Сосуды, работающие под давлением, и способы их изготовления с использованием аддитивной технологии - RU2665089C2
Код документа: RU2665089C2
Чертежи








Описание
Область техники
Изобретение относится к области изготовления сосудов, работающих под давлением, т.е. сосудов, которые находят применение по всему миру. К этой области относятся промышленные пневматические резервуары, баки-аккумуляторы горячей воды для дома, баллоны для дайвинга, декомпрессионные камеры, перегонные колонны, корпусы высокого давления реактора, автоклавы и многие другие сосуды под давлением, которые применяются в горном производстве, нефтеперерабатывающих заводах (НПЗ), нефтехимических заводах и корпусах ядерных реакторов.
Другие области применения включают в себя подводные лодки и среду обитания на космических кораблях, системы под давлением на самолете, пневматические и гидравлические резервуары под давлением, пневматические тормоза для железнодорожных вагонов, пневматические тормоза для автотранспорта, и сосуды для хранения сжиженых газов, таких как аммиак, хлор, пропан и бутан, включая современный автотранспорт, на котором используются сжатые газы для двигателей.
Приводя только один пример (которым нельзя ограничиваться), для системы тушения пожара требуются контейнеры для хранения под высоким давлением (которые также называют бутылями или цилиндрами), сотни тысяч которых устанавливают по всему миру каждый год.
Многие известные нам сосуды, работающие под давлением, выполнены из стали, и имеют форму цилиндра или сферы, но на некоторые механические свойства стали, достигаемые путем прокатки или поковки, может отрицательно влиять сварка, которая требуется для изготовления герметизированного сосуда и приводит к увеличению толщины стенки, а также к избыточному весу таких сосудов.
Некоторые известные нам сосуды выполнены из композитных материалов (КМ), например, намоточного КМ с использованием углеродного волокна, удерживаемого на месте полимером. Из-за очень высокого сопротивления разрыву углеродного волокна, эти сосуды могут быть очень легкими, но процесс их изготовления более сложный и требует большего применения человеческого труда.
Это изобретение внедряет способ изготовления сосудов под давлением разнообразной конфигурации с использованием технологии послойной печати. Представленное здесь изобретение предлагает способ изготовления нового типа сосуда под давлением, включая разнообразие форм таких сосудов за счет использования технологии послойной печати, более известной под названием 3D Printing (трехмерная печать) для производства следующих сосудов, а именно:
- сосуды под давлением, которые легче и дешевле, чем известные в настоящее время;
- сосуды под давлением, которые имеют уникальную внутреннюю несущую (или поддерживающую) конструкцию;
- сосуды под давлением, которые выдерживают более высокое давление в сравнении с сосудами, известными до сих пор;
- сосуды под давлением, которые можно изготавливать автоматически с использованием одного процесса (за один прием) объемной печати; и
- сосуды под давлением, которые можно изготовить экономически и экологически выгодно и без отходов.
Термин "сосуд", используемый в данном документе, означает любой закрытый контейнер, цилиндр, бутыль, бак, трубопровод, обитаемые транспортные средства (космический корабль, подводные исследовательские суда, и т.п.) или любую закрытую конструкцию, которая способна поддерживать внутреннее давление, которое отличается от внешнего давления. Сосуды и обитаемые контейнеры, которые имеют повышенное наружное давление, также можно рассматривать в этом изобретении.
Уровень техники
Одна из самых ранних попыток разработать сосуд (бак), способный выдерживать высокое давление до 10,000 фунтов/кв. дюйм (69 МПа), была предпринята в 1919. В результате появился бак диаметром 6 дюймов (150 мм) скрученный в спираль с двумя слоями высокопрочной стальной проволоки во избежание разрыва стенок, с защитными колпачками, укрепленными вдоль длины высокопрочными стержнями.
Патент США №4,505,417 Макарова и др. описывает прокатный стан для изготовления корпусов многослойных сосудов под давлением, состоящих из ротаторов для вращения корпуса сосуда. Корпус сосуда окружен порталом, который движется вдоль корпуса сосуда, для накручивания стальной проволоки на корпус сосуда.
Патент США №5,419,416 Миашиты и др. приводит описание гасителя энергии, который имеет композитную конструкцию, армированную КМ, для гашения энергии удара. Корпус гасителя энергии выполнен из КМ и имеет форму полого цилиндра с множественными секциями с постепенным увеличением размера корпуса, по крайней мере, на две ступени по оси.
Патент США №8,557,185 Шулмайера и др. приводит описание наружного сосуда под давлением и, по крайней мере, одного встроенного в корпус контейнера.
Патент США №8,540,876 Поклопа и др. с описанием многотрубного сосуда под давлением. Однако данное изобретение делает акцент на адаптер для отвода фильтрата.
Очень близкая проектная идея была представлена в патенте США №7,963,400 Столарика и др. В патенте дается описание термопластической пластины распределителя для композитного сосуда под давлением с отверстием в центре и радиальными щелями; однако плита играет свою роль только для завихрения газообразной или жидкой среды через диск с нижней стороны до верхней стороны для использования в приборах для обработки воды. Однако в этом случае "диски должны иметь достаточную толщину для поддержания среды для обработки воды, не подвергаясь деформации" - колонка 5, строка 1. Таким образом, на практике в этом случае наружная стенка сосуда поддерживает и защищает диск от деформации или разрушения, что противоречит представленному изобретению.
Наконец, все предыдущие изобретения главным образом были сосредоточены на укреплении стенок сосуда за счет применения различных технических средств и материалов, начиная от высокопрочной стали до КМ. В действительности никто не думал об укреплении стенок сосуда изнутри за счет применения внутренней несущей конструкции, которая позволяет существенно снизить нагрузку от давления на стенки сосуда путем переноса такой нагрузки на противоположную часть стенки через внутреннюю несущую конструкцию, и таким образом компенсируя давление на стенку. Более того, никто не подумал о возможности изготовления сосуда за счет применения послойной печати, которая позволяет изготовить сосуд в течение одного технологического цикла без вмешательства человека, и что особенно важно, без отходов.
Данное изобретение представляет улучшенный способ изготовления сосудов работающих под давлением и уникальную конструкцию сосуда под давлением, который улучшает характеристики и снижает затраты по сравнению с ранее известными сосудами под давлением и методами их изготовления.
