Способ изготовления линзы для обеспечения оптического дисплея - RU2562138C2
Код документа: RU2562138C2
Чертежи






Описание
Настоящее изобретение относится к способу изготовления линзы для создания оптического дисплея посредством оптического устройства построения изображения, предназначенного для обеспечения доступа к информации путем оптического проецирования цифрового изображения, например, мультимедийного типа или типа данных, например данных GPS.
Термин "линза" используется здесь для обозначения оптической системы, пригодной, в частности, для размещения в оправе для очков или очковых линз. Этот термин "линза" используется здесь в значении законченной линзы, готовой к размещению в оправе очков, или незаконченной линзы, или заготовки линзы, т.е. которая еще нуждается в резании путем выравнивания, обработки поверхности и полирования для подготовки к использованию.
В патентном документе WO 01/95027 раскрыта проекционная вставка, образованная оптическим устройством построения изображения для формирования световых пучков, поступающих из электронной и оптической системы для генерации световых пучков, на основании электронного сигнала, причем система выполнена на основе миниатюрного экрана, лазерных диодов или светодиодов (СИД). Оптическое устройство построения изображения направляет световые пучки в глаз владельца для обеспечения просмотра информационного содержимого в качестве мнимого изображения.
Это оптическое устройство построения изображения, отвечающее уровню техники, включает в себя светопропускающий минерал, подложку, в частности, выполненную из стекла, волноотражающую поверхность подложки, носимую подложкой для передачи света от входной поверхности в подложку за счет полного отражения, и множество частично отражающих поверхностей, носимых подложкой и параллельных друг другу и непараллельных ни одному из краев подложки для направления световых пучков в глаз владельца.
Поскольку этот тип дисплея позволяет получить оптическое устройство построения изображения малой толщины, в частности около 2 мм или меньше, достигается компромисс между функцией отображения и функцией коррекции зрения. Поверхности линзы могут использоваться в обеих функциях, что позволяет, например, изменять радиус кривизны одной поверхности с целью коррекции зрения, не препятствуя при этом осуществлению функции отображения.
В патентном документе WO 2006/016086 предложен способ изготовления оптического дисплея, который также может корректировать зрение пользователя, в то же время допускающий массовое производство надежным способом за счет разделения функций отображения и коррекции зрения.
Для этого этот патентный документ предусматривает способ изготовления линзы коррекции зрения, которая имеет переднюю поверхность и заднюю поверхность и в которую проникают световые пучки, испускаемые оптической системой генерации светового пучка через входную поверхность, и направляются в глаз владельца для обеспечения просмотра информационного содержимого, причем упомянутые световые пучки отражаются несколько раз между двумя отражающими поверхностями, между моментом входа в линзу и выхода из нее, причем упомянутые две отражающие поверхности являются поверхностями прозрачной оптической вставки, образованной световодом.
Эта вставка полностью содержится в линзе за счет ее размещения в заготовке линзы при ее формовании в форме, содержащей первую часть формы для формования передней поверхности и вторую часть формы для формования задней поверхности, и мономер заливается в эту форму для получения круглой заготовки линзы, которая затем обрабатывается путем обработки поверхности и полирования и режется путем выравнивания с формой законченной линзы, готовой к размещению в оправе очков.
Согласно этому известному процессу вставка имеет прямоугольную форму длиной, например, 43 мм и шириной 20 мм. Следовательно, ее поверхность меньше, чем вырезанная полная поверхность законченной линзы.
В связи с этим способом возникает следующая техническая проблема. Ввиду механических слипаний, создаваемых между стеклом вставки и мономером заготовки линзы в ходе горячего литья мономера и обнажаемых за счет механических усилий, вызванных обработкой поверхности и полированием заготовки линзы, вблизи краев вставки возникает оптический дефект. Этот дефект приводит к потере качества пропускания линзы и к изменению оптической силы в этих зонах.
Для решения этой проблемы можно рассмотреть вставку, которая представляет поверхность, превышающую поверхность законченной линзы, и после размещения мономера, образующего заготовку линзы, законченную линзу можно резать путем выравнивания при ее размере.
В патентном документе EP 1748305 предложен такой процесс, где поверхность законченной вставки равна поверхности законченной линзы, причем вставка является плоской подложкой, уложенной в непосредственном контакте между двумя другими плоскими подложками, выполняющими функцию диоптрической коррекции наблюдающего глаза, одна из которых расположена с внешней стороны, а другая расположена со стороны наблюдателя.
