Шасси для автомобиля промышленного назначения - RU2743087C2
Код документа: RU2743087C2
Чертежи





Описание
Изобретение касается шасси для автомобиля промышленного назначения, имеющего распространяющийся поперек продольного направления автомобиля первый элемент шасси и закрепленный на его наружной стороне второй элемент шасси, причем этот второй элемент шасси по меньшей мере одной шероховатой опорной областью оперт на наружную сторону первого элемента шасси.
Изобретение касается также определенных отдельных частей, которые находят применение в таком шасси, а именно, обоймы моста для расположения между балкой моста и рычагом подвески, рычага подвески для направления балки моста и тормозного кронштейна тормоза автомобиля промышленного назначения.
В технической области шасси автомобилей промышленного назначения известны соединения между первым, распространяющимся поперек продольного направления автомобиля элементом шасси автомобиля промышленного назначения и закрепленным на его наружной стороне вторым элементом шасси, напр., из EP 2 355 988 B1, WO 2011/146163 A и DE 10 2014 008 408 A1. В каждой из них описано соединение между балкой моста и служащими для направления балки моста рычагами подвески или, соответственно, продольными рычагами подвески шасси автомобиля. Наружный, то есть охватывающий элемент шасси снабжен шероховатой поверхностной структурой. Она выполнена для того, чтобы врезаться в наружную сторону внутреннего элемента шасси, то есть здесь балки моста, чтобы таким образом добиваться улучшенного соединения частей шасси.
Из DE 10 2013 003 300 A1 известна подвеска моста для автомобилей промышленного назначения, у которой крепление балки моста, выполненной в виде четырехгранной трубы, осуществляется исключительно путем прижатия, при этом балка моста зажимается между передним рычагом подвески и задним участком рычага подвески, в котором помещается пневморессора. Для передачи сил прижатия рычаг подвески на его заднем конце снабжен обоймой, которая распространяется по части периметра балки моста и оперта на нее. Это опирание осуществляется исключительно отдельными, выполненными внутри на обойме, имеющими форму планок опорными областями, которые распространяются преимущественно в продольном направлении балки моста. В остальных областях обойм значительного контакта между рычагом подвески и балкой моста не происходит.
Конструкция по DE 10 2013 003 300 A1 оказалась в целом предпочтительной для соединения путем прижатия между рычагом подвески и балкой моста, так как достигается определенная основная упругость соединения. Однако возможно возникновение относительных движений задействованных частей шасси, что при определенных обстоятельствах может приводить к сдвигу в продольном направлении балки моста, или же в окружном направлении балки моста. Такой сдвиг и, прежде всего, долговременно устанавливающийся сдвиг у частей шасси автомобиля промышленного назначения нежелателен.
Поэтому в основе изобретения лежит задача, устранить у шасси автомобиля промышленного назначения относительные движения между частями шасси, соединенными силами прижатия.
Решается эта задача с помощью шасси с признаками п.1 формулы изобретения, обоймы моста с признаками п.21 формулы изобретения, рычага подвески с признаками п.28 формулы изобретения и тормозного кронштейна с признаками п.34 формулы изобретения.
Выяснилось, что благодаря изготовленной лучевым способом поверхностной структуре возникает особенно прочная посадка в зонах непосредственного контакта между опорной областью, выполненной внутри на втором элементе шасси, и наружной стороной и вместе с тем поверхностью первого элемента шасси.
Так как поверхностная структура, созданная лучевым способом, а именно, электронно-лучевой обработкой или лазерно-лучевой обработкой, имеет большую твердость, чем исходный материал, и в частности, твердость поверхности, благодаря которой выступающие острия поверхностной структуры, созданной путем обработки, врезаются в противоположный материал. То есть дополнительно к соединению путем прижатия возникает геометрическое замыкание в микродиапазоне. Этот эффект особенно силен тогда, когда поверхность расположенного внутри первого элемента шасси не обладает сравнимо высокой твердостью материала.
Поэтому с помощью предлагаемого изобретением шасси обеспечивается надежная передача рабочих усилий от одной части шасси к другой, без возникновения долговременного, т.е. остаточного сдвига, будь то поперек продольного направления автомобиля или же в окружном направлении моста.
Изобретение применимо, в принципе, ко всем случаям соединения распространяющегося поперек продольного направления автомобиля первого элемента шасси с закрепленным на его наружной стороне вторым элементом шасси, который, напр., может иметь обойму, распространяющуюся по части периметра первого элемента шасси. Особенно применимо изобретение в случаях, когда
- один из двух элементов шасси представляет собой балку моста, снабженную поворотной цапфой для установки колеса автомобиля, предпочтительно трубчатую балку моста;
- другой элемент шасси представляет собой рычаг подвески, установленный с возможностью поворота на шасси автомобиля промышленного назначения, прижимающий трубчатую балку моста, или
- другой элемент шасси представляет собой прижатую к балке моста обойму, которая является соединительным элементом между балкой моста и расположенным выше или ниже рычагом подвески, или
- другой элемент шасси представляет собой тормозной кронштейн, на котором установлен дисковый или барабанный тормоз, или
- один из двух элементов шасси представляет собой установленную с возможностью вращения на поворотной цапфе ступицу колеса, а другой элемент шасси - тормозной диск или тормозной барабан дискового или, соответственно, барабанного тормоза.
