Распорный металлический анкер и способ его изготовления - RU2087760C1
Код документа: RU2087760C1
Чертежи
Описание
Изобретение относится к деталям машин.
Известен металлический распорный анкер [1] содержащий стержень со средством для фиксации или закрепления детали на заднем конце и распорным элементом на переднем конце, расширяющимся к торцу последнего, и расположенный на стержне с охватом распорного элемента разжимной элемент с продольными прорезями, при этом распорный элемент имеет с сечении многоугольную форму с полигональными боковыми поверхностями.
Известный анкер изготавливают из двух отдельных деталей: стержня с распорным конусом на одном конце и разжимного элемента. Известное решение принято в качестве прототипа.
Техническим результатом изобретения являются упрощение и удешевление процесса изготовления анкера, а также упрощение его монтажа.
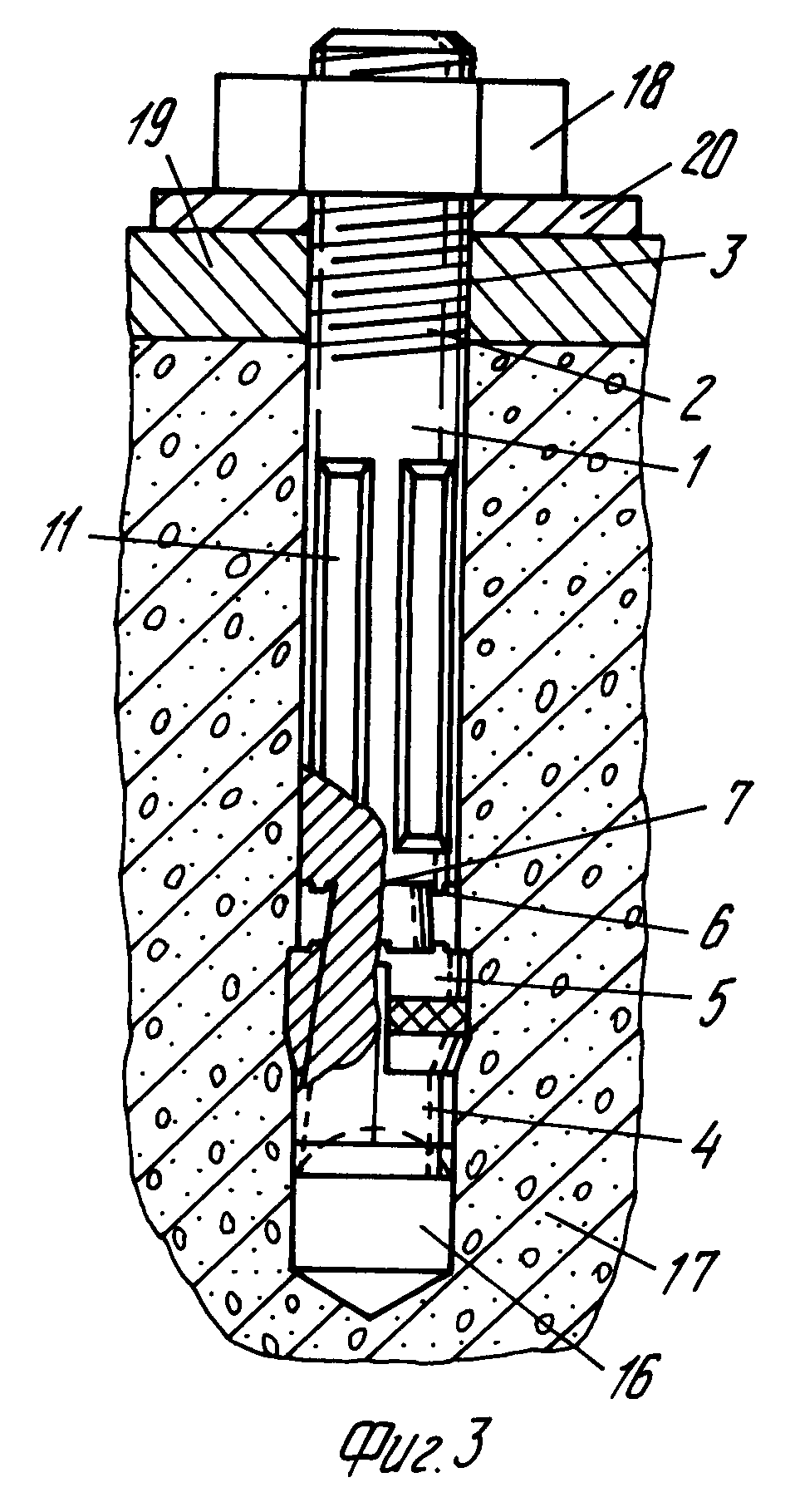
На фиг. 1 изображен металлический распорный анкер, изготовленный литьем под давлением из порошка; на фиг. 2 сечение распорного конуса по линии А-А; на фиг. 3 распорный анкер, закрепленный в отверстии строительного элемента.
