Способ и устройство для разделения несмешивающихся текучих сред - RU2514989C2
Код документа: RU2514989C2
Чертежи

Описание
Настоящее изобретение относится к способу разделения двух несмешивающихся текучих сред, в частности водно-нефтяной дисперсии на водную фазу и нефтяную фазу, и к промывному сепаратору для проведения указанного разделения.
Традиционный трехфазный сепаратор действует следующим образом: обычно вода в нефтяной дисперсии поступает в сепаратор. Эта вода в нефтяной дисперсии может быть скважинной текучей средой, полученной из нефтяной скважины. Вода в нефтяной дисперсии может также содержать газ, который выделяется, главным образом, из нефтяной фазы.
Традиционный трехфазный сепаратор состоит из 3 секций, первая секция содержит воду (и газ) в нефтяной дисперсии, во второй секции разделяются вода и нефть, и третья секция содержит нефть. Первая секция используется для хранения определенного объема исходной смеси и действует как поточный гомогенизатор и входная секция. Во второй секции происходит разделение методом осаждения. Третья секция используется для хранения нефти и также может действовать как поточный гомогенизатор. Осаждение происходит в любой, т.е. в первой, второй и третьей, секции. Поскольку для завершения стадии осаждения требуется несколько часов, необходимы значительные объемы первой, второй и третьей секций. Такой традиционный трехфазный сепаратор может использоваться и удовлетворительно работать в условиях, в которых размер сепаратора не ограничен.
Однако традиционный трехфазный сепаратор вследствие своего габаритного размера имеет ряд ограничений, например, при его использовании для отделения воды в нефтяной дисперсии в условиях подводной добычи нефти. Для такого применения размер сепаратора необходимо уменьшить, чтобы выполнить требования, установленные для любого оборудования для разделения, которое должно работать при высоком давлении.
Поскольку стадия осаждения представляет собой разделение под действием силы тяжести, дисперсия в секции осаждения удерживается продолжительное время. Если требуется высокоэффективное разделение, требуется удержание в течение нескольких часов для отделения малых вторичных капель воды, присутствующих в нефтяной фазе. Это может иметь место, например, если необходимо разделение смеси воды и тяжелой нефти.
Существует потребность в сепараторе, который можно использовать в подводных условиях. Сепаратор для работы в таких условиях высокого давления должен иметь небольшой размер.
Целью настоящего изобретения является создание сепаратора, пригодного для работы в подводных условиях.
Цель настоящего изобретения достигается с помощью промывного сепаратора, содержащего сосуд, в котором находятся две несмешивающиеся текучие среды, имеющие различную плотность и разделяющиеся на границе раздела, при этом исходный поток состоит из дисперсии первой и второй текучих сред, и вторая текучая среда, образующая дисперсную фазу в виде капель, распределяется в первой текучей среде, образующей непрерывную фазу, отличающегося тем, что в сосуде установлен распределительный элемент для распределения исходного потока во вторую текучую среду, причем после выхода исходного потока из распределительного элемента вторая текучая среда удерживается в сосуде не более 15 минут.
В предпочтительном варианте осуществления время удержания второй текучей среды в сосуде не превышает 10 минут, в наиболее предпочтительном варианте - не более 5 минут.
Исходный поток может содержать первый исходный поток и второй исходный поток. Можно использовать элемент подачи для добавления дополнительного потока второй текучей среды к первому исходному потоку.
Доля второй текучей среды, образующей дисперсную фазу в исходном потоке, составляет до 90 об.%, предпочтительно до 60 об.%, наиболее предпочтительно до 45 об.% в распределительном элементе, причем до 60 об.% второй текучей среды получается из линии рециркуляции второй текучей среды или дополнительного потока.
Смешивающий элемент, в частности статический смеситель, можно установить после распределительного элемента. Смешивающий элемент можно также установить в поток первой текучей среды, который выходит из промывного сепаратора.
Можно предусмотреть линию рециркуляции второй текучей среды из сосуда в первый исходный поток.
Сосуд имеет дно, и распределительный элемент устанавливается вблизи дна. Распределительный элемент содержит, по меньшей мере, одно выходное отверстие для распределения первой текучей среды, содержащей вторую текучую среду в виде дисперсной фазы. Согласно данному изобретению, расстояние между границей раздела и выходным отверстием распределительного элемента зависит от размера капель, вязкости первой текучей среды и разности плотностей первой и второй текучих сред. Расстояние между границей раздела и выходным отверстием составляет до 10 м, предпочтительно до 5 м, наиболее предпочтительно до 3 м.
Исходный поток может содержать газ и/или твердую фазу, причем твердая фаза отделяется удерживающим твердую фазу элементом, который установлен ниже границы раздела.
Элемент, обеспечивающий коалесценцию, можно установить между выходным отверстием распределительного элемента и границей раздела текучих сред и/или над границей раздела, и/или граница раздела может находиться в пределах данного элемента.
Первая текучая среда может быть нефтью, а вторая текучая среда может быть водой.
Способ разделения двух несмешивающихся текучих сред, который осуществляется в промывном сепараторе, содержит стадию подачи исходного потока, содержащего первую и вторую текучие среды, в сосуд и распределение исходного потока распределительным элементом во вторую текучую среду.
При осуществлении данного способа исходный поток может содержать первый исходный поток и второй исходный поток. Кроме того, данный способ может включать стадию добавления второй текучей среды в первый исходный поток до выхода второго исходного потока из распределительного элемента.
Промывной сепаратор эффективно работает при давлении ниже давления в критической точке или при давлении окружающей среды, или при давлении ниже давления окружающей среды, или не ниже давления окружающей среды и не выше давления в критической точке.
Промывной сепаратор предпочтительно использовать в подводных установках.
Нефть, которая получается описанным выше способом в качестве промежуточного продукта, содержит не более 10 об.% донного осадка и воды, предпочтительнее до 5 об.%, еще предпочтительнее до 1 об.%, наиболее предпочтительно до 0,5 об.% при давлении от, по меньшей мере, 1 бар до критического давления включительно, предпочтительно в пределах от 10 до 150 бар, в частности, от 40 до 120 бар.