Определения
В данном изобретении используются следующие термины:
Аддитивное производство или использование технологии послойной печати (3D printing) - это процесс изготовления трехмерного твердого тела любой формы на базе цифровой модели. Объемная печать достигается путем использования аддитивного процесса, в котором последовательно укладываются слои материала для создания необходимой формы. Послойная печать также отличается от традиционной механической обработки, которая главным образом опирается на удаление материала методом обрезки или сверления (субтрактивные процессы). При аддитивном производстве используются различные технологии изготовления, которые могут произвести заказные детали за счет точной "печати" (наложения) слоя на слой материала, включая, но, не ограничиваясь, пластиком или металлом, до полного создания трехмерной формы.
Связь - устройство, обеспечивающее прочное соединение между стенками или оболочками сосуда под давлением и центральным поддерживающим элементом, в любой форме, включая, но, не ограничиваясь, формой спиц, струн, игл, цепей, дисков, пластин, стержней, спиралевидных и сложных профилированных конструкций, труб, многогранников, ячеистых конструкций и конструкций в виде сот и прочих жестких связей, позволяющих распределить и снизить силы давления на стенки или оболочки сосуда.
Центральный поддерживающий элемент - это замкнутая конструкция внутри сосуда под давлением со своим собственным внутренним замкнутым пространством или полостью, которая сообщается с внутренней частью сосуда через одно или более отверстий, а также сообщается с внешней средой сосуда под давлением через впускное или выпускное устройство, например, клапан, который работает во время заполнения или сброса жидкой или газообразной среды, находящейся в сосуде, или другой вход или выход (для контейнеров, предназначенных для нахождения в них людей). Центральный поддерживающий элемент, расположенный в любой части сосуда под давлением, имеет жесткое соединение с внешней оболочкой сосуда под давлением через связи и может иметь любую геометрическую форму, включая, но, не ограничиваясь, круглой трубы, сферы, ячейками в виде сот или в виде многогранников или стержней.
Внутренняя несущая конструкция в виде сот - это связывающая конструкция, состоящая из ячеек любой геометрической формы, замкнутая или открытая, и включая, но, не ограничиваясь, любой формой от круглой трубы до многогранника с внутренним пространством, которое прямо или косвенно сообщается с внутренними пространствами всех прочих ячеек и внутренней полостью центрального поддерживающего элемента, которая в этом случае может служить просто другой ячейкой, конструкция которой отличается от конструкции всех других ячеек за счет прямого сообщения с впускным или выпускным устройством. Подобная конструкция создает жесткие связи или соединения между стенками сосуда под давлением и центрального поддерживающего элемента для распределения и снижения сил натяжения и нагрузки давления на стенки или оболочку сосуда.
Внутренняя несущая конструкция- конструкция, которая обеспечивает прочное жесткое соединение между стенками (или оболочками) сосуда под давлением, а внутренняя несущая конструкция через связи распределяет и снижает нагрузку давления на стенки или оболочку сосуда.
Сосуд под давлением представляет собой закрытый контейнер, бутыль, баллон, трубопровод под давлением и любую другую закрытую конструкцию, спроектированную для хранения и/или транспортировки газов, жидкостей и/или других флюидов под давлением, которое существенно отличается от давления внешней среды, независимо от того, внутреннее давление выше или ниже, чем атмосферное давление. Данное определение также относится к давлению под водой, в самолетах или космических кораблях и аналогичных конструкциях, как обитаемых, так и промышленных.
Впускное (наливное) устройство представляет собой клапан, регулятор, кран или любое другое устройство, сборку или конструкцию, которая позволяет наполнить или перезаполнить сосуд под давлением газообразной или жидкой средой. В большинстве случаев такое устройство используется как для заполнения сосуда под давлением газообразной или жидкой средой, так и спуска газообразной или жидкой среды из сосуда. Впускное устройство обычно располагается на конце сосуда под давлением или на одном или другом конце трубопровода под давлением. Если речь идет об обитаемых контейнерах, впускное устройство может быть расположено в точке входа (например, люк или тамбур).
Выпускное (спускное) устройство представляет собой клапан, регулятор, кран, мембрану или любое другое устройство, сборку или конструкцию, которая позволяет спустить содержимое сосуда под давлением; в большинстве случаев такое устройство используется для заполнения сосуда под давлением газообразной или жидкой средой и/или для спуска их из сосуда. Выпускное устройство, как правило, расположено на конце (или крышке) сосуда под давлением или на конце трубопровода. Если речь идет об обитаемых контейнерах, выпускное устройство может быть расположено в точке выхода (например, люк или тамбур).
Внешняя среда сосуда под давлением (или контейнера) - все, что находится снаружи сосуда под давлением, включая, но, не ограничиваясь трубопроводами, клапанами и прочими устройствами, расположенными вне сосуда под давлением для транспортировки содержимого дальше или для заполнения сосуда под давлением газом или газообразной или жидкой средой или просто для отвода среды в атмосферу, если содержимое сосуда под давлением сбрасывается непосредственно в атмосферу.
Оболочка или внешняя стенка - внешняя (наружная) стенка сосуда под давлением или трубопровода.
Раскрытие сущности изобретения
Основные цели данного изобретения приводятся ниже:
Создать тип сосуда под давлением, который способен компенсировать все вышеуказанные недостатки устройств известного уровня техники, особенно сосудов под давлением и трубопроводов, в которых может быть очень большой перепад между внутренним и внешним давлением.
Разработать способ, позволяющий изготовить уникальный тип сосуда под давлением с внутренней несущей конструкцией.
Разработать способ изготовления сосудов для фасовки и хранения жидкостей.
Разработать способ изготовления сосуда под давлением, используя один автоматический процесс без или с ограниченным вмешательством человека.
Создать такой тип сосуда под давлением, который позволит снизить нагрузку давления на стенки сосуда за счет применения внутренней несущей конструкции со связями, которые компенсируют давление на стенки сосуда под давлением.
Разработка аддитивного способа изготовления и процесса, в котором сосуд под давлением изготавливается за счет применения наложения слоев один за другим с использованием технологии послойной печати, причем данный способ включает, но не ограничивается, экструзионным накладыванием слоев материала, изготовлением электроннолучевой свободной формы, прямым лазерным спеканием металлов, электроннолучевой плавкой, селективным лазерным плавлением, лазерным спеканием порошковых компонентов, селективным лазерным спеканием и другими аддитивными методами производства.
Разработка аддитивного метода изготовления и процесса, когда сосуд под давлением изготавливается за счет наложения слоев с использованием технологии и материалов, включая, но, не ограничиваясь, группой синтезированных материалов, керамики, металлопорошков и порошков металлических сплавов, термопластиков, глин, составов графена и углерода, бумаги, фольги и их комбинаций или их смесей.