Показанный на фиг. 1 распорный металлический анкер 1 состоит из стержня 2, на заднем конце которого выполнена наружная резьба 3, а на переднем конце располагается распорный конус 4. На фиг. 2 видно, что распорный конус 4 в сечении образует многоугольник (в представленном примере четырехугольник). Каждой поверхности многоугольника соответствует распорный элемент 5, который перемычками 6 связан с цилиндрической частью 2. Каждый распорный элемент 5 прикреплен к стержню 2 предпочтительно на двух перемычках 6, при этом перемычка 7 предпочтительно располагается между двумя распорными элементами 5 таким образом, что эта перемычка 7 поддерживает два соседних распорных элемента. Внутренняя поверхность распорных элементов 5 образует с полигональной поверхностью зазор 8, ширина которого приблизительно соответствует величине выступа 9 распорного элемента 5 над диаметром цилиндрической части.
Для повышения трения между распорными элементами 5 и стенками отверстия наружные поверхности элементов снабжены рифленой накаткой 10. Для экономии материала и для приема остатков высверленного материала наружная поверхность стержня 2 снабжена продольными канавками 11, а торцовая поверхность распорного конуса 4 выемкой 12. Для облегчения ввода распорного анкера в отверстие строительной детали распорные элементы 5 снабжены скосом 13 на передней торцовой стороне.
Представленное на фиг. 2 сечение по линии А-А изображает распорный конус 4 в виде четырехугольника, при этом полигональные поверхности 14 изогнуты. Для обеспечения изготовления радиус кривизны является постоянным в каждой точке по всей длине распорного конуса 4. Распорные элементы 5 разделены прорезями 15 по продольным кромкам конуса.
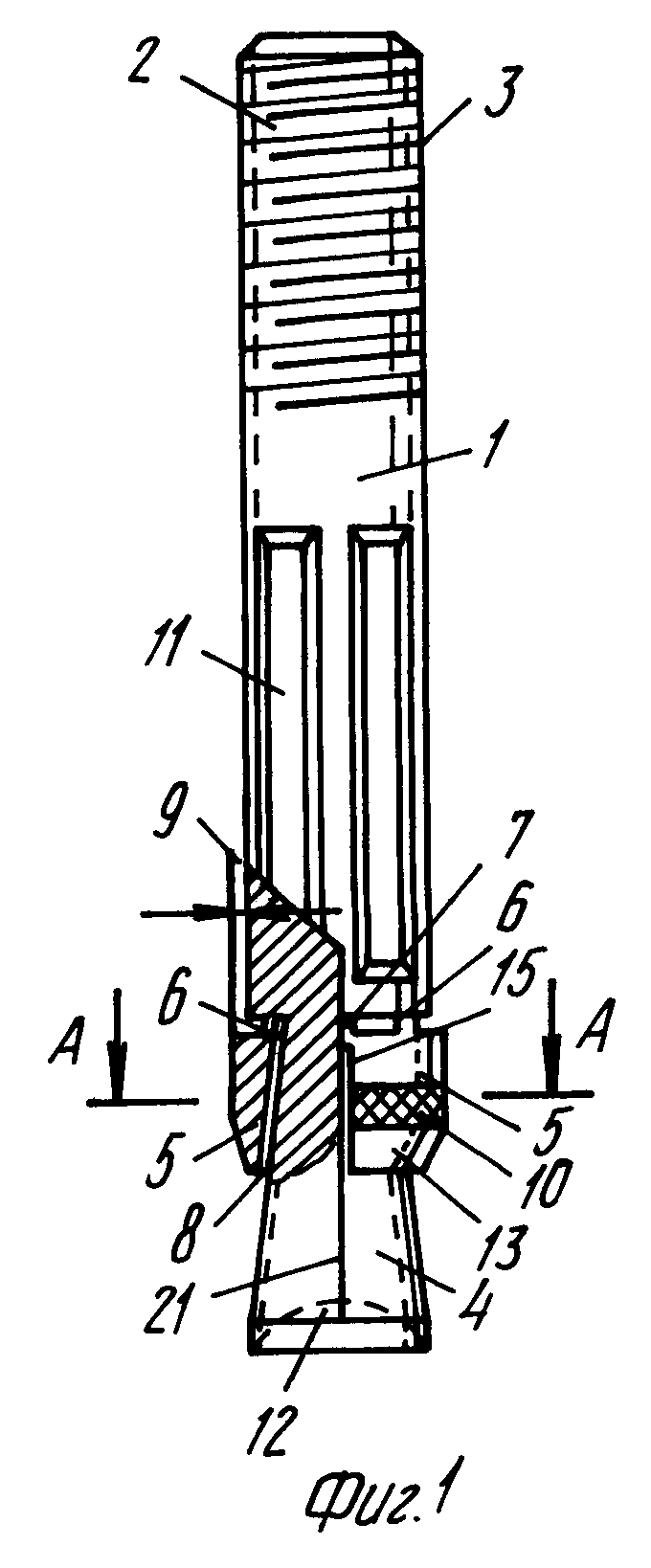
На фиг. 3 показан распорный анкер 1, закрепленный в отверстии 16 строительной детали 17. При вводе распорного анкера 1 в отверстие 16 радиально выступающие распорные элементы 5 сжимаются до диаметра отверстия 16, поэтому распорные элементы 5 прижимаются к полигональным поверхностям 14 распорного конуса 4. При сжатии соединительные перемычки 6,7 срезаются, поэтому распорные элементы 5, смещаясь в осевом