Экспериментальные и эксплуатационные данные показали, что при водной опоре до 3 м достигнут уровень донного осадка и воды менее 0,5 об.%.
Настоящее изобретение поясняется следующими чертежами, на которых изображено следующее:
фиг.1 - фазовая диаграмма нефти;
фиг.2 - традиционный трехфазный сепаратор;
фиг.3 - промывной сепаратор по первому варианту осуществления данного изобретения;
фиг.4 - промывной сепаратор по второму варианту осуществления данного изобретения;
фиг.5 - промывной сепаратор по третьему варианту осуществления данного изобретения;
фиг.6 - фазовая диаграмма по фиг.1, включая диапазон работы промывного сепаратора.
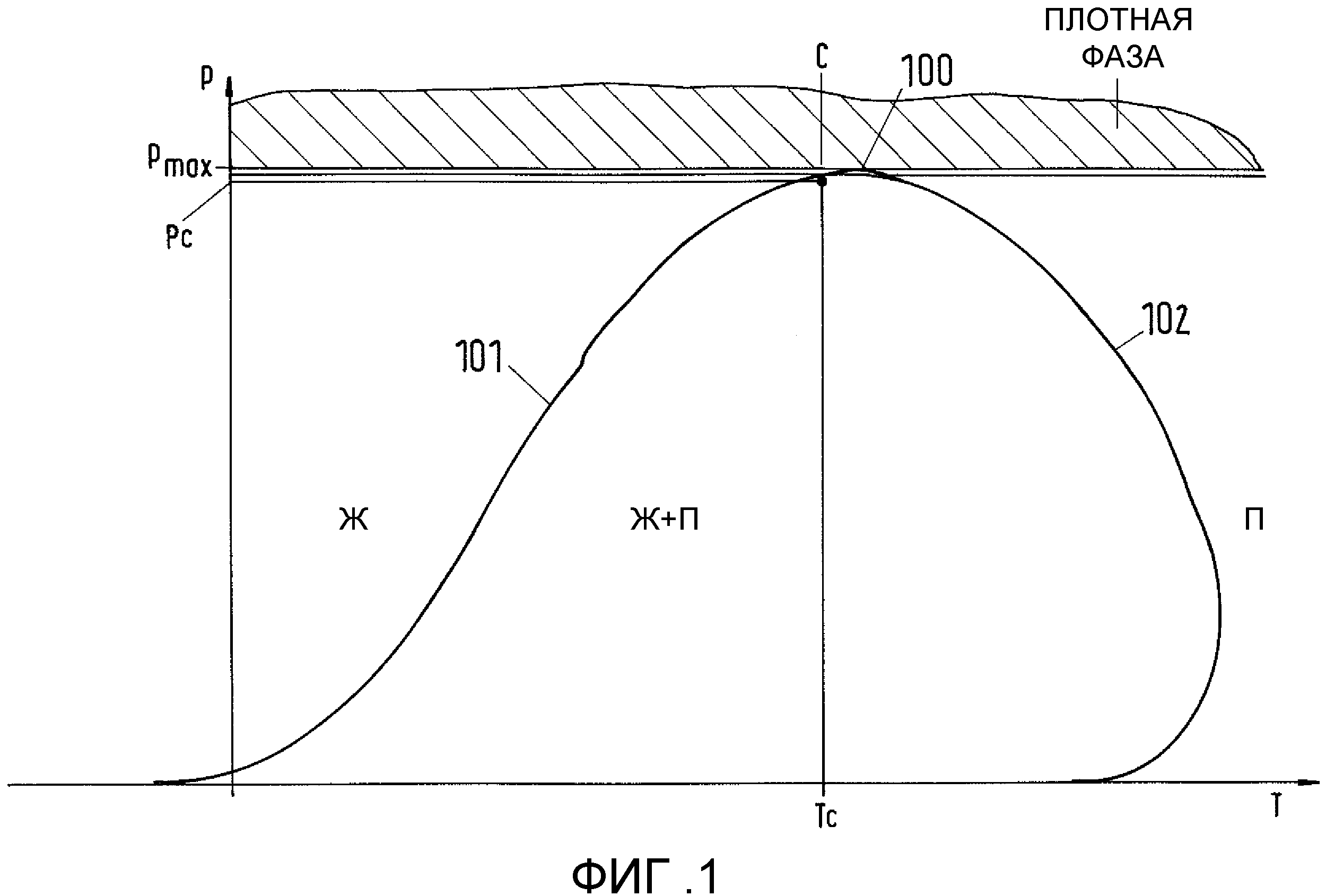
Фиг.1 представляет фазовую диаграмму нефти как скважинной текучей среды с указанием фаз, устойчивых при определенных условиях температуры и давления. На горизонтальной оси (ось x) диаграммы отложена температура T. На вертикальной оси (ось y) отложено давление P.
Точка C - критическая точка с критическим давлением Pc и критической температурой Tc. Точку максимального давления часто называют точкой криконденбара 100. Точка криконденбара не обязательно совпадает с критической точкой C. Кривая, проходящая налево от критической точки, называется кривой 101 насыщения жидкости. Другая часть кривой, т.е. кривая, идущая направо от критической точки, называется кривой 102 насыщения пара.
Различные фазы имеют следующие области устойчивости: область устойчивости жидкой фазы обозначена буквой Ж и находится на фиг.1 над кривой 101 насыщения жидкости, показывающей переход жидкой фазы в двухфазную область Ж+П, в которой сосуществуют жидкая и паровая фазы. Температура перехода в конденсированную фазу, которой соответствует область сверхкритической жидкости, существующей выше температуры критической точки, представляет верхнюю границу области устойчивости жидкой фазы Ж.