В изобретении предлагается использовать аддитивное изготовление и/или технологию послойной печати, которая позволяет создать уникальный тип сосуда под давлением, трубопровода или других контейнеров при положительном или отрицательном давлении, с использованием внутренней несущей конструкции, которая позволяет снизить давление на стенки сосуда под давлением и/или создать противодействие на эти стенки для того, чтобы указанный сосуд мог выдерживать перепад высоких давлений между внутренней и внешней средой указанного сосуда. Это сделает такие сосуды или контейнеры легче и прочнее в сравнении с производимыми сейчас конструкциями, используя меньше материалов и без отходов.
В течение многих десятилетий промышленность полагалась на прочность материала, используемого для изготовления сосуда под давлением, и толщину стенок сосуда, так как сосуды под давлением рассчитываются на давление газа из-за сил натяжения внутри стен сосуда. Нормальная сила натяжения в стенках сосуда пропорциональна давлению и радиусу сосуда и обратно пропорциональна толщине стенок.
Поэтому сосуды под давлением проектируются таким образом, чтобы толщина была пропорциональна радиусу емкости и давлению внутри емкости, и обратно пропорциональна максимальной допустимой силе натяжения конкретного материала, применяемого для стенок сосуда, так как толщина стенок (для данного давления) определяется радиусом емкости, массой (весом) емкости (который определяется в зависимости от соотношения длины к радиусу и толщине стенок емкости в виде трубопровода) и соразмеряется с объемом удерживаемого в емкости газа (который равен квадрату длины радиуса).
Данное изобретение представляет новый подход к конструкции и способу изготовления сосуда под давлением, который позволяет изготовить более легкий, прочный сосуд, который способен выдерживать большую разницу давления (будь то большее давление в сосуде или большее давление вне сосуда) в сравнение с тем, что было известно ранее. В этом контексте "большая" разница давлений означает давление, которое, по крайней мере, в 5 раз больше, и, что более предпочтительно, по крайней мере, в 10 раз больше, чем известная разница давлений для сосудов, изготовленных из аналогичных материалов и одинакового типа. Например, известный в настоящее время контейнер для хранения сжатого природного газа, изготовленный из армированной стали, может выдерживать разницу давлений порядка 300 бар (303, 95 атм) в то время как сосуд, выполненный согласно инновационному методу и типу, может выдерживать разницу давления 10000 бар (10131,71 атм). Следует отметить, что при среднем уровне компетенции и исходя из того, что сосуд может выдерживать такую большую разницу давлений, не требуется, чтобы сосуд должен выдерживать такую большую разницу давлений. Опять же, исключительно для примера, каждый сосуд изготавливается для нулевого давления и даже после изготовления сосуды могут не подвергаться большой разнице давлений в течение какого-то