Имеющий шерохование второй элемент шасси состоит предпочтительно из чугуна с шаровидным графитом. Этот материал особым образом подходит для лучевой обработки и, в частности, лазерной обработки, так как вследствие обработки происходит упрочнение наружной стороны материала. Это создает предпосылку для того, чтобы полученные таким образом острия были достаточно твердыми, чтобы врезаться в противоположный, менее твердый материал охватываемого элемента шасси.
Для второго элемента шасси особенно подходящим оказался чугунный материал GJS, в частности материал с наименованием EN-GJS-600-3. Этот материал, принадлежащий к группе чугунных материалов с шаровидным графитом, отличается шарообразно включенным графитом. Эта структура материала обусловливает высокую прочность материала и при структурировании с помощью электронного луча или лазерного луча имеет то преимущество, что оплавленный материал в области структуры имеет очень высокую твердость при одновременно вязких свойствах материала.
Подходит также чугунный материал с шаровидным графитом GCS.
К группе возможных для обработки опорных областей лучевых способов относятся электронно-лучевая и лазерно-лучевая обработки. В то время как электронно-лучевой способ работает в вакууме с ускоренными электронами, при лазерно-лучевом способе создается высокоэнергетический световой луч из монохромного когерентного света. При фокусировании получают плотность энергии >106Вт/см2.
Именно для лазерно-лучевой обработки существует множество источников лазерного луча, которые отличаются длинами волны, мощностями импульса, плотностями энергии с потенциалом применения. Эти источники лазерного луча могут распределяться по категориям в зависимости от среды для создания луча. При этом можно различать газовый лазер, жидкий лазер и твердотельный лазер.
Для предлагаемого изобретением способа структурирования поверхности элементов шасси особенно подходящим оказался конструктивный тип твердотельного лазера. Предпочтителен диодный импульсный высокомощный лазер, имеющий длину волны <1000 мм и максимальную энергию импульса 80 мДж.
Применяемый для шерохования лазер представляет собой, напр., высокомощный наносекундный лазер. С помощью этого высокоэффективного короткоимпульсного лазера в области фокуса лазерного луча в обрабатываемую поверхность второго элемента шасси вводится столько энергии, что этим импульсом вытесняется расплавленный материал, и в опорной области возникает особая, шероховатой поверхностная структура. Одновременно материал в опорной области упрочняется вследствие быстрого охлаждения.
В одном из вариантов осуществления изобретения второй элемент шасси представляет собой обойму моста, которая на своей внутренней стороне, имеющей шероховатой опорную область, проходит изогнутым образом, и как самостоятельный конструктивный элемент расположена между первым элементом шасси и рычагом подвески, установленным с возможностью поворота на шасси автомобиля промышленного назначения. Предпочтительно обойма моста на своей наружной стороне, обращенной к рычагу подвески, тоже проходит изогнутым образом.
По другому варианту осуществления обойма моста снабжена передними и задними в окружном направлении ее изогнутого хода краями, и на краях снабжена выемками, сквозь которые по меньшей мере частично продеваются стержневые стяжные элементы. Предпочтительно эти выемки для по меньшей мере частичного продевания стержневых стяжных элементов имеют U-образный или V-образный контур.
В другом варианте осуществления изобретения шероховатой лучевым способом опорная область выполнена внутри на обойме, которая является составной частью второго элемента шасси и распространяется по части периметра первого элемента шасси.
По первому варианту второй элемент шасси представляет собой рычаг подвески, установленный с возможностью поворота на шасси автомобиля промышленного назначения.
По второму варианту второй элемент шасси представляет собой тормозной кронштейн тормоза автомобиля промышленного назначения, напр., дискового тормоза со скользящей скобой.
Одним из вариантов осуществления предлагается, чтобы шероховатой опорная область распространялась в окружном направлении только по части периметра обоймы.
Другим вариантов осуществления предлагается, чтобы шероховатой опорная область распространялась в продольном направлении первого элемента шасси только по части длины обоймы.
По другому варианту осуществления опирание второго на первый элемент шасси осуществляется исключительно по меньшей мере двумя, сформированными внутри на обойме, выполненными выступающими в направлении первого элемента шасси опорными планками, имеющими основную протяженность в продольном направлении первого элемента шасси, причем эти опорные планки находятся на различных окружных участках обоймы и отделены друг от друга окружными участками без опорных планок.
Опорные планки либо снабжены шероховатой поверхностной структурой на всей своей поверхности, либо только отдельные поверхности опорных планок снабжены шероховатойповерхностной структурой. В последнем случае опорные планки снабжены каждая шерохованием в направлении концов их основной протяженности.
По другому варианту осуществления первый элемент шасси имеет прямоугольное поперечное сечение, имеющее четыре стороны и закругленные переходы между сторонами, при этом первая опорная планка оперта только на первую, а вторая опорная планка только на вторую, соседнюю сторону.