Для изготовления такого оптического дисплея пустая вставка, например, длиной 57 мм и шириной 35 мм и две пустые плоские подложки с одним и тем же размером поверхности укладываются со вставкой, подвергаются обработке поверхности, полировке и резанию путем выравнивания с формой законченной линзы, готовой к размещению в оправе очков. Такой способ обеспечивает вставку, проходящую по всей поверхности законченной линзы.
В связи с этим способом возникает следующая техническая проблема. Резание нужно производить в пределах ширины, которая содержит два материала, стекло для вставки и пластиковый материал для двух плоских подложек. Эти два материала сильно отличаются твердостью, и резание путем выравнивания весьма затруднено и приводит к разделению, разрушению или расщеплению материалов.
Изобретение решает эти проблемы, обеспечивая способ изготовления оптического дисплея, который может, в итоге, корректировать зрение пользователя, в то же время допуская массовое производство надежным способом, и который обеспечивает хорошее оптическое пропускание и простое изготовление.
Хотя предпочтительное применение процесса согласно изобретению касается изготовления линзы коррекции зрения, его можно применять к линзе без функций коррекции зрения, включающей в себя такую оптическую вставку, для получения оптического дисплея, размещенного в оправе для очков или очковых линз или эквивалентной опоре.
Для этого изобретение обеспечивает способ изготовления линзы, которая имеет переднюю поверхность и заднюю поверхность и в которую проникают световые пучки, испускаемые оптическим элементом системы генерации светового пучка, через входную поверхность и направляются в глаз владельца для обеспечения просмотра информационного содержимого посредством прозрачной оптической вставки, образованной световодом, причем упомянутая вставка имеет форму, по существу, идентичную форме законченной линзы, пригодной для размещения в оправе опоры, причем способ отличается тем, что содержит этапы, на которых:
изготавливают упомянутую вставку, форма которой меньше формы упомянутой законченной линзы согласно пропорциональному преобразованию,
изготавливают заготовку линзы путем связывания пластикового материала, образующего упомянутую переднюю поверхность и упомянутую заднюю поверхность, с упомянутой вставкой, и
режут упомянутую заготовку линзы вокруг упомянутой вставки и с расстоянием от краев упомянутой вставки, которое составляет около 1 мм на протяжении, по меньшей мере, 50% периметра упомянутой вставки.
Упомянутое изготовление упомянутой заготовки линзы можно осуществлять путем формования упомянутого пластикового материала вокруг упомянутой вставки.
В этом первом случае благодаря применению процесса согласно изобретению линза имеет однородное пропускание, поскольку зоны оптических дефектов обнажены вблизи края законченной формы линзы, что минимизирует оптическое возмущение, наблюдаемое пользователем через линзу.
Упомянутое изготовление упомянутой заготовки линзы можно осуществлять путем укладки вставки в непосредственном контакте между двумя плоскими подложками.
В этом втором случае благодаря применению процесса согласно изобретению резание производится только в пластиковом материале двух плоских подложек, что снижает остроту проблемы различия в твердости, зоны оптического дефекта устраняются и точный механический репер стеклянной вставки непосредственно доступен на законченной линзе.
Изобретение позволяет осуществлять резание путем выравнивания классическими машинами выравнивания.
Изобретение описано ниже более подробно с помощью фигур, которые демонстрируют лишь предпочтительные варианты осуществления изобретения.
Фиг.1 - схематический вид в разрезе офтальмического бинокулярного дисплея согласно изобретению.
Фиг.2A, 2B и 2C иллюстрируют процесс согласно первому варианту осуществления изобретения.
Фиг.3A, 3B, 3C и 3D иллюстрируют процесс согласно второму варианту осуществления изобретения.