Выше температуры критической точки существует только конденсированная фаза. Паровая фаза П показана на фиг.1 областью, которая находится справа от кривой насыщения пара, означая переход из двухфазной области. Область П проходит до линии, показывающей температуру, соответствующую критической точке.
Таким образом, на фиг.1 Ж+П означает двухфазную область, в которой одновременно присутствуют текучая среда и пар.
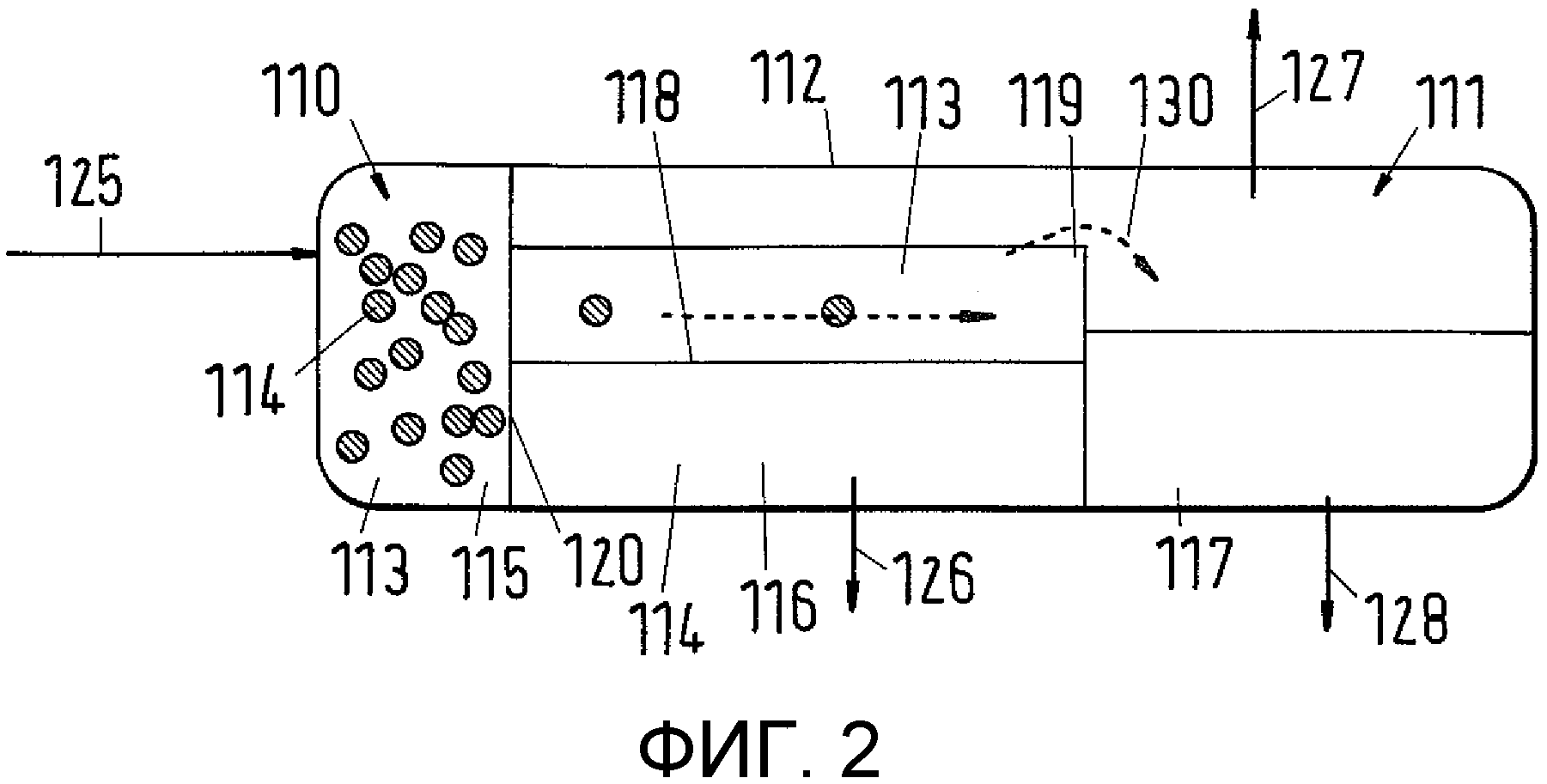
Традиционный трехфазный сепаратор 110 по фиг.2 работает следующим образом. Вода в нефтяной дисперсии подается в сепаратор. Эта вода в нефтяной дисперсии может быть скважинной текучей средой, полученной из нефтяной скважины. В таком случае вода в нефтяной дисперсии может также содержать газ, который растворен, главным образом, в нефтяной фазе. Поэтому нефтяная фаза 113 в этой водно-нефтяной дисперсии является непрерывной фазой, в то время как водная фаза 114 присутствует в виде капель в первой секции 115 резервуара 112.
Традиционный трехфазный сепаратор 110 по фиг.2 состоит из 3 секций, причем первая секция 115 содержит воду (и газ) в нефтяной дисперсии, во второй секции 116 дисперсия разделяется на две фазы, а третья секция 117 содержит нефть. Первая секция 115 используется для хранения определенного исходного потока и действует как поточный гомогенизатор и входная секция. Во второй секции 116 происходит разделение путем осаждения. Третья секция 117 служит для хранения нефти и также может действовать как поточный гомогенизатор. Осаждение может осуществляться в любой, в том числе в первой, второй и третьей секциях 115, 116, 117. Поскольку для завершения стадии осаждения требуется несколько часов, необходимы значительные объемы первой, второй и третьей секций 115, 116, 117. Такой традиционный трехфазный сепаратор может использоваться и удовлетворительно работать в условиях, в которых размер сепаратора не ограничен. Первая секция 115 может быть отделена от второй секции перфорированной пластинкой 120. Дисперсия движется через перфорированную пластинку 120.