Когда каждая опорная область выполнена в виде планки, сформированной на внутренней стороне обоймы, предпочтительно, если впадины поверхностной структуры, определенной чередующимися остриями и впадинами, преимущественно образуют плоскость, которая находится ближе к первому элементу шасси, чем внутренняя сторона обоймы. Таким образом металлический контакт ограничен областями поверхности, шерохованными путем лазерной обработки, и только в этих областях вследствие силы прижатия возникает врезание шероховатой поверхностной структуры в наружную сторону внутреннего элемента шасси.
Для решения вышеназванной задачи предлагается также обойма моста для расположения между балкой моста и рычагом подвески моста автомобиля промышленного назначения. Обойма моста имеет изогнуто проходящую внутреннюю сторону для непосредственного опирания на балку моста и обращенную к рычагу подвески наружную сторону. При этом внутренняя сторона снабжена по меньшей мере одной шероховатой опорной областью, и шерохование состоит из поверхностной структуры, созданной путем обработки опорной области лучевым способом. В отношении лучевого способа для обработки опорной области в полном объеме ссылаемся на вышеназванные описания.
Один из вариантов осуществления предусматривает, что обойма моста также на своей наружной стороне проходит изогнутым образом.
Другой вариант осуществления предусматривает, что обойма моста снабжена передними и задними в окружном направлении ее изогнутого хода краями и на этих краях снабжена выемками, сквозь которые по меньшей мере частично продеваются стержневые стяжные элементы.
Для решения вышеназванной задачи предлагается также рычаг подвески для направления балки моста автомобиля промышленного назначения, имеющий опорную область для опирания с возможностью поворота рычага подвески на шасси автомобиля промышленного назначения, и имеющий по меньшей мере одну область соединения с мостом для соединения рычага подвески с балкой моста, при этом рычаг подвески в области соединения с мостом имеет обойму. Эта обойма является составной частью рычага подвески и на своей внутренней стороне снабжен по меньшей мере одной шероховатой опорной областью. Шерохование состоит из поверхностной структуры, созданной путем обработки опорной области лучевым способом. В отношении лучевого способа обработки опорной области в полном объеме ссылаемся на вышеназванные описания.
Рычаг подвески может дополнительно отличаться по меньшей мере двумя расположенными выступающим образом на обойме опорными планками, имеющими основную протяженность в продольном направлении балки моста. Опорные планки снабжены опорными областями, при этом опорные планки находятся на различных окружных участках обоймы и отделены друг от друга окружными участками без опорных планок.