времени, а может быть и никогда. Некоторые сосуды под давлением, изготовленные в соответствии с изобретением, могут использоваться для хранения жидкостей при нулевом давлении, например, сосуды для хранения бензина в пассажирском транспортном средстве. Однако, такие сосуды могут выдерживать большую разницу давлений благодаря своей конструкции, сравниваемой с известными топливными баками и, следовательно, могут быть легче благодаря улучшенной конструкции.
Дальнейшая цель изобретения - создать сосуд для использования в транспортных средствах (автомобилях), работающих на водороде, метане или других газах, которые смогут безопасно хранить гораздо большие объемы топлива, увеличивая их запас и/или давление.
Другие цели и отличительные признаки данного изобретения станут понятнее после подробного описания, рассматриваемого с сопроводительными чертежами. Следует понять, однако, что чертежи разработаны только для демонстрации и не в качестве определения границ изобретения, для чего следует сослаться на прилагаемую формулу изобретения. Далее следует понимать, что чертежи не обязательно выполнены в масштабе и что, если иначе не оговорено, чертежи просто предназначены для концептуального изображения конструкций и процедур, описанных в данном изобретении.
Краткое описание чертежей
Фиг. 1 показывает вертикальное поперечное сечение предпочтительного варианта изобретения, которое показывает внутреннюю несущую конструкцию сосуда под давлением в форме отдельных спиц;
Фиг. 2 показывает горизонтальное поперечное сечение варианта изобретения на фиг. 1;
Фиг. 3 показывает горизонтальное поперечное сечение другого варианта изобретения, в котором внутренняя несущая конструкция состоит из комплекта перфорированных дисков, соединяющих наружную оболочку с центральным поддерживающим элементом;
Фиг. 4 показывает вертикальное поперечное сечение варианта изобретения на Фиг. 3;
Фиг. 5 - перспективное изображение следующего варианта изобретения внутренней несущей конструкции;
Фиг. 6 показывает вертикальное поперечное сечение еще одного варианта изобретения;
Фиг. 7 - вид сверху варианта изобретения фиг. 6, на котором показан фрагмент вида в поперечном разрезе;
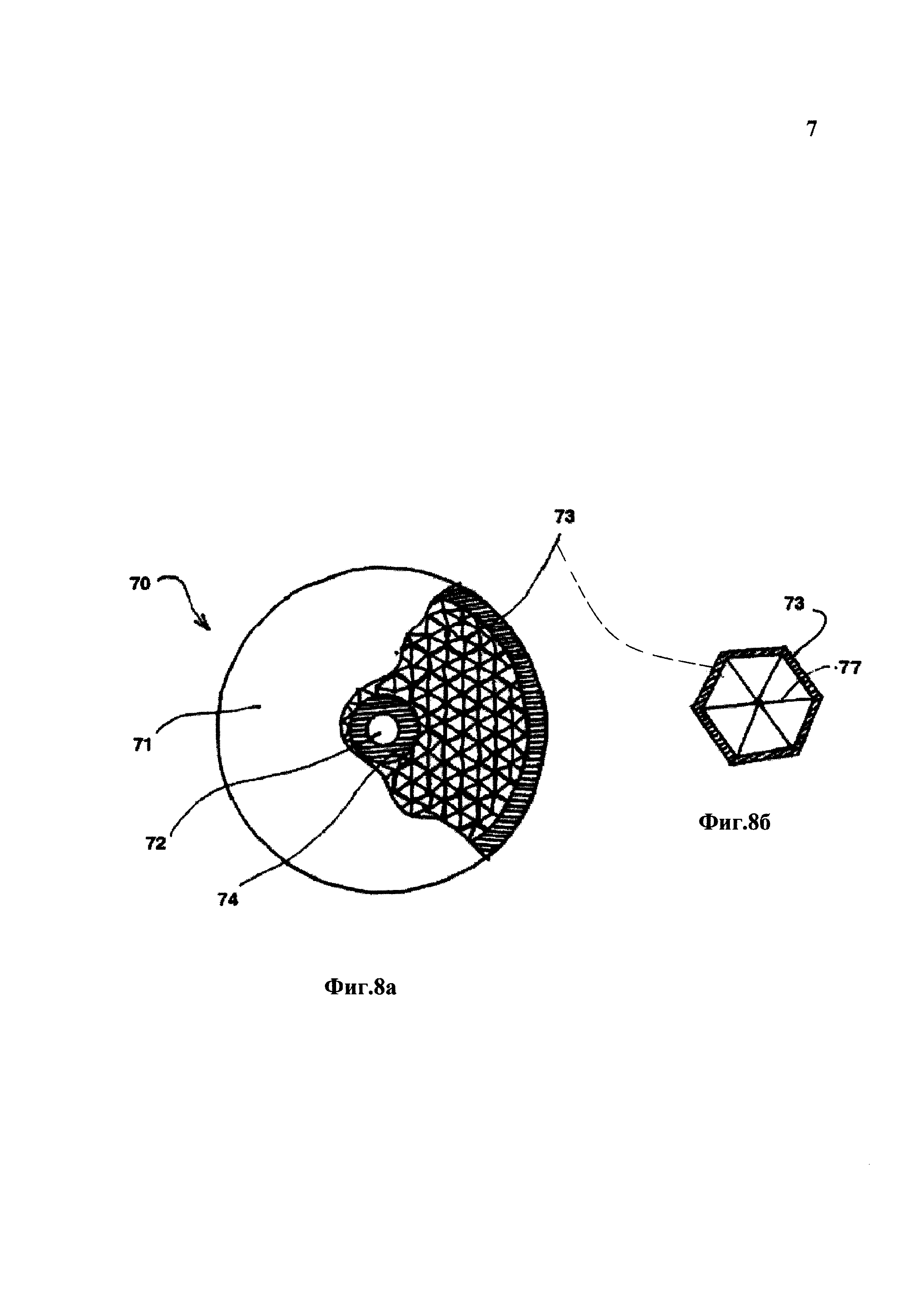
Фиг. 8а - вид сверху аналогичный виду на фиг. 7 с фрагментом поперечного разреза аналогичного варианта изобретения и с ячеистой внутренней несущей конструкцией;
Фиг. 8b показывает компонент отдельной ячейки варианта изобретения на Фиг. 8а в поперечном разрезе;
Фиг. 9 - еще один вариант изобретения в виде фрагмента поперечного сечения;
Фиг. 10 - горизонтальный поперечный разрез другого варианта изобретения с новой конструкцией, которая имеет нецилиндрическую внешнюю форму с внутренней несущей конструкцией; и
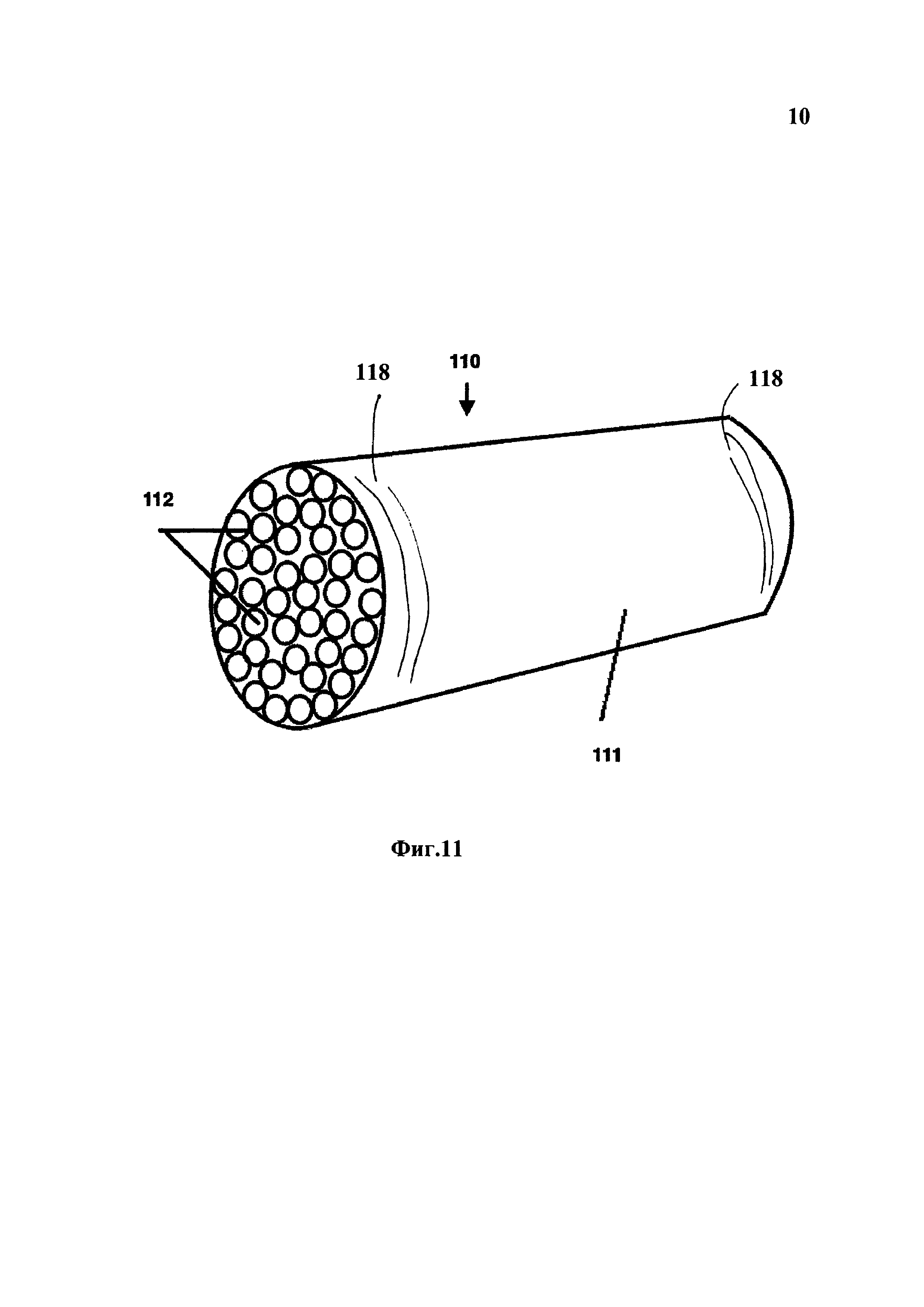
Фиг. 11 - вид в перспективе сегмента трубопровода, используемого для транспортировки жидкостей и газов под давлением, и изготовленный в соответствии с другим вариантом изобретения.