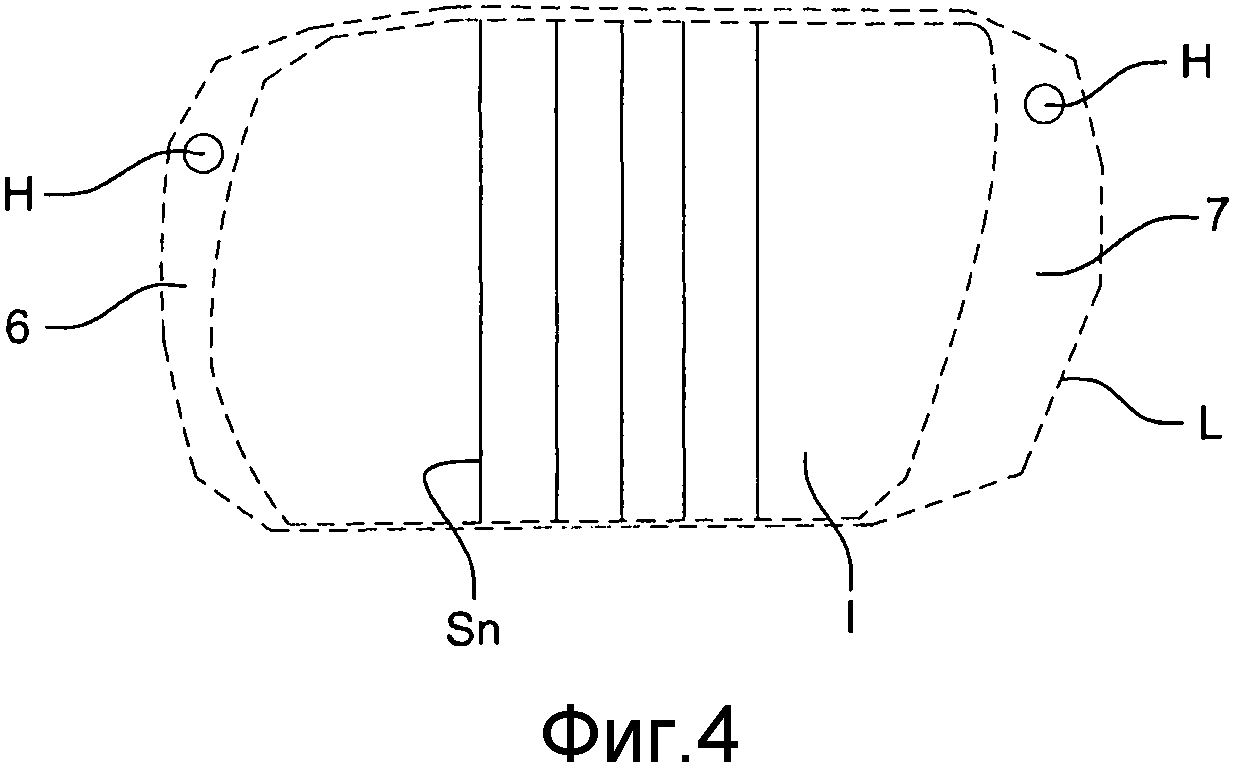
Фиг.4 - вид спереди варианта согласно изобретению.
Согласно фиг.1 офтальмический бинокулярный дисплей содержит две линзы 1, 2. Каждая линза содержит проекционную вставку, образованную оптическим устройством 1A, 2A построения изображения для формирования световых пучков, поступающих из электронной и оптической системы 1B, 2B для генерации световых пучков, на основании электронного сигнала, причем система выполнена на основе миниатюрного экрана, лазерных диодов или светодиодов. Оптическое устройство построения изображения направляет световые пучки в глаз владельца от входной поверхности S1 к выходной поверхности S2 для обеспечения просмотра информационного содержимого, что проиллюстрировано на правой линзе пунктирной стрелкой A. Линзы допускают сквозное наблюдение, т.е. наблюдение окружения, что проиллюстрировано на правой линзе стрелкой B.
Линзы 1, 2 установлены в оправе 3 для очков или очковых линз, содержащей две опорные дужки 3A, 3B и переносье 3C.
Фиг.2A, 2B и 2C иллюстрируют процесс согласно первому варианту осуществления изобретения.
Как описано в патентном документе WO 2006/016086, вставка I полностью содержится в линзе за счет ее размещения в заготовке линзы при ее формовании в форме, содержащей первую часть формы FM для формования передней поверхности и вторую часть формы RM для формования задней поверхности, и мономер заливается в эту форму для получения круглой заготовки линзы LB, которая затем обрабатывается путем обработки поверхности и полирования и режется путем выравнивания с формой законченной линзы, готовой к размещению в оправе очков.
Изобретение предусматривает изготовление вставки I, которая имеет форму, по существу, идентичную форме законченной линзы, пригодной для размещения в оправе для очков, но меньшую, чем форма законченной линзы, проиллюстрированную пунктирной линией L на фиг.2C, согласно пропорциональному преобразованию изготовление заготовки линзы путем связывания пластикового материала, образующего переднюю поверхность и заднюю поверхность, со вставкой, что подробно описано выше, и резание путем выравнивания заготовки линзы вокруг вставки вдоль упомянутой пунктирной линии L с расстоянием от краев вставки I, которое составляет около 1 мм для всего периметра вставки, согласно фиг.2C.