Для решения вышеназванной задачи предлагается также тормозной кронштейн тормоза автомобиля промышленного назначения, имеющий несущий участок для крепления и/или установки функциональных элементов тормоза и крепежный участок для жесткой фиксации тормозного кронштейна на элементе моста автомобиля промышленного назначения, причем этот крепежный участок выполнен в виде обоймы, имеющей изогнутую внутреннюю сторону, выполненную для непосредственного прилегания к элементу моста. При этом обойма на внутренней стороне снабжена по меньшей мере одной шероховатой опорной областью. Шерохование состоит из поверхностной структуры, созданной путем обработки опорной области лучевым способом. В отношении лучевого способа обработки опорной области в полном объеме ссылаемся на вышеназванные описания.
По одному из предпочтительных вариантов осуществления тормозного кронштейна обойма соединена с ответной обоймой с образованием по существу замкнутого кольца. Это соединение может быть, в частности, винтовым соединением.
Другие преимущества и подробности вытекают из последующего описания примеров осуществления, которые изображены на чертеже. На нем показано:
фиг.1: на виде сбоку пневматически подрессоренное шасси автомобиля промышленного назначения, имеющее, в том числе, рычаг подвески, а также балку моста, служащую для установки колес автомобиля;
фиг.2: вид рычага подвески в перспективе;
фиг.3: вид в перспективе только одного участка рычага подвески, который служит для крепления пневморессоры пневматически подрессоренного моста автомобиля;
фиг.4: во втором варианте осуществления вид в перспективе только рычага подвески;
фиг.5: во втором варианте осуществления вид в перспективе только участка рычага подвески, который служит для крепления пневморессоры;
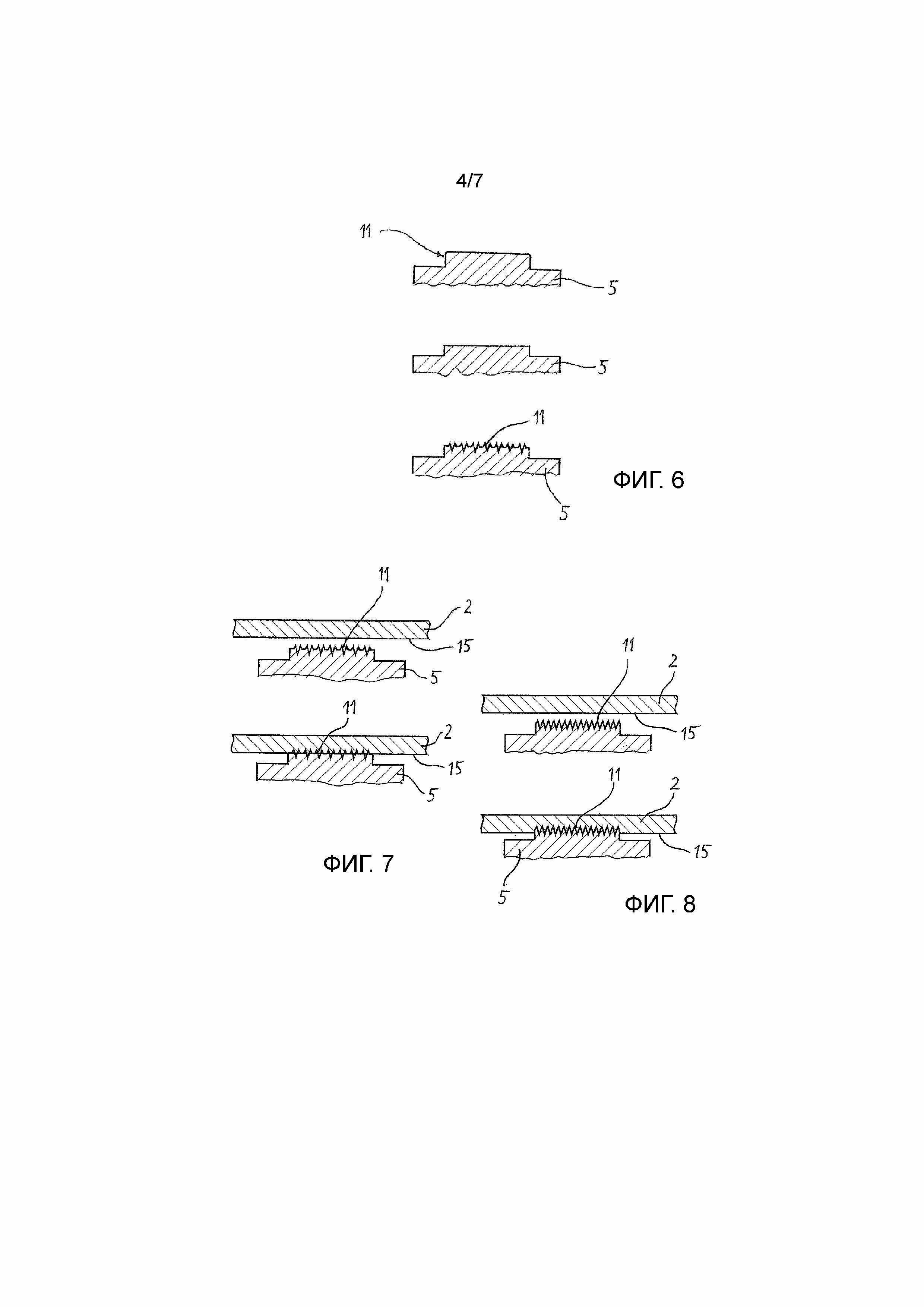
фиг.6: три сечения выполненной на рычаге подвески контактной области, а именно перед обработкой, после предварительной обработки путем выравнивания получаемой позднее контактной области, а также после осуществленной лазерной обработки контактной области с результатом в виде заметно шероховатой поверхностной структуры в контактной области;
фиг.7: сечения в контактной области между рычагом подвески и балкой моста, а именно, до приложения силы прижатия, а также после полного затягивания прижимного соединения;
фиг.8: в другом варианте осуществления сечения в контактной области между рычагом подвески и балкой моста, снова до приложения силы прижатия, а также после полного затягивания прижимного соединения;