Осуществление изобретения
Фигура 1 приводит вертикальное поперечное сечение первого предпочтительного варианта изобретения с новым сосудом под давлением. Этот вариант содержит цилиндрический герметичный сосуд 10 под давлением, с внешней стенкой 11 и внутреннюю несущей конструкцию, которая включает в себя центральный поддерживающий элемент 12, подсоединенный к стенке 11, и связи 13, которые в этом варианте выполнены в форме спиц или стержней. Связи 13 играют важную роль в переносе внутренних сил давления, действующих от внешней стенки 11 на центральный поддерживающий элемент 12, который, в свою очередь, переносит и распределяет эти силы на противоположную стенку и наоборот. Это позволяет сосуду 10 выдерживать большее давление в сравнении с сосудом, не имеющим такой внутренней несущей конструкции.
Связи 13 можно распределять внутри сосуда 10 или наугад, или согласно предпочтительному варианту изобретения, используя форму, рассчитанную для оптимизации равновесия сил внутри сосуда 10. Вариант изобретения на фиг. 1 приводит один из многих вариантов распределения связей 13, где все связи 13 приложены к внешней стенке 11 в виде винтообразной конструкции или в виде обмотки подобно спиральной лестнице. Любые другие варианты распределения связей 13 также возможны до тех пор, пока такие связи позволяют распределять внутренние силы давления и/или снижать напряжение от давления на внешнюю стенку 11.
4. Центральный поддерживающий элемент 12 может иметь любую форму при условии, что включает в себя полость или пустое пространство внутри элемента, которое сообщается с внутренней средой сосуда, например, через одно или более отверстий 15 или проемов. Это необходимо для того, чтобы наполнять сосуд 10 газообразной или жидкой средой или газом и для их спуска из сосуда под давлением. С этой целью впускное или выпускное устройства, такие как клапан 14 или любое другое устройство аналогичного образа действия, были установлены на одном или обоих концах центрального поддерживающего элемента 12, что позволяет при их использовании прямое сообщение между внутренней полостью элемента 12 и средой внутри сосуда 10. Клапан 14 может быть выполнен отдельно или вместе с сосудом 10 во время выполнения послойной печати. В некоторых случаях впускной клапан может быть расположен наверху, а выпускной клапан - внизу элемента 12 или наоборот.
Центральный поддерживающий элемент 12 имеет отверстия 15, для сообщения с внутренней средой сосуда 10. Отверстия 15 также позволяют наполнить сосуд 10 газом или жидкой средой и спустить содержимое из сосуда. Размер и количество таких отверстий 15 может варьироваться в зависимости от применения и может ограничиваться определенным значением, чтобы спустить только определенный объем содержимого сосуда с предварительно заданной скоростью, которую можно рассчитать заранее известным методом в зависимости от давления жидкости или газа, вязкости и общего поперечного сечения всех отверстий 15. Это очень важный параметр данного изобретения, так как во многих применениях только ограниченный объем газообразной или жидкой сред должен выходить из сосуда 10 в течение данного интервала времени, или в случаях, когда по стандарту необходим полный период разгрузки, как, например, для огнетушителей (например, 60 секунд).
На Фиг. 2 схематически приведен тот же самый вариант изобретения, т.е. герметичного сосуда 10, как и на Фиг. 1, в поперечном разрезе. Количество, размер и толщина связей 13 в виде стержней может варьироваться, соответственно, по размеру, форме, материалам и рабочему давлению сосуда 10 известным образом.
Фиг. 3 демонстрирует поперечный разрез сосуда 20, аналогичного сосуду 10, приведенному на Фиг. 1 и 2, в котором внутренняя несущая конструкция включает в себя комплект перфорированных дисков 23, соединяющих внешнюю стенку 21 с центральным поддерживающим элементом 22. На поперечном разрезе, проходящем через диск 23, можно видеть стенку 21, полость центрального поддерживающего элемента 22 и перфорационные отверстия 26 разного размера, расположенные в порядке, позволяющем уменьшить вес при изготовлении сосуда 20.
Фиг. 4 демонстрирует тот же самый вариант сосуда 20, но в горизонтальном разрезе. На этом виде лучше видна стенка 21, центральный поддерживающий элемент 22, и диски 23, которые выполняют роль связей для соединения центрального поддерживающего элемента 22 со стенкой 21. На Фиг. 4 перфорационные отверстия 26 не показаны.
Впускное или выпускное устройство, а именно клапан 24, установлен в верхней части сосуда 20 и сообщается с полостью центрального поддерживающего элемента 22, который в свою очередь сообщается с внутренней частью сосуда 20 через отверстия 25. Кроме того, при имеющемся первом клапане, устанавливают второй клапан в сосуде, с возможностью сообщения указанной полости указанного центрального поддерживающего элемента с обоими клапанами, при этом один из указанных первого и второго клапанов разрешает только одно, наполнять сосуд жидкостью или газом или спускать их из сосуда, а другой из указанных первого и второго клапанов разрешает соответственно только другое, наполнять сосуд жидкостью или газом или спускать ее из сосуда.
Фиг. 5 иллюстрирует другой вариант изобретения внутренней несущей конструкции 30 сосуда, причем в этом варианте одна или более связей 33 имеют винтообразную форму для того, чтобы обеспечить прочные связи между воздухонепроницаемыми стенками сосуда (здесь не показано) и центральным поддерживающим элементом 32, который связан с внешней средой с помощью впускного или выпускного устройств 34. Связи 33 имеют перфорационные отверстия 35 и закреплены на стенке сосуда, образуя единый прочный корпус, способный выдерживать высокое давление. Внутренняя полость в центральном поддерживающем элементе 32 сообщается с внутренней средой сосуда через отверстия 36, число которых и скорость расхода рассчитываются заранее в соответствии с желаемыми рабочими характеристиками, необходимыми для данного сосуда под давлением.
Вариант изобретения, приведенный на Фиг. 3, 4 и 5 может быть реализован за счет применения технологии послойной печати с использованием метода обмотки волокном в композитных сосудах, для которых рекомендуется использование графена или составов на графене.
Сосуд имеет размер для помещения в него другого предмета помимо жидкости и газа, причем в указанной конструкции внешней стенки формируют отверстия такого размера, который позволяет продвижение предмета внутрь сосуда.