Во время движения дисперсии из первой секции во вторую секцию и затем в третью секцию осуществляется стадия разделения дисперсии на две фазы под действием силы тяжести. Капли воды, присутствующие в нефтяной фазе, опускаются, а капли нефти, присутствующие в водной фазе, поднимаются к границе, где они сливаются с соответствующей непрерывной фазой, таким образом, капли нефти принимаются нефтяной фазой 113 и сливаются с ней, в то время как капли воды принимаются водной фазой 114 и сливаются с ней.
Нефтяная фаза 113 проходит вторую секцию 114 и подается через затвор сливного отверстия 119 в третью секцию 117. Самый верхний слой нефти сливается через затвор 119 и собирается в резервуаре, образующем третью секцию. Водная фаза скапливается в донной части резервуара во второй секции и сливается из резервуара в виде осадка 126.
Третья секция 117 служит для хранения нефти и также может действовать как накопитель, из которого может осуществляться непрерывный слив нефти 128 в узел последующей обработки. Таким образом, третья секция обеспечивает подачу нефти на последующие стадии непрерывной обработки.
Выделение любого газа из нефтяной фазы, т.е. стадия дегазации, происходит, главным образом, во второй и третьей секциях. Газовая фаза выводится из верхней части резервуара 112 выходящим потоком газа 127.
Поступательное движение нефтяной фазы из второй секции в третью показано пунктирными стрелками 130. При медленном движении через вторую секцию содержащиеся в нефти капли воды опускаются под действием силы тяжести, поэтому верхний слой воды в нефтяной дисперсии обеднен водой при достижении затвора 119, ограничивающего вторую секцию 116 справа, как показано на фиг.2.
Если размеры капель воды в нефти очень малы и/или мала разность плотностей нефти и воды, процесс осаждения может занимать несколько часов. Осаждение в течение 24 часов вполне обычно для таких традиционных трехфазных сепараторов. Закон Стокса описывает соотношение между размером капель и скоростью осаждения капель, что будет разъяснено подробнее. Как следует из закона Стокса, малые капли приводят к существенному уменьшению скорости осаждения, что увеличивает требуемое время осаждения или удержания.
Сепаратор, который предназначается для такого продолжительного времени осаждения (или удержания), соответственно, должен иметь большой размер для большинства приложений, например, нефтяных платформ, размер которых очень велик.
Для промывного сепаратора согласно данному изобретению по фиг.3-5 в отличие от традиционного трехфазного сепаратора по фиг.2 требуется удержание в течение лишь нескольких минут. Благодаря такому короткому времени удержания становится возможным значительно уменьшить размер промывного сепаратора. Первую секцию, которая необходима для традиционного трехфазного сепаратора по фиг.2, можно полностью исключить по любой из фиг.3-5.
Промывной сепаратор 1 содержит сосуд 2, в котором находится первая текучая среда 3 и вторая текучая среда 4 с различными плотностями. Первая текучая среда 3 не смешивается со второй текучей средой 4, и они отделены друг от друга границей раздела 5. Подается исходный поток 15, который состоит из дисперсии первой и второй текучих сред 3, 4. В данном потоке вторая текучая среда 4 образует дисперсную фазу в виде капель, которые распределяются в первой текучей среде 3, образующей непрерывную фазу. Исходный поток 15 непрерывно подается в промывной сепаратор 1 через установленный в сосуде 2 распределительный элемент 6. С помощью распределительного элемента 6 исходный поток 15 распределяется во вторую текучую среду 4. Следует отметить, что фазы инвертируются по отношению к известному сепаратору после того, как дисперсия проходит через распределительный элемент. Вторая текучая среда 4 в сосуде теперь является преобладающей непрерывной фазой, в которой распределены капли, содержащие первую текучую среду 3. Эти капли первой текучей среды 3 могут также содержать малые капли второй текучей среды 4.
Таким образом, первая текучая среда 3 всегда имеет меньшую плотность, независимо от состава фаз, а вторая текучая среда имеет большую плотность. В частности, первой текучей средой 3 может быть нефть, а второй текучей средой 4 может быть вода. В этом частном случае исходным потоком 15 является водно-нефтяная дисперсия. Следовательно, вода может быть добываемой водой в исходном потоке 24, 61, 31 на фиг.3, 4 и 5, соответственно. Вода может быть также, например, пресной водой 16 или морской водой, или оборотной водой, как вода в линии 17.
Использование такой инверсии фазы позволяет осуществлять разделение по совершенно иному механизму коалесценции. По этой основной причине исходный поток 15 после выхода из распределительного элемента 6 имеет время удержания не более 15 минут во второй текучей среде в сосуде. Благодаря тому, что в данном изобретении используется коалесценция, время удержания во второй текучей среде 4 в сосуде 2 не превышает 10 минут, предпочтительно 5 минут.
Конструкция промывного сепаратора, обеспечивающая такую коалесценцию, приводит к значительному усовершенствованию разделения по сравнению с традиционными сепараторами на основе осаждения под действием силы тяжести.
Предполагается, что неожиданный результат достигается благодаря следующим механизмам, которые будут описаны на примере системы нефть/вода. Однако данное изобретение нисколько не ограничивается системами нефть/вода и может распространяться на любую дисперсию, состоящую из двух текучих сред. Капли нефти, которые присутствуют в водной фазе и образуют дисперсию нефти в воде или, наоборот, дисперсию воды в нефти, также называемую множественной дисперсией, в промывном сепараторе подвергаются двум различным процессам, механизмы которых обозначаются сценарием a) или сценарием б).
Если капли нефти содержат капли воды, то по сценарию a) капли воды коалесцируют в капле нефти или по сценарию б) капли воды мигрируют к границе раздела, отделяя каплю нефти от непрерывной водной фазы в сосуде, и коалесцируют с непрерывной водной фазой, окружающей каплю нефти.
По сценарию a) капли воды внутри капли нефти движутся вследствие поля вторичного потока внутри капель нефти, вызванного движением капель нефти в водной опоре. Во время своего движения внутри капли нефти они сталкиваются с другими каплями воды. При контакте друг с другом две малые капли воды обычно образуют одну большую каплю воды.