фиг.9: на изображении в перспективе другой вариант осуществления подвески моста пневматически подрессоренного шасси автомобиля промышленного назначения, при этом от балки моста воспроизведен только некоторый короткий участок этой балки моста;
фиг.10: на покомпонентном изображении отдельные предметы подвески моста в соответствии с фиг.9;
фиг.11: на изображении в перспективе только обойма моста подвески моста в соответствии с фиг.9; и
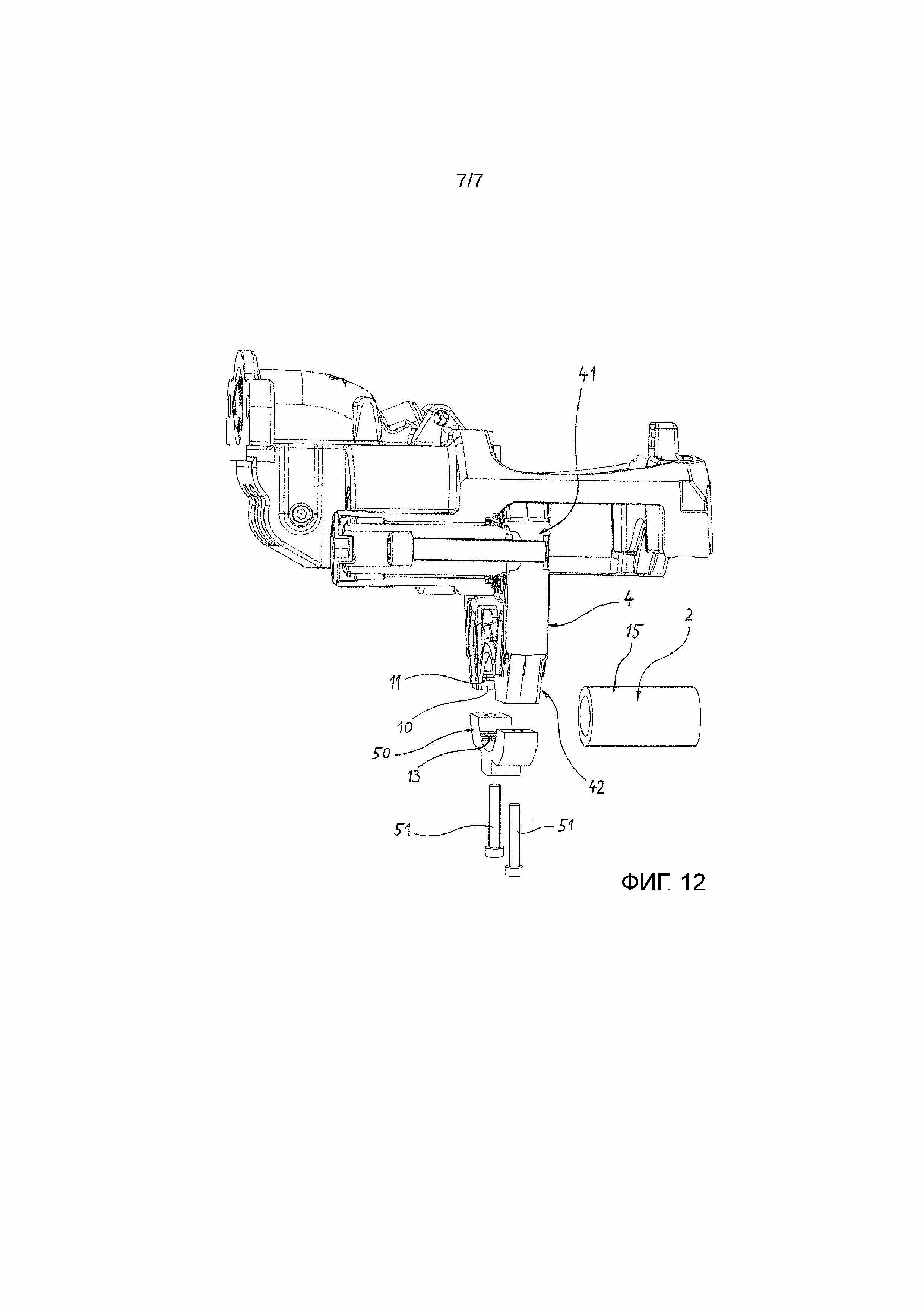
фиг.12: на изображении в перспективе дисковый тормоз шасси, тормозной кронштейн которого может крепиться путем прижатия к выполненному здесь в виде круглой трубы балке моста, при этом задействованные элементы шасси воспроизведены в несмонтированном состоянии.
Описанная далее подвеска моста находит применение, прежде всего, у пневматически подрессоренных мостов автомобилей, имеющих длинную, сплошную балку моста. Такие мосты автомобилей применяются, прежде всего, у автомобилей промышленного назначения и, в частности, у грузовых прицепов и полуприцепов. Мосты рассчитаны на высокие транспортируемые веса и нагрузки при эксплуатации на дорогах.
Под рамой не изображенного здесь подробно автомобиля промышленного назначения на каждой стороне автомобиля закреплена опора 1 рычага подвески. В ней помещается поворотная опора для подвески моста. Для направления распространяющейся поперек продольного направления автомобиля, здесь от одной стороны автомобиля до другой стороны автомобиля жестко сплошной балки 2 моста служит на каждой стороне автомобиля рычаг 5 подвески. Рычаг 5 подвески имеет на своем переднем конце в 1A опорную область, имеющую цельно прилитую проушину рычага подвески, которая является составной частью поворотной опоры в опоре 1 рычага подвески, чтобы посредством болта удерживать рычаг 5 подвески вертикально с возможностью поворота на неподвижной относительно шасси опоре 1 рычага подвески.
В направлении движения сзади рычаг подвески снабжен опорной поверхностью для пневморессоры 9. Пневморессора 9 опирается верхней оконечной пластиной снизу на раму автомобиля.
Для крепления пневморессоры 9 на мосту рычаг 5 подвески продлен за балку 2 моста дополнительным, задним участком 7 рычага подвески. Поэтому рычаг 5 подвески выполнен всего из двух частей, и он состоит из переднего в направлении движения рычага подвески, а также заднего в направлении движения, дополнительного участка 7 рычага подвески, на котором находится опорная поверхность для пневморессоры 9. При монтаже шасси силами прижатия передняя часть рычага 5 подвески и участок 7 рычага подвески соединяются друг с другом и с балкой 2 моста. При этом передняя часть рычага 5 подвески распространяется от проушины 1A поворотной опоры в опоре 1 до балки 2 моста.