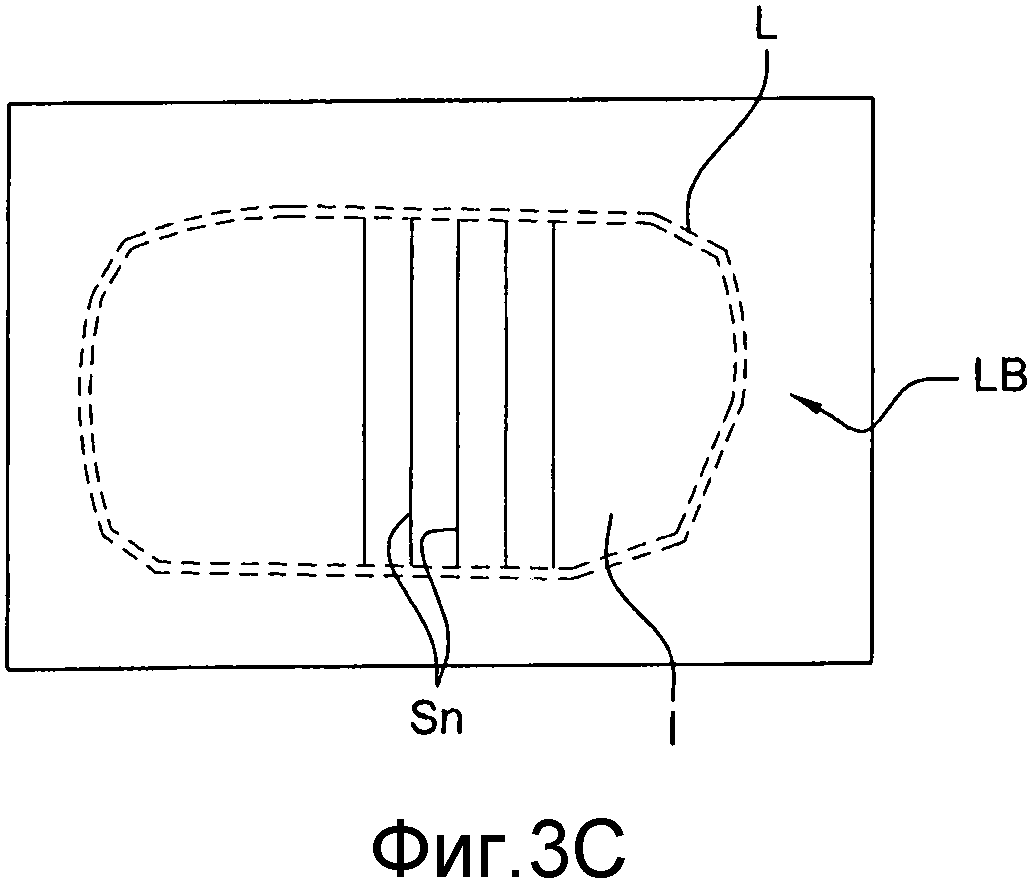
Фиг.3A, 3B, 3C и 3D иллюстрируют процесс согласно второму варианту осуществления изобретения.
Как описано в патентном документе EP 1748305, вставка I укладывается в непосредственном контакте между двумя другими плоскими подложками FS, RS, выполняющими функцию диоптрической коррекции наблюдающего глаза, одна из которых расположена с внешней стороны, а другая расположена со стороны наблюдателя.
Изобретение предусматривает изготовление вставки I, имеющей форму, по существу, идентичную форме законченной линзы, пригодной для размещения в оправе для очков, но меньшую, чем форма законченной линзы, проиллюстрированную пунктирной линией L на фиг.3C, согласно пропорциональному преобразованию, изготовление заготовки линзы путем адгезии пластикового материала, образующего переднюю поверхность и заднюю поверхность, со вставкой, что подробно описано выше, и резание путем выравнивания заготовки линзы вокруг вставки вдоль упомянутой пунктирной линии L с расстоянием от краев вставки I, которое составляет около 1 мм для всего периметра вставки, согласно фиг.3C.
На фиг.3D изображена линза, изготовленная путем выравнивания, как описано на фиг.3C. Репер стеклянной вставки непосредственно доступен на законченной линзе.