По сценарию б) капли воды, движущиеся внутри капли нефти, стремятся к границе раздела капли нефти с непрерывной водной фазой, окружающей каплю нефти. Когда такая капля воды достигает границы раздела, она сливается с непрерывной водной фазой, окружающей каплю нефти. В результате уменьшается количество капель воды в капле нефти. Соответственно, капля нефти обедняется каплями воды.
Экспериментально показано, что сценарий б) встречается чаще при движении вверх капель нефти в водной фазе, чем сценарий a).
По обоим сценариям малые капли воды внутри капель нефти увеличиваются в размере и/или уменьшаются в числе. Таким образом, оба сценария способствуют лучшему разделению нефти и воды.
Разделение нефти и воды происходит на границе 5 раздела водной и нефтяной фазы в промывном сепараторе. Если капля нефти по сценарию a) достигает границы 5 раздела, капля нефти сливается с нефтяной фазой 3, образующей верхнюю часть границы раздела и слой жидкости над границей раздела. Капля воды внутри капли нефти вследствие своего размера стремится мигрировать обратно к нижней части границы раздела, т.е. в водную фазу под границей 5 раздела.
Такая миграция обратно в водную фазу должна также происходить по закону Стокса, модель которого используется для описания разделения под действием силы тяжести.
Закон Стокса описывает скорость осаждения капель, т.е. в нашем случае движение капли воды по сценарию a) вниз по направлению к нижней части границы раздела.
По закону Стокса скорость осаждения капель пропорциональна квадрату диаметра капли. Следовательно, увеличение размера капли существенно влияет на скорость осаждения капель.
Таким образом, вероятно, что крупная капля воды по сценарию a) будет мигрировать по направлению к нижней части границы раздела, образованной водной фазой, и маловероятно, что капля воды будет увлекаться каплей нефти в нефтяную фазу. Соответственно, когда реализуется сценарий a), улучшается разделение водно-нефтяной дисперсии.
Сценарий б) также приводит к лучшему разделению, когда капли нефти мигрируют через водную фазу, благодаря тому, что постоянно уменьшается число малых капель воды внутри капли нефти.
Таким образом, при реализации любого из сценариев a) или б) разделение улучшается, поскольку в обоих сценариях используется коалесценция капель.
Кроме того, существование множественной дисперсии в капле нефти имеет такое дополнительное преимущество, что расстояние между малыми каплями воды в капле нефти гораздо меньше, чем расстояние между каплями воды в слое нефти в традиционном трехфазном сепараторе. Следовательно, эти капли воды намного быстрее коалесцируют по сценарию a) или достигают границы раздела нефть/вода по сценарию б).
Таким образом, конструкция промывного сепаратора, обеспечивающего такую коалесценцию, приводит к неожиданно значительному улучшению разделения по сравнению с традиционными сепараторами на основе осаждения под действием силы тяжести.
Промывной сепаратор по фиг.3 содержит первую секцию 8, в которой завершается разделение первой текучей среды 3 и второй текучей среды 4, и вторую секцию 9. Первую текучую среду можно дегазировать, при этом выделяется газовая фаза, присутствующая в первой секции 8 или во второй секции 9. Из второй секции первая текучая среда удаляется в виде потока продукта 20. Первая текучая среда проходит через затвор из первой секции во вторую секцию. Любая газовая фаза, присутствующая в первой текучей среде, поднимается в верхнюю часть сосуда и выделяется в виде газового потока 18.
Преимущественно можно использовать подающий элемент 10 для добавления дополнительного потока 16 второй текучей среды к исходному потоку. В качестве альтернативы или дополнения к этому, отвод линии 17 из потока 22 второй текучей среды 4, выходящей из дна 7 сосуда 2, можно добавить к исходному потоку 15 до прохождения исходного потока 15 в распределительный элемент 6. Неожиданно, что объем сосуда 2, необходимый для разделения, не нуждается в увеличении, если доля второй текучей среды в исходном потоке составляет до 90 об.%, предпочтительно до 60 об.%, в частности до 45 об.%, в распределительном элементе 6, при этом до 60 об.% второй текучей среды поступает из линии 17 и/или дополнительного потока 16.
Добавляя такое существенное количество второй текучей среды в исходный поток 15, было бы очевидным считать, что сократится время удержания в сосуде 2, что отрицательно повлияло бы на эффективность разделения. Напротив, было бы очевидным считать, что для достижения такой же эффективности разделения потребовалось бы увеличение объема сосуда. К удивлению, оказалось, что добавление второй текучей среды 4 к исходному потоку 15 не приводит ни к одному из этих ожидаемых эффектов. Даже без увеличения объема сосуда промывного сепаратора получается более эффективное разделение, хотя время удержания в этом случае сокращается. Таким образом, можно существенно уменьшить размер промывного сепаратора по сравнению с сепаратором на фиг.2, особенно при добавлении второй текучей среды к исходному потоку 15. Обнаружено, что разделение в промывном сепараторе 1 происходит не вследствие осаждения, а в основном за счет коалесценции. Это означает, что разделение ограничивается не законом Стокса и скоростью осаждения капель или временем удержания в объеме сосуда, а временем коалесценции, которое очень мало по сравнению со временем осаждения, в частности, для многих систем, содержащих сырую нефть. Коалесценция капель второй текучей среды внутри капель первой текучей среды, по описанному выше сценарию a) или сценарию б), отвечает за увеличение эффективности разделения и сокращение времени удержания. Добавление второй текучей среды, например добавление воды, к исходной сырой нефти уменьшает концентрацию поверхностно-активных веществ и нафтеновых кислот, присутствующих в исходном потоке 15, что значительно способствует коалесценции. Благодаря уменьшению образования нафтенатов предотвращается блокирование границы раздела 5.