Наличие двух частей рычага подвески предпочтительно, так как за счет выбора длины, с одной стороны, рычага 5 подвески, а с другой стороны, заднего участка 7 рычага подвески могут индивидуально, то есть с ориентацией на заказчика, реализовываться характерные для автомобиля расстояния между поворотной опорой, балкой 2 моста и пневморессорой 9.
Рычаг 5 подвески состоит из металлического литья и предпочтительно из чугуна с шаровидным графитом, в частности из материала модифицированный чугун GCS. Задний участок 7 рычага подвески также состоит из металлического литья и предпочтительно из чугуна с шаровидным графитом, в частности из материала модифицированный чугун GCS.
Также особенно подходящим оказался чугунный материал GJS, и здесь, прежде всего, с наименованием EN-GJS-600-3. Этот материал, принадлежащий к группе чугунных материалов с шаровидным графитом, отличается шарообразно включенным графитом. Эта структура материала обусловливает высокую прочность материала и при структурировании поверхности твердотельным лазером имеет то преимущество, что оплавленный материал в области структуры имеет очень высокую твердость при одновременно вязких свойствах материала.
Балка 2 моста на своем наружном на автомобиле конце снабжена поворотной цапфой 8 для установки колеса автомобиля.
Предпочтительно балка моста выполнена в виде продолговатой трубчатой балки моста. В этом случае на двух своих концах она снабжена поворотными цапфами для установки соответствующих ступиц колес с закрепленными на них колесами автомобиля. Трубчатая балка моста имеет здесь в целом прямоугольное поперечное сечение, имеющее четыре стороны и закругленные переходы между сторонами. Трубчатая балка моста может, например, состоять из двух продольно сваренных друг с другом U-образных профилей. Его наружная сторона 15 не обработана. В частности, она специально не шерохована.
Для зажатия балки 2 моста между рычагом 5 подвески и задним участком 7 рычага подвески рычаг 5 подвески снабжен обоймой 10, которая шире рычага 5 подвески. Участок 7 рычага подвески тоже снабжен обоймой 20, которая шире этого участка рычага подвески. Каждый из обойм 10, 20 являются цельной составной частью рычага 5 подвески или, соотв., участка 7 рычага подвески.
Для оптимального прохождения сил в области соединения с мостом конфигурация литья такова, что рычаг 5 подвески упирается в свою обойму 10 наискосок вниз, а участок 7 рычага подвески упирается в свою обойму 20 наискосок вверх.
Обе обоймы 10, 20 распространяются вдоль балки 2 моста. На своей обращенной к балке 2 моста внутренней стороне каждая из них имеет первый участок внутренней стороны и второй участок внутренней стороны, образующий вместе с первым участком внутренней стороны угол при вершине прибл. 90°. Опирание рычага 5 подвески и участка 7 рычага подвески на необработанную наружную сторону 15 балки 2 моста осуществляется не по всей поверхности внутренней стороны, а только в обращенной от угла при вершине краевой зоне каждого участка внутренней стороны. В этой краевой зоне на каждом из двух участков внутренней стороны обоймы 10 и обоймы 20 выполнен распространяющийся преимущественно в продольном направлении балки 2 моста выступ в виде опорной планки 10A. Она образует опорную область 11, 12, 13, 14. Только в этой опорной области 11, 12, 13, 14 и вместе с тем только на опорной планке 10A происходит контакт между одним элементом шасси, то есть балкой 2 моста, и другим элементом шасси, то есть рычагом 5 подвески, или, соответственно, между балкой 2 моста и задним участком 7 рычага подвески.
Опорные области 11, 12, 13, 14 находятся на различных окружных участках обойм 10, 20 и, прежде всего, отделены друг от друга окружными участками без опорных областей. Результатом этой конфигурации обойм 10, 20 является только частичный контакт между рычагом 5 подвески и балкой 2 моста или, соответственно, между участком 7 рычага подвески и балкой 2 моста там, где находятся опорные планки 10A, имеющие опорные области. Большие области внутренней стороны двух обойм 10, 20, в отличие от этого, не участвуют в этом контакте.
Фиг.1 позволяет понять, что, так как балка 2 моста имеет прямоугольное поперечное сечение, имеющее четыре стороны и закругленные переходы между сторонами, первая опорная область 11 рычага 5 подвески оперта только на первую, а вторая опорная область 12 рычага 5 подвески только на вторую сторону балки 2 моста, причем эти две стороны балки 2 моста находятся рядом друг с другом. Аналогично воспроизведенный на фиг.3 участок 7 рычага подвески первой опорной областью 13 оперт только на третью, а второй опорной областью 14 только на четвертую сторону балки 2 моста, при этом также эти третья и четвертая стороны балки 2 моста расположены рядом друг с другом.
В соответствии с фиг.2 и фиг.3 сформированные в виде планок на рычаге 5 подвески опорные области 11, 12, а также сформированные в виде планок на участке 7 рычага подвески опорные области 13, 14 снабжены поверхностной структурой, шерохованной путем целенаправленной лазерной обработки этих поверхностей. На фиг.2 и фиг.3 опорные планки 10A полностью, т.е. на всей своей поверхности, снабжены шероховатой таким образом поверхностной структурой.