Концепция изобретения позволяет изготовить герметичные или воздухонепроницаемые сосуды как с внутренним, так и наружным положительным давлением, например, подводные лодки и подводные конструкции, обитаемые или промышленные.
Изготовление такого сосуда под давлением с использованием традиционных технологий, принятое в промышленности, будет сильно затруднено. Однако аддитивное изготовление, более известное как трехмерная печать, допускает изготовление таких сосудов без проблем, связанных с большинством имеющихся сегодня технологий и без отходов строительных материалов.
Существуют различные технологии послойной печати, которые могут быть использованы для изготовления таких сосудов с внедрением новаторской проектной концепции, а именно, внутренней несущей конструкции, как указано ниже:
Моделирование методом экструзионного накладывания слоев расплавленного материала (FDM)
Электронно-лучевой процесс создания предметов произвольной формы (EBF)
Прямое лазерное спекание металлов (DMLS)
Электронно-лучевая плавка (ЕВМ)
Селективное лазерное плавление (SLM)
Селективное спекание порошковых компонентов (SHS)
Селективное лазерное спекание порошковых компонентов (SLS)
Другие аддитивные технологии изготовления
Большинство указанных выше технологий подходит для изготовления новаторских сосудов под давлением. Такие технологии позволяют изготовить конечный продукт из единого и/или композитных материалов. Процессы изготовления, основанные на экструзии (FDM), использовании проволоки (EBF) и гранулировании (DMLS, ЕВМ, SLM, SHS и SLS) лучше всего подходят для данного изобретения.
За счет использования таких технологий, весь сосуд может быть выполнен за один процесс, без прямого вмешательства человека или без отходов материала (безотходное производство). Более того, стенки сосуда могут быть выполнены монолитными или иметь ячеистую структуру, которая снижает общий вес продукта в зависимости от его применения. Такая ячеистая конструкция может быть любой формы, которая способна поддерживать общую прочность стенки, например, конструкция в виде сот.
Наиболее предпочтительный вариант изобретения, использующий эту идею, приведен на фигурах с 6 по 10, где вместо связей, изображенных на фигурах с 1 по 5 (поз. 13, 23 и 33) можно видеть многообразие связей в виде сотовых конструкций (поз. 63, 73, 93 и 103), которые практически заполняют весь внутренний объем сосуда (поз. 60, 70, 90 и 100). В этом случае центральный поддерживающий элемент (62, 72, 92 и 102) также может быть выполнен в виде сот в поперечном сечении с центральным отверстием или полостью внутри (см. например, Фиг. 7). На чертежах такие элементы показаны отличными от других ячеек сотовой конструкции (63, 73, 93 и 103) просто для того, чтобы различить их на схеме. В каждом варианте изобретения центральный поддерживающий элемент (62, 72, 92 и 102) может являться просто другой ячейкой ячеистой связующей конструкции с единственной разницей в том, что такая конструкция сообщается прямо с впускным или выпускным устройством (64, 74 и 94). Отверстия 65 между ячейками (видны только на фиг. 6, но присутствуют в других вариантах изобретения) обеспечивают контакт между каждой из ячеек и центральным поддерживающим элементом.
Все структурные ячейки сотовой конструкции (63, 73, 93 и 103) обязательно должны иметь несколько отверстий между ними для сообщения друг с другом и с центральным поддерживающим элементом (62, 72, 92 и 102) для наполнения сосуда (60, 70, 90 и 100) газообразной или жидкой средой и их сброса в случае необходимости через клапан (64, 74 и 94), установленный на одном или другом концах центрального поддерживающего элемента (62, 72, 92 и 102). Ячейки сотовой конструкции (63, 73, 93 и 103) могут быть выполнены в любой возможной форме, которая позволяет эффективную передачу сил давления на внешнюю оболочку сосуда (60, 70, 90 и 100), непосредственно на центральный поддерживающий элемент (62, 72, 92 и 102) и между ячейками. Предпочтительны трубы или многогранники с треугольными, пятиугольными, шестиугольными и прочими поперечными сечениями. Центральный поддерживающий элемент (62, 72, 92 и 102) в каждом варианте изобретения может быть одинаковым, а отличаться от других ячеек только тем, что его внутренняя полость может сообщаться с соответствующим впускным или выпускным устройством (устройствами) (64, 74 и 94). Полость внутри центральных поддерживающих элементов (62, 72, 92 и 102) показана только схематически и может не отличаться от поперечного разреза или сечения других ячеек в сосуде, которые, в свою очередь, могут быть выполнены иначе внутри того же самого сосуда, что легко сделать, используя технологию послойной печати.
Самое большое преимущество этого типа сосуда (60, 70, 90 и 100) заключается в том, что снижается риск взрыва, вызываемого внешними повреждениями сосуда в сравнении с уже широко известными типами сосудов под давлением. В случае повреждения внешней оболочки сосуда под давлением пулей или другими механическими средствами, произойдет мгновенный спуск содержимого сосуда только через одну или несколько ячеек, но большая часть объема содержимого будет спускаться из сосуда под контролем (контролируемый расход). Это достигается за счет сниженной пропускной способности отверстий, через которые каждая ячейка сообщается друг с другом и с центральным поддерживающим элементом. Количество и размер сообщающихся отверстий, а также количество и размер самих ячеек может быть рассчитано во время проектирования согласно любому необходимому времени спуска и наполнения сосуда и желаемого уровня безопасности. Большинство сосудов под давлением не нуждаются в быстром спуске газообразной или жидкой среды подобно топливным бакам автотранспорта, работающего на газе. Такие баки должны иметь большее количество ячеек внутренней поддерживающей конструкции и меньшее количество и/или пропускную способность отверстий между ячейками, которые существенно повышают безопасность таких сосудов.
По этой причине концепция такого типа сосуда с использованием сотовых конструкций (63, 73, 93 и 103) является наиболее подходящей для хранения газа или жидкостей под высоким давлением, особенно это касается топливных баков в самолетах и автомобилях (например, заправляемых метаном или водородом) и т.п. Более того, сам факт, что поверхность внутренних ячеек занимает большую часть внешней оболочки сосуда, в свою очередь существенно снижает силы давления на внешнюю оболочку сосуда благодаря внутренней поддерживающей конструкции. Это также позволяет удерживать жидкость или газ при значительно более высоком давлении, чем в сосудах без такой конструкции.
Далее внимание конкретно привлекается к Фиг. 7, на котором схематически представлен фрагмент поперечного разреза сосуда 60.
Фиг. 8а показывает фрагмент поперечного разреза сосуда 70, аналогичного сосуду 60, который имеет отличающуюся сотовую конструкцию 73, обеспечивающую жесткую связь между стенками 71 и центральным поддерживающим элементом 74 с внутренней полостью 72.