Количество добавленной второй текучей среды в очищенном потоке 16 и/или линии 17 можно, как правило, уменьшать в течение срока эксплуатации месторождения сырой нефти, потому что количество второй текучей среды в исходном потоке 24, 31, 61 увеличивается без добавления второй текучей среды к очищенному потоку 16 и/или линии 17. Доля второй текучей среды в исходном потоке 15 составляет до 90 об.%, предпочтительно до 60 об.%, в частности до 45 об.%, в распределительном элементе, при этом до 60 об.% второй текучей среды поступает из линии 17 и/или потока 16.
Дополнительный поток 16 и/или поток в линии 17 можно смешивать с исходным потоком 24, 31, 61 до выхода из распределительного элемента 6. Смешивающий элемент 12, в частности статический смеситель, можно установить после распределительного элемента 6.
Размер капель первой текучей среды во второй текучей среде в исходном потоке, выходящем из распределительного элемента, определяется одним или несколькими выходными отверстиями распределительного элемента. Такой распределительный элемент может содержать сопло для создания капель со средним размером до 10 мм. В качестве альтернативы, распределительный элемент содержит множество выходных отверстий для образования капель с размерами в пределах нескольких миллиметров, предпочтительно со средним размером капель от 1 до 25 мм, в частности от 1 до 15 мм.
Кроме того, для улучшения разделения расстояние между границей 5 раздела и выходным отверстием 23 распределительного элемента 7 сосуда 2 не должно превышать 10 м, предпочтительно до 5 м, еще лучше до 3 м.
Фиг.4 показывает промывной сепаратор 1 по второму варианту осуществления данного изобретения с сосудом 2, имеющим конфигурацию, сходную с показанной на фиг.3. Характеристики данного промывного сепаратора 1 приведены в описании на фиг.3. На фиг.4 показан второй промывной сепаратор 60 после промывного сепаратора 1. В этом частном варианте промывной сепаратор 1 работает с «сырой нефтью с низким отношением газ/жидкость и низким содержанием донного осадка и воды», причем исходный поток 15, поступающий из второго промывного сепаратора, показан лишь схематически.
Термин «сырая нефть с низким отношением газ/жидкость и низким содержанием донного осадка и воды» означает сырую нефть, добываемую из скважин или получаемую из резервуаров, а также известен под названием сырой нефти или добываемой сырой нефти. Такая сырая нефть характеризуется давлением пара по Рейду, что означает устойчивость сырой нефти и предотвращение любой дегазации в процессе транспортировки и хранения. Кроме того, сырая нефть характеризуется показателем донного осадка и воды, который означает процентное содержание воды и донного осадка, т.е. твердой фазы. Значение показателя донного осадка и воды, как правило, не должно превышать 0,5 об.% для соблюдения стандартов экспортного качества сырой нефти. В число характеристик входит содержание соли, которое не должно превышать 100 мг/л эквивалента хлорида натрия, в частности 60 мг/л, для сырой нефти, пригодной для прохождения следующих стадий очистки.
Второй промывной сепаратор 60 работает в атмосферных условиях. Дегазация может осуществляться помимо разделения в этом втором промывном сепараторе, который имеет такие же характеристики, как промывной сепаратор на фиг.3, и работает, как описано в связи с первым вариантом осуществления, приведенным на фиг.3. Исходный поток 61 ко второму промывному сепаратору содержит дисперсию первой и второй текучей среды, в частности сырую нефть, содержащую воду, в том числе «двухфазную газированную сырую нефть и воду» или «жидкую газированную сырую нефть и воду», или смесь дегазированной «сырой нефти с низким отношением газ/жидкость и низким содержанием донного осадка и воды». При этом «газированная сырая нефть» означает сырую нефть, содержащую значительное количество растворенной газовой фазы, обычно существующую под давлением. Термин «двухфазная» относится к области фазовой диаграммы на фиг.1 или фиг.6, в которой сосуществуют жидкая и паровая фазы, т.е. область Ж+П. Термин «жидкая газированная сырая нефть» относится к дисперсии в области Ж фазовой диаграммы. Термин «дегазированная сырая нефть с низким отношением газ/жидкость и низким содержанием донного осадка и воды» может означать исходный поток 15 на фиг.4 или фиг.5 или исходный поток 15 на фиг.3, или исходный поток 15 по фиг.6.
Промывной сепаратор 1 работает с вышеуказанным типом исходного потока 15 под давлением P в диапазоне атмосферного давления при температуре T в пределах от 40 до 45°C. Исходный поток 15 «сырой нефти с низким отношением газ/жидкость и низким содержанием донного осадка и воды» состоит из «предварительно дегазированной сырой нефти» или «газированной сырой нефти с низким отношением газ/жидкость», поступающей от второго сепаратора 60, который работает при повышенном давлении. В этом случае в результате разделения, проводимого в промывном сепараторе 1, получается стабилизированная нефть - поток 20 продукта. Данная стабилизированная нефть соответствует условиям продаж в отношении донного осадка и воды, давления пара по Рейду и содержания соли. Продукт, полученный из промывного сепаратора 1 или последнего промывного сепаратора, если несколько промывных сепараторов установлены в ряд после второго промывного сепаратора 60, представляет собой стабилизированную сырую нефть, соответствующую вышеуказанным техническим условиям хранения и транспортировки.
Кроме того, исходный поток 61 может содержать твердую фазу 19. Твердая фаза проходит смешивающий элемент 12 и поступает в сосуд вместе с исходным потоком 15. Твердую фазу 19 можно отделить удерживающим твердые частицы элементом 11, который установлен под границей 5 раздела.
