхностью, которая находилась в контакте с подложкой 1 (фиг.4h). Наружные поверхности блоков 71, 72 и 73 затем механически обрабатывают до получения деталей требуемой толщины и/или с требуемым состоянием поверхности. Детали удерживаются вместе смолой 4а и адгезивом 12 (фиг.4i).
В конце этого этапа указанные детали отделяют от рабочей пластины 10 и затем удаляют смолу 4а, чтобы освободить полученные детали. Как правило, для удаления смолы применяют плазменное травление (фиг.4j). Следует отметить, что согласно изобретению для получения многоуровневых деталей до проведения этапа, показанного соответственно на фиг.1е, 2е, 3е и 4е, этапы, описанные со ссылкой фиг.1b-1d, 2b-2d, 3b-3d и 4b-4d, проводят по меньшей мере один раз.
Таким образом, количество уровней не ограничено. Количество уровней деталей, применяемых в часовой промышленности, обычно составляет от 1 до 5.
Когда из смолы сформированы многоуровневые матрицы, предпочтительно, после проведения этапа 1d, 2d, 3d, 4d на смолу осаждают проводящий слой, чтобы обеспечить равномерный рост электроосажденного материала во время последующего этапа 1f, 2f, 3f, 4f.
Реферат
Изобретение относится к области изготовления металлических микроструктур с применением технологии LIGA - литография, гальванопластика и формовка. Способ включает следующие этапы: на проводящую подложку наносят слой фоточувствительной смолы, сглаживают поверхность слоя смолы до получения требуемой толщины, облучают слой смолы через маску, растворяют незаполимеризовавшиеся участки слоя смолы, проводят гальваническое осаждение по меньшей мере одного слоя металла на участках проводящей поверхности для формирования электроформованных блоков, которые достигают верхней поверхности слоя смолы, и продолжают осаждение металла на сглаженной поверхности слоя смолы с образованием металлических перемычек, соединяющих блоки друг с другом, отделяют слой смолы и блоки от подложки, удаляют с блоков слой смолы, прикрепляют блоки базовой торцевой поверхностью к рабочей пластине, подвергают механической обработке наружные поверхности вместе с перемычками до получения микроструктур требуемой толщины, освобождая таким образом блоки друг от друга, и отделяют сформированные металлические микроструктуры от рабочей пластины. Технический результат: повышение точности размерных характеристик микроструктур. 3 н. и 5 з.п. ф-лы, 4 ил.
Формула
a) берут проводящую подложку или электроизоляционную подложку, покрытую проводящим затравочным слоем,
b) наносят слой фоточувствительной смолы на проводящую поверхность подложки,
c) сглаживают поверхность слоя фоточувствительной смолы до получения требуемой толщины и/или требуемого состояния поверхности,
d) облучают слой фоточувствительной смолы через маску, определяющую контур требуемых микроструктур,
e) растворяют незаполимеризовавшиеся участки слоя фоточувствительной смолы, чтобы обнажить участки проводящей поверхности подложки,
f) проводят гальваническое осаждение по меньшей мере одного слоя металла на указанных участках проводящей поверхности для формирования электроформованных блоков, которые достигают верхней поверхности слоя фоточувствительной смолы, при этом металл осаждают до выхода его за пределы матриц из фоточувствительной смолы по высоте и продолжают осаждение металла на сглаженной поверхности слоя фоточувствительной смолы с образованием металлических перемычек, соединяющих электроформованные блоки друг с другом, причем указанные перемычки находятся на поверхности, противоположной базовой торцевой поверхности,
h) отделяют слой фоточувствительной смолы и электроформованные блоки от подложки,
i) удаляют с электроформованных блоков слой фоточувствительной смолы,
j) прикрепляют электроформованные блоки базовой торцевой поверхностью к рабочей пластине,
k) подвергают механической обработке наружные поверхности вместе с перемычками до получения микроструктур требуемой толщины и/или с требуемым состоянием поверхности, освобождая таким образом электроформованные блоки друг от друга,
l) отделяют сформированные металлические микроструктуры от рабочей пластины.
a) берут проводящую подложку или электроизоляционную подложку, покрытую проводящим затравочным слоем,
b) наносят слой фоточувствительной смолы на проводящую поверхность подложки,
c) сглаживают поверхность слоя фоточувствительной смолы до получения требуемой толщины и/или требуемого состояния поверхности,
d) облучают слой фоточувствительной смолы через маску, определяющую контур требуемых микроструктур,
e) растворяют незаполимеризовавшиеся участки слоя фоточувствительной смолы, чтобы обнажить участки проводящей поверхности подложки,
f) проводят гальваническое осаждение по меньшей мере одного слоя металла на указанных участках проводящей поверхности для формирования электроформованных блоков, которые достигают верхней поверхности слоя фоточувствительной смолы,
h) отделяют слой фоточувствительной смолы и электроформованные блоки от подложки,
i) удаляют с электроформованных блоков слой фоточувствительной смолы,
m) накладывают клейкую ленту на поверхность электроформованных блоков, противоположную базовой торцевой поверхности,
n) прикрепляют электроформованные блоки базовой торцевой поверхностью к рабочей пластине,
о) подвергают механической обработке наружные поверхности вместе с клейкой лентой до получения микроструктур требуемой толщины и/или с требуемым состоянием поверхности, освобождая таким образом электроформованные блоки друг от друга,
p) отделяют сформированные металлические микроструктуры от рабочей пластины.
a) берут проводящую подложку или электроизоляционную подложку, покрытую проводящим затравочным слоем,
b) наносят слой фоточувствительной смолы на проводящую поверхность подложки,
c) сглаживают поверхность слоя фоточувствительной смолы до получения требуемой толщины и/или требуемого состояния поверхности,
d) облучают слой фоточувствительной смолы через маску, определяющую контур требуемых микроструктур,
e) растворяют незаполимеризовавшиеся участки слоя фоточувствительной смолы, чтобы обнажить участки проводящей поверхности подложки,
f) проводят гальваническое осаждение по меньшей мере одного слоя металла на указанных участках проводящей поверхности для формирования электроформованных блоков, которые достигают верхней поверхности слоя фоточувствительной смолы,
h) отделяют слой фоточувствительной смолы и электроформованные блоки от подложки,
i) прикрепляют электроформованные блоки базовой торцевой поверхностью к рабочей пластине,
r) подвергают механической обработке наружные поверхности вместе со слоем фоточувствительной смолы до получения микроструктур требуемой толщины и/или с требуемым состоянием поверхности,
s) отделяют сформированные металлические микроструктуры от рабочей пластины.
Комментарии