Фиг. 8b приводит поперечный разрез отдельной ячейки сотовой конструкции 73 со своими собственными связями и опорами 77.
Фиг. 9 демонстрирует фрагмент поперечного сечения сосуда 90, который аналогичен сосудам 60 и 70, за исключением отличающейся сотовой конструкции 93, которая обеспечивает жесткую связь между стенками 91 и центральным поддерживающим элементом 94 с внутренней полостью 92.
Фиг. 10 схематически иллюстрирует фрагмент поперечного разреза сосуда 100, аналогичного сосудам 60, 70 и 90, которые отличаются только сотовой конструкцией 103, которая обеспечивает жесткую связь между стенками 101 и центральным поддерживающим элементом 102.
В качестве подходящего материала для изготовления различных инновационных сосудов под давлением можно использовать металлы и сплавы, синтезированные материалы, силикон, глины, графен, фарфор, фольгу и бумагу, включая любые другие материалы, которые можно применять в аддитивном процессе изготовления. Эти материалы могут быть представлены в виде порошка, в расплавленном виде, или в растворенном или синтезированном виде во время процесса послойной печати, а также в любой другой форме, которая может также использоваться в этом процессе. Наиболее всего для изготовления подходят синтезированные материалы, керамика, порошковый металл и порошковые сплавы, композиты, термопластик, глины, графен и углеродные составы, бумага, фольга, их комбинации и смеси.
Наиболее предпочтительны для изготовления инновационных сосудов под давлением такие материалы, как порошки, содержащие титан и его сплавы, сплавы кобальта и хрома, нержавеющая сталь, алюминий и керамика.
Графен и КМ на графене в 200 раз прочнее стали, поэтому они идеально подходят для изготовления сосудов под давлением и конкретно для внешней оболочки или стенок такого сосуда, его внутренней конструкции или просто опорной части такой оболочки.
Инновационный метод изготовления помогает изготовителю таких сосудов использовать компьютерное конструирование (CAD), включая компьютеризованное производство (САМ), что позволяет создавать продукцию такой сложной формы целиком слой за слоем до полного завершения процесса.
Впускное и/или выпускное устройство (14, 24, 34, 64, 74 и 94) может устанавливаться на одном или обоих концах центрального поддерживающего элемента (12, 22, 32, 66, 74, 94 и 102), например, одно для спуска и одно для наполнения. Такие устройства могут быть выполнены методом послойной печати вместе с сосудом, или отдельно и прикреплены к центральному поддерживающему элементу, используя резьбовое соединение, вяжущие материалы и любые другие методы соединения, подходящие для конкретного применения и давления. Центральный поддерживающий элемент выборочно сообщается с внешней средой сосуда при срабатывании впускного или выпускного устройства для последующего впуска (налива) или выпуска (спуска). Внешняя среда сосуда может включать в себя без ограничений трубопроводы, клапаны и прочие устройства, расположенные вне сосуда для направления спускаемой газообразной или жидкой среды далее в систему или наполнения сосуда газом или другой жидкой средой. В некоторых случаях внешней средой сосуда может быть просто атмосфера, если содержимое сосуда должно или может быть спущено непосредственно в атмосферу.
Все варианты изобретения показывают, что форма несущей конструкции внутри сосуда может варьироваться по мере того, как внешняя оболочка (стенка) соблюдает требования этого изобретения - распределение сил давления, прилагаемых на внешнюю оболочку сосуда и на центральный поддерживающий элемент, который в свою очередь распределяет эти силы дальше по внешней оболочке, и таким образом снижает общую нагрузку давления на оболочку (стенки)сосуда.
Ячеистый тип внутренней несущей конструкции позволяет существенно снизить нагрузку давления на внешнюю стенку любого сосуда под давлением или контейнера за счет переноса и распределения, по крайней мере, части этой нагрузки на стенки внутри ячеистой конструкции. Также, часть этой нагрузки будет передана на другие части стенок, которые эффективно снимают, по крайней мере, часть этой нагрузки, и позволяют стенкам адаптироваться к более высокому давлению, чем без указанной внутренней несущей конструкции.
Это позволяет сделать более прочный и легкий сосуд или контейнер, который может выдерживать более высокое давление, чем аналогичные сосуды без такой внутренней несущей конструкции. Связи и особенно стенки сотовой конструкции во всех вариантах изобретения могут быть любой толщины, начиная с 1 атома (в случае графена) до многих миллиметров или более в зависимости от размера нужного сосуда и его применения.
Инновационный метод изготовления таких сосудов с внутренней опорной конструкцией, не ограничиваясь показанными выше, позволяет исполнить сложную конструкцию сосудов за один прием, используя технологию послойной печати. Трехмерный принтер, с использованием компьютерного конструирования, может изготовить любой сосуд или трубопровод любой формы, печатая слой за слоем от одного конца до другого, с использованием подходящих материалов, описанных выше, порошка, пасты, глины и т.п. Технология послойной печати хорошо известен квалифицированным в этой области специалистам, и по сути не является предметом данного изобретения.
Некоторые формы в данном изобретении, как, например, показанные в вариантах изобретения 20 и 30, могут быть выполнены с использованием традиционных технологий, принятых в отрасли, а именно: с использованием КМ для намотки волокна и иные аналогичные методы. В этом случае внутренняя несущая конструкция, состоящая из центрального поддерживающего элемента (22 и 32) и связей (23 и 33), могут быть выполнены отдельно с использованием металла или иных материалов, и затем закреплены на внешней оболочке с использованием традиционных намоточных станков, работающих с углеволокном или иным волоконным материалом. В данном случае необходимо обеспечить жесткое соединение между связями (23 и 33) и внешней оболочкой сосуда, что может быть осуществлено за счет применения традиционных методов и материалов. Рекомендуется использование графена или графеновых композитов. Также графен может быть использован для изготовления, по крайней мере, части внутренней несущей конструкции, которая имеет связи тоньше 1 атома.
Варианты изобретения (например, 60, 70, 90 и 100), которые содержат сотовую конструкцию связей обеспечивают очень высокий уровень безопасности, так как такой тип предотвращает разрыв сосуда под высоким давлением и/или температурой, включая механическое повреждение извне. Такое повреждение (например, вызванное выпущенной пулей из ружья) будет только способствовать спуску газа через одну или несколько ячеек и замедлит спуск газа через все другие ячейки, таким образом предотвращая катастрофический или взрывной характер повреждения сосуда. Эта важная характеристика может предотвратить многие фатальные аварии, которые происходят каждый год по всему миру, вызванные повреждением сосуда под давлением.