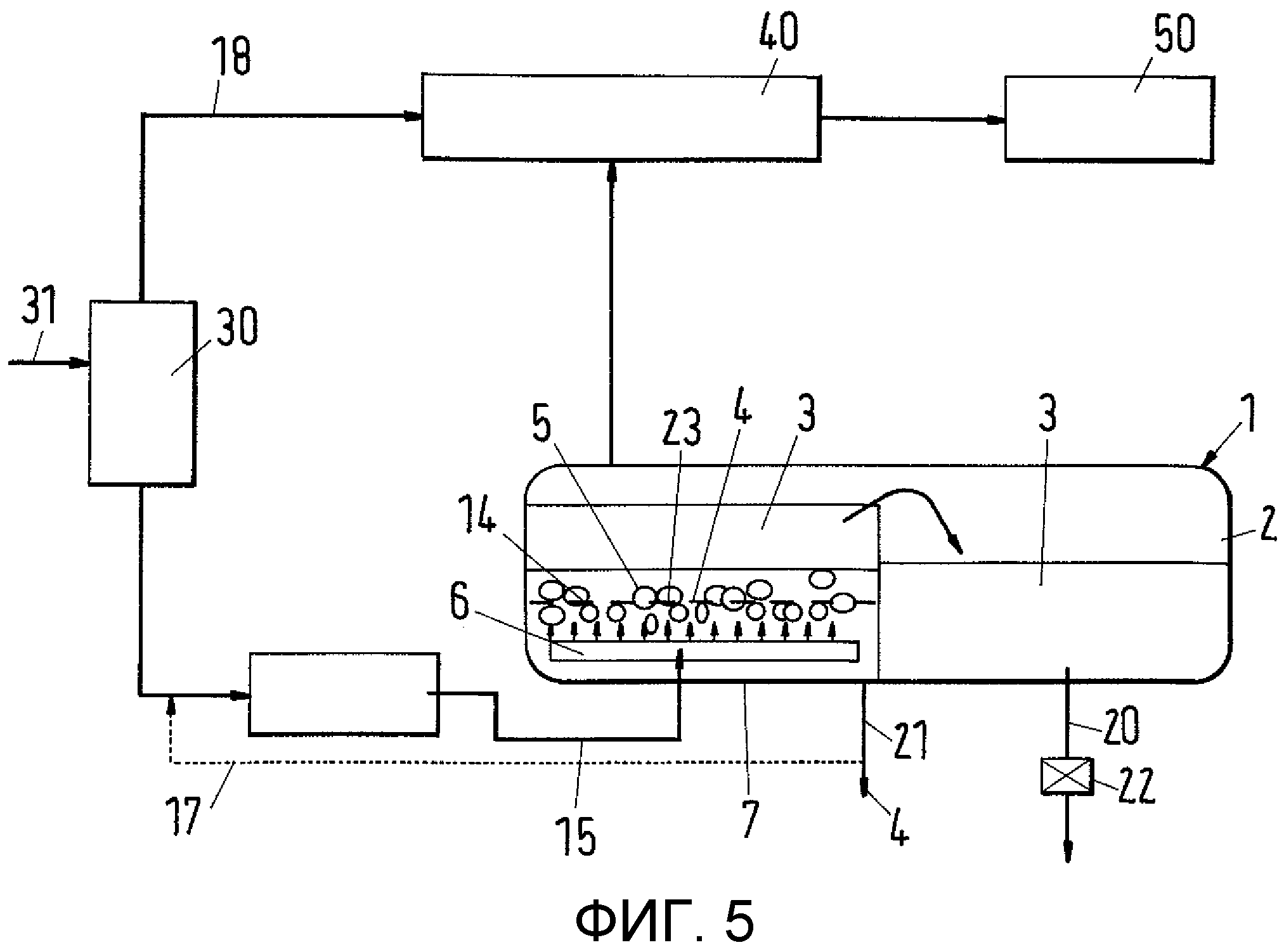
Третий возможный вариант промывного сепаратора 1 в узле обработки дисперсии, в частности сырой нефти, показан на фиг.5.
На фиг.5 показан дегазатор 30 для дегазации после промывного сепаратора 1. Промывной сепаратор работает при давлении и имеет такую же конфигурацию, как на фиг.3.
Кроме того, элемент 14 для обеспечения коалесценции может быть установлен между выходным отверстием 23 распределительного элемента 6 и границей 5 раздела по любому из вариантов, показанных на фиг.3-5. В качестве альтернативы распределительный элемент может содержать множество выходных отверстий 23. Элемент 14 для обеспечения коалесценции может, например, иметь конфигурацию структурированной упаковки, тканой или нетканой структуры или перфорированной пластинки.
Смешивающий элемент 22 можно также устанавливать в потоке 20 первой текучей среды, выходящей из сосуда 2 промывного сепаратора, которая может все еще содержать долю второй текучей среды. Смешивающий элемент 22 обеспечивает диспергирование и гомогенизацию потока 20 первой текучей среды, которая все еще содержит долю второй текучей среды, и предотвращает образование агломератов второй текучей среды. Такие агломераты могут образовываться, если вторая текучая среда является суспензией. Кроме того, образование гидратов можно сократить посредством диспергирования и гомогенизации потока 20 первой текучей среды, которая все еще содержит долю второй текучей среды.