После резания путем выравнивания согласно предыдущему варианту осуществления, обработки поверхности, полирования и обработки заготовки линзы края законченной линзы 1, 2 представляют автоматически, без специальной работы, канавку 4 между двумя обработанными подложками FS', RS', причем края оптической вставки I образуют основание канавки. Эта канавка 4 имеет ширину около 2 мм и глубину около 1 мм и обеспечивает прямой доступ к оптической вставке I, которая размещена с высокой точностью ввиду хорошего пропускания светового пучка в глаз владельца, и возможность точного механического репера.
Согласно этому варианту осуществления законченная линза представляет два прямых доступа к оптической вставке I, основанию канавки 4, которая является боковой поверхностью вставки I, и к передней поверхности 5 вставки I на другой боковой стороне законченной линзы 1. Эти прямые доступы обеспечивают точные механические реперы.
Согласно вариантам осуществления, описанным выше, оправа 3 является классической, т.е. детали, поддерживающие линзу, являются замкнутыми и полностью окружают линзы. Существуют некоторые другие оправы, которые не содержат этих замкнутых деталей, где дужки и переносье непосредственно прикреплены к линзам, например, посредством винтов.
В таком случае расстояние между формой вставки I и формой законченной линзы может превышать 1 мм для конкретных областей периметра вставки согласно фиг.4. Эти конкретные области 6, 7 соответствуют месту размещения крепежа дужек и переносья, например отверстиям H для крепежных винтов, где резание путем выравнивания заготовки линзы производится вокруг вставки с соответствующим увеличенным расстоянием от краев вставки, чтобы эти отверстия H можно было сверлить только в пластиковом материале.
Фактически, в случае такого непосредственного крепежа дужек и переносья в линзе такие конкретные области 6, 7 соответствуют участкам периметра, расположенным на части, составляющей менее 50% всего периметра линзы, и процесс, подробно описанный выше, применяется на по меньшей мере 50% периметра вставки I.
Предпочтительно, проекционная вставка I является вставкой типа, описанного в патентном документе WO 01/95027, и может иметь толщину около 2 мм.
Это оптическое устройство построения изображения включает в себя светопропускающую подложку, выполненную из стекла, волноотражающую поверхность подложки, носимую подложкой для передачи света от входной поверхности в подложку за счет полного отражения, и множество частично отражающих поверхностей Sn, носимых подложкой и параллельных друг другу и не параллельных ни одному из краев подложки, для направления световых пучков в глаз владельца.
Конечно, оптическая вставка I изготавливается с высокой точностью ввиду хорошего пропускания светового пучка в глаз владельца посредством этих отражающих поверхностей Sn согласно характеристикам оправы 3 и владельца.
Механическая точность упомянутой вставки также необходима в качестве обязательного репера, особенно в случае бинокулярного оптического дисплея, где механический репер упомянутой вставки используется для выравнивания двух проецируемых изображений.
Реферат
Способ изготовления линзы, которая имеет переднюю и заднюю поверхности и в которую проникают световые пучки, испускаемые оптическим элементом системы генерации светового пучка, через входную поверхность и направляются в глаз владельца для обеспечения просмотра информационного содержимого посредством прозрачной оптической вставки, образованной световодом. Вставка имеет форму, по существу, идентичную форме законченной линзы, пригодной для размещения в оправе опоры. Способ содержит этапы, на которых изготавливают вставку, форма которой меньше формы упомянутой законченной линзы согласно пропорциональному преобразованию, изготавливают заготовку линзы путем связывания пластикового материала, образующего упомянутую переднюю поверхность и упомянутую заднюю поверхность, с упомянутой вставкой и режут упомянутую заготовку линзы вокруг упомянутой вставки с расстоянием от краев упомянутой вставки, которое составляет около 1 мм на протяжении по меньшей мере 50% периметра упомянутой вставки. Технический результат - обеспечение хорошего оптического пропускания и упрощение изготовления оптического дисплея, содержащего два материала, сильно отличающихся твердостью. 4 з.п. ф-лы, 9 ил.
Формула
изготавливают упомянутую вставку (I), форма которой меньше формы упомянутой законченной линзы согласно пропорциональному преобразованию,
изготавливают заготовку линзы (LB) путем связывания пластикового материала, образующего упомянутую переднюю поверхность и упомянутую заднюю поверхность, с упомянутой вставкой (I) и
режут упомянутую заготовку линзы (LB) вокруг упомянутой вставки (I) и с расстоянием от краев упомянутой вставки, которое составляет около 1 мм на протяжении по меньшей мере 50% периметра упомянутой вставки.
Комментарии