В другом варианте осуществления в соответствии с фиг.4 и фиг.5 только отдельные поверхности 11, 12, 13, 14 опорных планок 10A снабжены шероховатой поверхностной структурой. Другие отдельные поверхности опорных планок 10A без этой поверхностной структуры, т.е. эти отдельные поверхности не были шерохованы путем электронно-лучевой обработки или лазерной обработки.
В случае если шероховатой поверхностной структурой снабжены только отдельные поверхности, это такие отдельные поверхности, которые находятся в направлении двух концов основной продольной протяженности опорных планок, как это позволяют понять фиг.4 и 5.
Обработка опорных поверхностей осуществляется предпочтительно с применением импульсного лазера. Он оказался предпочтителен применительно к материалу чугун с шаровидным графитом, из которого состоят рычаг 5 подвески и участок 7 этого рычага, как непрерывно работающий лазер. Предпочтительно, если опорные области 11, 12, 13, 14 перед лазерной обработкой подготавливаются путем металлорежущей обработки, напр., посредством фрезерного инструмента, и при этом выравниваются. Эта подготовка улучшает результат последующей лазерной обработки.
При лазерно-лучевой обработке лазер может эксплуатироваться с направлением подачи в продольном направлении обойм 10, 20, или с направлением подачи поперек продольного направления обойм 10, 20. Также возможна лучевая обработка сначала в одном направлении подачи, затем в направлении подачи, расположенном поперек него.
Размещение с зажатием балки 2 моста между рычагом 5 подвески и участком 7 рычага подвески осуществляется путем затягивания стержневых стяжных элементов 30, которые притягивают одну обойму 10 через расположенный между ними крепежный участок балки 2 моста к другой обойме 20. Это притягивание осуществляется под косым углом к горизонтали.
Стяжными элементами 30 служат два резьбовых хомута, состоящие каждый из изогнутого участка 32 хомута и двух стержневых прямых параллельных друг другу участков, которые в качестве собственно стяжных элементов передают стягивающую силу. На своих свободных концах эти стержневые участки снабжены наружными резьбами, на каждую из которых навернута резьбовая гайка 33, опирающаяся снаружи на обойму 20.
Участок 32 хомута каждого резьбового хомута обведен вокруг сформированной на рычаге 5 подвески контропоры 34. Контропора 34 представляет собой цельно сформированный на рычаге 5 подвески носик, который снабжен канавкой, соответствующей изгибу участка 32 хомута.
Благодаря расположению резьбового хомута поперек трубчатой балки 2 моста достигается, что в области размещения моста стержневые стяжные элементы 30 распространяются по существу по ходу рычага 5 подвески и участка 7 рычага подвески, и концы стяжных элементов с навернутыми на них резьбовыми гайками 33 распространяются назад и наискосок вниз. При этом расположении достигается оптимально защищенное положение стяжных элементов 30 и, прежде всего, резьбовых гаек 33.
Вследствие по меньшей мере частичного шерохования опорных областей 11, 12, 13, 14 описанным лучевым способом возникает долговременно прочная посадка в зонах непосредственного контакта между выполненными внутри на рычаге 5 подвески опорными областями и необработанной, сравнительно гладкой наружной стороной 15 балки 2 моста. То же самое относится к участку 7 рычага подвески. Таким образом обеспечена надежная передача рабочих сил, без возникновения долговременного, т.е. остаточного сдвига, будь то в продольном направлении моста или же в окружном направлении моста.
При описанном здесь способе крепления, как воспроизведено на фиг.7 и на фиг.8, при затягивании стяжных элементов 30 происходит врезание остриев поверхностной структуры, шерохованной и упрочненной путем лучевой обработки, в необработанную и поэтому сравнительно более гладкую наружную сторону балки 2 моста. Достигнутый таким образом контакт происходит только в опорных областях 11, 12, 13, 14, но не вне опорных областей.
На фиг.9-11 воспроизведен другой вариант осуществления соединения с мостом, здесь в комбинации с выполненной в виде круглой трубы балкой 2 моста, у которой на фиг.9 воспроизведен только короткий продольный участок. Рычаг 5 подвески выполнен здесь не из двух частей, а неразъемно, и он состоит здесь из пружинной стали, что придает рычагу 5 подвески определенную собственную упругость и деформируемость.
Между рычагом 5 подвески и расположенной поперек него балкой 2 моста расположены и зажаты два элемента шасси, а именно, изогнутая обойма 6 моста и выполненная в виде фасонной отливки или поковки пластина 36 крепления оси. Пластина 36 крепления оси при смонтированном соединении с мостом, как воспроизведено на фиг.9, прилегает к рычагу 5 подвески снизу. Нижняя сторона пластины 36 крепления оси выполнена в виде обоймы, при этом контур обоймы идентичен или почти идентичен наружной стороне 37 обоймы 6 моста. Также внутренняя сторона 38 обоймы 6 моста имеет изогнутый ход, и он идентичен или почти идентичен наружному контуру круглой балки 2 моста. Поэтому обойма 6 моста охватывает своей изогнутой внутренней стороной 38 балку 2 моста на части ее периметра, и максимум на половине периметра балки 2 моста.