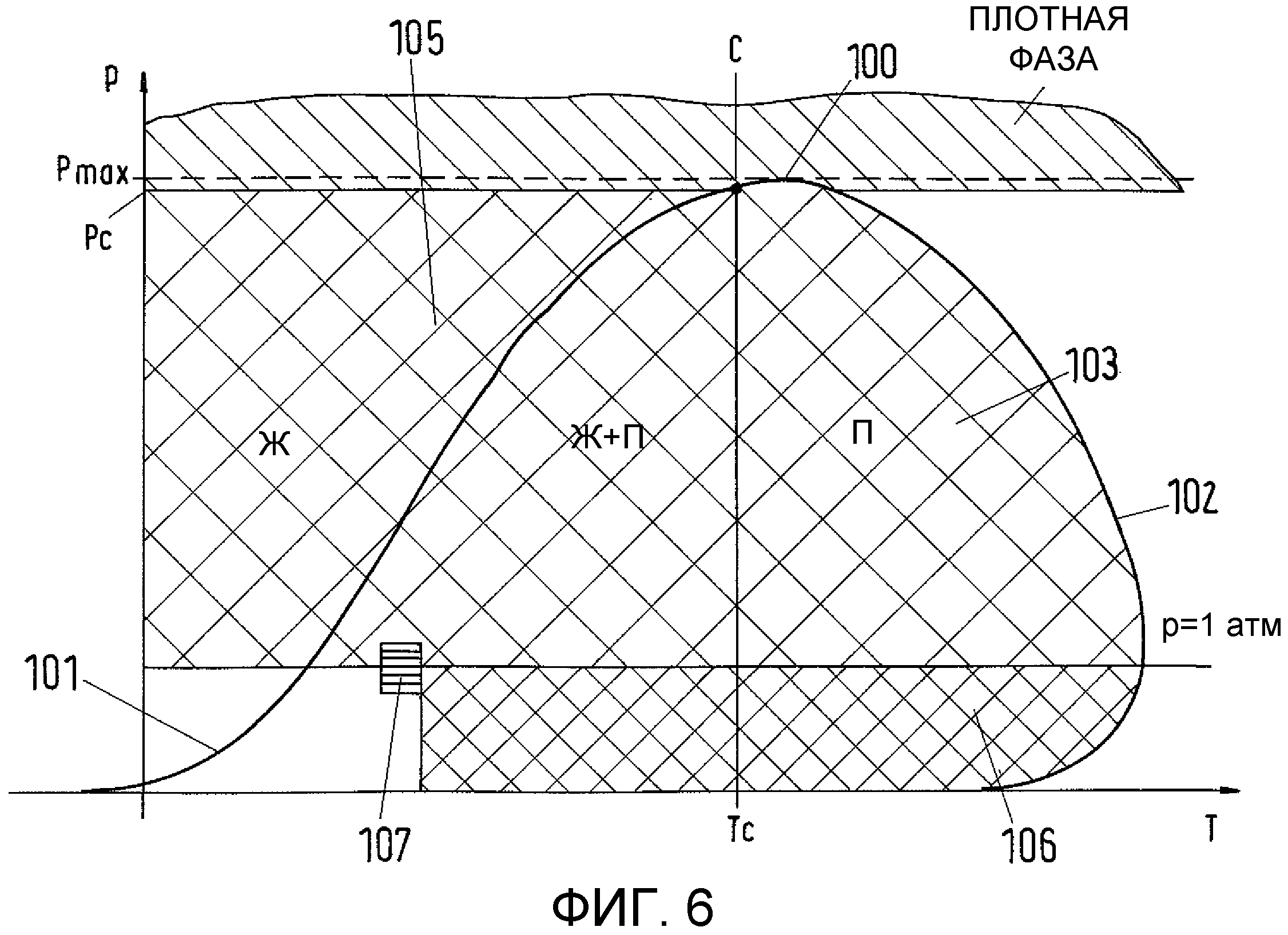
Фиг.6 показывает пределы возможной работы промывного сепаратора по любому варианту осуществления данного изобретения. Перекрестно заштрихованные области 103, 105, 106, включая горизонтально заштрихованную область 107, показывают точки возможной эксплуатации промывного сепаратора. По сравнению с этим традиционный промывной резервуар может работать лишь в очень узкой горизонтально заштрихованной области 107.
Примеры традиционного промывного резервуара приведены в патенте США № 2947380 или в международной публикации WO2005/100512. Эта большая область возможной эксплуатации промывного сепаратора по данному изобретению - другой неожиданный эффект, потому что известные промывные резервуары могут работать только в горизонтально заштрихованной области 107 фазовой диаграммы. Основанный на коалесценции механизм разделения, который описан в связи с данным изобретением, неожиданно применим к дисперсиям жидкость/жидкость, а также газ/жидкость, попадающим в область Ж+П 103 на фиг.1 или фиг.6.
Способ разделения двух несмешивающихся текучих сред, который осуществляется в промывном сепараторе 1 по любому из приведенных выше вариантов, включает стадию подачи исходного потока 15, содержащего первую и вторую текучую среду, в сосуд 2 и распределение исходного потока 15 распределительным элементом 6 во вторую текучую среду 4. Данный способ может также включать стадию добавления второй текучей среды 4 в исходный поток 24, 31, 61 перед выходом исходного потока 15 из распределительного элемента 6.
Промывной сепаратор можно эксплуатировать при меньшем давлении, чем давление в критической точке, или при давлении окружающей среды, или даже при меньшем давлении, чем давление окружающей среды. Промывной сепаратор можно также эксплуатировать в пределах от давления окружающей среды до меньшего давления, чем давление в критической точке. Исходный поток содержит дисперсию жидкость/жидкость или, в качестве альтернативы, дисперсию газ/жидкость.
Одним из наиболее предпочтительных применений промывного сепаратора по любому из приведенных выше вариантов является разделение сырой нефти и воды в подводных установках.
Реферат
Группа изобретений относится к разделению двух несмешивающихся текучих сред и может использоваться, например, для разделения водонефтяной дисперсии. Промывной сепаратор (1) содержит сосуд (2) с первой текучей средой (3) и второй текучей средой (4), имеющими различную плотность. Первая текучая среда (3) не смешивается со второй текучей средой (4), и первая и вторая текучие среды отделены друг от друга границей (5) раздела. В сепаратор подается исходный поток (15, 24, 31, 61), содержащий дисперсию первой и второй текучих сред (3, 4), при этом вторая текучая среда (4) образует дисперсную фазу в виде капель, которые распределены в первой текучей среде (3), образующей непрерывную фазу. Распределительный элемент (6) установлен в сосуде (2) для распределения исходного потока (15, 24, 31, 61) во вторую текучую среду (4). Исходный поток (15, 24, 31, 61) после выхода из указанного распределительного элемента (6) имеет время удержания во второй текучей среде в сосуде до 15 минут. Технический результат состоит в обеспечении разделения дисперсий в подводных условиях. 4 н. и 12 з.п. ф-лы, 6 ил.
Комментарии