направлении, прилегают к полигональным поверхностям 14 с возможностью смещения в осевом направлении. При навинчивании гайки 18 на резьбу 3 цилиндрической части стержня 2 последняя перемещается в направлении устья отверстия, в результате чего распорный конус 4 входит в распорные элементы 5, зафиксированные стенками отверстия. Раздающиеся в направлении ко дну отверстия полигональные поверхности 14 раздвигают распорные элементы 5 наружу в радиальном направлении, и распорный анкер 1 закрепляется в отверстии 16.
Одновременно производится фиксация закрепляемой детали посредством шайбы 20 на строительной детали 17.
Изготовление распорного анкера 1 осуществляют литьем под давлением из порошка с использованием литьевой пресс-формы. Образование внутренних поверхностей распорных элементов 5 и полигональных поверхностей 14 распорного конуса 4 осуществляется посредством шибера, разделенного по угловым кромкам 21 многоугольника на отдельные элементы. Толщина отдельных элементов шибера соответствует величине зазора 8 между распорными элементами 5 и полигональными поверхностями 14.
Реферат
Использование: в деталях машин. Сущность изобретения: распорный металлический анкер для закрепления в отверстии в строительной детали содержит стержень, который имеет на переднем конце распорный конус с многоугольным поперечным сечением. На каждой полигональной поверхности расположены с зазором относительно этой поверхности распорные элементы. Величина зазора приблизительно соответствует радиальному выступу распорного элемента относительно диаметра стержня. Каждый распорный элемент по своей торцовой стороне, обращенной к заднему концу, соединен со стержнем, перемычками, образующими места разрыва, которые срезаются при забивании распорного анкера в отверстие, после чего распорные элементы могут смещаться по полигональным поверхностям. Распорный анкер изготавливается из металлического порошка литьем под давлением и спеканием, при этом для образования зазора между распорными элементами и полигональными поверхностями распорного конуса используется шибер, разделенный по угловым кромкам многоугольника. 2 с.и. 6 з.п. ф-лы, 3 ил.
Комментарии