Посредством двух резьбовых хомутов названные части шасси притягиваются друг к другу и при этом прижимаются. В частности, происходит прижатие изогнутой обоймы 6 моста к балке 2 моста. Для улучшенного соединения между внутренней стороной 38 обоймы 6 моста и наружной стороной 15 балки 2 моста обойма 6 моста на внутренней стороне 38 снабжена шероховатой опорными областями 11, 12, при этом шерохование достигается путем обработки опорных областей 11, 12 уже описанным выше лучевым способом. Поэтому обойма 6 моста состоит из одного из уже указанных выше чугунных материалов с шаровидным графитом.
Обойма 6 моста на передних и задних в окружном направлении хода изгиба обоймы моста краях 39a, 39b, которые распространяются вдоль балки 2 моста, снабжена выемками 40. Сквозь эти выемки 40 по меньшей мере частично распространяются стержневые стяжные элементы 30 резьбовых хомутов. Таким образом обойма 6 моста фиксируется в продольном направлении балки моста на стяжных элементах и вместе с тем также относительно рычага 5 подвески. Поэтому обойма 6 моста в состоянии воспринимать силы в продольном направлении балки моста и передавать на рычаг 5 подвески. Даже при длительном применении сдвиг балки моста в этом продольном направлении исключен.
Четыре выемки 40 на обойме 6 моста для продевания с малым зазором стержневых стяжных элементов 30 имеют U-образный или V-образный контур.
На фиг.12 воспроизведен другой вариант осуществления шасси автомобиля промышленного назначения. Первый элемент шасси снова представляет собой элемент моста, здесь имеющий поперечное сечение круглой трубчатой балки моста. В отличие от этого, второй элемент шасси представляет собой здесь тормозной кронштейн 4 дискового тормоза автомобиля промышленного назначения.
Тормозной кронштейн 4 имеет несущий участок 41 для крепления и/или установки функциональных элементов дискового тормоза, например, для крепления и установки скобы дискового тормоза. Далее, тормозной кронштейн имеет крепежный участок 42 для жесткой фиксации тормозного кронштейна 4 на элементе моста. Этот крепежный участок 42 представляет собой здесь изогнутую обойму 10, которая выполнена для непосредственного прилегания к элементу моста, то есть балке 2 моста.
Затем имеющий обойму 10 крепежный участок 42 соединяется в с ответной обоймой 50 в замкнутое и при этом зажимающее элемент 2 моста кольцо, напр., посредством винтов 51. На внутренней стороне обоймы 10 и предпочтительно также ответной обоймы 50 соответственно частично выполнены шерохования в виде созданных путем лучевой обработки опорных областей 11, 12, 13, 14.
В свою очередь, тормозной кронштейн 4 и предпочтительно также ответна обойма 50 состоят из уже описанного, шерохованного лучевым способом литья из стали с шаровидным графитом, в частности из модифицированного чугуна GJS или GCS.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Опора рычага подвески
1A Опорная проушина
2 Первый элемент шасси, балка моста
4 Второй элемент шасси, тормозной кронштейн
5 Второй элемент шасси, рычаг подвески
6 Второй элемент шасси, обойма моста
7 Участок рычага подвески
9 Пневморессора
10 Обойма
10A Опорная планка
11 Опорная область
12 Опорная область
13 Опорная область
14 Опорная область
15 Наружная сторона балки моста
20 Обойма
30 Стяжной элемент, резьбовой хомут
32 Участок хомута
33 Резьбовая гайка
34 Контропора
36 Пластина крепления оси
37 Наружная сторона
38 Внутренняя сторона
39a Край
39b Край
40 Выемка
41 Несущий участок
42 Крепежный участок
50 Ответная обойма
51 Винт
Реферат
Изобретение относится к шасси автомобиля. Шасси для автомобиля промышленного назначения имеет балку моста и рычаг подвески, установленный с возможностью поворота на шасси. Кронштейн тормоза имеет крепежный участок, выполненный в виде обоймы. Обойма является составной частью рычага. Рычаг по меньшей мере одной шероховатой опорной областью опирается на наружную сторону балки. Опирание осуществляется двумя сформированными на обойме выполненными выступающими в направлении балки опорными планками, имеющими протяженность в продольном направлении балки. Внутренняя сторона обоймы также снабжена шероховатой опорной областью. Шерохование состоит из поверхностной структуры, созданной путем обработки опорной области лучевым способом, импульсным твердотельным лазером, имеющим энергию импульса максимум 80 мДж. Опорная область выполнена внутри на обойме, распространяется по части периметра балки и имеет изогнуто проходящую внутреннюю сторону. Опорные планки находятся на различных окружных участках обоймы и отделены друг от друга окружными участками без опорных планок. Достигается надежная передача рабочих усилий от одной части шасси к другой. 4 н. и 16 з.п. ф-лы, 12 ил.
Комментарии