Изобретение, представленное выше, также касается необитаемых или посещаемых контейнеров, например, подводные станции и транспорт, который подвержен высокому внешнему давлению; сюда также можно отнести самолеты и космические аппараты, космические и межпланетные станции, которые подвергаются высокому внутреннему давлению по сравнению с внешним давлением. Межпланетные станции и прочие обитаемые объекты подвержены повышенному или пониженному атмосферному давлению.
Сотовые конструкции подобно тем, которые приведены на рис. 6-10, также могут быть использованы в процессе производства трубопроводов, работающих под давлением, для транспортировки газа, нефти, воды и других жидкостей. Такие трубопроводы станут прочнее и безопаснее в сравнении с теми, которые уже известны, так как в случае внешнего повреждения большая часть ячеек останется нетронутой, таким образом предотвращая катастрофическое разрушение труб, включая взрывы и прочее. В этом случае выходящий поток газообразной или жидкой среды под давлением будет контролироваться следующим образом: жидкость или газ должны будут протекать через различные отверстия между ячейками или другими опорными конструкциями, чтобы попасть за пределы сосуда.
Еще один вариант инновационного сосуда показан на Фиг. 11, на котором схематически приведен сегмент (участок) 110 трубопровода с пустотелыми ячейками внутри. В таких трубопроводах изолированные ячейки расположены по всей длине трубопровода и количество сообщающихся отверстий (не показано) между изолированными ячейками можно существенно сократить или даже убрать. Большая часть безопасных трубопроводов должны проектироваться с использованием сотовой конструкции, в которой изолированные ячейки не сообщаются между собой. При монтаже таких труб в трубопроводы каждая изолированная ячейка должна быть подсоединена к соответствующей ячейке следующего сегмента (участка) трубы. Сегмент может быть соединен с прилегающими сегментами трубопровода или с источником подачи газообразной или жидкой среды или с конечным ресивером газообразной или жидкой среды с помощью соединительных средств 118, которые в предпочтительном варианте изобретения соединяются друг с другом, например, при помощи резьбовых соединений для соединения сегментов 110 до получения трубопровода нужной длины.
Изолированная сотовая внутренняя несущая конструкция 112 сегмента может иметь прочные связи для поддержания друг друга и внешней стенки 111 сегмента 110 или может быть вмонтирована в опорные диски, подобные тем, которые показаны на Фиг. 3 поз. 21. Подобный диск будет удерживать все изолированные трубные ячейки на месте для облегчения сборки трубопровода, а также обеспечит сильную опору для внешней стенки трубопровода 100. Для этого типа сосуда диски необходимо перфорировать, чтобы газ или жидкость могли обходить ячейки несущей конструкции 112 во избежание ненужного ограничения пропускной способности трубопровода.
Возможны две разновидности сотовой конструкции - например, ячейки (соты) с полостями, которые сообщаются с внутренней частью трубы или трубопровода, и ячейка, которые не сообщаются с внутренней частью сегмента трубы или трубопровода.
Самый лучший метод изготовления таких трубопроводов - это изготовить их по месту с использованием мобильного 3D принтера. Такой принтер выполнит наружные и внутренние конструкции подобные описанным выше с использованием тех же самых материалов и техники и будет делать это постоянно по требованию.
При повреждении такого трубопровода, транспортирующего, например, природный газ под давлением, только поврежденные ячейки будут давать протечку, но другие ячейки будут продолжать работать. Это существенно облегчит ремонт трубы, а также позволит сдержать и потушить пожар, возникший в результате такого повреждения.
Стенки каждой изолированной ячейки должны быть, по возможности, тонкими, и соответствовать рабочим параметрам, чтобы обеспечить функцию несущей конструкции для того, чтобы снижать вес отдельных трубных сегментов, что возможно, так как внешняя стенка сегмента также может быть тоньше благодаря наличию внутренней несущей конструкции.
Более того, каждая труба должна быть сделана из коррозионно-стойкого материала, который может существенно продлить срок службы. Например, труба, выполненная из керамики с использованием послойной печати, может находиться в прекрасном состоянии под землей или под водой в течение сотен лет, как минимум.
Производители и пользователи автомобилей также получат огромные преимущества, так топливные баки под давлением станут безопаснее и могут быть любой формы для размещения в имеющемся пространстве внутри кузова автомобиля. Это также можно отнести и к другим транспортным средствам, самолетам и космическим установкам.
Хотя фундаментальные инновационные характеристики изобретения были показаны, описаны и указаны для применения в описанных вариантах изобретения, следует понимать, что различные недостатки и замены, включая изменения в форме и компонентах иллюстрируемых устройств, включая их работу, могут быть выполнены квалифицированными специалистами в этой области, не отступая от принципа изобретения. Например, конкретно заявляется, что любые комбинации элементов и/или методов, которые выполняют по существу ту же самую функцию и по существу тем же самым образом, чтобы достичь таких же результатов, подпадают под защиту данного изобретения. Более того, следует признать, что конструкции и/или элементы и/или методы, приведенные и/или описанные в соответствии с любой раскрытой формой или вариантом изобретения, могут быть использованы в любой другой раскрытой или описанной или предлагаемой форме или варианте изобретения в качестве выбора главного типа конструкции изобретения. Исходя из этого, предлагается только на этой основе ограничиться объемом формулы изобретения, приведенной ниже.
Реферат
Изобретение касается области сосудов, работающих под давлением. Способ изготовления сосуда для удержания жидкости или газа под давлением включает создание герметичной конструкции внешней стенки с клапаном и внутренней несущей конструкции внешней стенки с использованием технологии послойной печати. Другой вариант способа включает создание опорной связи внутри конструкции внешней стенки. Далее осуществляют создание центрального поддерживающего элемента внутри конструкции внешней стенки сосуда. Данный элемент имеет полость и, по крайней мере, одно отверстие для прохождения жидкости или газа между полостью и внутренней средой сосуда. Опорная связь подсоединена одним концом к внешней стороне центрального поддерживающего элемента, а вторым концом - к внутренней стороне внешней стенки. Центральный поддерживающий элемент включает в себя первый конец, на котором установлен клапан для жидкости или газа, контактирующей с полостью, и второй конец, которым он заходит во внутреннюю часть сосуда. Использование изобретения обеспечивает изготовление более легкого и прочного сосуд под давлением с использованием аддитивной технологии. 4 н. и 26 з.п. ф-лы, 11 ил.

Комментарии